Fattori di prezzo dello stampaggio a iniezione: 8 elementi chiave che determinano il preventivo finale
Scritto da
Precisione JS
Pubblicato
Jul 16 2026
stampaggio ad iniezione
Seguici
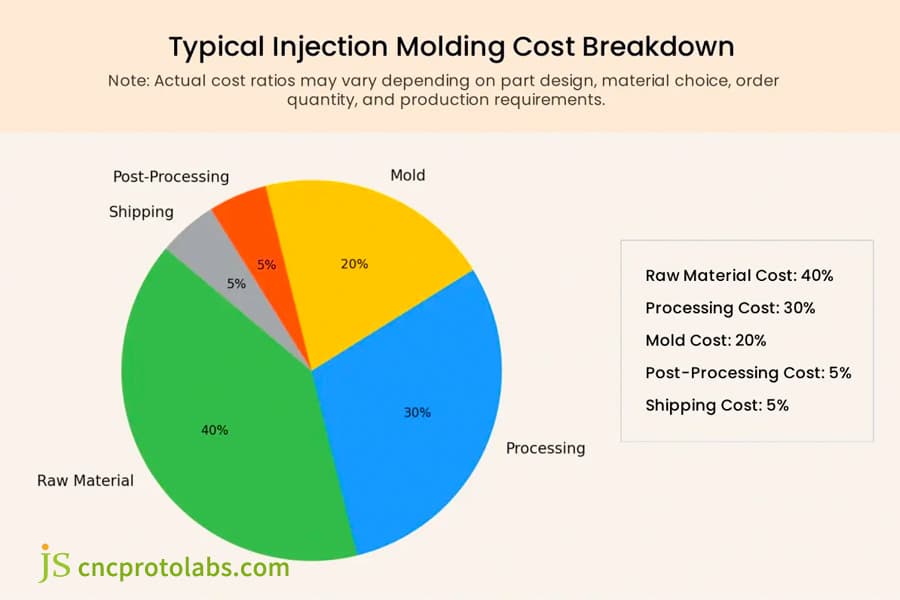
Fattori di prezzo dello stampaggio a iniezione determinano i preventivi finali attraverso otto fattori quantificabili: costo dell'acciaio per stampi (circa 30-50%), materiale (il costo del materiale rappresenta il 15-25%), costo del ciclo di produzione (20-35%), ammortamento del volume (10-20%), operazioni aggiuntive (5-15%), controllo qualità (3-8%), costi di consegna e distribuzione (logistica) (3-10%), supporto tecnico (5-12%).
Uno stampo P20 a cavità singola con un prezzo compreso tra 8.000 e 15.000 $ rispetto a uno stampo H13 a quattro cavità con un prezzo compreso tra 25.000 e 45.000 $ può rendere la differenza di costo unitario dei pezzi superiore al 300%. Questo articolo analizza uno per uno i fattori che determinano i costi dello stampaggio a iniezione e offre dati provenienti da oltre 300 progetti di JS Precision per suggerire metodi pratici per ridurre i prezzi.
Ripartizione dei costi dello stampaggio a iniezione: 8 fattori chiave
fattore di costo
Condivisione tipica
Leva di ottimizzazione
Costo dell'attrezzatura per stampi
30–50%
Selezione della qualità dell'acciaio, ottimizzazione del numero di cavità
Costo del materiale
15–25%
Sostituzione della resina, rapporto rimacinato
Costo del processo
20–35%
Progettazione del sistema di raffreddamento, riduzione del tempo di ciclo
Ammortamento del volume
10–20%
Impegno di volume annuale, contratto a lungo termine
Operazioni secondarie
5-15%
Design integrato per ridurre la post-elaborazione
Controllo qualità
3–8%
Il controllo del processo sostituisce l'ispezione completa
Logistica e dazi
3-10%
Approvvigionamento locale, ottimizzazione delle tariffe
Ingegneria e DFM
5–12%
Intervento precoce per ridurre le modifiche tardive
Risultati chiave
Il costo delle attrezzature per stampi è una delle spese maggiori, fino al 50% dell'investimento iniziale. L'aggiunta di più cavità allo stampo riduce i costi unitari ammortizzati fino all'80%.
Il 60-80% del costo del processo di stampaggio a iniezione deriva dal tempo di raffreddamento e l'ottimizzazione della progettazione del canale dell'acqua di raffreddamento può ridurre direttamente il ciclo del 15-30%.
I costi dei materiali non sono fissi e non sempre decisi in base al prezzo unitario. Anche se i tecnopolimeri potrebbero essere più costosi per unità, a volte possono avere costi totali inferiori a causa di tempi di ciclo più brevi e di una maggiore durata dello stampo.
Per ottenere un preventivo affidabile per lo stampaggio a iniezione, è necessario fornire una serie completa di disegni 3D, volume annuale, qualità del materiale e requisiti di tolleranza.
Perché il servizio di stampaggio a iniezione personalizzato di JS Precision è affidabile?
I 15 anni di esperienza pratica del nostro team nello stampaggio a iniezione dimostrano che un buon servizio di stampaggio a iniezione personalizzato dovrebbe essere in grado di dimostrare le proprie capacità di riduzione dei costi con i dati.
Grazie alla nostra esperienza di lavoro con le staffe per maschere di ventilazione medicale, abbiamo riscontrato che il preventivo iniziale dello stampo era di 47.000 e un costo unitario di 2,85. Dopo aver effettuato una revisione del DFM e apportato modifiche al processo, siamo riusciti a ridurre il costo degli utensili per stampi a 32.000 e il costo unitario a 1,94, ciò ha comportato un taglio del 32% in entrambe le direzioni.
La ISO 9001:2015 (sistema di gestione della qualità) menziona esplicitamente che il processo di produzione delle parti stampate a iniezione dovrebbe includere un meccanismo di registrazione dei parametri tracciabili, i dati e le procedure chiave del processo dovrebbero essere conservati fino alla fine del ciclo di vita del prodotto.
Per garantire la conformità, mettiamo in atto una revisione in tre fasi in ciascun progetto: revisione dell'input di progettazione, revisione dell'analisi del flusso dello stampo, revisione della verifica dello stampaggio di prova per garantire che il costo di ciascuna decisione possa essere tracciato.
Questa tecnica fa ora parte del database di oltre 300 progetti di stampaggio a iniezione di JS Precision, il che aiuta a ridurre i costi in media del 18-25%.
Scarica il Libro bianco sull'ottimizzazione dei costi dello stampaggio a iniezione per padroneggiare la selezione dell'acciaio per stampi, le tecniche di riduzione del ciclo e i metodi di calcolo dell'ammortamento della produzione e valutare in modo proattivo il potenziale di ottimizzazione dei costi per il tuo servizio di stampaggio a iniezione personalizzato.
Quali sono le strutture di costo principali che influiscono sui fattori di prezzo dello stampaggio a iniezione?
I fattori del prezzo dello stampaggio a iniezione possono essere raggruppati in quattro categorie principali: investimenti fissi (progettazione e produzione dello stampo), costi variabili (materie prime e lavorazione), costi semivariabili (post-elaborazione e controllo qualità) e costi nascosti (ingegneria e logistica). Queste quattro categorie insieme costituiscono oltre il 95% della quotazione complessiva.
Costi fissi: progettazione e produzione di stampi
Selezione di acciaio: P20 con (5-8/kg, durata 500.000 cicli), H13 con (12-18/kg, durata 1.000.000 di cicli), S136 ($20, 30/kg, durata 2.000.000 di cicli). Il tipo di acciaio utilizzato incide notevolmente sulla durata dello stampo e sull'ammortamento di ogni articolo prodotto.
Numero di cavità: gli stampi a cavità singola vengono presi come riferimento, gli stampi a due cavità ne prenderanno il 50-70%. In confronto, gli stampi a quattro cavità aumenteranno i tempi del 120-150%. Uno stampo a 4 cavità ha un'efficienza di lavorazione pari a 3,2-3,8 rispetto a uno stampo a cavità singola.
Costi variabili: materiali e lavorazione
Costo dei materiali: plastica per uso generale a $ 1-$ 5/kg, plastica tecnica $ 15- $ 50+/kg. La scelta dei materiali deciderà, tra le altre cose, anche i tempi di lavorazione e la durata dello stampo.
Costi di elaborazione: costo orario per l'ammortamento della macchina $ 50-$ 150, consumo energetico $ 5- $ 15/ora, costo della manodopera $ 10- $ 25. Il preventivo per lo stampaggio a iniezione deve essere elencato articolo per articolo.
Costi nascosti: ingegneria e logistica
Supporto tecnico DFM: 100-200 USD/ora Tuttavia, coinvolgendolo fin dalle prime fasi della progettazione è possibile ottenere notevoli risparmi sui costi sul passaggio alla fine.
Modello di prova e correzioni: 500-2.000 USD/prova. Implementando la pre-visualizzazione DFM, JS Precision consente all'azienda di ridurre il numero di stampi di prova, in media dal settore da 5-7 a soli 2-3.
Contatta un ingegnere per una ripartizione gratuita dei costi del tuo progetto e un modello di preventivo trasparente per lo stampaggio a iniezione.
Figura 1: grafico a torta che illustra la tipica ripartizione dei costi dello stampaggio a iniezione.
Quali sono gli 8 fattori determinanti e gli intervalli quantitativi del costo degli utensili per stampi?
L'intervallo per il costo degli utensili per stampi è compreso tra 1.000 (per prototipi di stampa 3D semplici) e oltre 100.000 (per stampi complessi per la produzione di cavità multiple). Otto fattori determinano il costo specifico: acciaio, numero di cavità, complessità, tolleranze, trattamento superficiale, canale caldo, dimensioni e durata requisiti.
Ripartizione dei costi dello stampo
Ingegneria della progettazione: 10–15%
Approvvigionamento materiale: 25–35%
Lavorazione CNC/EDM: 35–45%
Trattamento termico: 3–8%
Assemblaggio e stampaggio di prova: 5–10%
Impatto della selezione dell'acciaio sui costi
Grado di acciaio
Prezzo ($/kg)
Durezza (HRC)
Vita (cicli)
Ideale per
P20
5–8
28–32
500k
Plastica generale ABS, PP
H13
12-18
46–52
1 milione
Materiali riempiti di vetro
S136
20–30
48–52
2 milioni
Parti mediche, ottiche trasparenti
NAK80
18-25
37–43
800k
Parti dall'aspetto lucido
Decisione sul numero di cavità
Stampo a cavità singola: il costo di produzione è solo base x 1, il costo di ammortamento per unità è più elevato.
Stampo a doppia cavità: la spesa aumenta del 50-70%, ma l'efficienza è quasi raddoppiata.
Stampo a quattro cavità: il costo aumenta del 120-150% e la produttività aumenta di 3,2-3,8 volte. Se il fabbisogno supera le 50.000 unità all'anno, gli stampi a quattro cavità comporteranno presto una riduzione dei costi unitari.
Per dirla in parole povere, uno stampo a cavità singola che inizialmente appare più economico alla fine si rivelerà più costoso con un prezzo per parte più elevato. Uno stampo P20 a cavità singola che produce 500.000 parti costa 0,016 per parte. Tuttavia, il costo di uno stampo H13 a quattro cavità per la produzione di 2.000.000 di parti era solo 0,0125 per parte.
Figura 2: stampo a iniezione di precisione in acciaio inossidabile sul tavolo dell'officina.
Come si possono quantificare gli elementi del tempo ciclo che influiscono sul costo del processo di stampaggio a iniezione?
Il costo del processo di stampaggio a iniezione è determinato dal tempo del ciclo, con la fase di raffreddamento che rappresenta il 60-80% del tempo del ciclo.In un ciclo di 30 secondi, sono necessari circa 18-24 secondi per il raffreddamento, il tempo per l'iniezione dura solo 2-5 secondi, il periodo di mantenimento sotto pressione è di 3-5 secondi e il tempo di rimozione è di circa 1-2 secondi.
Ripartizione del tempo di ciclo (macchina da 50 tonnellate, cavità singola, parte in PP da 100 g)
Chiusura e iniezione dello stampo: 2–5 secondi (6–17% del tempo di ciclo)
Mantenimento della pressione e compensazione del restringimento: 3–8 secondi (10–27% del tempo di ciclo)
Raffreddamento e indurimento: 15–25 secondi (50–83% del tempo di ciclo) – Massimo potenziale di ottimizzazione
Apertura ed espulsione dello stampo: 1–3 secondi (3–10% del tempo di ciclo)
Metodi quantitativi e vantaggi dell'ottimizzazione del raffreddamento
Il
raffreddamento conformale è una tecnologia di raffreddamento che produce canali di raffreddamento modellati su una parte mediante stampa 3D o lavorazione a cinque assi. Diminuisce il tempo di raffreddamento (del 20-40%), anche se l'attrezzatura dello stampo diventa più costosa a causa della tecnica (con un aumento di circa il 15-30%).
Ottimizzazione del canale: il diametro dovrebbe essere circa 2-3 volte lo spessore della parete (ovvero 8-12 mm), la spaziatura tra due canali dovrebbe essere circa 3-5 volte il diametro (ovvero 30-50 mm) e la distanza dalla parte della superficie della cavità alla parete è 1,5-2 volte il diametro.
Regolazione del mezzo di raffreddamento: ogni riduzione di 10 gradi Celsius della temperatura dell'acqua porta a una riduzione dell'8-12% del tempo necessario per il raffreddamento. Il coefficiente di trasferimento del calore può essere aumentato di circa il 40% se la portata viene aumentata da 1 m/s a 3 m/s.
Formula per il calcolo del costo di lavorazione di un pezzo singolo: Costo di lavorazione di un pezzo singolo = Tariffa oraria dell'attrezzatura × Tempo ciclo (secondi) / 3600 × Numero di cavità dello stampo.
Prendiamo ad esempio un progetto che produce annualmente 1 milione di pezzi: il tempo necessario per realizzare un ciclo di lavoro è sceso da 30 secondi a 24 secondi (ovvero una diminuzione del 20%), il costo orario dei macchinari è 80, e la spesa per la lavorazione di un pezzo si abbassa da 0,667 a 0,533 quindi di fatto porta ad un risparmio di 13.400 annuale.
In che modo la selezione dei materiali può ottimizzare il costo totale del servizio di stampaggio a iniezione a basso costo?
Il
servizio di stampaggio a iniezione a basso costo mira non solo a ritirare il materiale meno costoso, ma a scegliere il materiale che si traduce nel costo totale complessivo più basso. Sebbene il costo singolo di un materiale rappresenti solo il 15-25% del totale, la scelta del materiale determina il tempo di lavorazione di un ciclo (che incide per il 30%), la durata di vita dello stampo (che è circa il 40%) e anche la resa del prodotto (che è circa il 20%).
Prezzi comuni dei materiali e parametri di lavorazione (riferimento del mercato 2026)
Materiale
Prezzo ($/kg)
Temperatura di elaborazione (°C)
Restringimento (%)
Requisiti di asciugatura
PP/PE
0,8–1,8
180–240
1,0–2,5
Basso
ABS
1,8–3,5
220–260
0,4–0,7
Medio (80°C/2–4 ore)
PA6/PA66
3,5–6,0
240–290
0,8–1,5
Alta (80°C/4–6 ore, umidità <0,2%)
PC
4.0–7.0
280–320
0,5–0,7
Molto alta (120°C/4–6 ore, umidità <0,02%)
POM
3,0–5,5
190–230
1,5–2,5
Medio
PEEK
80–120
360–400
0,3–0,5
Estremamente alto (150°C/3–5 ore)
Modello decisionale sui costi totali per la selezione dei materiali (PP di base = 1,0)
PP: Prezzo unitario $ 1,2/kg, tempo di ciclo 25 secondi, bassa usura dello stampo, indice di costo complessivo 1,0
ABS: Prezzo unitario $ 2,5/kg, tempo di ciclo 30 secondi, indice di costo complessivo 1,6
PA6-GF30: Prezzo unitario $ 4,5/kg, tempo ciclo 35 secondi, usura stampo media, indice di costo complessivo 2,8
PC: Prezzo unitario $ 5,5/kg, tempo di ciclo 40 secondi, indice di costo complessivo 3,2
PEEK: Prezzo unitario $ 100/kg, tempo ciclo 45 secondi, elevata usura dello stampo, indice di costo complessivo 15,0+
È necessario tenere conto dei costi nascosti dell'essiccazione del materiale. Il contenuto di umidità del PA6 è diminuito dallo 0,5% a meno dello 0,2%, con un conseguente consumo energetico di circa 0,3-0,5 kWh per chilogrammo di essiccazione, un aumento di $ 0,04-0,06. Per il PC, l'essiccazione deve essere condotta a 120 finché il contenuto di umidità non scende al di sotto dello 0,02%, altrimenti il tasso di scarto è ridotto. 5-15%. Questi costi nascosti dovrebbero essere considerati quando l'azienda fornirà il preventivo del servizio di stampaggio a iniezione personalizzato.
Figura 3: vasta gamma di parti in plastica personalizzate colorate.
Come viene calcolato l'ammortamento del volume di produzione nella ripartizione dei costi dello stampaggio a iniezione?
Il volume di produzione è il fattore che ha il maggiore effetto sui costi unitari nella ripartizione dei costi dello stampaggio a iniezione, l'aumento della produzione da 27 unità a 3.937 unità comporterebbe una diminuzione del costo unitario totale di circa 96-98%. I costi fissi relativi agli stampi verranno ammortizzati con l'aumento delle quantità di produzione.
Formula del costo totale per unità
Costo totale per unità = (costo dello stampo/produzione totale) + costo del materiale per unità + costo di lavorazione per unità + costo di post-elaborazione per unità + costo del controllo qualità per unità
Prendiamo come esempio un set di 15.000 stampi e un costo materiale + lavorazione di 1,50 per unità:
Volume annuale
Ammortamento stampo/pz
Costo variabile/pz
Costo unitario totale
Costo totale annuo
1.000
$ 15,00
$ 1,50
$ 16,50
$ 16.500
5.000
$ 3,00
$ 1,50
$ 4,50
$ 22.500
10.000
$ 1,50
$ 1,50
$ 3,00
$ 30.000
50.000
$ 0,30
$ 1,50
$ 1,80
$ 90.000
100.000
$ 0,15
$ 1,50
$ 1,65
$ 165.000
Quando la produzione aumenta di 9.000 unità dal livello iniziale di 1.000 a 10.000 unità, il costo marginale di un'unità diminuisce di circa l'81,8%. Andare oltre a 100.000 unità aggiunge un'altra riduzione del 45% per unità. Il punto in cui un'azienda inizia a trarre minori benefici da ogni unità aggiuntiva prodotta si trova tra un livello di produzione compreso tra 5.000 e 10.000 unità all'anno.
Impatto del numero di cavità dello stampo sull'ammortamento (produzione annua di 50.000 unità, costo totale dello stampo di $ 30.000)
Cavità singola: costo dello stampo 18.000, tempo di ciclo 30 secondi, costo di elaborazione unitario 0,42, costo unitario totale $ 0,78
Due cavità: costo dello stampo 27.000 (+500,22, costo unitario totale $ 0,76)
Quattro cavità: costo dello stampo 42.000 (+1330,13, costo unitario totale $ 0,97)
Quando la produzione annuale raggiunge le 50.000 unità, uno stampo a due cavità diventa la soluzione preferita, mentre quando la produzione supera le 100.000 unità all'anno, uno stampo a quattro cavità inizia a guadagnare terreno. Il preventivo per lo stampaggio a iniezione dovrebbe raccomandare il numero ottimale di cavità in base alla produzione annua effettiva.
Contatta un ingegnere per un calcolo gratuito dell'ammortamento della produzione e del numero ottimale di cavità e ottieni un rapporto di analisi della ripartizione dei costi dello stampaggio a iniezione.
Figura 4: Primo piano del sistema di canali caldi nella macchina per lo stampaggio.
In che modo JS Precision riduce il costo totale per il servizio di stampaggio a iniezione personalizzato attraverso l'ottimizzazione DFM?
La maggior parte delle spese delle parti stampate a iniezione prendono vita nella fase di progettazione e solo il 70% circa è definitivo. Presso JS Precision, la revisione del Design for Manufacturing (DFM) avviene prima dell'apertura dello stampo, il che comporta una riduzione totale dei costi per il cliente in media del 15-25%.
Cinque principi numerici fondamentali dell'ottimizzazione DFM:
Principio di omogeneità dello spessore della parete:
Si consiglia di avere uno spessore delle pareti compreso tra 1,5 e 4,0 mm mentre gli spessori delle pareti adiacenti non dovrebbero variare oltre il 25%. Un aumento dello spessore della parete da 3 mm a 4 mm porta ad un aumento del tempo di raffreddamento di circa il 78% (il tempo di raffreddamento è al quadrato rispetto allo spessore della parete). Lo spessore irregolare delle pareti provoca segni di ritiro e deformazioni che a loro volta aumentano il tasso di scarto del 5-10%.
Norme sull'angolo di disegno:
1-2° per lato per superfici esterne, 0,5-1° per lato per superfici funzionali e 2-3° per lato per cavità profonde (>50 mm). Per ogni diminuzione di 1° rispetto all'angolo di sformo, la forza di espulsione aumenta di circa il 20%, che a sua volta aumenta l'usura dello stampo.
Regolazione del raggio d'angolo:
Il raggio dell'angolo interno deve essere almeno la metà dello spessore della parete (minimo 0,5 mm). La concentrazione dello stress causata dagli spigoli vivi è responsabile diridurre la vita dello stampo del 30-50% e ostacola anche il processo di riempimento.
Parametri di progettazione della nervatura:
Alla radice della nervatura, lo spessore non può superare il 60% dello spessore della parete e l'altezza deve essere al massimo cinque volte lo spessore della parete. Le nervature eccessivamente spesse provocano segni di restringimento sul lato posteriore.
Ottimizzazione della linea di giunzione e dell'estrazione del nucleo:
Ogni dispositivo di estrazione anime aggiuntivo aumenta i costi dello stampo fino a 8.000. Si consiglia vivamente di risparmiare sull'investimento nello stampo apportando modifiche come invertire la direzione di divisione o riprogettare il prodottoper evitare che il nucleo venga estratto.
Processo di servizio JS Precision DFM
Il cliente carica disegni 3D (formato STEP/IGS).
Un rapporto DFM verrà fornito entro due giorni (comprendente l'analisi dello spessore della parete, suggerimenti sull'angolo di sformo, avvisi di potenziali difetti e raccomandazioni sui materiali).
Approvazione finale del progetto.
Fase di realizzazione dello stampo.
Questo metodo riduce il numero totale di stampi di prova da 5 a 7, tipico del settore, fino a solo 2-3 e si risparmiano $ 500-$ 2.000 per prova. L'idea principale alla base del servizio di stampaggio a iniezione a basso costo non è quella di abbassare il prezzo del prodotto ma di eliminare gli sprechi dal processo di progettazione.
In che modo JS Precision ha ridotto del 32% il preventivo di stampaggio a iniezione per un OEM di dispositivi medici in un caso di produzione reale?
Un progetto di supporto per maschera di ventilazione di un OEM statunitense di dispositivi medici aveva un preventivo iniziale per lo stampo di $ 47.000 con un costo unitario di $ 2,85. JS Precision ha ridotto i costi degli utensili per stampiattraverso l'ottimizzazione e la regolazione dei parametri di processo. Il costo dello stampo è stato ridotto a $ 32.000 e il costo unitario a $ 1,94.
Background e sfide del cliente:
Il prodotto del cliente è un supporto per maschera respiratoria realizzato in policarbonato con una domanda annua di 80.000 unità. Il design originale era complicato: spessore delle pareti variabile da 2 a 6 mm, tre movimenti del nucleo, quattro modelli che condividevano solo lo stampo. Quotazione iniziale di $ 47.000 (acciaio H13, canale caldo, quattro cavità) con costo unitario di $ 2,85. Il cliente aveva un budget massimo di $ 40.000 e un obiettivo di costo unitario di $ 2,20.
Soluzioni di precisione JS
Analisi DFM:
Lo spessore della parete è stato ridotto da 6 mm a 3,5 mm (confermato dalla FEA), il tempo di raffreddamento è sceso da 32 secondi a 22 secondi. La direzione di divisione è stata cambiata e 3 operazioni di estrazione delle anime sono state effettuate in una, il che avrebbe potuto far risparmiare altri $ 8.000, il suggerimento era di combinare quattro modelli in due set di anime di stampo intercambiabili all'interno di un'unica base di stampo.
Ottimizzazione della soluzione per la produzione di stampi:
L'acciaio da H13 è stato modificato in P20 con nitrurazione superficiale (nitrurazione 8+500), durezza HRC 38-42, con una durata di vita di 800.000 pezzi. Sostituendo il canale freddo con il canale caldo, il cliente ha risparmiato 6.000 dollari, riducendo i costi dell'acciaio rispetto a 3.200 dollari, e il design dello stampo a due cavità ha semplificato la complessità dello stampo poiché l'originale era a quattro camere.
Ottimizzazione dei parametri di processo:
Il riempimento dello stampo nel primo stampaggio di prova era sbilanciato, la differenza di peso tra le due cavità (standard <0,5%) è stata modificata (da 1,2 mm a 1,5 mm) e la curva della velocità di iniezione è stata modificata, la differenza di peso nel secondo stampaggio di prova ha ridotto la differenza di peso fino allo 0,3%, la velocità di passaggio dimensionale è passata dall'82% al 97%.
Finestra del processo finale: temperatura del materiale 290–300℃, temperatura dello stampo 80–90℃, pressione di iniezione 80–100 MPa, pressione di mantenimento 60–80 MPa, tempo di mantenimento 6 secondi, tempo di raffreddamento 22 secondi.
Lezioni apprese:
Il problema dell'elevata viscosità del materiale PC non è stato preso in considerazioneadeguatamente durante le prove di stampaggio T1. Di conseguenza, il primissimo valore di velocità di iniezione di 120 mm/s ha causato un eccessivo riscaldamento di taglio (temperatura di fusione locale superiore a 340), con conseguente difetti come striature argentate e punti di carbonizzazione sul prodotto finito.
Modifica implementata: la velocità è stata ridotta a 65 mm/s più controlli di velocità a tre stadi (veloce-medio-lento) e la contropressione è stata aumentata da 5 bar a 10 bar. È stato riscontrato un aumento del tempo di ciclo da 26 secondi a 28 secondi (+2 secondi). Tuttavia, la percentuale di superamento è aumentata dall'82% al 97% e il costo unitario complessivo è stato ridotto.
ISO 10993-5:2009 "Valutazione biologica dei dispositivi medici" specifica che i test di citotossicità dovrebbero utilizzare un terreno di coltura contenente siero con un tempo di esposizione non inferiore a 24 ore.
Per allinearci a questo standard, utilizziamo PC di grado medico nel progetto delle maschere mediche e controlliamo rigorosamente la tracciabilità dei lotti di materiali per garantire la conformità alla biocompatibilità.
Risultati finali
Costo degli utensili per stampi: $ 32.000 (32% in meno rispetto al preventivo originale).
Costo unitario: $ 1,94 (32% in meno rispetto al piano originale, 12% in meno rispetto all'obiettivo del cliente).
Risparmio totale nel primo anno: $ 15.000 (stampo) + $ 72.800 (unità) = $ 87.800.
Durata dello stampo: il trattamento di nitrurazione P20 dovrebbe durare 800.000 cicli, soddisfacendo 8 anni di esigenze di produzione.
Tempi di consegna: 10 settimane dalla progettazione alla prima produzione in serie (media del settore 14-16 settimane).
Ricevi un rapporto comparativo delle soluzioni di ottimizzazione DFM e dei costi per componenti medici simili. Carica i tuoi disegni su JS Precision e ricevi una valutazione gratuita e un preventivo del servizio di stampaggio a iniezione OEM entro 24 ore.
Perché scegliere JS Precision come partner per i servizi di stampaggio a iniezione OEM?
La selezione di un fornitore di stampi a iniezione implica la valutazione di due fattori principali: costo complessivo più basso e rischio più basso. JS Precision, attraverso i suoi prezzi trasparenti, il DFM pre-implementazione e il sistema di controllo qualità dell'intero processo, ha stabilito oltre 50 clienti OEM in tutto il mondo come partner a lungo termine.
Caratteristiche di vendita uniche di JS Precision
Fatturazione completamente dettagliata: ogni preventivo di stampaggio a iniezione viene smontato in costo dell'acciaio per stampi, costo di lavorazione, costo del trattamento termico, costo di assemblaggio, costo dello stampo di prova, costo del materiale, costo del controllo qualità, costo di imballaggio, costo della logistica e il prezzo è bloccato entro il periodo di validità del preventivo.
Revisione dalla progettazione alla produzione (pre-DFM): prima di iniziare il processo di produzione dello stampo, il disegno deve essere esaminato in una revisione della producibilità, che normalmente suggerisce circa 8-15 punti di ottimizzazione e quindi riduce il costo totale di circa il 15-25%.
Controllo di qualità del processo completo: certificazione ISO 9001:2015, ispezione in entrata → controllo di processo (SPC) → ispezione del primo articolo → ispezione della spedizione completa (CMM). La dimensione critica CPk è ≥1,33 (standard di settore ≥1,0).
Tempi di consegna rapidi: stampi standard 6-8 settimane, molto più veloce delle 10-14 settimane standard del settore, i lavori urgenti richiedono solo 4-5 settimane. Report DFM consegnato entro 48 ore, preventivo effettuato entro 72 ore.
Il valore a lungo termine del servizio di stampi a iniezione OEM è misurato da un tasso di ripetizione dell'85% e da un risparmio medio sui costi del 14-20%. Scegliere JS Precision significa scegliere un fornitore con riduzione dei costi chiaramente misurabile e una garanzia di programma di consegna di cui ci si può fidare.
Domande frequenti
Q1: Come ottenere un preventivo accurato sullo stampaggio a iniezione mantenendo riservati i file CAD?
JS Precision accetta disegni abbozzati a mano, disegni tecnici 2D o foto di articoli esistenti con misurazioni. JS Precision sarà in grado di fornirti un costo approssimativo (errore ±30%), ma il preventivo finale richiederà disegni CAD 3D.
D2: Qual è la quantità minima dell'ordine (MOQ) per lo stampaggio a iniezione personalizzato?
JS Precision non impone un MOQ. È possibile effettuare un ordine di 100 pezzi, ad esempio, utilizzando stampi in alluminio o acciaio dolce (3.000-8.000 colpi). Per grandi quantità vengono utilizzati stampi duri (P20/H13/S136). Il tipo di stampo appropriato verrà selezionato come dimensione effettiva della produzione.
D3: Quale longevità possiamo aspettarci dagli utensili per stampi?
In media, uno stampo P20 durerà circa 500.000 cicli, lo stampo H13 resisterà a 1 milione di cicli e l'S136 arriverà fino a 2 milioni di cicli. Ma, se il prodotto contiene fibra di vetro, ad esempio PA6-GF30, la durata dello stampo sarà ridotta del 30-50%.
D4: È possibile che JS Precision possa aiutare nella progettazione per risparmiare sui costi?
È una delle cose in cui JS Precision è in grado di fornire assistenza. Offriamo il servizio Design for Manufacturability (DFM) per valutare la parte prima della produzione dello stampo per raccordi di bozza dello spessore della parete, linee di giunzione e strutture di estrazione del nucleo. Di solito porta a 8-15 suggerimenti di risparmio che insieme riducono la bolletta del 15-25%. In realtà, questa revisione e ottimizzazione del design è interamente inclusa nella fase di preventivo dell'azienda, assolutamente ad un prezzo simbolico.
Q5: Qual è il periodo abituale in cui conduci il lavoro di stampaggio a iniezione?
Il ciclo tipico di produzione dello stampo è di 6-8 settimane, mentre per lavori urgenti sono necessarie 4-5 settimane. I primi campioni (modello di prova T0) verranno consegnati 2 settimane dopo che gli stampi saranno pronti. La produzione in quantità completa di solito inizia tra 1 e 3 settimane dopo l'approvazione di un campione.caricando direttamente le bozze di progettazione, riceverai un preventivo e JS Precision ti contatterà con un preavviso molto breve.
D6: In che modo JS Precision garantisce la coerenza della qualità delle parti anche per grandi quantità?
Il controllo di qualità viene effettuato in tutte le fasi: Ispezione del materiale al momento della ricezione→Ispezione del primo articolo (FAI) →Controllo del processo (monitoraggio in tempo reale SPC delle dimensioni principali)→Ispezione completa dei prodotti in uscita (macchina di misura a coordinate CMM). Il valore CPK minimo per le dimensioni chiave è 1,33.
D7: Qual è la differenza finanziaria tra uno stampo rapido e uno reale per la produzione?
Uno stampo prototipo realizzato in alluminio o acciaio dolce costa circa 3.000-10.000 e può durare circa 5.000-20.000 cicli. Uno stampo di produzione realizzato con un tipo di acciaio per utensili ha un prezzo compreso tra 10.000 e oltre 80.000 e la sua durata è di 500.000-2.000.000 di cicli. JS Precision consiglia ai clienti quale sia lo stampo più adatto ed economico da utilizzare nelle diverse fasi del progetto.
Q8: JS Precision esegue operazioni secondarie dopo lo stampaggio?
Forniamo servizi completi di post-elaborazione: sbavatura, saldatura a caldo/ultrasuoni, serigrafia/stampa transfer, spruzzatura/galvanica, assemblaggio, imballaggio e spedizione. Possiamo anche fornire un servizio completo di stampaggio a iniezione OEM, dalla progettazione dello stampo alla consegna dei prodotti finiti.
Riepilogo
I fattori che influenzano i costi dello stampaggio a iniezione includono il tipo di acciaio per stampi utilizzato, la possibilità di ridurre il tempo di ciclo ottimizzando il tempo impiegato per il raffreddamento (60-80%) e il punto di ammortamento della produzione che raggiunge un beneficio marginale massimo (produzione di 5.000-10.000 pezzi/anno). Ogni punto decisionale ha una soluzione matematica ottimale. JS Precision aiuta i propri clienti a prendere decisioni informate supportate da numeri in ogni scelta possibile, rendendo pubblici prezzi trasparenti e dettagliati, revisione pre-DFM e controllo di qualità end-to-end.
Che ne dici di ricevere subito un preventivo adeguato per lo stampaggio a iniezione? Invia file di disegni 3D (STEP/IGS) e requisiti a JS Precision. Entro 48 ore ti forniremo l'analisi di fattibilità DFM del nostro team di ingegneri gratuitamente, nonché un preventivo dettagliato e dettagliato, coprendo tutte le spese, compresi i costi delle attrezzature per stampi, i costi dei materiali, i costi di lavorazione e i costi di post-elaborazione. Non sarà richiesto alcun impegno anticipato. Mettiti in contatto con noi oggi.
Esonero di responsabilità
I contenuti di questa pagina sono solo a scopo informativo. Per JS Precision Services, non ci sono dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, completezza o validità delle informazioni. È responsabilità dell'acquirente identificare i requisiti tecnici specifici e richiedere un preventivo formale per le parti. Vi preghiamo di contattarci per ulteriori informazioni.
Team JS Precision
Soluzioni di produzione personalizzate. Con oltre 15 anni di esperienza al servizio di più di 1.000 clienti, siamo specializzati nella lavorazione CNC, fabbricazione di lamiere, 3D stampa, stampaggio a iniezione e stampaggio di metalli. Avendo consegnato con successo oltre 300.000 parti di precisione, manteniamo un tasso di consegna puntuale del 99,2% per tutti i progetti personalizzati.
La nostra struttura è dotata di oltre 100 centri di lavoro a 5 assi all'avanguardia ed è certificata ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti B2B in 150 paesi. Che tu abbia bisogno di prototipi in piccoli volumi o di personalizzazione su larga scala, supportiamo il tuo progetto con tempi di consegna fino a 24 ore. Scegli JS Precision per efficienza, qualità e professionalità senza precedenti.
Per saperne di più o inviare la tua richiesta di offerta, visita il nostro sito web: www.cncprotolabs.com