Факторы цены на литье под давлением: 8 ключевых элементов, определяющих вашу окончательную цену
Написал
JS Точность
Опубликовано
Jul 16 2026
литье под давлением
Следуйте за нами
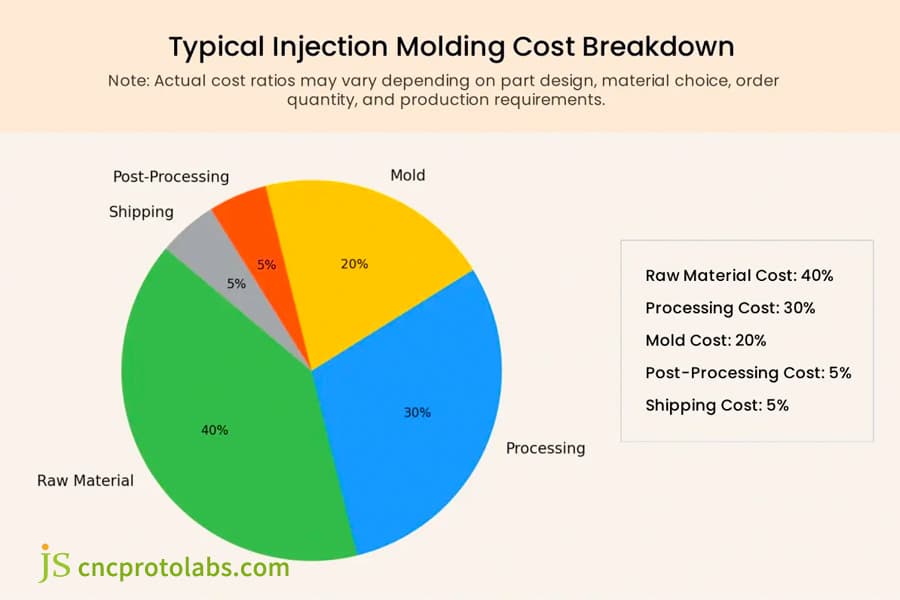
Ценовые коэффициенты литья под давлением определяют окончательные расценки с помощью восьми количественных факторов: стоимость стали пресс-формы (около 30–50%), материал (стоимость материала составляет 15–25%), стоимость производственного цикла (20–35%), объемная амортизация (10–20%), дополнительные операции (5-15%), контроль качества (3-8%), стоимость доставки и распределения (логистики) (3-10%), инженерная поддержка (5-12%).
Пресс-форма P20 с одной полостью стоимостью 8000–15 000 долларов США по сравнению с формой H13 с четырьмя гнездами стоимостью 25–45 тысяч долларов США может привести к тому, что разница в стоимости детали на единицу продукции превысит 300 %. В этой статье последовательно анализируются факторы, влияющие на стоимость литья под давлением, и приводятся данные более чем 300 проектов JS Precision, чтобы предложить практические методы снижения цен.
Распределение затрат на литье под давлением – 8 ключевых факторов
<голова>
<тр>
Драйвер затрат
Обычная доля
Рычаг оптимизации
<тело>
<тр>
Стоимость оснастки для пресс-формы
30–50%
Выбор марки стали, оптимизация количества гнезд
<тр>
Стоимость материала
15–25%
Замена смолы, коэффициент повторного измельчения
<тр>
Стоимость процесса
20–35%
Разработка системы охлаждения, сокращение времени цикла
<тр>
Амортизация объема
10–20%
Годовые обязательства по объему, долгосрочное соглашение
<тр>
Вспомогательные операции
5–15%
Интегрированный дизайн для сокращения постобработки
<тр>
Контроль качества
3–8%
Контроль процесса заменяет полную проверку
<тр>
Логистика и обязанности
3–10%
Местные источники поставок, оптимизация тарифов
<тр>
Инжиниринг и DFM
5–12%
Раннее вмешательство для уменьшения поздних изменений
Основные выводы
<ул>
Затраты на оснастку для пресс-формы – одна из самых больших статей расходов: до 50 % первоначальных инвестиций. Добавление большего количества полостей в форму снижает амортизированные затраты на единицу продукции до 80 %.
60–80 % стоимости процесса литья под давлением приходится на время охлаждения, а оптимизация конструкции каналов охлаждающей воды может напрямую сократить цикл на 15–30 %.
Стоимость материалов не является фиксированной и не всегда определяется ценой за единицу продукции. Несмотря на то, что конструкционные пластмассы могут быть дороже за единицу, иногда их общие затраты могут быть ниже из-за более короткого времени цикла и более длительного срока службы пресс-формы.
Чтобы получить надежное ценовое предложение по литью под давлением, необходимо предоставить полный набор 3D-чертежей, годовой объем, марку материала и требования к допускам.
Почему услуги JS Precision по индивидуальному литью под давлением заслуживают доверия?
15-летний практический опыт нашей команды в области литья под давлением показывает, что хорошая служба индивидуального литья под давлением должна иметь возможность доказать свою способность снижать затраты с помощью данных.
Благодаря нашему опыту работы с кронштейнами для медицинских масок для искусственной вентиляции легких мы установили, что первоначальная цена на пресс-форму составила 47 000, а стоимость единицы изделия — 2,85. Проведя анализ DFM и внося изменения в процесс, нам удалось снизить стоимость оснастки для пресс-форм до 32 000, а себестоимость единицы продукции – до 1,94, что привело к сокращению на 32 % в обе стороны.
<блок-цитата>
В ISO 9001:2015 (Система управления качеством) прямо упоминается: Процесс производства деталей, отлитых под давлением, должен включать в себя отслеживаемый механизм записи параметров, ключевые данные процесса и процедуры должны сохраняться до конца жизненного цикла продукта.
Чтобы соответствовать требованиям, мы ввели трехэтапную проверку в каждом проекте: проверка входных данных проекта, анализ текучести пресс-формы, проверка пробного формования, проверка проверки, чтобы гарантировать, что затраты на каждое решение можно отследить.
Этот метод теперь является частью базы данных более 300 проектов литья под давлением JS Precision, что помогает сократить затраты в среднем на 18–25 %.
Загрузите информационный документ по оптимизации затрат на литье под давлением, чтобы освоить выбор стали для форм, методы сокращения цикла и методы расчета амортизации производства, а также заранее оценить потенциал оптимизации затрат для вашего индивидуального литья под давлением сервис.
Каковы основные структуры затрат, влияющие на ценовые факторы литья под давлением?
Ценовые факторы литья под давлением можно объединить в четыре основные категории: фиксированные инвестиции (проектирование и производство пресс-форм), переменные затраты (сырье и обработка), полупеременные затраты (постобработка и контроль качества) и скрытые затраты (инжиниринг и логистика). Эти четыре категории вместе составляют более 95 % общего предложения.
Постоянные затраты: проектирование и производство пресс-форм
<ул>
Выбор стали:P20 с (5–8/кг, срок службы 500 000 циклов), H13 с (12–18/кг, срок службы 1 000 000 циклов), S136 (20 долл. США, 30 долларов США/кг, срок службы 2 000 000 циклов). Тип используемой стали значительно влияет на срок службы формы и амортизацию каждого произведенного изделия.
Количество полостей: В качестве эталона взяты формы с одной полостью, формы с двумя полостями займут 50-70%. Для сравнения, формы с четырьмя полостями увеличивают время на 120-150%. Пресс-форма с 4 полостями имеет эффективность обработки 3,2–3,8 по сравнению с формой с одной полостью.
Переменные затраты: материалы и обработка
<ул>
Стоимость материалов: Пластики общего назначения — 1–5 долларов США за кг, конструкционные пластмассы — 15–50 долларов США за кг. Выбор материалов также будет, среди прочего, определять время обработки и срок службы пресс-формы.
Затраты на обработку: Затраты на амортизацию оборудования в час — 50–150 долларов США, потребление энергии — 5–15 долларов США в час, стоимость рабочей силы — 10–25 долларов США. цена на литье под давлением должна быть указана по пунктам.
Скрытые затраты: проектирование и логистика
<ул>
Инженерная поддержка DFM: 100–200 долларов США в час. Однако, привлекая ее на ранней стадии проектирования, вы можете получить значительную экономию средств при перенастройке в конце.
Пробное формование и исправления: 500–2000 долларов США за пробную версию. Благодаря внедрению предварительной визуализации DFM JS Precision позволяет им сократить количество пробных формований в среднем по отрасли с 5–7 до 2–3.
Свяжитесь с инженером, чтобы получить бесплатную разбивку стоимости вашего проекта и прозрачный шаблон расценок на литье под давлением.
Рис. 1. Круговая диаграмма, иллюстрирующая типичную разбивку затрат на литье под давлением.
Каковы 8 определяющих факторов и количественные диапазоны стоимости оснастки для пресс-формы?
Диапазон стоимости оснастки для пресс-формы составляет от 1000 (для простых прототипов 3D-печати) до 100 000+ (для сложных многополостейных производственных форм). Конкретную стоимость определяют восемь факторов: сталь, количество полостей, сложность, допуски, обработка поверхности, горячеканальный канал, требования к размерам и сроку службы.
Разбивка стоимости пресс-форм
<ол>
Проектирование: 10–15 %.
Закупка материалов: 25–35 %
Обработка на станках с ЧПУ/EDM: 35–45 %
Термическая обработка: 3–8 %
Сборка и пробное формование: 5–10 %
Влияние выбора стали на стоимость
<голова>
<тр>
Марка стали
Цена ($/кг)
Твердость (HRC)
Срок службы (циклы)
Наилучший вариант
<тело>
<тр>
P20
5–8
28–32
500 тыс.
Общие пластики АБС, ПП
<тр>
H13
12–18
46–52
1 миллион
Стеклонаполненные материалы
<тр>
S136
20–30
48–52
2 млн
Медицинские, оптически прозрачные детали
<тр>
NAK80
18–25
37–43
800 тыс.
Блестящие детали
Решение о номере полости
<ол>
Одногнездная пресс-форма: Стоимость производства равна базовому умножению на 1, амортизационные затраты на единицу выше.
Двухгнездная пресс-форма: Затраты возрастают на 50–70 процентов, но эффективность увеличивается почти вдвое.
Четырёхгнездная пресс-форма:Стоимость возрастает на 120-150%, апроизводительность увеличивается в 3,2-3,8 раза. Если потребность превышает 50 000 единиц в год, использование четырехгнездных форм вскоре приведет к снижению себестоимости единицы продукции.
Проще говоря, одногнездная пресс-форма, которая изначально кажется более дешевой, в конечном итоге окажется более дорогой и будет иметь более высокую цену за деталь. Одногнездная пресс-форма P20, производящая 500 000 деталей, стоит 0,016 за деталь. Однако стоимость четырехгнездной формы H13 для производства 2 000 000 деталей составила всего 0,0125 за деталь.
Рис. 2. Прецизионная литьевая форма из нержавеющей стали на столе мастерской.
Как можно количественно оценить элементы времени цикла, влияющие на стоимость процесса литья под давлением?
Стоимость процесса литья под давлением зависит от времени цикла, при этом фаза охлаждения составляет 60–80 % времени цикла. В 30-секундном цикле около 18–24 для охлаждения необходимы секунды, время введения составляет всего 2-5 секунд, время выдерживания под давлением - 3-5 секунд, время удаления - около 1-2 секунд.
Разбивка времени цикла (50-тонная машина, одна полость, деталь из полипропилена 100 г)
<ол>
Закрытие формы и впрыск: 2–5 секунд (6–17% времени цикла)
Удержание давления и компенсация усадки: 3–8 секунд (10–27 % времени цикла)
Охлаждение и отверждение: 15–25 секунд (50–83 % времени цикла) – максимальный потенциал оптимизации.
Открытие и извлечение формы: 1–3 секунды (3–10 % времени цикла)
Количественные методы и преимущества оптимизации охлаждения
<ул>
Конформное охлаждение – это технология охлаждения, при которой каналы охлаждения формируются в детали с помощью 3D-печати или пятиосевой обработки. Это уменьшает время охлаждения (на 20-40%), хотя оснастка для пресс-формы становится дороже из-за технологии (увеличение примерно на 15-30%).
Оптимизация канала: Диаметр должен примерно в 2–3 раза превышать толщину стенки (т. е. 8–12 мм), расстояние между двумя каналами должно быть примерно в 3–5 раз больше диаметра (т. е. 30–50 мм), а расстояние от части поверхности полости до стены — в 1,5–2 раза больше диаметра.
Регулирование охлаждающей среды: Снижение температуры воды на каждые 10 градусов Цельсия приводит к сокращению времени, необходимого для охлаждения, на 8–12%. Коэффициент теплопередачи можно повысить примерно на 40%, если увеличить скорость потока с 1 м/с до 3 м/с.
Формула расчета стоимости обработки единичной детали: Стоимость обработки единичной детали = почасовая оплата оборудования × время цикла (секунды) / 3600 × количество полостей пресс-формы.
Возьмем, к примеру, проект, который производит 1 миллион изделий в год: время, необходимое для выполнения одного цикла работы, сократилось с 30 секунд до 24 секунд (т. е. снижение на 20%), стоимость оборудования в час составляет 80, а затраты на обработку одного изделия уменьшаются с 0,667 до 0,533, так что фактически это приводит к экономии 13 400 ежегодно.
Как выбор материала может оптимизировать общую стоимость недорогих услуг по литью под давлением?
Недорогие услуги по литью под давлением направлены не просто на выбор наименее дорогого материала, но на выбор материала, который обеспечивает наименьшую общую стоимость. Хотя индивидуальная стоимость материала составляет всего 15-25% от общей суммы, выбор материала определяет время обработки цикла (которое составляет 30%), срок службы формы (около 40%), а также выход продукта (около 20%).
Общие цены на материалы и параметры обработки (рыночный справочник 2026 г.)
<голова>
<тр>
Материал
Цена ($/кг)
Температура обработки (°C)
Усадка (%)
Требования к сушке
<тело>
<тр>
ПП/ПЭ
0,8–1,8
180–240
1,0–2,5
Низкий
<тр>
АБС
1,8–3,5
220–260
0,4–0,7
Средний (80°C/2–4 часа)
<тр>
PA6/PA66
3,5–6,0
240–290
0,8–1,5
Высокая (80°C/4–6 ч, влажность <0,2%)
<тр>
ПК
4,0–7,0
280–320
0,5–0,7
Очень высокая (120°C/4–6 ч, влажность <0,02%)
<тр>
ПОМ
3,0–5,5
190–230
1,5–2,5
Средний
<тр>
ПЭЭК
80–120
360–400
0,3–0,5
Очень высокая (150°C/3–5 ч)
Модель принятия решения по совокупным затратам при выборе материала (базовый уровень PP = 1,0)
<ул>
ПП: Цена за единицу 1,2 доллара США/кг, время цикла 25 секунд, низкий износ пресс-формы, общий индекс затрат 1,0.
АБС: Цена за единицу товара 2,5 доллара США за кг, время цикла 30 секунд, общий индекс затрат 1,6.
PA6-GF30: Цена за единицу 4,5 доллара США за кг, время цикла 35 секунд, средний износ формы, общий индекс затрат 2,8.
ПК: цена за единицу 5,5 долл. США/кг, время цикла 40 секунд, общий индекс затрат 3,2.
PEEK: Цена за единицу 100 долларов США/кг, время цикла 45 секунд, высокий износ пресс-формы, индекс общих затрат 15,0+
Необходимо учитывать скрытые затраты на сушку материала. Содержание влаги в PA6 снизилось с 0,5% до уровня ниже 0,2%, в результате чего потребление энергии составило примерно 0,3–0,5 кВтч на килограмм сушки, увеличение на 0,04–0,06 доллара США. Для ПК сушку необходимо проводить при 120°С, пока содержание влаги в нем не упадет ниже 0,02%, в противном случае процент брака будет 5-15%. Эти скрытые расходы следует учитывать, когда компания собирается предоставить индивидуальное предложение на услуги литья под давлением.
Как рассчитывается амортизация объема производства при разбивке затрат на литье под давлением?
Объем производства — это фактор, который оказывает наибольшее влияние на себестоимость единицы продукции в разбивке затрат на литье под давлением. Увеличение производства с 27 единиц до 3937 единиц приведет к снижению общая стоимость единицы продукции составляет около 96-98%. Постоянные затраты на пресс-формы будут списаны по мере увеличения объемов производства.
Формула общей стоимости за единицу
Общая стоимость за единицу = (стоимость пресс-формы / общий объем выпуска) + стоимость материала за единицу + стоимость обработки за единицу + стоимость постобработки за единицу + стоимость контроля качества за единицу
В качестве примера рассмотрим набор из 15 000 форм и стоимость материала + механическая обработка 1,50 за единицу:
<голова>
<тр>
Годовой объем
Амортизация пресс-формы/шт.
Переменная стоимость/шт.
Общая стоимость единицы
Общая годовая стоимость
<тело>
<тр>
1000
15 долларов США
1,50 доллара США
16,50 долларов США
16 500 долларов США
<тр>
5000
3 доллара США
1,50 доллара США
4,50 доллара США
22 500 долларов США
<тр>
10 000
1,50 доллара США
1,50 доллара США
3 доллара США
30 000 долларов США
<тр>
50 000
0,30 доллара США
1,50 доллара США
1,80 доллара США
90 000 долларов США
<тр>
100 000
0,15 доллара США
1,50 доллара США
1,65 доллара США
165 000 долларов США
При увеличении производства на 9 000 единиц с первоначального уровня в 1 000 до 10 000 единиц предельные издержки единицы падают примерно на 81,8 %. При увеличении количества единиц до 100 000 количество единиц снижается еще на 45 %. Точка, когда компания начинает получать меньшую выгоду от каждой дополнительной произведенной единицы продукции, лежит где-то между уровнем производства 5000 и 10 000 единиц продукции в год.
Влияние количества полостей пресс-формы на амортизацию (годовое производство 50 000 единиц, общая стоимость пресс-формы 30 000 долларов США)
<ул>
Одна полость: Стоимость пресс-формы 18 000, время цикла 30 секунд, стоимость обработки единицы 0,42, общая стоимость единицы 0,78 доллара США.
Две полости: Стоимость формы 27 000 (+500,22, общая стоимость единицы 0,76 доллара США)
Четыре полости. Стоимость формы 42 000 (+1330,13, общая стоимость единицы 0,97 доллара США).
Когда годовое производство достигает 50 000 единиц, предпочтительным решением становится пресс-форма с двумя полостями, а когда объем производства превышает 100 000 единиц в год, форма с четырьмя полостями начинает приобретать явное преимущество. В расценках на литье под давлением должно быть рекомендовано оптимальное количество гнезд, основанное на фактическом годовом производстве.
Свяжитесь с инженером для бесплатного расчета амортизации вашего производства и оптимального количества полостей, а также получите отчет с анализом затрат на литье под давлением.
Рис. 4. Крупным планом горячеканальная система формовочной машины.
Как JS Precision снижает общие затраты на услуги литья под давлением за счет оптимизации DFM?
Большая часть затрат на детали, отлитые под давлением, окупается на этапе проектирования, и только около 70 % являются окончательными. В JS Precision Проверка проектирования для производства (DFM) проводится до открытия пресс-формы, что приводит к снижению общих затрат клиентов в среднем на 15–25 %.
Пять фундаментальных числовых принципов оптимизации DFM:
<ул>
Принцип однородности толщины стенок:
Рекомендуется иметь толщину стенок 1,5–4,0 мм, тогда как толщина соседних стенок не должна отличаться более чем на 25 %. Увеличение толщины стенки с 3 мм до 4 мм приводит к увеличению времени охлаждения примерно на 78% (время охлаждения рассчитывается в квадрате толщины стенки). Неравномерная толщина стенок приводит к появлению следов усадки и короблению, что, в свою очередь, увеличивает процент брака на 5–10 %.
<ул>
Нормы углов рисования:
1-2° на сторону для наружных поверхностей, 0,5-1° на сторону для функциональных поверхностей и 2-3° на сторону для глубоких полостей (>50 мм). На каждый 1° уменьшения угла наклона сила выталкивания увеличивается примерно на 20 %, что, в свою очередь, увеличивает износ пресс-формы.
<ул>
Регулировка углового радиуса:
Радиус внутреннего угла должен составлять не менее половины толщины стены (минимум 0,5 мм). Концентрация напряжений, вызванная острыми углами, ответственнасокращению срока службы формы на 30–50 %, а также затрудняет процесс заполнения.
<ул>
Параметры конструкции ребер:
Толщина у основания ребра не может превышать 60 % толщины стены, а высота должна превышать толщину стены не более чем в пять раз. Чрезмерно толстые ребра приводят к появлению следов усадки на обратной стороне.
<ул>
Оптимизация линии разъема и вытягивания сердцевины:
Каждое дополнительное устройство для вытягивания стержней увеличивает затраты на пресс-форму почти на 8000. Настоятельно рекомендуется сэкономить на инвестициях в пресс-форму за счет таких изменений, как изменение направления разъема или изменение конструкции продукта , чтобы избежать вытягивания стержня.
Процесс обслуживания JS Precision DFM
<ол>
Клиент загружает 3D-чертежи (формат STEP/IGS).
Отчет DFM будет предоставлен в течение двух дней (включая анализ толщины стенок, предложения по углу уклона, предупреждения о потенциальных дефектах и рекомендации по материалам).
Окончательное утверждение дизайна.
Этап изготовления пресс-формы.
Этот метод сокращает общее количество пробных формований с 5 до 7, что типично для отрасли, до 2–3, а на каждом испытании экономится 500–2000 долларов США. Основная идея недорогих услуг литья под давлением заключается не в снижении цены продукта, а в удалении отходов из процесса проектирования.
Как JS Precision снизила стоимость литья под давлением на 32% для производителя медицинского оборудования в реальном производстве?
Первоначальная стоимость изготовления пресс-формы для производителя медицинского оборудования в США составила 47 000 долларов США при себестоимости единицы продукции 2,85 доллара США. JS Precision снизила стоимость оснастки для пресс-формза счет оптимизации и корректировки параметров процесса. Стоимость пресс-формы была снижена до 32 000 долларов США, а стоимость единицы продукции - до 1,94 доллара США.
История клиента и проблемы:
Продукт клиента — держатель маски искусственной вентиляции легких из поликарбоната с годовой потребностью 80 000 единиц. Первоначальная конструкция была сложной: толщина стенок варьировалась от 2 до 6 мм, три механизма сердечника, четыре модели имели общую форму. Первоначальное предложение составляло 47 000 долларов США (сталь H13, горячеканальный канал, четыре полости) при себестоимости единицы продукции 2,85 доллара США. У клиента был потолок бюджета в 40 000 долларов США и целевая стоимость единицы продукции в 2,20 доллара США
Прецизионные решения JS
<ул>
Анализ DFM:
Толщина стенки была уменьшена с 6 мм до 3,5 мм (подтверждено ВЭД), время охлаждения сократилось с 32 секунд до 22 секунд. Направление разъема было изменено, и три операции вытягивания стержней были выполнены в одну, что позволило сэкономить еще 8000 долларов США. Было предложено объединить четыре модели в два набора сменных стержней пресс-формы внутри одной основы пресс-формы.
<ул>
Оптимизация производства пресс-форм:
Сталь с H13 заменена на P20 с поверхностным азотированием (8+500 азотирование), твердость HRC 38-42, срок службы 800 000 деталей. Заменив холодноканальную систему на горячеканальную, клиент сэкономил 6000 долларов США, сократив затраты на сталь с 3200 долларов США, а конструкция пресс-формы с двумя полостями упростила сложность формы, поскольку оригинальная форма была четырехкамерной.
<ул>
Оптимизация параметров процесса:
Заполнение формы при первом пробном формовании было несбалансированным, разница в весе между двумя полостями составила 2,3 % (стандарт <0,5 %), размер литника изменился (с 1,2 мм до 1,5 мм) и кривая скорости впрыска, второе пробное формование уменьшило разницу в весе до 0,3 %, коэффициент прохождения по размерам увеличился с 82 % до 97 %.
Конечное технологическое окно: Температура материала 290–300 ℃, температура формы 80–90 ℃, давление впрыска 80–100 МПа, давление выдержки 60–80 МПа, время выдержки 6 секунд, время охлаждения 22 секунды.
Извлеченные уроки:
Проблема высокой вязкости материала ПК не была учтена адекватно во время испытаний на формование Т1. В результате самое первое значение скорости впрыска 120 мм/с привело к чрезмерному сдвиговому нагреву (локальная температура плавления превысила 340 °C), что привело к появлению дефектов, таких как серебряные полосы и точки карбонизации на готовом продукте.
Внесено изменение: Скорость была снижена до 65 мм/с плюс трехступенчатый контроль скорости (быстрый-средний-медленный), а противодавление было увеличено с 5 бар до 10 бар. Время цикла увеличилось с 26 до 28 секунд (+2 секунды). При этом процент проходимости увеличился с 82 % до 97 %, а общая стоимость единицы продукции снизилась.
<блок-цитата>
ISO 10993-5:2009 «Биологическая оценка медицинских изделий» определяет, что для испытаний на цитотоксичность следует использовать культуральную среду, содержащую сыворотку, с временем воздействия не менее 24 часов.
Чтобы соответствовать этому стандарту, мы используем ПК медицинского класса при разработке медицинских масок и строго контролируем отслеживание партий материалов, чтобы обеспечить соответствие биосовместимости.
Окончательные результаты
<ул>
Стоимость оснастки для пресс-формы: 32 000 долларов США (на 32 % ниже первоначальной цены).
Стоимость единицы: 1,94 доллара США (на 32 % ниже исходного плана и на 12 % ниже цели клиента).
Общая экономия за первый год: 15 000 долларов США (форма) + 72 800 долларов США (единица) = 87 800 долларов США.
Срок службы пресс-формы: обработка азотированием P20 рассчитана на 800 000 циклов, что соответствует 8-летним производственным потребностям.
Срок поставки:10 недель от проектирования до первого массового производства (в среднем по отрасли 14–16 недель).
Получите сравнительный отчет о решениях по оптимизации DFM и стоимости аналогичных медицинских компонентов. Загрузите свои чертежи в JS Precision и получите бесплатную оценку и расценки на услуги OEM-литья под давлением в течение 24 часов.
Почему стоит выбрать JS Precision в качестве OEM-партнера по литью под давлением?
Выбор поставщика литьевых форм предполагает оценку двух основных факторов: минимальные общие затраты и минимальные риски. Благодаря прозрачному ценообразованию, предварительному внедрению DFM и системе полного контроля качества компания JS Precision завоевала более 50 OEM-клиентов по всему миру в качестве своих долгосрочных партнеров.
Уникальные возможности продаж JS Precision
<ул>
Полностью подробный счет: Каждое предложение по литью под давлением разбивается на стоимость стали пресс-формы, стоимость обработки, стоимость термообработки, стоимость сборки, стоимость пробной формы, стоимость материала, стоимость контроля качества, стоимость упаковки, стоимость логистики и цена фиксируется в течение срока действия предложения.
Анализ проектирования до производства (до DFM): Перед началом производственного процесса пресс-формы чертеж должен быть тщательно изучен в рамках анализа технологичности, который обычно предполагает около 8–15 точек оптимизации и тем самым сокращает общую стоимость примерно на 15–25%.
Полный контроль качества процесса: сертификация ISO 9001:2015, входной контроль → контроль процесса (SPC) → проверка первого изделия → полная проверка отгрузки (CMM). Критический размер CPk составляет ≥1,33 (отраслевой стандарт ≥1,0).
Быстрые сроки поставки: стандартные формы 6–8 недель, намного быстрее, чем стандартные 10–14 недель, срочные заказы занимают всего 4–5 недель. Отчет DFM будет доставлен в течение 48 часов, расчет стоимости — в течение 72 часов.
Долгосрочная ценность OEM-сервиса по изготовлению литьевых форм измеряется частотой повторения 85 % и средней экономией средств на 14–20 %. Выбор JS Precision означает, что вы выбираете поставщика, который обеспечит снижение затрат, которое можно четко измерить, и гарантию соблюдения графика поставок, которому можно доверять.
Часто задаваемые вопросы
Вопрос 1: Как получить точную расценку на литье под давлением, сохранив при этом конфиденциальность файлов САПР?
JS Precision принимает нарисованные от руки чертежи, технические двухмерные чертежи или фотографии существующих объектов с размерами. JS Precision сможет предоставить вам приблизительную стоимость (погрешность ±30%), но для окончательного расчета потребуются чертежи 3D CAD.
Вопрос 2: Каков минимальный объем заказа (MOQ) для индивидуального литья под давлением?
JS Precision не навязывает минимальный заказ. Можно разместить заказ на 100 штук, например, с использованием форм из алюминия или мягкой стали (3000–8000 шт.). Для больших объемов используются твердые формы (P20/H13/S136). Соответствующий тип пресс-формы будет выбран в качестве реального размера производственного цикла.
Вопрос 3: На какой срок службы пресс-форм мы можем рассчитывать?
В среднем форма P20 выдерживает около 500 000 циклов, форма H13 выдерживает 1 миллион циклов, а S136 — до 2 миллионов циклов. Но если изделие содержит стекловолокно, например PA6-GF30, срок службы формы сократится на 30–50%.
Вопрос 4: Возможно ли, что JS Precision поможет с дизайном для экономии средств?
Это одна из задач, в которых JS Precision может помочь. Мы предлагаем услугу «Проектирование для технологичности» (DFM) для оценки детали перед изготовлением пресс-формы на предмет черновых галтелей по толщине стенки, линий разъема и структур, вытягивающих стержни. Обычно это приводит к 8–15 предложениям по экономии средств, которые вместе сокращают счет на 15–25%. На самом деле, проверка и оптимизация конструкции полностью включены в этап составления коммерческого предложения и абсолютно по номинальной цене.
Вопрос 5: Каков обычно период времени, в течение которого вы занимаетесь литьем под давлением?
Обычный цикл изготовления пресс-формы составляет 6-8 недель, а при срочном производстве - 4-5 недель. Первые образцы (пробный образец Т0) будут переданы через 2 недели после готовности форм. Полносерийное производство обычно начинается через 1–3 недели после утверждения образца. Непосредственно загрузив эскизы проекта, вы получите ценовое предложение, и JS Precision свяжется с вами в очень короткие сроки.
Вопрос 6: Как JS Precision гарантирует стабильное качество деталей при больших объемах?
Контроль качества проводится на всех этапах: Проверка материала при получении → Проверка первого изделия (FAI) → Контроль процесса (SPC мониторинг основных размеров в режиме реального времени) → Полная проверка исходящей продукции (координатно-измерительная машина КИМ). Минимальное значение CPK для ключевых параметров – 1,33.
Вопрос 7: Какова финансовая разница между быстрой формой и настоящей для производства?
Прототип формы, изготовленной из алюминия или мягкой стали, стоит около 3 000–10 000 и может прослужить около 5 000–20 000 циклов. Стоимость производственной формы, изготовленной из одной марки инструментальной стали, составляет от 10 000 до 80 000+, а ее срок службы составляет 500 000–2 000 000 циклов. JS Precision консультирует клиентов, какую наиболее подходящую и экономичную форму следует использовать на различных этапах проекта.
Вопрос 8: Выполняет ли JS Precision вторичные операции после формования?
Мы предоставляем полный комплекс услуг по постобработке: удаление заусенцев, сварка горячим расплавом/ультразвуковая сварка, трафаретная/трансферная печать, напыление/гальваника, сборка, упаковка и доставка. Мы также можем предоставить комплексные услуги OEM-литья под давлением от проектирования пресс-форм до доставки готовой продукции.
Сводка
К факторам, влияющим на затраты на литье под давлением, относятся тип используемой стали, возможность сокращения времени цикла за счет оптимизации времени, затрачиваемого на охлаждение (60-80%), а также амортизация точечного производства, достигающая максимальной предельной выгоды (производство 5 000-10 000 штук в год). Каждая точка принятия решения имеет математическое оптимальное решение. JS Precision помогает своим клиентам принимать обоснованные решения, подкрепленные цифрами для всех возможных вариантов, раскрывая прозрачные детализированные цены, предварительную проверку DFM и сквозной контроль качества.
Как насчет того, чтобы получить правильную расценку на литье под давлением прямо сейчас? Отправьте файлы 3D-чертежей (STEP/IGS) и требования в JS Precision. В течение 48 часов мы бесплатно предоставим вам технико-экономическое обоснование DFM, выполненное нашей командой инженеров, а также подробное детализированное предложение, охватывающее все расходы, включая стоимость оснастки для пресс-форм, стоимость материалов, стоимость обработки и стоимость последующей обработки. Никаких предварительных обязательств не потребуется. Свяжитесь с нами сегодня.
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. Для JS Precision Services не существует никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Покупатель несет ответственность за определение конкретных технических требований и запрос официального предложения по запчастям. Пожалуйста, свяжитесь с нами для получения дополнительной информации.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами и сертифицирован по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения B2B-клиентам в 150 странах. Независимо от того, требуется ли вам мелкосерийное прототипирование или крупномасштабная индивидуализация, мы поддержим ваш проект, сократив время выполнения заказа до 24 часов. Выбирайте JS Precision, чтобы получить непревзойденную эффективность, качество и профессионализм.
Чтобы узнать больше или отправить запрос предложения, посетите наш веб-сайт: www.cncprotolabs.com
Эксперт по быстрому прототипированию и быстрому производству
Специализируется на механической обработке с ЧПУ, 3D-печати, уретановом литье, быстрой оснастке, литье под давлением, литье металлов, листовом металле и экструзии.