Factores de precio del moldeo por inyección: 8 elementos clave que determinan su cotización final
Escrito por
Precisión JS
Publicado
Jul 16 2026
moldeo por inyección
Síguenos
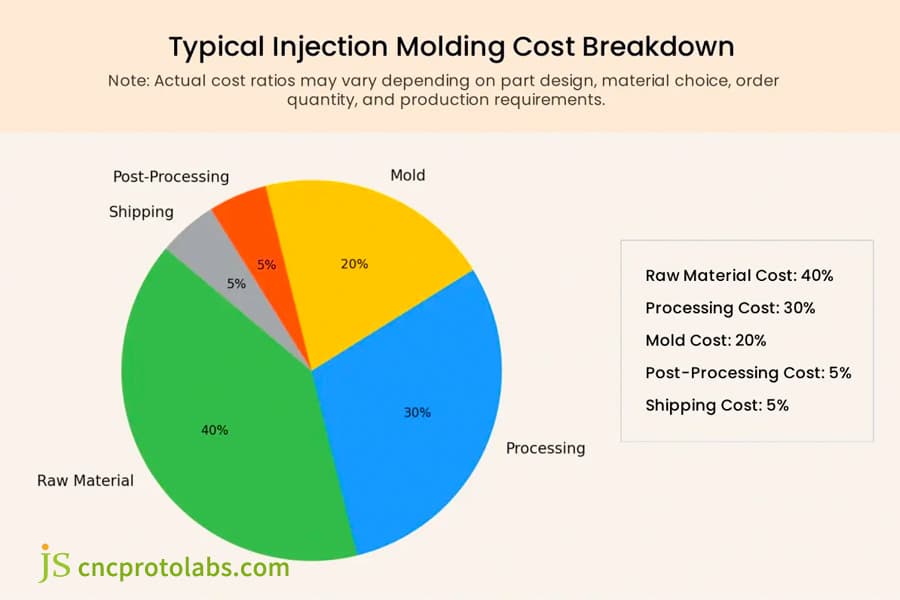
Factores de precio del moldeo por inyección determina las cotizaciones finales a través de ocho factores cuantificables: costo del acero del molde (alrededor del 30-50%), material (el costo del material representa del 15-25%), costo del ciclo de fabricación (20-35%), amortización del volumen (10-20%), operaciones adicionales (5-15%), calidad control (3-8%), costo de entrega y distribución (logística) (3-10%), soporte de ingeniería (5-12%).
Un molde P20 de una sola cavidad con un precio de entre 8.000 y 15.000 dólares frente a un molde H13 de cuatro cavidades con un precio de entre 25.000 y 45.000 dólares puede hacer que la diferencia de coste por unidad de las piezas supere el 300 %. Este artículo analiza uno por uno los factores que influyen en los costos del moldeo por inyección y ofrece datos de más de 300 proyectos en JS Precision para sugerir métodos prácticos para reducir el precio.
Desglose de costos de moldeo por inyección: 8 factores clave
Inductor de costos
Participación típica
Palanca de optimización
Costo de herramientas del molde
30–50 %
Selección de calidad de acero, optimización del recuento de cavidades
Costo de materiales
15–25 %
Sustitución de resina, relación de triturado
Costo del proceso
20–35 %
Diseño del sistema de refrigeración, reducción del tiempo de ciclo
Amortización por volumen
10–20 %
Compromiso de volumen anual, acuerdo a largo plazo
Operaciones secundarias
5–15 %
Diseño integrado para reducir el posprocesamiento
Control de calidad
3-8%
El control de procesos reemplaza la inspección completa
Logística y deberes
3–10 %
Abastecimiento local, optimización de tarifas
Ingeniería y DFM
5–12 %
Intervención temprana para reducir cambios tardíos
Hallazgos clave
El costo de las herramientas del molde es uno de los mayores gastos, hasta un 50 % de la inversión inicial. Agregar más cavidades a un molde reduce los costos unitarios amortizados hasta en un 80 %.
El 60-80 % del costo del proceso de moldeo por inyección proviene del tiempo de enfriamiento, y la optimización del diseño del canal de agua de enfriamiento puede acortar directamente el ciclo entre un 15 y un 30 %.
Los costos de los materiales no son fijos y no siempre se deciden por el precio unitario. Aunque los plásticos de ingeniería pueden ser más caros por unidad, a veces pueden tener costos totales más bajos debido a tiempos de ciclo más cortos y una vida útil del molde.
Para obtener una cotización confiable de moldeo por inyección, se debe proporcionar un conjunto completo de dibujos en 3D, volumen anual, calidad del material y requisitos de tolerancia.
¿Por qué es confiable el servicio de moldeo por inyección personalizado de JS Precision?
Los 15 años de experiencia práctica de nuestro equipo en moldeo por inyección demuestran que un buen servicio de moldeo por inyección personalizado debería poder demostrar su capacidad de reducción de costos con datos.
A través de nuestra experiencia trabajando con soportes para máscaras de ventiladores médicos, encontramos que la cotización inicial del molde era 47.000 y un costo unitario de 2,85. Después de realizar una revisión de DFM y realizar cambios en el proceso, logramos reducir el costo de las herramientas del molde a 32 000 y el costo unitario a 1,94, esto resultó en un recorte del 32 % en ambos sentidos.
La ISO 9001:2015 (Sistema de Gestión de Calidad) menciona explícitamente que el proceso de producción de piezas moldeadas por inyección debe incluir un mecanismo de registro de parámetros rastreable, los datos y procedimientos clave del proceso deben conservarse hasta el final del ciclo de vida del producto.
Para cumplir, implementamos una revisión de tres fases en cada proyecto: revisión de los insumos del diseño, revisión del análisis del flujo del molde, revisión de verificación del moldeo de prueba para garantizar que se pueda rastrear el costo de cada decisión.
Esta técnica forma ahora parte de la base de datos de más de 300 proyectos de moldeo por inyección de JS Precision, lo que ayuda a reducir el coste en una media del 18-25 %.
Descargue el documento técnico sobre optimización de costos de moldeo por inyección para dominar la selección de acero para moldes, las técnicas de acortamiento de ciclos y los métodos de cálculo de amortización de producción, y evalúe proactivamente el potencial de optimización de costos para su servicio de moldeo por inyección personalizado.
¿Cuáles son las estructuras de costos principales que afectan los factores de precios del moldeo por inyección?
Los factores de precio del moldeo por inyección se pueden agrupar en cuatro categorías principales: inversión fija (diseño y producción de moldes), costos variables (materias primas y procesamiento), costos semivariables (postprocesamiento y control de calidad) y costos ocultos (ingeniería y logística). Estas cuatro categorías juntas representan más del 95% de la cotización total.
Costos fijos: diseño y producción de moldes
Selección de acero: P20 con (5-8/kg, vida 500.000 ciclos), H13 con (12-18/kg, vida 1.000.000 ciclos), S136 ($20, 30/kg, vida 2.000.000 ciclos). El tipo de acero utilizado afecta en gran medida a la vida útil del molde y a la amortización de cada artículo producido.
Número de cavidades: Los moldes de una sola cavidad se toman como referencia, los moldes con dos cavidades tomarán entre el 50 y el 70 %. En comparación, los moldes con cuatro cavidadesaumentarán el tiempo entre un 120 y un 150%. Un molde de 4 cavidades tiene una eficiencia de procesamiento de 3,2-3,8 de un molde de una sola cavidad.
Costos variables: materiales y procesamiento
Costo de los materiales: Plásticos de uso general a $1-$5/kg, plásticos de ingeniería a $15-$50+/kg. La elección de los materiales también decidirá los tiempos de procesamiento y la vida útil del molde, entre otras cosas.
Costos de procesamiento: Costo por hora de depreciación de la máquina entre $50 y $150, uso de energía entre $5 y $15 por hora, costo de mano de obra entre $10 y $25. La cotización de moldeo por inyección debe enumerarse artículo por artículo.
Costos ocultos: ingeniería y logística
Soporte de ingeniería de DFM: 100-200 USD/hora. Sin embargo, al involucrarlo temprano en la etapa de diseño, puede obtener grandes ahorros de costos en el cambio al final.
Moldeo de prueba y correcciones: 500-2000 USD/prueba. Al implementar la visualización previa de DFM, JS Precision les permite reducir el número de molduras de prueba en la industria de un promedio de 5 a 7 hasta solo 2 o 3.
Póngase en contacto con un ingeniero para obtener un desglose gratuito de los costos de su proyecto y una plantilla de cotización de moldeo por inyección transparente.
Figura 1: Gráfico circular que ilustra el desglose típico de los costos del moldeo por inyección.
¿Cuáles son los 8 factores determinantes y los rangos cuantitativos del costo de las herramientas de moldeo?
El rango de costo de herramientas de molde es de 1000 (para prototipos simples de impresión 3D) a 100000+ (para moldes de producción complejos de múltiples cavidades). Ocho factores determinan el costo específico: acero, número de cavidades, complejidad, tolerancias, tratamiento de superficie, calor Requisitos de corredor, dimensiones y vida útil.
Desglose de costos de moldes
Ingeniería de diseño: 10-15 %
Adquisición de materiales: 25-35 %
Mecanizado CNC/EDM: 35–45 %
Tratamiento térmico: 3–8 %
Montaje y moldeado de prueba: 5–10 %
Impacto de la selección de acero en el coste
Calidad de acero
Precio ($/kg)
Dureza (HRC)
Vida (ciclos)
Mejor para
P20
5–8
28–32
500.000
Plásticos en general ABS, PP
H13
12–18
46–52
1 millón
Materiales rellenos de vidrio
S136
20–30
48–52
2 millones
Piezas transparentes médicas y ópticas
NAK80
18-25
37–43
800.000
Piezas con apariencia de alto brillo
Decisión sobre el número de cavidades
Molde de una sola cavidad:El costo de fabricación es solo base x 1, el costo de amortización por unidad es mayor.
Molde de doble cavidad: el gasto aumenta entre un 50 y un 70 por ciento, pero la eficiencia casi se duplica.
Molde de cuatro cavidades: el costo aumenta entre un 120% y un 150% y la productividad aumenta entre 3,2 y 3,8 veces. Si el requisito supera las 50 000 unidades al año, los moldes de cuatro cavidades pronto darán como resultado un costo unitario reducido.
Para decirlo claramente, un molde de una sola cavidad que inicialmente parece más barato terminará siendo más caro y con un precio más alto por pieza. Un molde P20 de una sola cavidad que produce 500.000 piezas cuesta 0,016 por pieza. Sin embargo, un molde H13 de cuatro cavidades cuesta solo 0,0125 por pieza para producir 2.000.000 de piezas.
Figura 2: Molde de inyección de acero inoxidable de precisión sobre una mesa de taller.
¿Cómo se pueden cuantificar los elementos del tiempo de ciclo que afectan el costo del proceso de moldeo por inyección?
El coste del proceso de moldeo por inyección depende del tiempo del ciclo, y la fase de enfriamiento representa entre el 60% y el 80% del tiempo del ciclo.En un ciclo de 30 segundos, se requieren entre 18 y 24 segundos para Enfriamiento, el tiempo de inyección es de 2 a 5 segundos solamente, el período de mantenimiento bajo presión es de 3 a 5 segundos y el tiempo de extracción es de aproximadamente 1 a 2 segundos.
Desglose del tiempo de ciclo (máquina de 50 toneladas, cavidad única, pieza de PP de 100 g)
Cierre e inyección del molde: 2 a 5 segundos (6 a 17 % del tiempo del ciclo)
Compensación de contracción y retención de presión: 3 a 8 segundos (10 a 27 % del tiempo del ciclo)
Enfriamiento y curado: 15 a 25 segundos (50 a 83 % del tiempo del ciclo): máximo potencial de optimización
Apertura y expulsión del molde: 1 a 3 segundos (3 a 10 % del tiempo del ciclo)
Métodos cuantitativos y beneficios de la optimización de la refrigeración
El
enfriamiento conformado es una tecnología de enfriamiento que produce canales de enfriamiento con forma de pieza mediante impresión 3D o mecanizado de cinco ejes. Disminuye el tiempo de enfriamiento (entre un 20 y un 40 %), aunque las herramientas del molde se vuelven más costosas debido a la técnica (entre un 15 y un 30 % más).
Optimización del canal: el diámetro debe ser aproximadamente de 2 a 3 veces el espesor de la pared (es decir, de 8 a 12 mm), el espacio entre dos canales debe ser de aproximadamente 3 a 5 veces el diámetro (es decir, de 30 a 50 mm) y la distancia desde la parte de la superficie de la cavidad a la pared es de 1,5 a 2 veces el diámetro.
Regulación del medio de enfriamiento: Cada reducción de 10 grados Celsius en la temperatura del agua conduce a una reducción del 8-12 % en el tiempo necesario para el enfriamiento. El coeficiente de transferencia de calor se puede aumentar en aproximadamente un 40 % si el caudal se mejora de 1 m/s a 3 m/s.
Fórmula de cálculo del costo de procesamiento de una sola pieza: Costo de procesamiento de una sola pieza = Tarifa por hora del equipo × Tiempo de ciclo (segundos) / 3600 × Número de cavidades del molde.
Tomemos, por ejemplo, un proyecto que produce anualmente 1 millón de artículos: el tiempo necesario para realizar un ciclo de trabajo se ha reducido de 30 segundos a 24 segundos (es decir, una disminución del 20%), el coste de la maquinaria por hora es 80 y el gasto de procesar un artículo se reduce de 0,667 a 0,533, por lo que en efecto conduce a un ahorro de 13.400 anualmente.
¿Cómo puede la selección de materiales optimizar el coste total del servicio de moldeo por inyección de bajo coste?
El
servicio de moldeo por inyección de bajo costo no solo tiene como objetivo elegir el material menos costoso, sino también el material que genera el costo total más bajo en general. Aunque el coste individual de un material representa sólo entre el 15 y el 25 % del total, la elección del material determina el tiempo de procesamiento de un ciclo (que representa el 30 %), la vida útil del molde (que ronda el 40 %) y también el rendimiento del producto (que ronda el 20 %).
Precios de materiales comunes y parámetros de procesamiento (referencia de mercado 2026)
Material
Precio ($/kg)
Temperatura de procesamiento (°C)
Contracción (%)
Requisito de secado
PP/PE
0,8–1,8
180–240
1,0–2,5
Bajo
ABS
1,8–3,5
220–260
0,4–0,7
Medio (80°C/2–4h)
PA6/PA66
3,5–6,0
240–290
0,8–1,5
Alta (80 °C/4–6 h, humedad <0,2 %)
PC
4,0–7,0
280–320
0,5–0,7
Muy alta (120°C/4–6h, humedad<0,02%)
POM
3,0–5,5
190–230
1,5–2,5
Medio
VISTAZO
80–120
360–400
0,3–0,5
Extremadamente alto (150°C/3–5h)
Modelo de decisión de costo total de selección de materiales (línea de base PP=1,0)
PP: Precio unitario $1,2/kg, tiempo de ciclo 25 segundos, bajo desgaste del molde, índice de costo general 1,0
ABS: Precio unitario 2,5 $/kg, tiempo de ciclo 30 segundos, índice de coste general 1,6
PA6-GF30: Precio unitario $4,5/kg, tiempo de ciclo 35 segundos, desgaste medio del molde, índice de costo general 2,8
PC: Precio unitario $5,5/kg, tiempo de ciclo 40 segundos, índice de costo general 3,2
PEEK: Precio unitario $100/kg, tiempo de ciclo 45 segundos, alto desgaste del molde, índice de costo general 15,0+
Se deben tener en cuenta los costos ocultos del secado del material. El contenido de humedad del PA6 disminuyó del 0,5 % a menos del 0,2 %, lo que resultó en un consumo de energía de aproximadamente 0,3-0,5 kWh por kilogramo de secado, un aumento de 0,04-0,06 $. Para PC, el secado debe realizarse a 120ºC hasta que el contenido de humedad baje del 0,02 %; 5-15%. Estos costos ocultos deben considerarse cuando la empresa va a proporcionar la cotización del servicio de moldeo por inyección personalizado.
Figura 3: Diversa gama de coloridas piezas de plástico personalizadas.
¿Cómo se calcula la amortización del volumen de producción en el desglose de costos de moldeo por inyección?
El volumen de producción es el factor que tiene el mayor efecto sobre los costos unitarios en el desglose de costos de moldeo por inyección, aumentar la producción de 27 unidades a 3937 unidades resultaría en una disminución en el total. costo unitario de aproximadamente 96-98%. Los costos fijos que son moldes se cancelarán a medida que aumenten las cantidades de producción.
Fórmula de costo total por unidad
Costo total por unidad = (Costo del molde / Producción total) + Costo del material por unidad + Costo de mecanizado por unidad + Costo de posprocesamiento por unidad + Costo de control de calidad por unidad
Tomando como ejemplo un conjunto de 15.000 moldes y un coste de material + mecanizado de 1,50 por unidad:
Volumen Anual
Amortización molde/pc
Coste variable/pc
Costo unitario total
Costo total anual
1000
$15.00
$1,50
$16,50
$16,500
5000
$3.00
$1,50
$4,50
$22,500
10.000
$1,50
$1,50
$3.00
$30.000
50.000
$0,30
$1,50
$1,80
$90.000
100.000
$0,15
$1,50
$1,65
$165,000
Cuando la producción aumenta en 9.000 unidades desde el nivel inicial de 1.000 a 10.000 unidades, el coste marginal de una unidad cae aproximadamente un 81,8%. Avanzar más a 100.000 unidades añade otra disminución del 45% por unidad. El punto en el que una empresa empieza a obtener menos beneficios por cada unidad adicional producida se sitúa entre un nivel de producción de 5.000 y 10.000 unidades al año.
Impacto del número de cavidades del molde en la amortización (producción anual de 50 000 unidades, costo total del molde de $30 000)
Cavidad única: Costo del molde 18.000, tiempo de ciclo 30 segundos, costo unitario de procesamiento 0,42, costo unitario total $0,78
Dos cavidades: el molde cuesta 27 000 (+500,22, costo unitario total $0,76)
Cuatro cavidades: el molde cuesta 42 000 (+1330,13, costo unitario total $0,97)
Cuando la producción anual alcanza las 50.000 unidades, un molde de dos cavidades se convierte en la solución preferida; cuando la producción supera las 100.000 unidades al año, un molde de cuatro cavidades comienza a ganar una clara ventaja. La cotización de moldeo por inyección debe recomendar el número óptimo de cavidades en función de la producción anual real.
Póngase en contacto con un ingeniero para obtener un cálculo gratuito de la amortización de su producción y el número óptimo de cavidades, y obtenga un informe de análisis de desglose de costos de moldeo por inyección.
Figura 4: Primer plano del sistema de canal caliente en la máquina de moldeo.
¿Cómo reduce JS Precision el coste total del servicio de moldeo por inyección personalizado mediante la optimización DFM?
La mayoría de los gastos de las piezas moldeadas por inyección cobran vida en la fase de diseño y solo alrededor del 70% es final. En JS Precision, la revisión del Diseño para Fabricación (DFM) se lleva a cabo antes de abrir el molde, lo que reduce los costes totales para el cliente en una media del 15-25 %.
Cinco principios numéricos fundamentales de la optimización DFM:
Principio de homogeneidad del espesor de la pared:
Es aconsejable tener un espesor de pared de 1,5 a 4,0 mm, mientras que los espesores de las paredes adyacentes no deben variar más allá del 25 %. Un aumento en el espesor de la pared de 3 mm a 4 mm conduce a un aumento de aproximadamente un 78 % en el tiempo de enfriamiento (el tiempo de enfriamiento se eleva al cuadrado del espesor de la pared). El espesor desigual de la pared produce marcas de contracción y deformación, lo que a su vez aumenta la tasa de desechos entre un 5 y un 10 %.
Normas de ángulos de dibujo:
1-2° por lado para superficies exteriores, 0,5-1° por lado para superficies funcionales y 2-3° por lado para cavidades profundas (>50 mm). Por cada 1° que disminuye desde el ángulo de inclinación, la fuerza de expulsión aumenta aproximadamente un 20 %, lo que a su vez aumenta el desgaste del molde.
Regulación del radio de esquina:
El radio de la esquina interior debe ser al menos la mitad del espesor de la pared (mínimo 0,5 mm). La concentración de tensiones causada por las esquinas afiladas es responsable dereducir la vida útil del molde entre un 30 y un 50 % y también dificulta el proceso de llenado.
Parámetros de diseño de nervaduras:
En la raíz de la nervadura, el espesor no puede ser superior al 60% del espesor de la pared y la altura debe ser como máximo cinco veces el espesor de la pared. Las nervaduras excesivamente gruesas provocan marcas de contracción en la parte posterior.
Optimización de la línea de partición y extracción de núcleos:
Cada dispositivo de extracción de núcleos adicional aumenta los costos del molde hasta en 8000. Se recomienda encarecidamente ahorrar en la inversión en moldes mediante cambios como girar la dirección de separación o rediseñar el producto para evitar que el núcleo tire del núcleo.
Proceso de servicio JS Precision DFM
El cliente carga dibujos en 3D (formato STEP/IGS).
Se entregará un informe DFM dentro de dos días (que incluirá análisis del espesor de la pared, sugerencias de ángulos de inclinación, advertencias de posibles defectos y recomendaciones de materiales).
Aprobación final del diseño.
Fase de fabricación del molde.
Este método reduce el número total de molduras de prueba de 5 a 7, que es lo típico de la industria, a solo 2 o 3 y se ahorra entre $500 y $2000 por prueba. La idea principal detrás del servicio de moldeo por inyección de bajo costo no es que se reduzca el precio del producto sino que se eliminen los desperdicios del proceso de diseño.
¿Cómo redujo JS Precision la cotización de moldeo por inyección en un 32 % para un OEM de dispositivos médicos en un caso de fabricación real?
El proyecto de soporte de mascarilla de ventilador de un OEM de dispositivos médicos de EE. UU. tuvo una cotización de molde inicial de $47 000 con un costo unitario de $2,85. JS Precision redujo el costo de herramientas de moldemediante la optimización y el ajuste de los parámetros del proceso. El coste del molde se redujo a 32.000 dólares y el coste unitario a 1,94 dólares.
Antecedentes y desafíos del cliente:
El producto del cliente es un portamascarillas ventilador fabricado en Policarbonato con una demanda anual de 80.000 unidades. El diseño original era complicado: el espesor de la pared variaba de 2 a 6 mm, tres movimientos del núcleo y cuatro modelos que compartían únicamente el molde. Cotización inicial de $47 000 (acero H13, canal caliente, cuatro cavidades) con un costo unitario de $2,85. El cliente tenía un techo presupuestario de 40.000 dólares y un objetivo de coste unitario de 2,20 dólares.
Soluciones de precisión JS
Análisis DFM:
El espesor de la pared se redujo de 6 mm a, el saliente pasó a ser de 3,5 mm (confirmado por la FEA), el tiempo de enfriamiento se redujo de 32 segundos a 22 segundos. Se cambió la dirección de separación y se hicieron 3 operaciones de extracción de núcleos en una, lo que podría ahorrar otros $8000; la sugerencia fue combinar cuatro modelos en dos conjuntos de núcleos de molde intercambiables dentro de una sola base de molde.
Optimización de la solución para la fabricación de moldes:
Acero de H13 cambiado a P20 con nitruración superficial (nitruración 8+500), dureza HRC 38-42, con una vida útil de 800.000 piezas. Al reemplazar el canal frío por el canal caliente, el cliente estaba ahorrando $6 000 en costos de acero desde $3200, y el diseño del molde de dos cavidades simplificó la complejidad del molde, ya que el original tenía cuatro cámaras.
Optimización de parámetros de proceso:
El llenado del molde en el primer molde de prueba estaba desequilibrado, una diferencia de peso del 2,3 % entre las dos cavidades (estándar <0,5 %), el tamaño de la puerta cambió (de 1,2 mm a 1,5 mm) y la curva de velocidad de inyección, el segundo molde de prueba redujo la diferencia de peso hasta un 0,3 %, la tasa de aprobación dimensional pasó del 82 % al 97 %.
Ventana del proceso final: Temperatura del material 290–300 ℃, temperatura del molde 80–90 ℃, presión de inyección 80–100 MPa, presión de mantenimiento 60–80 MPa, tiempo de mantenimiento 6 segundos, tiempo de enfriamiento 22 segundos.
Lecciones aprendidas:
El problema de la alta viscosidad del material de PC no se tuvo de manera adecuada durante las pruebas de moldeo T1. Como resultado, el primer valor de velocidad de inyección de 120 mm/s provocó un calentamiento excesivo (temperatura de fusión local superior a 340), lo que provocó defectos como rayas plateadas y puntos de carbonización en el producto terminado.
Cambio implementado: la velocidad se redujo a 65 mm/s más controles de velocidad de tres etapas (rápido-medio-lento) y la contrapresión se aumentó de 5 bar a 10 bar. Hubo un aumento en el tiempo del ciclo de 26 segundos a 28 segundos (+2 segundos). Sin embargo, la tasa de aprobación aumentó del 82 % al 97 % y el costo unitario general se redujo.
ISO 10993-5:2009 "Evaluación biológica de dispositivos médicos" especifica que las pruebas de citotoxicidad deben utilizar medio de cultivo que contenga suero con un tiempo de exposición no inferior a 24 horas.
Para alinearnos con este estándar, utilizamos PC de grado médico en el proyecto de mascarillas médicas y controlamos estrictamente la trazabilidad de los lotes de materiales para garantizar el cumplimiento de la biocompatibilidad.
Resultados finales
Costo de las herramientas del molde: 32 000 $ (32 % menos que la cotización original).
Coste unitario: 1,94 $ (32 % menos que el plan original, 12 % menos que el objetivo del cliente).
Ahorro total en el primer año: $15 000 (molde) + $72 800 (unidad) = $87 800.
Vida útil del molde: se espera que el tratamiento de nitruración P20 dure 800.000 ciclos, satisfaciendo 8 años de necesidades de producción.
Tiempo de entrega: 10 semanas desde el diseño hasta la primera producción en masa (el promedio de la industria es de 14 a 16 semanas).
Obtenga un informe comparativo de soluciones de optimización de DFM y costos para componentes médicos similares. Cargue sus dibujos en JS Precision y reciba una evaluación gratuita y una cotización del servicio de moldeo por inyección OEM dentro de las 24 horas.
¿Por qué elegir JS Precision como su socio de servicios de moldeo por inyección OEM?
Seleccionar un proveedor de moldes de inyección implica evaluar dos factores principales: el menor costo general y el menor riesgo. JS Precision, a través de sus precios transparentes, su DFM previo a la implementación y su sistema de control de calidad de proceso completo, ha establecido a más de 50 clientes OEM en todo el mundo como sus socios a largo plazo.
Funciones de venta únicas de JS Precision
Facturación completamente detallada: Cada cotización de moldeo por inyección se desmonta en costo de acero del molde, costo de procesamiento, costo de tratamiento térmico, costo de ensamblaje, costo de molde de prueba, costo de material, costo de control de calidad, costo de embalaje, costo de logística y el precio está bloqueado dentro del período de validez de la cotización.
Revisión del diseño a la fabricación (pre-DFM): antes de comenzar el proceso de producción del molde, el dibujo debe examinarse minuciosamente en una revisión de la capacidad de fabricación, que normalmente sugerirá entre 8 y 15 puntos de optimización y, por lo tanto, reducirá el costo total entre un 15 y un 25 %.
Control de calidad completo del proceso:Certificación ISO 9001:2015, inspección de entrada → control de proceso (SPC) → inspección del primer artículo → inspección de envío completo (CMM). La dimensión crítica CPk es ≥1,33 (estándar de la industria ≥1,0).
Tiempo de entrega rápido: los moldes estándar demoran de 6 a 8 semanas, mucho más rápido que el estándar de la industria de 10 a 14 semanas, los trabajos urgentes solo demoran de 4 a 5 semanas. Informe DFM entregado dentro de las 48 horas, cotización realizada dentro de las 72 horas.
El valor a largo plazo del servicio de moldeo por inyección OEM se mide por una tasa de repetición del 85% y un ahorro de costos promedio del 14-20%. Elegir JS Precision significa que está eligiendo un proveedor con una reducción de costos que se puede medir claramente y una garantía de cronograma de entrega en el que se puede confiar.
Preguntas frecuentes
P1: ¿Cómo obtener una cotización precisa de moldeo por inyección manteniendo la confidencialidad de los archivos CAD?
JS Precision acepta dibujos bosquejados a mano, dibujos técnicos en 2D o fotografías de elementos existentes con medidas. JS Precision podrá ofrecerle un coste aproximado (error ±30%), pero el presupuesto final requerirá dibujos CAD en 3D.
P2: ¿Cuál es la cantidad mínima de pedido (MOQ) para el moldeo por inyección personalizado?
JS Precision no impone un MOQ. Es posible realizar pedidos de 100 piezas, por ejemplo, utilizando moldes de aluminio o acero blando (3000-8000 disparos). Para grandes cantidades se utilizan moldes duros (P20/H13/S136). Se seleccionará el tipo de molde apropiado como tamaño real de producción.
P3: ¿Qué longevidad de las herramientas de molde podemos esperar?
En promedio, un molde P20 durará alrededor de 500.000 ciclos, el molde H13 resistirá 1 millón de ciclos y el S136 durará hasta 2 millones de ciclos. Pero, si el producto contiene fibra de vidrio, por ejemplo PA6-GF30, la vida útil del molde se reducirá entre un 30 y un 50 %.
P4: ¿Es posible que JS Precision pueda ayudar con el diseño para ahorrar costos?
Es una de las cosas en las que JS Precision puede ayudar. Ofrecemos el servicio de Diseño para Manufacturabilidad (DFM) para evaluar la pieza antes de la producción del molde para filetes de espesor de pared, líneas de separación y estructuras de extracción de núcleos. Por lo general, conduce a entre 8 y 15 sugerencias de ahorro de costos que, en conjunto, reducen la factura entre un 15 y un 25 %. En realidad, esta revisión y optimización del diseño está íntegramente incluida en la fase de cotización del negocio, absolutamente a un precio nominal.
P5: ¿Cuál es el período habitual en el que lidera el trabajo de moldeo por inyección?
El ciclo de producción típico de un molde es de 6 a 8 semanas, mientras que para trabajos urgentes demora de 4 a 5 semanas. Las primeras muestras (patrón de prueba T0) se entregarán 2 semanas después de que los moldes estén listos. La producción total generalmente comienza entre 1 y 3 semanas después de la aprobación de una muestra. Al cargar directamente sus borradores de diseño, recibirá una cotización y JS Precision se comunicará con usted en muy poco tiempo.
P6: ¿Cómo garantiza JS Precision la consistencia de la calidad de las piezas en grandes cantidades?
El control de calidad se lleva a cabo en todos los pasos: Inspección del material en el momento de la recepción →Inspección del primer artículo (FAI) →Control del proceso (monitoreo SPC en tiempo real de las dimensiones principales)→Inspección completa de los productos salientes (máquina de medición por coordenadas CMM). El valor mínimo de CPK para las dimensiones clave es 1,33.
P7: ¿Cuál es la diferencia económica entre un molde rápido y uno real para fabricación?
Un molde prototipo hecho de aluminio o acero dulce cuesta entre 3.000 y 10.000 y puede durar ciclos de entre 5.000 y 20.000. Un molde de producción hecho de un grado de acero para herramientas tiene un precio de 10 000 a 80 000+ y su vida útil es de 500 000 a 2 000 000 de ciclos. JS Precision asesora a sus clientes sobre cuál es el molde más adecuado y económico que se utilizará en las diferentes etapas del proyecto.
P8: ¿JS Precision realiza operaciones secundarias después del moldeo?
Ofrecemos servicios completos de posprocesamiento: desbarbado, fusión en caliente/soldadura ultrasónica, serigrafía/impresión por transferencia, pulverización/galvanoplastia, montaje, embalaje y envío. También podemos llevar a cabo un servicio integral de moldeo por inyección OEM desde el diseño del molde hasta la entrega de los productos terminados.
Resumen
Los factores que influyen en los costes del moldeo por inyección incluyen el tipo de acero del molde utilizado, el potencial de reducir el tiempo del ciclo optimizando el tiempo dedicado al enfriamiento (60-80%) y la amortización puntual de la producción alcanza un beneficio marginal máximo (producción de 5.000-10.000 piezas/año). Cada punto de decisión tiene una solución matemática óptima. JS Precision ayuda a sus clientes a tomar decisiones informadas respaldadas con números en todas las opciones posibles al revelar precios detallados transparentes, revisión previa al DFM y control de calidad de extremo a extremo.
¿Qué tal si obtenemos ahora una cotización de moldeo por inyección adecuada? Enviar archivos de dibujos 3D (STEP/IGS) y requisitos a JS Precision. En un plazo de 48 horas, le entregaremos el análisis de viabilidad DFM de nuestro equipo de ingeniería de forma gratuita, así como una cotización detallada y detallada, que cubrirá todos los gastos, incluido el costo de las herramientas del molde, el costo del material, el costo de procesamiento y el costo de posprocesamiento. No se requerirán compromisos anticipados. Póngase en contacto con nosotros hoy.
Descargo de responsabilidad
El contenido de esta página tiene fines informativos únicamente. Para JS Precision Services, no existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. Es responsabilidad del comprador identificar los requisitos técnicos específicos y solicitar una cotización formal de piezas. Por favor contáctenos para más información.
Equipo de precisión JS
Soluciones de fabricación a medida. Con más de 15 años de experiencia sirviendo a más de 1000 clientes, nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica, impresión 3D, moldeo por inyección y estampado de metales. Habiendo entregado con éxito más de 300.000 piezas de precisión, mantenemos una tasa de entrega a tiempo del 99,2 % en todos los proyectos personalizados.
Nuestras instalaciones están equipadas con más de 100 centros de mecanizado de 5 ejes de última generación y cuentan con la certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes B2B en 150 países. Ya sea que necesite creación de prototipos de bajo volumen o personalización a gran escala, respaldamos su proyecto con plazos de entrega de tan solo 24 horas. Elija JS Precision para disfrutar de una eficiencia, calidad y profesionalismo incomparables.
Para obtener más información o enviar su solicitud de cotización, visite nuestro sitio web: www.cncprotolabs.com
Experto en creación rápida de prototipos y fabricación rápida
Nos especializamos en mecanizado CNC, impresión 3D, fundición de uretano, herramientas rápidas, moldeo por inyección, fundición de metales, chapa y extrusión.