

Injection molding price factors determine final quotes through eight quantifiable drivers: mold steel cost (around 30-50%), material (material cost accounts for 15-25%), manufacturing cycle cost (20-35%), volume amortization (10-20%), additional operations (5-15%), quality control (3-8%), delivery and distribution (logistics) cost (3-10%), engineering support, (5-12%).
A single-cavity P20 mold priced at $8000-$15,000 versus a four-cavity H13 mold at $25k-$45k can make the parts' per-unit cost difference over 300%. This article analyzes cost-driving factors of injection molding one by one and offers data from over 300 projects at JS Precision to suggest practical methods for cutting the price.
Injection Molding Cost Breakdown – 8 Key Drivers
|
Cost Driver |
Typical Share |
Optimization Lever |
|---|---|---|
|
Mold Tooling Cost |
30–50% |
Steel grade selection, cavity count optimization |
|
Material Cost |
15–25% |
Resin substitution, regrind ratio |
|
Process Cost |
20–35% |
Cooling system design, cycle time reduction |
|
Volume Amortization |
10–20% |
Annual volume commitment, long-term agreement |
|
Secondary Operations |
5–15% |
Integrated design to reduce post-processing |
|
Quality Control |
3–8% |
Process control replacing full inspection |
|
Logistics & Duties |
3–10% |
Local sourcing, tariff optimization |
|
Engineering & DFM |
5–12% |
Early intervention to reduce late changes |
Key Findings
- Mold tooling cost is one of the biggest expenses, up to 50% of initial investment. Adding more mold cavities to a mold reduces amortized unit costs by up to 80%.
- 60-80% of the injection molding process cost comes from cooling time, and optimizing the cooling water channel design can directly shorten the cycle by 15-30%.
- Material costs are not fixed and not always decided by unit price. Even though engineering plastics might be more expensive per unit, they can sometimes have total costs lower due to shorter cycle times and longer mold lifespan.
- To get a reliable injection molding quote, a complete set of 3D drawings, annual volume, material grade, and tolerance requirements needs to be provided.
Why Is JS Precision's Custom Injection Molding Service Trustworthy?
Our team's 15 years of hands on experience in injection molding show that a good custom injection molding service should be able to prove their cost reducing abilities with data.
Through our experience of working with medical ventilator mask brackets, we found the initial mold quote to be 47,000 and a unit cost of 2.85. After doing a DFM review and making changes to the process, we succeeded in reducing the mold tooling cost to 32,000 and the unit cost to 1.94, this resulted in a 32% cut both ways.
The ISO 9001:2015 (Quality Management System) explicitly mentions, The production process of injection molded parts should include a traceable parameter recording mechanism key process data and procedures should be retained until the end of the product lifecycle.
To comply, we put in place a three-phase review in each project: design input review mold flow analysis review trial molding verification review to ensure that the cost of each decision can be traced back.
This technique is now part of the data base of over 300 injection molding projects of JS Precision, which helps cut down on the cost by an average of 18-25%.
Download the Injection Molding Cost Optimization White Paper to master mold steel selection, cycle shortening techniques, and production amortization calculation methods, and proactively assess the cost optimization potential for your custom injection molding service.
What Are The Core Cost Structures That Affect Injection Molding Price Factors?
Injection molding price factors can be put together in the four major categories: fixed investment (mold design and production), variable costs (raw materials and processing), semi-variable costs (post-processing and quality control), and hidden costs (engineering and logistics). These four categories together make up more than 95% of the overall quotation.
Fixed Costs: Mold Design and Production
- Selection of Steel: P20 with (5-8/kg, life 500,000 cycles), H13 with (12-18/kg, life 1 000 000 cycles), S136 ($20, 30/kg, life 2 000 000 cycles). The type of steel used greatly affects the mold-life and the amortization of every produced article.
- Number of Cavities: The single-cavity molds are taken as the reference, molds with two-cavities will take 50-70%. In comparison, molds with four-cavities will increase the time by 120-150%. A 4-cavity mold has a processing efficiency of 3.2-3.8 of a single-cavity mold.
Variable Costs: Materials and Processing
- Cost of Materials: General-purpose plastics at $1-$5/kg, engineering plastics $15-$50+/kg. Choice of materials will also decide the processing times and mold-life, among other things.
- Processing Costs: Cost per hour for machine depreciation $50-$150, energy use $5-$15/hour, labor cost $10-$25. The injection molding quote needs to be listed item by item.
Hidden Costs: Engineering and Logistics
- DFM Engineering Support: 100-200 USD/hour Yet by involving it early in the design stage you can get great cost savings on changeover at the end.
- Trial Molding and Corrections: 500-2,000 USD/trial. By implementing DFM pre-visualization JS Precision enables them to reduce the number of trial moldings industry average 5-7 down to 2-3 only.
Contact an engineer for a free cost breakdown of your project and a transparent injection molding quote template.
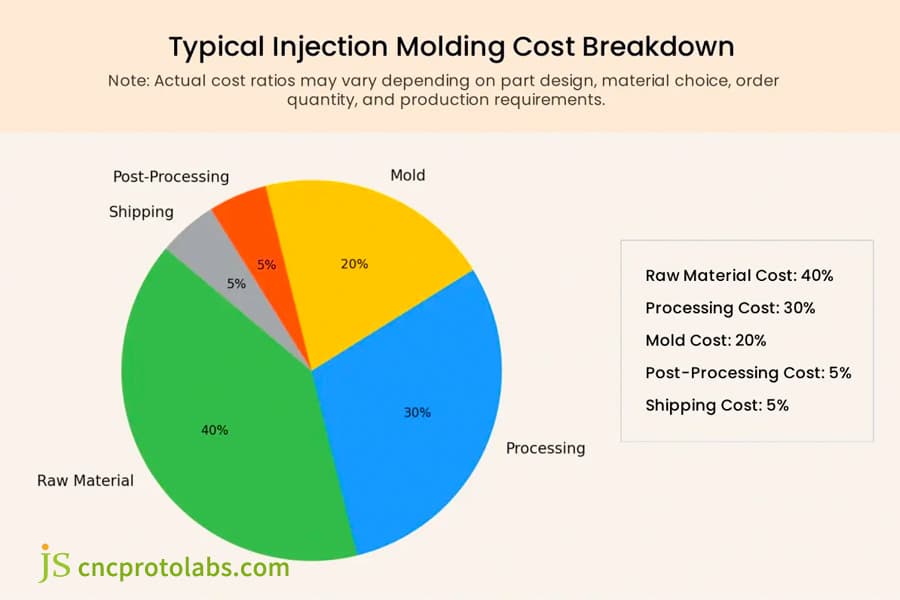
Figure 1: Pie chart illustrating typical injection molding cost breakdown.
What Are The 8 Determining Factors And Quantitative Ranges Of Mold Tooling Cost?
The range for mold tooling cost is 1000 (for simple 3D printing prototypes) to 100000+(for complex multi cavity production molds). Eight factors determine the specific cost: steel, number of cavities, complexity, tolerances, surface treatment, hot runner, dimensions, and lifespan requirements.
Mold Cost Breakdown
- Design Engineering: 10–15%
- Material Procurement: 25–35%
- CNC/EDM Machining: 35–45%
- Heat Treatment: 3–8%
- Assembly and Trial Molding: 5–10%
Impact of Steel Selection on Cost
|
Steel Grade |
Price ($/kg) |
Hardness (HRC) |
Life (cycles) |
Best For |
|---|---|---|---|---|
|
P20 |
5–8 |
28–32 |
500k |
ABS, PP general plastics |
|
H13 |
12–18 |
46–52 |
1M |
Glass-filled materials |
|
S136 |
20–30 |
48–52 |
2M |
Medical, optical clear parts |
|
NAK80 |
18–25 |
37–43 |
800k |
High-gloss appearance parts |
Cavity Number Decision
- Single-cavity mold: Manufacturing cost is just base x 1, amortization cost per unit is higher.
- Dual-cavity mold: The expense goes up 50-70 percent, but efficiency is almost doubled.
- Four-cavity mold: The cost grows 120-150%, and the productivity is 3.2-3.8-time increase. If the requirement is over 50,000 units annually, four-cavity molds will result in reduced unit cost soon.
To put it straightforwardly, a single-cavity mold that appears cheaper initially will ultimately end up more expensive with a higher price per part. A single-cavity P20 mold producing 500,000 parts cost 0.016 per part. However, a four-cavity H13 mold cost for the production of 2 000 000 parts was only 0.0125 per part.

Figure 2: Precision stainless steel injection mold on workshop table.
How Can The Cycle Time Elements Affecting Injection Molding Process Cost Be Quantified?
The injection molding process cost is driven by cycle time, with the cooling phase accounting for 60-80% of the cycle time.In a 30-second cycle, about 18-24 seconds are required for cooling, the time for injecting is 2-5 seconds only, the period of keeping under the pressure is 3-5 seconds, and the time of removing is about 1-2 seconds.
Cycle Time Breakdown (50-ton machine, single cavity, 100g PP part)
- Mold Closure and Injection: 2–5 seconds (6–17% of cycle time)
- Pressure Holding and Shrinkage Compensation: 3–8 seconds (10–27% of cycle time)
- Cooling and Curing: 15–25 seconds (50–83% of cycle time) – Maximum Optimization Potential
- Mold Opening and Ejection: 1–3 seconds (3–10% of cycle time)
Quantitative Methods and Benefits of Cooling Optimization
- Conformal cooling is a cooling technology that produces cooling channels shaped to a part by 3D printing or five axis machining. It decreases cooling time (by 20-40%), although the mold tooling becomes costlier due to the technique (by about 15-30% increase).
- Channel Optimization: The diameter should be about 2-3 times the wall thickness (i. e. 8-12mm), the spacing between two channels should be around 3-5 times the diameter (i. e. 30-50mm), and the distance from the part of the cavity surface to the wall is 1.5-2 times the diameter.
- Cooling Medium Regulation: Each 10 degree Celsius reduction in the water temperature leads to a 8-12% reduction in time necessary for cooling. The heat transfer coefficient can be raised by about 40% if the flow rate is upgraded from 1 m/s to 3 m/s.
Single-piece processing cost calculation formula: Single-piece processing cost = Equipment hourly rate × Cycle time (seconds) / 3600 × Number of mold cavities.
Take for example a project that produces annually 1 million items: The time needed for making one cycle of work has dropped from 30 seconds to 24 seconds (i.e. 20% decrease), the machinery cost per hour is 80, and the expense of processing one item lowers from 0.667 to 0.533 so that in effect it leads to a saving of 13,400 yearly.
How Can Material Selection Optimize The Total Cost Of Low Cost Injection Molding Service?
Low cost injection molding service aim not just to pick up the least expensive material, but to go for the material that results in the lowest total cost overall. Although individual cost of a material makes up only 15-25% of the total, the choice of material determines the processing time of a cycle (which accounts for 30%), life span of the mold (which is around 40%), and also the yield of the product (which is about 20%).
Common Material Prices and Processing Parameters (2026 Market Reference)
|
Material |
Price ($/kg) |
Processing Temp (°C) |
Shrinkage (%) |
Drying Requirement |
|---|---|---|---|---|
|
PP/PE |
0.8–1.8 |
180–240 |
1.0–2.5 |
Low |
|
ABS |
1.8–3.5 |
220–260 |
0.4–0.7 |
Medium (80°C/2–4h) |
|
PA6/PA66 |
3.5–6.0 |
240–290 |
0.8–1.5 |
High (80°C/4–6h, moisture<0.2%) |
|
PC |
4.0–7.0 |
280–320 |
0.5–0.7 |
Very high (120°C/4–6h, moisture<0.02%) |
|
POM |
3.0–5.5 |
190–230 |
1.5–2.5 |
Medium |
|
PEEK |
80–120 |
360–400 |
0.3–0.5 |
Extremely high (150°C/3–5h) |
Material Selection Total Cost Decision Model (Baseline PP=1.0)
- PP: Unit price $1.2/kg, cycle time 25 seconds, low mold wear, overall cost index 1.0
- ABS: Unit price $2.5/kg, cycle time 30 seconds, overall cost index 1.6
- PA6-GF30: Unit price $4.5/kg, cycle time 35 seconds, medium mold wear, overall cost index 2.8
- PC: Unit price $5.5/kg, cycle time 40 seconds, overall cost index 3.2
- PEEK: Unit price $100/kg, cycle time 45 seconds, high mold wear, overall cost index 15.0+
The hidden costs of material drying must be taken into account. The moisture content of PA6 decreased from 0.5% to below 0.2%, resulting in an energy consumption of approximately 0.3-0.5kWh per kilogram of drying, an increase of $0.04-0.06. For PC, drying has to be conducted at 120 until the moisture content in it goes lower than 0.02% otherwise the scrap rate is 5-15%. These hidden costs should be considered when the company is going to provide the custom injection molding service quotation.

Figure 3: Diverse range of colorful custom plastic parts.
How Is The Production Volume Amortization Calculated In The Injection Molding Cost Breakdown?
The production volume is the factor that has the biggest effect on unit costs in the injection molding cost breakdown, scaling up production from 27 units to 3,937 units would result in a decrease in the total unit cost of about 96-98%. Fixed costs that are molds will be written off as production quantities rise.
Total Cost per Unit Formula
Total Cost per Unit = (Mold Cost / Total Output) + Material Cost per Unit + Machining Cost per Unit + Post-processing Cost per Unit + Quality Control Cost per Unit
Taking a set of 15,000 molds and a material + machining cost of 1.50 per unit as an example:
|
Annual Volume |
Mold Amortization/pc |
Variable Cost/pc |
Total Unit Cost |
Annual Total Cost |
|---|---|---|---|---|
|
1,000 |
$15.00 |
$1.50 |
$16.50 |
$16,500 |
|
5,000 |
$3.00 |
$1.50 |
$4.50 |
$22,500 |
|
10,000 |
$1.50 |
$1.50 |
$3.00 |
$30,000 |
|
50,000 |
$0.30 |
$1.50 |
$1.80 |
$90,000 |
|
100,000 |
$0.15 |
$1.50 |
$1.65 |
$165,000 |
When production rises by 9,000 units from the initial level of 1,000 to 10,000 units the marginal cost of a unit drops by about 81.8%. Going further to 100,000 units adds another 45% decrease per unit. The point, where a company starts to get less benefits from each additional unit produced, lies somewhere between a production level of 5,000 and 10,000 units per year.
Impact of Mold Cavity Number on Amortization (Annual Production of 50,000 Units, Total Mold Cost of $30,000)
- Single Cavity: Mold cost 18,000, cycle time 30 seconds, unit processing cost 0.42, total unit cost $0.78
- Two Cavities: Mold cost 27,000 (+500.22, total unit cost $0.76)
- Four Cavities: Mold cost 42,000 (+1330.13, total unit cost $0.97)
When annual production hits 50,000 units, a two-cavity mold becomes the preferred solution, when production goes beyond 100,000 units annually, a four-cavity mold starts to gain a clear edge. The injection molding quote should recommend the optimal number of cavities based on actual annual production.
Contact an engineer for a free calculation of your production amortization and optimal number of cavities, and obtain an injection molding cost breakdown analysis report.

Figure 4: Close up of hot runner system in molding machine.
How Does JS Precision Reduce Total Cost For Custom Injection Molding Service Through DFM Optimization?
The majority of the expenses of injection molded parts come to life in the design phase with only around 70% being final. At JS Precision, Design for Manufacturing (DFM) review takes place before the mold is opened which brings about lower customer costs in total by an average of 15-25%.
Five Fundamental Numeric Principles of DFM Optimization:
- Wall Thickness Homogeneity Principle:
It is advisable to have a wall thickness of 1.5-4.0mm while adjacent wall thicknesses ought not to vary beyond 25%. An increase in wall thickness from 3mm to 4mm leads to an approximately 78% increase in cooling time (cooling time is squared to the wall thickness). Uneven wall thickness results in shrinkage marks and warping which in turn increases the scrap rate by 5-10%.
- Drawing Angle Norms:
1-2° per side for exterior surfaces, 0.5-1° per side for functional surfaces, and 2-3° per side for deep cavities (>50 mm). For every 1° decreasing from the draught angle, the ejection force goes up by about 20%, which in turn increases mold wear.
- Corner Radius Regulation:
The inner corner radius should be at least one-half of the wall thickness (minimum 0.5 mm). Stress concentration caused by sharp corners is responsible for reducing the life of the mold by 30-50% and also hampers the filling process.
- Rib Design Parameters:
At the rib root, the thickness cannot be over 60% of the wall thickness, and the height should be maximum five times of the wall thickness. Excessively thick ribs result in shrinkage marks on the back side.
- Parting Line and Core Pulling Optimization:
Each extra core pulling device raises mold costs by up to 8,000. Saving on mold investment through changes like turning the parting direction or redesign of product to avoid core pulling core is highly recommended.
JS Precision DFM Service Process
- Customer uploads 3D drawings (STEP/IGS format).
- A DFM report will be given within two days (comprising wall thickness analysis, draft angle suggestions, potential defect warnings, and material recommendations).
- Final approval for the design.
- Mold manufacturing phase.
This method reduces the total number of trial moldings from 5 to 7, which is the typical for the industry, down to only 2-3 and $500-$2,000 is saved per trial. The main idea behind the low cost injection molding service is not that the product price is lowered but that waste is removed from the design process.
How Did JS Precision Reduce The Injection Molding Quote By 32% For a Medical Device OEM In a Real Manufacturing Case?
A US medical device OEM's ventilator mask holder project had an initial mold quote of $47,000 with a unit cost of $2.85. JS Precision reduced the mold tooling cost through optimization and adjusting process parameters. The cost of the mold was reduced to $32,000 and the unit cost of $1.94.
Client Background and Challenges:
The client's product is ventilator mask holder made in Polycarbonate with annual demand of 80,000 units. The original design was complicated - wall thickness varying from 2-6mm, three core movements, four models sharing only mold. Initial quotation at $47,000 (H13 steel, hot runner, four cavity) with unit cost at $2.85. The customer had a budget ceiling of $40,000 and a unit cost target of $2.20.
JS Precision Solutions
- DFM Analysis:
Wall thickness was reduced from 6mm to, boss became 3.5mm (FEA confirmed), cooling time came down from 32 seconds to 22 seconds. The parting direction was changed, and 3 core pulling operations were made one, which could save another $8000, the suggestion was to combine four models into two sets of interchangeable mold cores inside a single mold base.
- Mold Manufacturing Optimization of Solution:
Steel from H13 changed to P20 with surface nitriding (8+500 nitriding), hardness HRC 38-42, meet 800,000-piece lifespan. By replacing cold runner from hot runner, the customer was saving $6 000 steel cost reduction from $3,200, and two-cavity mold design simplified mold complexity as the original had four-chamber.
- Process Parameter Optimization:
Mold filling in the first trial molding was unbalanced, 2.3% weighting difference between the two cavities (standard <0.5%) gate size changed (from 1.2mm to 1.5mm) and injection speed curve, the second trial molding reduced weight difference down to 0.3%, dimensional pass rate went from 82% to 97%.
Final process window: Material temperature 290–300℃, mold temperature 80–90℃, injection pressure 80–100MPa, holding pressure 60–80MPa, holding time 6 seconds, cooling time 22 seconds.
Lessons learned:
The problem of high PC material viscosity was not taken into account adequately during the molding trials T1. As a result, the very first injection speed value of 120mm/s caused excessive shear heating (local melt temperature exceeding 340), resulting in defects like silver streaks and carbonization points on the finished product.
Change implemented: Speed was cut down to 65mm/s plus three-stage speed controls (fast-medium-slow) and back pressure was raised from 5 bar to 10 bar. There was an increase in cycle time from 26 seconds to 28 seconds (+2 seconds).Yet, pass rate was increased from 82% to 97% and the overall unit cost was reduced.
ISO 10993-5:2009 "Biological evaluation of medical devices" specifies that cytotoxicity tests should use serum containing culture medium with an exposure time of not less than 24 hours.
To align with this standard, we use medical grade PC in the medical mask project and strictly control the traceability of material batches to ensure biocompatibility compliance.
Final Results
- Mold tooling cost: $32,000 (32% lower than the original quote).
- Unit cost: $1.94 (32% lower than the original plan, 12% lower than the client's target).
- Total savings in the first year: $15,000 (mold) + $72,800 (unit) = $87,800.
- Mold life: P20 nitriding treatment expected to last 800,000 cycles, meeting 8 years of production needs.
- Delivery time: 10 weeks from design to first mass production (industry average 14–16 weeks).
Get a comparison report of DFM optimization solutions and costs for similar medical components. Upload your drawings to JS Precision and receive a free evaluation and OEM injection molding service quote within 24 hours.
Why Choose JS Precision As Your OEM Injection Molding Service Partner?
Selecting an injection mold supplier involves evaluating two main factors: lowest overall cost and lowest risk. JS Precision has, through its transparent pricing, pre-implementation DFM, and the full-process quality control system, established 50+ OEM clients worldwide as their long-term partners.
JS Precision's Unique Selling Features
- Fully Detailed Billing: Each injection molding quote is disassembled into mold steel cost, processing cost, heat treatment cost, assembly cost, trial mold cost, material cost, quality control cost, packaging cost, logistics cost, and the price is locked within the validity period of the quotation.
- Design-to-Manufacture Review (pre-DFM): Before beginning the production process for the mold, the drawing shall be scrutinized in a manufacturability review, which shall normally suggest about 8-15 optimization points and thereby cut the total cost around 15-25%.
- Full process quality control: ISO 9001:2015 certification, incoming inspection → process control (SPC) → first article inspection → full shipment inspection (CMM). The critical dimension CPk is ≥1.33 (industry standard ≥1.0).
- Rapid delivery time: Standard molds 6-8 weeks, much faster than industry standard 10-14 weeks, rush jobs only take 4-5 weeks. DFM report delivered within 48 hours, quote done within 72 hours.
The OEM injection mold service's long-term worth is measured by a 85% repetition rate and an average 14-20% cost saving. Picking JS Precision means you are picking a supplier of cost reduction that can be clearly measured and a guarantee of delivery schedule that can be trusted.
FAQs
Q1: How to get an accurate injection molding quote while keeping the CAD files confidential?
JS Precision accepts hand-sketched drawings, 2D technical drawings, or photos of existing items with measurements. JS Precision will be able to give you a rough costing (error ±30%), but final quoting will require 3D CAD drawings.
Q2: What is the minimum order quantity (MOQ) for custom injection molding?
JS Precision does not impose an MOQ. It is possible to place 100 pieces order, for instance, using aluminum or soft steel molds (3,000-8,000 shots). For large quantities, hard molds (P20/H13/S136) are used. The appropriate mold type will be selected as the real production run size.
Q3: What mold tooling longevity can we expect?
On the average, a P20 mold will last about 500,000 cycles, the H13 mold will withstand 1 million cycles, and the S136 will go up to 2 million cycles. But, if the product contains glass fiber, for example PA6-GF30, the mold life will be reduced down by 30-50%.
Q4: Is it possible that JS Precision can help with design for cost saving?
It is one of the things JS Precision is able to assist in. We offer Design for Manufacturability (DFM) service to evaluate the part before mold production for wall thickness draft fillets, parting lines, and core-pulling structures. It usually leads to 8-15 cost-saving suggestions that together cut the bill down by 15-25%. Actually, this design review and optimization is entirely included in the quoting phase of the business, absolutely at a nominal price.
Q5: What is the usual period that you lead the injection molding job?
Typical production cycle of mold is 6-8 weeks, while for rushed jobs it takes 4-5 weeks. The first samples (T0 trial pattern) will be handed over 2 weeks after the molds are ready. The full quantity production usually begins between 1 and 3 weeks after the approval of a sample. By directly uploading your design drafts, you will receive a quote, and JS Precision will get back to you at a very short notice.
Q6: How does JS Precision guarantee part quality consistency through big amounts?
Quality control is conducted in all steps: Material inspection at receiving time→First article inspection (FAI) →Process control (SPC real-time monitoring the major dimensions)→Full inspection of outgoing products (CMM coordinate measuring machine). Minimum CPK value for key dimensions is 1.33.
Q7: What is the financial difference between a quick mold and a real one for manufacturing?
A prototype mold made from aluminum or mild steel costs about 3,000-10,000, and can last through cycles around 5,000-20,000. A production mold made out of one grade of tool steel is priced from 10,000-80,000+, and its lifetime is from 500,000-2,000,000 cycles. JS Precision advises clients on which the most suitable and economical mold is to be used at the different stages of the project.
Q8: Does JS Precision carry out secondary operations after molding?
We provide complete post-processing services: deburring, hot melt/ultrasonic welding, screen printing/transfer printing, spraying/electroplating, assembly, packaging and shipping. We can also carry out one-stop OEM injection molding service from mold design to the delivery of the finished products.
Summary
The factors influencing injection molding costs include the kind of mold steel used, the potential of reducing cycle time by optimizing time spent on cooling (60-80%), and the point production amortization reaches a maximum marginal benefit (production of 5,000-10,000 pieces/year). Every decision point has a mathematical optimal solution. JS Precision assists its clients to make informed decisions backed with numbers at every possible choice by disclosing transparent itemized pricing, pre-DFM review, and end-to-end quality control.
How about getting a proper injection molding quote now? Send 3D drawings (STEP/IGS) file[s] and requirements to JS Precision. Within 48 hours, we will deliver you our engineering team's DFM feasibility analysis free of charge as well as detailed itemized quote - covering all expenses including mold tooling cost, material cost, processing cost and post-processing cost. No advance commitments will be required. Get in touch with us today.

Disclaimer
The contents of this page are for informational purposes only. For JS Precision Services, there are no representations or warranties, express or implied, as to the accuracy, completeness, or validity of the information. It is the buyer's responsibility to identify specific technical requirements and request a formal parts quotation. Please contact us for more information.
JS Precision Team
Custom manufacturing solutions. With over 15 years of experience serving more than 1,000 customers, we specialize in high-precision CNC machining, sheet metal fabrication, 3D printing, injection molding, and metal stamping. Having successfully delivered over 300,000 precision parts, we maintain a 99.2% on-time delivery rate across all custom projects.
Our facility is equipped with over 100 state-of-the-art 5-axis machining centers and is ISO 9001:2015 certified. We deliver fast, efficient, and high-quality manufacturing solutions to B2B clients across 150 countries. Whether you require low-volume prototyping or large-scale customization, we support your project with lead times as short as 24 hours. Choose JS Precision for unparalleled efficiency, quality, and professionalism.
To learn more or submit your RFQ, visit our website: www.cncprotolabs.com
Resource

