Fatores de preço para moldagem por injeção: 8 elementos-chave que determinam sua cotação final
Escrito por
Precisão JS
Publicado
Jul 16 2026
moldagem por injeção
Siga-nos
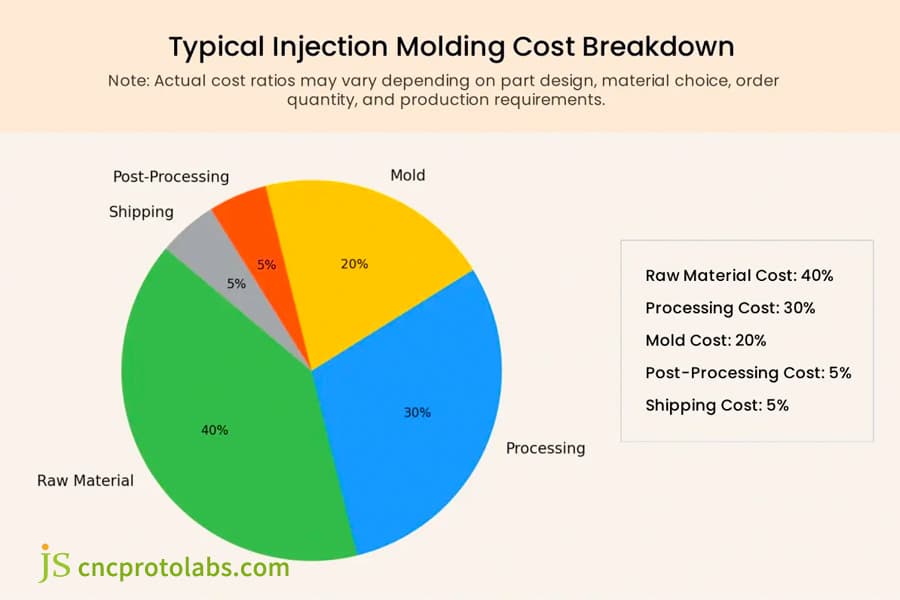
Fatores de preço de moldagem por injeção determinam as cotações finais por meio de oito fatores quantificáveis: custo do aço do molde (cerca de 30-50%), material (o custo do material é responsável por 15-25%), custo do ciclo de fabricação (20-35%), amortização de volume (10-20%), operações adicionais (5-15%), controle de qualidade (3-8%), custo de entrega e distribuição (logística) (3-10%), suporte de engenharia, (5-12%).
Um molde P20 de cavidade única com preço de US$ 8.000 a US$ 15.000 versus um molde H13 de quatro cavidades de US$ 25 mil a US$ 45 mil pode fazer com que a diferença de custo por unidade das peças seja superior a 300%. Este artigo analisa os fatores que determinam os custos da moldagem por injeção, um por um, e oferece dados de mais de 300 projetos na JS Precision para sugerir métodos práticos para reduzir o preço.
Detalhamento dos custos de moldagem por injeção – 8 fatores principais
Indutor de custos
Compartilhamento típico
Alavanca de otimização
Custo das ferramentas do molde
30–50%
Seleção de classe de aço, otimização de contagem de cavidades
Custo do material
15–25%
Substituição de resina, taxa de moagem
Custo do processo
20–35%
Projeto do sistema de refrigeração, redução do tempo de ciclo
Amortização de volume
10–20%
Compromisso de volume anual, acordo de longo prazo
Operações secundárias
5–15%
Design integrado para reduzir o pós-processamento
Controle de qualidade
3–8%
Controle de processo substituindo inspeção completa
Logística e obrigações
3–10%
Fornecimento local, otimização de tarifas
Engenharia e DFM
5–12%
Intervenção precoce para reduzir alterações tardias
Principais conclusões
O custo das ferramentas do molde é uma das maiores despesas, até 50% do investimento inicial. Adicionar mais cavidades de molde a um molde reduz os custos unitários amortizados em até 80%.
60-80% do custo do processo de moldagem por injeção vem do tempo de resfriamento, e otimizar o projeto do canal de água de resfriamento pode encurtar diretamente o ciclo em 15-30%.
Os custos dos materiais não são fixos e nem sempre são decididos pelo preço unitário. Embora os plásticos de engenharia possam ser mais caros por unidade, eles às vezes podem ter custos totais mais baixos devido aos tempos de ciclo mais curtos e à maior vida útil do molde.
Para obter uma cotação confiável de moldagem por injeção, é necessário fornecer um conjunto completo de desenhos 3D, volume anual, classe de material e requisitos de tolerância.
Por que o serviço de moldagem por injeção personalizada da JS Precision é confiável?
Os 15 anos de experiência prática de nossa equipe em moldagem por injeção mostram que um bom serviço de moldagem por injeção personalizado deve ser capaz de provar sua capacidade de redução de custos com dados.
Através de nossa experiência trabalhando com suportes de máscaras de ventiladores médicos, descobrimos que a cotação inicial do molde era de 47.000 e um custo unitário de 2,85. Depois de fazer uma revisão do DFM e fazer alterações no processo, conseguimos reduzir o custo das ferramentas do molde para 32.000 e o custo unitário para 1,94, o que resultou em um corte de 32% em ambos os sentidos.
A ISO 9001:2015 (Sistema de Gestão da Qualidade) menciona explicitamente: O processo de produção de peças moldadas por injeção deve incluir um mecanismo de registro de parâmetros rastreáveis. Os principais dados e procedimentos do processo devem ser mantidos até o final do ciclo de vida do produto.
Para cumprir, implementamos uma revisão de três fases em cada projeto: revisão de entrada do projeto, análise de fluxo de molde, revisão de teste, verificação de moldagem para garantir que o custo de cada decisão possa ser rastreado.
Essa técnica agora faz parte do banco de dados de mais de 300 projetos de moldagem por injeção da JS Precision, o que ajuda a reduzir os custos em uma média de 18 a 25%.
Baixe o white paper sobre otimização de custos de moldagem por injeção para dominar a seleção de aço para moldes, técnicas de redução de ciclo e métodos de cálculo de amortização de produção, além de avaliar proativamente o potencial de otimização de custos para seu serviço personalizado de moldagem por injeção.
Quais são as principais estruturas de custos que afetam os fatores de preço da moldagem por injeção?
Os fatores de preço da moldagem por injeção podem ser agrupados em quatro categorias principais: investimento fixo (projeto e produção de moldes), custos variáveis (matérias-primas e processamento), custos semivariáveis (pós-processamento e controle de qualidade) e custos ocultos (engenharia e logística). Essas quatro categorias juntas representam mais de 95% da cotação geral.
Custos Fixos: Projeto e Produção de Moldes
Seleção de aço: P20 com (5-8/kg, vida útil de 500.000 ciclos), H13 com (12-18/kg, vida útil de 1.000.000 ciclos), S136 (US$ 20, 30/kg, vida útil de 2.000.000 ciclos). O tipo de aço utilizado afeta muito a vida útil do molde e a amortização de cada artigo produzido.
Número de cavidades: Os moldes de cavidade única são tomados como referência, os moldes com duas cavidades levarão de 50 a 70%. Em comparação, moldes com quatro cavidades aumentarão o tempo em 120-150%. Um molde de 4 cavidades tem uma eficiência de processamento de 3,2-3,8 de um molde de cavidade única.
Custos Variáveis: Materiais e Processamento
Custo dos materiais: Plásticos de uso geral custam entre US$ 1 e US$ 5/kg, plásticos de engenharia entre US$ 15 e US$ 50+/kg. A escolha dos materiais também decidirá os tempos de processamento e a vida útil do molde, entre outras coisas.
Custos de processamento: Custo por hora para depreciação da máquina de US$ 50 a US$ 150, uso de energia de US$ 5 a US$ 15/hora, custo de mão de obra de US$ 10 a US$ 25. A cotação de moldagem por injeção precisa ser listada item por item.
Custos Ocultos: Engenharia e Logística
Suporte de engenharia DFM: 100-200 USD/hora No entanto, ao envolvê-lo no início do estágio de projeto, você pode obter grandes economias de custos na mudança no final.
Moldagem de teste e correções: 500-2.000 USD/teste. Ao implementar a pré-visualização DFM, o JS Precision permite reduzir o número de moldagens de teste na média da indústria de 5 a 7 para apenas 2 a 3.
Entre em contato com um engenheiro para obter um detalhamento gratuito dos custos do seu projeto e um modelo de orçamento transparente para moldagem por injeção.
Figura 1: gráfico de pizza ilustrando o detalhamento típico dos custos de moldagem por injeção.
Quais são os 8 fatores determinantes e faixas quantitativas do custo das ferramentas do molde?
A faixa de custo de ferramentas de molde é de 1.000 (para protótipos simples de impressão 3D) a 100.000+ (para moldes complexos de produção de múltiplas cavidades). Oito fatores determinam o custo específico: aço, número de cavidades, complexidade, tolerâncias, tratamento de superfície, quente requisitos de corredor, dimensões e vida útil.
Detalhamento dos custos do molde
Engenharia de Projeto: 10–15%
Aquisição de materiais: 25–35%
Usinagem CNC/EDM: 35–45%
Tratamento térmico: 3–8%
Montagem e moldagem de teste: 5–10%
Impacto da seleção do aço no custo
Classe do aço
Preço ($/kg)
Dureza (HRC)
Vida (ciclos)
Melhor para
P20
5–8
28–32
500 mil
ABS, plásticos PP em geral
H13
12–18
46–52
1 milhão
Materiais cheios de vidro
S136
20–30
48–52
2 milhões
Peças médicas e ópticas transparentes
NAK80
18–25
37–43
800 mil
Peças com aparência de alto brilho
Decisão do número de cavidade
Molde de cavidade única: o custo de fabricação é apenas base x 1, o custo de amortização por unidade é maior.
Molde de cavidade dupla: o gasto aumenta de 50 a 70%, mas a eficiência quase dobra.
Molde de quatro cavidades: O custo aumenta de 120 a 150% e a produtividade aumenta de 3,2 a 3,8 vezes. Se a necessidade for superior a 50.000 unidades anuais, os moldes de quatro cavidades resultarão em uma redução do custo unitário em breve.
Para simplificar, um molde de cavidade única que inicialmente parece mais barato acabará ficando mais caro, com um preço mais alto por peça. Um molde P20 de cavidade única produzindo 500.000 peças custa 0,016 por peça. No entanto, um molde H13 de quatro cavidades para a produção de 2.000.000 peças custa apenas 0,0125 por peça.
Figura 2: Molde de injeção de aço inoxidável de precisão na mesa da oficina.
Como os elementos do tempo de ciclo que afetam o custo do processo de moldagem por injeção podem ser quantificados?
O custo do processo de moldagem por injeção é determinado pelo tempo do ciclo, com a fase de resfriamento representando 60-80% do tempo do ciclo.Em um ciclo de 30 segundos, são necessários cerca de 18-24 segundos para resfriamento, o tempo de injeção é de apenas 2 a 5 segundos, o período de manutenção sob pressão é de 3 a 5 segundos e o tempo de remoção é de cerca de 1 a 2 segundos.
Detalhamento do tempo de ciclo (máquina de 50 toneladas, cavidade única, peça PP de 100g)
Fechamento e injeção do molde: 2–5 segundos (6–17% do tempo do ciclo)
Retenção de pressão e compensação de encolhimento: 3–8 segundos (10–27% do tempo do ciclo)
Resfriamento e cura: 15–25 segundos (50–83% do tempo do ciclo) – Potencial máximo de otimização
Abertura e ejeção do molde: 1–3 segundos (3–10% do tempo do ciclo)
Métodos quantitativos e benefícios da otimização do resfriamento
Resfriamento conformal é uma tecnologia de resfriamento que produz canais de resfriamento moldados em uma peça por impressão 3D ou usinagem de cinco eixos. Diminui o tempo de resfriamento (em 20-40%), embora o ferramental do molde se torne mais caro devido à técnica (em cerca de 15-30% de aumento).
Otimização do canal: O diâmetro deve ser cerca de 2 a 3 vezes a espessura da parede (ou seja, 8 a 12 mm), o espaçamento entre dois canais deve ser cerca de 3 a 5 vezes o diâmetro (ou seja, 30 a 50 mm) e a distância da parte da superfície da cavidade à parede é 1,5 a 2 vezes o diâmetro.
Regulação do meio de resfriamento: Cada redução de 10 graus Celsius na temperatura da água leva a uma redução de 8 a 12% no tempo necessário para o resfriamento. O coeficiente de transferência de calor pode ser aumentado em cerca de 40% se a vazão for aumentada de 1 m/s para 3 m/s.
Fórmula de cálculo do custo de processamento de peça única: Custo de processamento de peça única = Taxa horária do equipamento × Tempo de ciclo (segundos) / 3600 × Número de cavidades do molde.
Tomemos por exemplo um projeto que produz anualmente 1 milhão de itens: o tempo necessário para realizar um ciclo de trabalho caiu de 30 segundos para 24 segundos (ou seja, uma redução de 20%), o custo de maquinário por hora é 80, e a despesa de processamento de um item cai de 0,667 para 0,533, de modo que na verdade leva a uma economia de 13.400 anualmente.
Como a seleção de materiais pode otimizar o custo total do serviço de moldagem por injeção de baixo custo?
O serviço de moldagem por injeção de baixo custo visa não apenas escolher o material mais barato, mas também o material que resulta no menor custo total geral. Embora o custo individual de um material represente apenas 15-25% do total, a escolha do material determina o tempo de processamento de um ciclo (que é responsável por 30%), a vida útil do molde (que é de cerca de 40%) e também o rendimento do produto (que é de cerca de 20%).
Preços comuns de materiais e parâmetros de processamento (referência de mercado de 2026)
Material
Preço ($/kg)
Temperatura de processamento (°C)
Redução (%)
Requisito de secagem
PP/PE
0,8–1,8
180–240
1,0–2,5
Baixo
ABS
1,8–3,5
220–260
0,4–0,7
Médio (80°C/2–4h)
PA6/PA66
3,5–6,0
240–290
0,8–1,5
Alto (80°C/4–6h, umidade<0,2%)
PC
4,0–7,0
280–320
0,5–0,7
Muito alto (120°C/4–6h, umidade<0,02%)
POM
3,0–5,5
190–230
1,5–2,5
Médio
PEEK
80–120
360–400
0,3–0,5
Extremamente alto (150°C/3–5h)
Modelo de decisão de custo total de seleção de materiais (linha de base PP=1,0)
PP: Preço unitário US$ 1,2/kg, tempo de ciclo de 25 segundos, baixo desgaste do molde, índice de custo geral 1,0
ABS: Preço unitário US$ 2,5/kg, tempo de ciclo de 30 segundos, índice de custo geral 1,6
PA6-GF30: Preço unitário US$ 4,5/kg, tempo de ciclo de 35 segundos, desgaste médio do molde, índice de custo geral 2,8
PC: Preço unitário US$ 5,5/kg, tempo de ciclo de 40 segundos, índice de custo geral 3,2
PEEK: preço unitário US$ 100/kg, tempo de ciclo de 45 segundos, alto desgaste do molde, índice de custo geral 15,0+
Os custos ocultos da secagem do material devem ser levados em consideração. O teor de umidade do PA6 diminuiu de 0,5% para menos de 0,2%, resultando em um consumo de energia de aproximadamente 0,3-0,5 kWh por quilograma de secagem, um aumento de US$ 0,04-0,06. Para PC, a secagem deve ser conduzida a 120 até que o teor de umidade nele caia abaixo de 0,02%, caso contrário a taxa de descarte será 5-15%. Esses custos ocultos devem ser considerados quando a empresa for fornecer a cotação do serviço personalizado de moldagem por injeção.
Figura 3: Diversidade de peças plásticas personalizadas coloridas.
Como é calculada a amortização do volume de produção no detalhamento dos custos de moldagem por injeção?
O volume de produção é o fator que tem maior efeito nos custos unitários na detalhamento dos custos de moldagem por injeção, aumentar a produção de 27 unidades para 3.937 unidades resultaria em uma diminuição no custo unitário total de cerca de 96-98%. Os custos fixos dos moldes serão amortizados à medida que as quantidades de produção aumentam.
Fórmula do custo total por unidade
Custo total por unidade = (Custo do molde / Produção total) + Custo de material por unidade + Custo de usinagem por unidade + Custo de pós-processamento por unidade + Custo de controle de qualidade por unidade
Tomando como exemplo um conjunto de 15.000 moldes e um custo de material + usinagem de 1,50 por unidade:
Volume Anual
Amortização do molde/pc
Custo variável/pc
Custo unitário total
Custo total anual
1.000
US$ 15,00
US$ 1,50
US$ 16,50
US$ 16.500
5.000
US$ 3,00
US$ 1,50
US$ 4,50
US$ 22.500
10.000
US$ 1,50
US$ 1,50
US$ 3,00
US$ 30.000
50.000
US$ 0,30
US$ 1,50
US$ 1,80
US$ 90.000
100.000
US$ 0,15
US$ 1,50
US$ 1,65
US$ 165.000
Quando a produção aumenta em 9.000 unidades do nível inicial de 1.000 para 10.000 unidades, o custo marginal de uma unidade cai cerca de 81,8%. Ir além de 100.000 unidades acrescenta outra redução de 45% por unidade. O ponto em que uma empresa começa a obter menos benefícios com cada unidade adicional produzida situa-se algures entre um nível de produção de 5.000 e 10.000 unidades por ano.
Impacto do número de cavidades do molde na amortização (produção anual de 50.000 unidades, custo total do molde de US$ 30.000)
Cavidade única: Molde custa 18.000, tempo de ciclo 30 segundos, custo unitário de processamento 0,42, custo unitário total US$ 0,78
Duas cavidades: o molde custou 27.000 (+500,22, custo unitário total de US$ 0,76)
Quatro cavidades: o molde custou 42.000 (+1.330,13, custo unitário total de US$ 0,97)
Quando a produção anual atinge 50.000 unidades, um molde de duas cavidades se torna a solução preferida; quando a produção ultrapassa 100.000 unidades anuais, um molde de quatro cavidades começa a ganhar vantagem. A cotação de moldagem por injeção deve recomendar o número ideal de cavidades com base na produção anual real.
Entre em contato com um engenheiro para obter um cálculo gratuito da amortização de sua produção e do número ideal de cavidades, além de obter um relatório de análise detalhada dos custos de moldagem por injeção.
Figura 4: Vista aproximada do sistema de câmara quente na máquina de moldagem.
Como a JS Precision reduz o custo total do serviço personalizado de moldagem por injeção por meio da otimização DFM?
A maioria das despesas de peças moldadas por injeção ganham vida na fase de projeto, com apenas cerca de 70% sendo finais. Na JS Precision, a revisão do Design for Manufacturing (DFM) ocorre antes da abertura do molde, o que reduz os custos totais do cliente em uma média de 15 a 25%.
Cinco princípios numéricos fundamentais da otimização DFM:
Princípio de homogeneidade da espessura da parede:
É aconselhável ter uma espessura de parede de 1,5 a 4,0 mm, enquanto as espessuras das paredes adjacentes não devem variar além de 25%. Um aumento na espessura da parede de 3 mm para 4 mm leva a um aumento de aproximadamente 78% no tempo de resfriamento (o tempo de resfriamento é elevado ao quadrado da espessura da parede). A espessura irregular da parede resulta em marcas de encolhimento e empenamento, o que, por sua vez, aumenta a taxa de refugo em 5 a 10%.
Normas de ângulo de desenho:
1-2° por lado para superfícies externas, 0,5-1° por lado para superfícies funcionais e 2-3° por lado para cavidades profundas (>50 mm). Para cada 1° de diminuição do ângulo de saída, a força de ejeção aumenta cerca de 20%, o que, por sua vez, aumenta o desgaste do molde.
Regulamentação do raio de canto:
O raio do canto interno deve ser pelo menos metade da espessura da parede (mínimo 0,5 mm). A concentração de tensões causada por cantos vivos é responsável porreduzir a vida útil do molde em 30-50% e também dificulta o processo de enchimento.
Parâmetros de projeto da nervura:
Na raiz da nervura, a espessura não pode ultrapassar 60% da espessura da parede, e a altura deve ser no máximo cinco vezes a espessura da parede. Costelas excessivamente grossas resultam em marcas de encolhimento na parte de trás.
Otimização da linha de partição e extração do núcleo:
Cada dispositivo extra de extração de núcleo aumenta os custos do molde em até US$ 8.000. É altamente recomendável economizar no investimento no molde por meio de mudanças como mudar a direção da partição ou redesenhar o produto para evitar que o núcleo puxe o núcleo.
Processo de serviço JS Precision DFM
O cliente envia desenhos 3D (formato STEP/IGS).
Um relatório DFM será entregue dentro de dois dias (incluindo análise de espessura de parede, sugestões de ângulo de inclinação, avisos de possíveis defeitos e recomendações de materiais).
Aprovação final do design.
Fase de fabricação do molde.
Este método reduz o número total de moldagens de teste de 5 para 7, o que é o típico para a indústria, para apenas 2-3 e uma economia de US$ 500 a US$ 2.000 por teste. A ideia principal por trás do serviço de moldagem por injeção de baixo custo não é que o preço do produto seja reduzido, mas que o desperdício seja removido do processo de design.
Como a JS Precision reduziu a cotação de moldagem por injeção em 32% para um OEM de dispositivos médicos em um caso de fabricação real?
O projeto de porta-máscara de ventilador de um OEM de dispositivos médicos dos EUA teve uma cotação inicial de molde de US$ 47.000, com um custo unitário de US$ 2,85. A JS Precision reduziu o custo de ferramentas de moldepor meio da otimização e ajuste de parâmetros de processo. O custo do molde foi reduzido para US$ 32.000 e o custo unitário de US$ 1,94.
Antecedentes e Desafios do Cliente:
O produto do cliente é um porta-máscara ventilador fabricado em Policarbonato com demanda anual de 80.000 unidades. O projeto original era complicado - espessura de parede variando de 2 a 6 mm, três movimentos de núcleo, quatro modelos compartilhando apenas o molde. Cotação inicial de US$ 47.000 (aço H13, câmara quente, quatro cavidades) com custo unitário de US$ 2,85. O cliente tinha um teto orçamentário de US$ 40.000 e uma meta de custo unitário de US$ 2,20.
Soluções de precisão JS
Análise DFM:
A espessura da parede foi reduzida de 6 mm para, a saliência passou a ser de 3,5 mm (confirmado pela FEA), o tempo de resfriamento caiu de 32 segundos para 22 segundos. A direção de corte foi alterada e 3 operações de extração de núcleos foram feitas em uma só, o que poderia economizar outros US$ 8.000. A sugestão foi combinar quatro modelos em dois conjuntos de núcleos de molde intercambiáveis dentro de uma única base de molde.
Otimização da solução de fabricação de moldes:
Aço de H13 alterado para P20 com nitretação de superfície (nitretação 8+500), dureza HRC 38-42, atende vida útil de 800.000 peças. Ao substituir a câmara fria pela câmara quente, o cliente economizou US$ 6.000,00, com redução de US$ 3.200,00 no custo do aço, e o projeto do molde de duas cavidades simplificou a complexidade do molde, já que o original tinha quatro câmaras.
Otimização de parâmetros de processo:
O preenchimento do molde na primeira moldagem experimental foi desequilibrado, a diferença de peso de 2,3% entre as duas cavidades (padrão <0,5%), o tamanho da porta alterado (de 1,2 mm para 1,5 mm) e a curva de velocidade de injeção, a segunda moldagem experimental reduziu a diferença de peso para 0,3%, a taxa de aprovação dimensional passou de 82% para 97%.
Janela final do processo: Temperatura do material 290–300°C, temperatura do molde 80–90°C, pressão de injeção 80–100MPa, pressão de retenção 60–80MPa, tempo de retenção 6 segundos, tempo de resfriamento 22 segundos.
Lições aprendidas:
O problema da alta viscosidade do material de PC não foi levado em consideração adequadamente durante os testes de moldagem T1. Como resultado, o primeiro valor de velocidade de injeção de 120 mm/s causou aquecimento de cisalhamento excessivo (temperatura de fusão local superior a 340), resultando em defeitos como listras prateadas e pontos de carbonização no produto acabado.
Mudança implementada: A velocidade foi reduzida para 65 mm/s, além de controles de velocidade de três estágios (rápido-médio-lento) e a contrapressão foi aumentada de 5 bar para 10 bar. Houve um aumento no tempo de ciclo de 26 segundos para 28 segundos (+2 segundos). Mesmo assim, a taxa de aprovação aumentou de 82% para 97% e o custo unitário geral foi reduzido.
ISO 10993-5:2009 "Avaliação biológica de dispositivos médicos" especifica que os testes de citotoxicidade devem usar meio de cultura contendo soro com um tempo de exposição não inferior a 24 horas.
Para nos alinharmos a esse padrão, usamos PC de nível médico no projeto de máscaras médicas e controlamos rigorosamente a rastreabilidade dos lotes de materiais para garantir a conformidade com a biocompatibilidade.
Resultados Finais
Custo das ferramentas do molde: US$ 32.000 (32% menor que a cotação original).
Custo unitário: US$ 1,94 (32% menor que o plano original, 12% menor que a meta do cliente).
Economia total no primeiro ano: US$ 15.000 (molde) + US$ 72.800 (unidade) = US$ 87.800.
Vida útil do molde: o tratamento de nitretação P20 deverá durar 800.000 ciclos, atendendo a 8 anos de necessidades de produção.
Prazo de entrega: 10 semanas desde o projeto até a primeira produção em massa (média da indústria de 14 a 16 semanas).
Obtenha um relatório comparativo de soluções de otimização DFM e custos para componentes médicos semelhantes. Envie seus desenhos para JS Precision e receba uma avaliação gratuita e uma cotação de serviço de moldagem por injeção OEM dentro de 24 horas.
Por que escolher a JS Precision como seu parceiro de serviços de moldagem por injeção OEM?
A seleção de um fornecedor de moldes de injeção envolve a avaliação de dois fatores principais: menor custo geral e menor risco. A JS Precision, por meio de preços transparentes, DFM de pré-implementação e sistema de controle de qualidade de processo completo, estabeleceu mais de 50 clientes OEM em todo o mundo como seus parceiros de longo prazo.
Recursos de vendas exclusivos do JS Precision
Faturamento totalmente detalhado: Cada cotação de moldagem por injeção é desmontada em custo de aço do molde, custo de processamento, custo de tratamento térmico, custo de montagem, custo de molde experimental, custo de material, custo de controle de qualidade, custo de embalagem, custo de logística e o preço é bloqueado dentro do período de validade da cotação.
Revisão do projeto até a fabricação (pré-DFM): Antes de iniciar o processo de produção do molde, o desenho deve ser examinado em uma revisão de capacidade de fabricação, que normalmente deve sugerir cerca de 8 a 15 pontos de otimização e, assim, cortar o custo total em cerca de 15 a 25%.
Controle total de qualidade do processo: certificação ISO 9001:2015, inspeção de recebimento → controle de processo (SPC) → inspeção do primeiro artigo → inspeção completa de remessa (CMM). A dimensão crítica CPk é ≥1,33 (padrão da indústria ≥1,0).
Prazo de entrega rápido: moldes padrão de 6 a 8 semanas, muito mais rápido que o padrão da indústria de 10 a 14 semanas, trabalhos urgentes levam apenas de 4 a 5 semanas. Relatório DFM entregue em 48 horas, orçamento feito em 72 horas.
O valor do serviço de moldes de injeção OEM é medido por uma taxa de repetição de 85% e uma economia média de custos de 14 a 20%. Escolher JS Precision significa que você está escolhendo um fornecedor com redução de custos que pode ser claramente medida e uma garantia de cronograma de entrega confiável.
Perguntas frequentes
Q1: Como obter um orçamento preciso de moldagem por injeção e ao mesmo tempo manter a confidencialidade dos arquivos CAD?
JS Precision aceita desenhos feitos à mão, desenhos técnicos 2D ou fotos de itens existentes com medidas. JS Precision será capaz de fornecer um orçamento aproximado (erro ±30%), mas o orçamento final exigirá desenhos CAD 3D.
Q2: Qual é a quantidade mínima de pedido (MOQ) para moldagem por injeção personalizada?
JS Precision não impõe um MOQ. É possível fazer um pedido de 100 peças, por exemplo, usando moldes de alumínio ou aço macio (3.000-8.000 tiros). Para grandes quantidades são utilizados moldes duros (P20/H13/S136). O tipo de molde apropriado será selecionado como o tamanho real da produção.
Q3: Que longevidade das ferramentas de molde podemos esperar?
Em média, um molde P20 durará cerca de 500.000 ciclos, o molde H13 suportará 1 milhão de ciclos e o S136 irá até 2 milhões de ciclos. Mas, se o produto contiver fibra de vidro, por exemplo PA6-GF30, a vida útil do molde será reduzida em 30-50%.
Q4: É possível que JS Precision possa ajudar no design para redução de custos?
É uma das coisas em que a JS Precision pode ajudar. Oferecemos serviço de Design for Manufacturability (DFM) para avaliar a peça antes da produção do molde para filetes de espessura de parede, linhas de partição e estruturas de extração de núcleo. Geralmente leva a 8 a 15 sugestões de redução de custos que, juntas, reduzem a conta em 15 a 25%. Na verdade, esta revisão e otimização do design está inteiramente incluída na fase de cotação do negócio, absolutamente a um preço nominal.
Q5: Qual é o período normal em que você lidera o trabalho de moldagem por injeção?
O ciclo de produção típico de molde é de 6 a 8 semanas, enquanto para trabalhos apressados leva de 4 a 5 semanas. As primeiras amostras (padrão de teste T0) serão entregues 2 semanas após os moldes estarem prontos. A produção em quantidade total geralmente começa entre 1 e 3 semanas após a aprovação de uma amostra. Ao enviar diretamente seus rascunhos de projeto, você receberá um orçamento e a JS Precision entrará em contato com você em um prazo muito curto.
Q6: Como a JS Precision garante a consistência da qualidade das peças em grandes quantidades?
O controle de qualidade é realizado em todas as etapas: Inspeção do material no momento do recebimento→Inspeção do primeiro artigo (FAI) →Controle de processo (SPC monitorando em tempo real as principais dimensões)→Inspeção completa dos produtos de saída (máquina de medição por coordenadas CMM). O valor mínimo de CPK para dimensões principais é 1,33.
Q7: Qual é a diferença financeira entre um molde rápido e um molde real para fabricação?
Um protótipo de molde feito de alumínio ou aço-carbono custa cerca de 3.000 a 10.000 e pode durar ciclos em torno de 5.000 a 20.000. Um molde de produção feito de um tipo de aço ferramenta tem um preço de 10.000 a 80.000+ e sua vida útil é de 500.000 a 2.000.000 ciclos. A JS Precision orienta os clientes sobre qual molde mais adequado e econômico deve ser usado nas diferentes etapas do projeto.
Q8: A JS Precision realiza operações secundárias após a moldagem?
Oferecemos serviços completos de pós-processamento: rebarbação, hot melt/soldagem ultrassônica, serigrafia/impressão por transferência, pulverização/galvanoplastia, montagem, embalagem e envio. Também podemos realizar um serviço completo de moldagem por injeção OEM, desde o projeto do molde até a entrega dos produtos acabados.
Resumo
Os fatores que influenciam os custos de moldagem por injeção incluem o tipo de aço do molde utilizado, o potencial de redução do tempo de ciclo otimizando o tempo gasto no resfriamento (60-80%), e a amortização pontual da produção atinge um benefício marginal máximo (produção de 5.000-10.000 peças/ano). Cada ponto de decisão tem uma solução matemática ótima. A JS Precision auxilia seus clientes a tomar decisões informadas, apoiadas em números, em todas as escolhas possíveis, divulgando preços detalhados e transparentes, revisão pré-DFM e controle de qualidade de ponta a ponta.
Que tal obter uma cotação adequada de moldagem por injeção agora? Envie arquivos e requisitos de desenhos 3D (STEP/IGS) para JS Precision. Dentro de 48 horas, entregaremos a você a análise de viabilidade DFM da nossa equipe de engenharia gratuitamente, bem como um orçamento detalhado e detalhado - cobrindo todas as despesas, incluindo custo de ferramentas de molde, custo de material, custo de processamento e custo de pós-processamento. Não serão necessários compromissos prévios. Entre em contato conosco hoje mesmo.
Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Para JS Precision Services, não há representações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. É responsabilidade do comprador identificar os requisitos técnicos específicos e solicitar uma cotação formal de peças. Entre em contato conosco para obter mais informações.
Equipe de precisão JS
Soluções de fabricação personalizadas. Com mais de 15 anos de experiência atendendo mais de 1.000 clientes, nos especializamos em usinagem CNC de alta precisão, fabricação de chapas metálicas, impressão 3D, moldagem por injeção e estampagem de metal. Tendo entregue com sucesso mais de 300.000 peças de precisão, mantemos uma taxa de entrega dentro do prazo de 99,2% em todos os projetos personalizados.
Nossas instalações estão equipadas com mais de 100 centros de usinagem de 5 eixos de última geração e possuem certificação ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes B2B em 150 países. Quer você precise de prototipagem de baixo volume ou personalização em grande escala, apoiamos seu projeto com prazos de entrega de até 24 horas. Escolha JS Precision para obter eficiência, qualidade e profissionalismo incomparáveis.
Para saber mais ou enviar sua solicitação de cotação, visite nosso site: www.cncprotolabs.com
Especialista em prototipagem rápida e fabricação rápida
Especializada em usinagem cnc, impressão 3D, fundição de uretano, ferramentas rápidas, moldagem por injeção, fundição de metal, chapa metálica e extrusão.