

L'estampage métallique est une sorte de technologie de fabrication qui peut traiter efficacement les feuilles de métal dans les composants de précision via la matrice et la presse. Le noyau réside dans l'utilisation de tampons métalliques pour appliquer une pression sur le métal d'estampage, ce qui entraîne l'estampagesproduits qui répondent aux exigences de conception.
Le processus présente les avantages d'une haute précision, d'une grande efficacité et d'un faible coût, et est devenu l'une des technologies de base de la fabrication industrielle moderne. Peu importe les exigences complexes de tolérance au niveau de la géométrie ou du micromètre,estampage métalliquePeut être produit de manière stable par ligne de production automatique pour répondre à la demande de livraison de nombreuses commandes. Les moules à haute précision de JS Company et l'équipement intelligent, améliore encore la fiabilité du processus d'estampage, aident les clients à raccourcir les cycles de développement de produits et à réaliser l'efficacité économique.
Qu'est-ce que l'estampage du métal?
L'estampage métallique est un processus de fabrication efficace de tôle dans les estampes métalliques à travers la synergie des tampons métalliques et des machines de presse. Le principe central consiste à utiliser la structure de précision de la matrice pour exercer une haute pression sur la plaque métallique, compléter l'estampage,flexion, étirement et ainsi de suite, et enfin former une forme de partie métallique complexe.
La technologie est largement utilisée dans les pièces automobiles, les boîtiers électroniques de produits, les composants de l'appareil domestique, etc. L'estampage des métaux peut être produit de manière stable par le biais de lignes de production automatisées pour répondre aux différents besoins des différentes industries.
Comment tamponner le métal?
L'estampage du métal est un processus de fabrication dans lequel les feuilles de métal sont transformées en une forme spécifique à travers une combinaison de moules et de presses.Voici les étapes de base:
1 et 1Conception et préparation des moisissures
- Selon les exigences des pièces, le modèle 3D est conçu, le logiciel CAO est utilisé pour optimiser la structure, puis haute précisionmoule en métalest fabriqué.Les tolérances de la matrice doivent être contrôlées à ± 0,01 mm pour assurer la précision de l'estampage.
- L'équipe JS effectue une analyse de simulation 3D des dessins téléchargés par les clients pour optimiser la faisabilité de l'estampage et fournir des commentaires sur les suggestions de modification.
2Sélection et prétraitement des matériaux
- Les matériaux métalliques communs tels que l'acier inoxydable, l'aluminium, le cuivre, etc. doivent être sélectionnés en fonction de l'utilisation de l'épaisseur et de la résistance du produit.Le pré-traitement comprend le nettoyage des taches d'huile de surface et des feuilles de lissage pour éviter les fissures ou la déformation lors de l'estampage.
- JS peut gérer plus de 50 matériaux pour répondre aux besoins de différents scénarios clients et industriels.
3 et 3Exécution du processus d'estampage
- Appuyez sur la tôle dans la matrice et appuyez sur la presse pour terminer le processus d'estampage, de flexion et d'étirement en séquence.Le processus peut produire des composants tamponnés en métal de forme complexe des centaines de fois par minute à la fois.
- JS Company utilise la technologie d'usinage CNC pour fabriquer des moules d'estampage de haute précision avec un cycle d'estampage allant jusqu'à 1 million, réduisant le coût de l'entretien ultérieur.Les lignes de traitement automatisées réduisent le temps de traitement de 70% et atteignent une production rapide dans le cycle de livraison.
4Retraitement et contrôle de la qualité
- Après l'estampage, les terrifiants doivent être retirés, les surfaces polies et les dimensions vérifiées (par exemple, mesures de coordonnées).Les paramètres clés comprennent la cohérence de la tolérance, la rugosité de surface (PR ≤ 0,8 μm) et les tests de dureté pour garantir aux normes du produit fini estampillé en métal.
- JS propose plus de 50 traitements de surface et plus de 20 options de traitement pour garantir des performances optimales pour tous les composants.
5Application et optimisation
Le métal estampillé est largement utilisé dans les pièces automobiles et les composants électroniques.En optimisant la conception des moisissures ou en ajustant les paramètres de pression, l'efficacité de la production peut être améliorée, les déchets de matériaux peuvent être réduits et le besoin de production de masse peut être satisfait.
Comment choisir des moules d'estampage en métal?
Considérations de base pour la sélection de moules d'estampage en métal
1 et 1Performance des matériaux de moule
Le matériau de Metal Stamper affecte directement la durée de vie et la précision d'usinage de Stamper.Le carbure (par exemple en acier au tungstène) convient pour attaquer les matériaux de dureté élevée et les aciers à outils (par exemple CR12MOV) adaptés aux métaux de résistance moyenne à faible.Les matériaux de correspondance doivent être sélectionnés en fonction de la dureté et de la ductilité du métal transformé.
2Exigences du processus d'estampage
Le type de processus detamponner sur le métal(comme l'estampage, l'étirement, la flexion) Détermine la structure du moule.Les moules complexes nécessitent des moules progressifs ou des moules multi-positions, tandis que les pièces simples peuvent être sélectionnées à partir d'un seul processus de moule.
3 et 3Balances de production et de coûts
Les moules à longue durée à coût (tels que les moules en carbure cimentés) sont préférés pour la production de masse, tandis que les moules de moules en acier à outils avec un meilleur rapport qualité-prix sont disponibles pour une petite production.
4Précision des moisissures et contrôle de la tolérance
Les composants de précision (par exemple les composants électroniques) nécessitent la sélection de modules ≤ ± 0,01 mm, tandis que la tolérance pour les composants structurels ordinaires peut être détendue à ± 0,05 mm.
5Support technique du fournisseur
JS Company a des capacités d'ingénierie inverse, telles que le balayage 3D pour réparer les moules, pour assurer une itération et une maintenance rapides.
Table de comparaison de moisissure en métal
| Facteurs de considération | Moule en alliage dur | Moule d'acier à outils | Moule à matériau en polymère |
| Matériaux applicables | Les métaux hautement durs tels que l'acier inoxydable et les alliages de titane. | Métaux à faible résistance comme l'aluminium et le cuivre. | Fine feuille d'aluminium, panneaux composites en plastique. |
| Cycle de vie (nombre de cycles d'estampage) | 1 000 000 + fois. | 500 000 à 800 000 fois. | Dans les 100 000 fois. |
| Coût | Élevé (les coûts élevés de matériaux et de traitement). | Moyen | Faible |
| Précision de traitement | ± 0,005 mm (pour les composants de précision). | ± 0,01 mm | ± 0,1 mm |
| Scénarios applicables | Composants du moteur automobile, connecteurs de précision. | Coquillages d'appareils ménagers, dissipateur de chaleur. | Petits ornements, échantillons temporaires. |
Choisissez des suggestions
- Exigences de haute précision:La priorité doit être donnée aux moules en alliage dur, combinés avecUsinage à cinq axesTechnologie pour assurer la précision des détails.
- Projet sensible aux coûts:Performances d'équilibre et budget des moules en acier à outils, adaptés à la production petite et moyenne.
- Vérification rapide:Les moules de matériau en polymère peuvent être utilisés pour les tests de prototypes, raccourcissant le cycle de développement.

Comment organiser la séquence du processus d'estampage métallique?
Le processus d'estampage métallique nécessite une disposition raisonnable en fonction de la forme, des caractéristiques des matériaux et de la précision des pièces.Voici un processus typique:
1 et 1Séquence de processus de base
Coupe
- Objectif: Feuilles métalliques de séparation pour obtenir un blanc ou un contour initial.
- Opérations: la compatibilité est contrôlée à ± 0,1 mm en utilisantcoupure métalliquetampon (par exemple, mame de décès ou punch) pour couper le matériau.
- Points clés: L'espace entre les moules doit correspondre à l'épaisseur du matériau (par exemple, l'écart entre les plaques en aluminium de 0,5 mm équivaut à environ 8% d'épaisseur).
Flexion
- Objectif: former une courbure ou un angle de courbure spécifique à travers la formation d'angle du tampon métallique.
- Opérations: Adoptez le moule en V-Goove pour ajuster le coup de punch pour éviter le rebond (si l'acier inoxydable doit être préinstallé de 0,5 ° de degré).
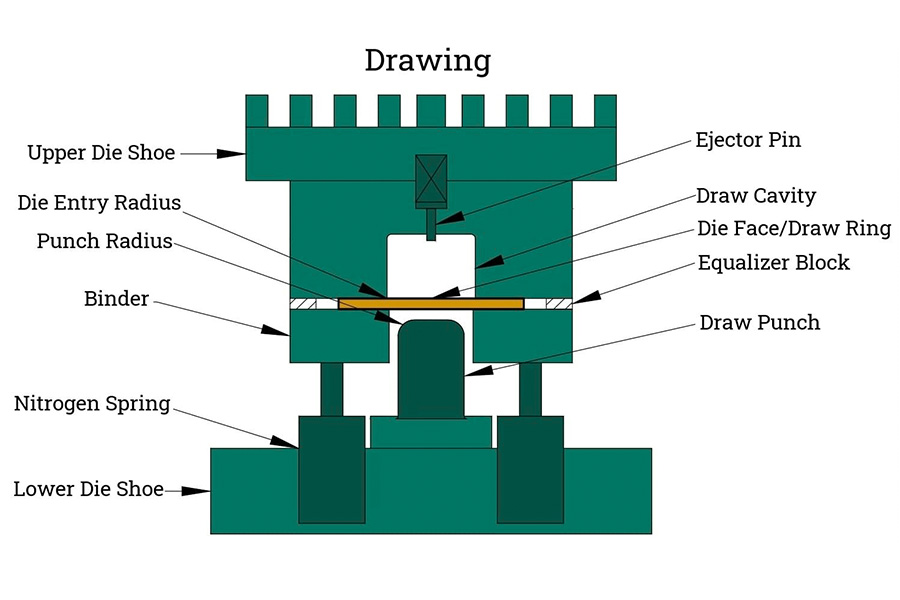
Dessin
- Objectif: Transformer un plan en une forme tridimensionnelle (par exemple les composants de tasse et de boîte) à l'aide d'un tampon métallique en profondeur.
- Opérations: Étirement étape par étape pour éviter les fissures et réduire le coefficient de frottement de l'huile de lubrification (comme l'huile minérale).
Formation
- Objectif: réaliser une structure complexe telle que le rabat et l'obturateur par plusieurs timbres métalliques.
- Opérations: L'estampage continu réduit les erreurs de positionnement et améliore l'efficacité de plus de 30%.
Finition
- Objectif: améliorer la qualité des produits finis en terminant des tampons métalliques ou des moules de surface.
- Fonctionnement: Épilation, polissage ou placage pour assurer la rugosité de surface ≤ 1,6 μm.
2Il est temps d'insérer un processus spécial
- Estampage chaud: Pour l'acier à haute résistance, il doit être chauffé à plus de 800 ° C avant d'être étiré et utilisé avec un résistant à haute températuretimbre métallique.
- Taraudage / rivetage: l'intégration du fil ou du rivetage dans le stade de finition nécessite un traitement synchrone avec une matrice composite spécialisée.
3 et 3Principes d'arrangement de processus
- Taux d'utilisation des matériaux: trous de poinçonnage et bords coupés pour réduire la production de déchets.
- Contrôle de déformation: étirement avant de se pencher pour éviter le rebond affectant la précision.
- Dusine de moisissure: Dans les derniers stades de la production de moisissures, un processus d'usure élevé (tel que des étirements profonds) est prévu pour réduire le coût d'usure du moule.
Quels sont les effets de la dureté des matériaux sur l'estampage des métaux?
Effet principal de la dureté des matériaux sur l'estampage métallique
1.Aut le taux d'usure
- L'estampage à haute dureté (comme les alliages en acier inoxydable et en titane) accélèrent l'usure des moisissures, entraînant une rugosité de surface accrue (valeur RA de 0,5 à 1,0 μm).
- Moules en alliage (comme l'acier en tungstène) ourevêtement de surfaceDes techniques (telles que le revêtement en étain) sont nécessaires pour prolonger la durée de vie.
2.Adjustateur des paramètres du processus d'estampage
- Les matériaux plus durs nécessitent une force de poinçonnage plus élevée (augmentant le tonnage de la presse de 20% à 30%) et une vitesse de poinçonnage plus faible pour minimiser la perte d'impact de la matrice.
- Les matériaux de dureté faible (comme le papier d'aluminium) sont faciles à rider, doivent régler la pression du bord pour augmenter l'utilisation de l'huile de lubrification.
3. CONSÉRATION DES PRODUITS FINI
- Lorsque la dureté de l'estampage du métal est supérieure à HRC 45, la limite de formage de traction diminue diminue, les fissures sont faciles à apparaître, et l'estampage progressif et les processus de recuit supplémentaires requis.
- Les matériaux de dureté faible subissent une mauvaise stabilité (fluctuation ± 0,1 mm) et des processus de finition supplémentaires sont nécessaires pour corriger la déformation.
4. Limitations d'applicabilité de matériaux
- Trop de dureté (comme l'acier éteint) peut provoquer une rupture de la lame de moisissure, alors choisissez une structure de moisissure composite (comme la moisissure de bloc).
- Ultra-basMatériaux de dureté(comme l'aluminium pur) nécessitent un traitement anti-adhérence (comme l'azrogénation des surfaces de moisissure).
Comparaison du processus d'estampage des différents matériaux de dureté
| Dureté matérielle (HRC) | Matériaux typiques | Défi du processus d'estampage |
Solution
|
Points clés du contrôle de la qualité |
| < HRC 20 | Acier à faible teneur en carbone, pur aluminium. | Grand rebond et mauvaise stabilité dimensionnelle. | Augmenter le processus de nivellement ou la conception de compensation de surfension. | Tolérance ± 0,1 mm, pas de rayures sur la surface. |
| HRC 20-35 | Acier inoxydable (1CR18NI9TI). | La moisson de moisissure rapidement, surface facile à rayer. | Utilisez des moules enduits de PVD avec de l'huile de lubrification pour aider à l'estampage. | RA≤0,8 μm, pas de bavures. |
| HRC 35-50 | Acier de printemps, acier à outils. | Le risque de fissure est élevé et la ductilité réduite. | Empestation progressive multi-étapes + traitement de recuit intermédiaire. | Taux d'allongement ≥15%, pas de fractures. |
| > HRC 50 | Alliage de titane, alliage dur. |
Le dé a une durée de vie de moins de 100 000 fois et est très cher. |
Moule de revêtement en diamant, processus d'estampage composite. |
La précision dimensionnelle ± 0,02 mm nécessite une inspection 3D. |
- Matériel à haute dureté: une priorité doit être donnée aux moules en alliage avec un équipement d'estampage lent (vitesse ≤50spm) et un recuit et un ramollissement doivent être ajoutés.
- Matériau de dureté faible: optimiser le dégagement du moule (réduire de 5% à 10%) et utiliser un amortisseur en polyuréthane pour réduire le rebond.
- Recommandation générale: prédire le risque de processus grâce à des tests de dureté des matériaux (comme le testeur de dureté Rockwell) et une pression de test si nécessaire.

Comment réduire le coût de l'estampage des métaux?
1. amélioration de la précision et réduction des déchets
Équipement et technologie de haute précision:
- Adopter ± 0,005 mm ultrausinage de précisionTechnologie (JS Core Technology) pour réduire le taux de rebut causé par l'écart de taille et réduire les coûts de traitement secondaire.
- Le système CAD / CAM simule le processus d'estampage, optimise la conception des moisissures et le réglage des paramètres à l'avance, et évite les déchets de matériaux dans la production réelle.
Production automatisée et détection intelligente:L'équipement d'estampage automatique est combiné avec un système de contrôle de la qualité en temps réel pour réduire les erreurs d'intervention manuelle et améliorer les taux de rendement.
2Gestion des matériaux et stratégie de sélection
Adaptabilité d'une variété de matériaux:Utilisez la base de données des matériaux métalliques de JS des matériaux métalliques (tels que l'acier inoxydable, l'alliage en aluminium, l'alliage de cuivre, etc.) pour sélectionner les matériaux les plus rentables en fonction des performances du produit et éviter la conception.
Technologie de recyclage et de nidification des matériaux résiduels: Maximiser l'utilisation de la carte (augmentation de 15% à 20% du taux d'utilisation des matériaux de JS) grâce à des algorithmes de composition intelligents, réduisez les déchets de matériaux d'angle et soutenez le recyclage de matériaux tels que l'aluminium et l'acier.
3 et 3Efficacité du processus et réponse rapide
Conception standardisée et modulaire:Fournit une bibliothèque standardisée de punch en métal (connecteurs, enveloppes, etc.) pour raccourcir les délais de conception et soutient les clients pourPersonnaliser rapidementaux modèles existants pour réduire les coûts de développement.
Mode de production agile:Engagez-vous dans 1 à 2 semaines de délai de livraison standard (y compris les commandes complexes) et réduisez les coûts supplémentaires pour les commandes d'urgence grâce à la gestion de la production allégée et à la planification des priorités.
4Conception collaborative et collaboration de processus
Intervention précoce dans la conception des clients:L'équipe JS fournit des services d'examen avant la conception pour optimiser la force structurelle, l'ajustement de tolérance et la faisabilité de l'assemblage du punch métallique pour éviter les coûts supplémentaires associés aux modifications ultérieures.
Partage de moisissure et gestion du cycle de vie:Fournir des services de maintenance et d'optimisation à long terme pour les moisissures à haute fréquence, prolonger la durée de vie des moules (la durée de vie moyenne des moules JS est de 30% plus longue que la norme de l'industrie) et diluer le coût unitaire des produits individuels.
5La production durable réduit les coûts et améliore l'efficacité
Certification de fabrication verte:La consommation d'énergie énergétique a été réduite (la consommation d'énergie JS a été réduite de 15%) grâce à la mise en œuvre du système de gestion environnemental ISO 14001 et de l'introduction d'équipements d'estampage économes en énergie et de lubrifiants renouvelables.
Réduire les coûts de processus et de logistique:FournirStrike de la conceptionService à guichet unique de traitement de surface (la capacité d'intégration JS couvre toute la chaîne), éliminant les coûts intermédiaires.
Comment JS Company assure-t-il la précision de l'estampage des métaux?
Équipement de pointe et technologie d'usinage de précision
1 et 1Équipement d'estampage ultra précision
- Équipé d'une allemagne / japon importée de servomotes de haute précision importées avec une précision de positionnement répétée ± 0,002 mm et une tolérance de support ± 0,005 mm.
- Adoptez les vis à billes, le rail de guidage droit et ainsi de suite sur les systèmes de transmission, réduisez l'erreur mécanique, garantissent la stabilité de la forme et des tolérances de position du punch matériel.
2Conception et fabrication de moisissures
- Le logiciel d'intégration CAD est utilisé pour simuler le processus d'estampage, optimiser la structure des moisissures (tels que la dégagement convexe, la précision des conseils) et réduire les terres et le risque de déformation.
- Le matériau du moule est en SKD11.Après traitement thermique, la dureté atteint HRC60 ou supérieure, et la durée de vie peut atteindre des millions de cycles d'estampage, assurant la cohérence deproduction de masse.
Systèmes de contrôle des processus intelligents
1 et 1Surveillance de la qualité en temps réel
- Système de mesure optique intégré et équipement d'automatisation, mesure en temps réel de la taille du punch, de la planéité, de la précision des trous, du dégagement automatique des produits non conformes.
- Grâce à un contrôle des processus statistiques, analysez les données de production, ajustement dynamique des paramètres d'estampage (pression, vitesse, température) pour éviter les écarts par lots.
2Réglage des propriétés des matériaux
Faites correspondre la meilleure qualité de matériau (par exemple AL6061) et l'épaisseur (0,1 à 5 mm) à l'application de punch métallique (par exemple, tôle et composants électroniques) pour éviter le rebond ou la fissuration en raison de la ductilité des matériaux insuffisante.
Système de gestion de la qualité du processus complet
1 et 1Certification ISO 9001 et IATF 16949
- Strictement conformément aux normes de l'industrie pour les pièces automobiles, 100% des tests sont effectués à partir du moment où les matières premières sont stockées au moment où le produit fini est hors de stockage, avec une précision de mesure des dimensions clés atteignant le niveau de μ (0,001 mm).
- Fournir une documentation du processus d'approbation des pièces de production, y compris les rapports de taille, les certifications matérielles et les données de test de performance pour assurer la sécurité de la vérification des clients.
2Ingénierie inverse et rétroaction rapide
Pour l'exactitude des commentaires des clients, l'analyse des échecs est effectuée à l'aide de la machine de mesure des coordonnées et de la machineschéma d'améliorationest fourni dans les 48 heures pour raccourcir le cycle de débogage.
Résumé
L'estampage métallique est la technologie de base de l'industrie moderne, qui peut transformer efficacement les feuilles de métal en timbres métalliques de haute précision. Le flux de processus comprend l'optimisation de la conception, l'adaptation des matériaux, la fabrication de moisissures, la production d'estampage et le retraitement, chaque étape nécessitant une tolérance stricte et un contrôle de déformation. La dureté du matériau influence directement l'usure de la matrice, la sélection des paramètres d'ajustement du processus et la qualité du produit fini.
Avec ultra-précision, son ultra précisionéquipement d'estampageLa technologie des moisissures Système de gestion de la qualité du processus complet JS Company garantit que la tolérance à l'estampage des métaux est contrôlée à ± 0,005 mm et que l'utilisation des matériaux est augmentée à plus de 92%.
Dans le même temps, il réduit la consommation d'énergie et les déchets grâce à des pratiques de fabrication durables. Fournir des solutions efficaces, fiables et rentables pour la fabrication met en évidence le rôle irremplaçable de l'estampage des métaux dans la fabrication de précision.

Clause de non-responsabilité
Le contenu de cette page est uniquement à des fins d'information.Série JSIl n'y a pas de représentations ou de garanties, expresses ou implicites, quant à l'exactitude, à l'exhaustivité ou à la validité des informations. Il ne faut pas déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, une qualité de matériau et un type ou une fabrication via le réseau Longsheng. C'est la responsabilité de l'acheteurExiger une citation de piècesIdentifiez les exigences spécifiques pour ces sections.Veuillez nous contacter pour plus d'informations.
Équipe JS
JS est une entreprise de pointeConcentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience avec plus de 5 000 clients, et nous nous concentrons sur une haute précisionUsinage CNC,Fabrication de tôles,Impression 3D,Moulage par injection,Estampage en métal,et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage à 5 axes de pointe, certifié ISO 9001: 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité aux clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de production à petit volume ou de personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisirTechnologie JSCela signifie l'efficacité de sélection, la qualité et le professionnalisme.
Pour en savoir plus, visitez notre site Web:www.cncprotolabs.com
FAQ
1. Quels outils sont nécessaires pour l'estampage métallique?
Comprend une matrice de haute précision, une presse, un outil, un lubrifiant, des dispositifs de serrage, un équipement d'inspection de qualité, etc.La moisissure assure la précision de la forme, la pression fournit la pression de punch, l'outil termine la coupe, le lubrifiant réduit le frottement, la plaque fixe du luminaire, l'équipement de test assure la cohérence des dimensions.
2Quels matériaux conviennent à l'estampage?
Les matériaux communs comprennent l'acier inoxydable, l'aluminium, le cuivre, les assiettes en acier, etc.L'épaisseur (0,1 à 5 mm) et la résistance doivent être sélectionnées en fonction de l'objectif du produit, en tenant compte de la ductilité, de la résistance à la corrosion et des besoins en coût.
3. Les pièces tamponnées ont-elles besoin d'un traitement supplémentaire?
Les pièces estampillées nécessitent généralement l'élimination, le polissage ou le traitement de surface pour améliorer l'apparence, la résistance à la rouille ou la compatibilité fonctionnelle.Le traitement dépend de l'objectif du produit, par exemple, les composants électroniques nécessitent un polissage à haute précision et les pièces automobiles nécessitent souvent des revêtements anticorrosifs.
4. Quelles sont les conséquences de l'estampage du métal trop rapidement?
L'estampage à grande vitesse peut provoquer une déchirure des matériaux ou un impact sur les moisissures dues à l'inertie.Normalement, la vitesse d'estampage en acier inoxydable est contrôlée à 50 à 80 fois permutalite, tandis que l'aluminium peut être augmenté jusqu'à 120 fois permutorine, selon la malléabilité du matériau.
Ressources

