
Umspritzungsdienste stellen die Designüberlegungen von Metallkomponenten für die Luft- und Raumfahrt auf den Kopf. Tatsächlich liegen die meisten herkömmlichen Metallteile in der Luft- und Raumfahrt immer noch über ihren Gewichtsgrenzen aufgrund von Befestigungselementen und Klebstoffen, was wiederum zu einem Anstieg der Kosten pro Pfund für den Flug führen wird.
Wie lässt sich das Gewicht um 30 % senken und gleichzeitig Rissbildung und Reibverschleiß durch Temperaturwechsel vermeiden und gleichzeitig den sehr strengen AS9100-Standard einhalten?
JS Precision bietet AS9100-zertifizierte Umspritzungsdienstleistungen für die Luft- und Raumfahrt an, den Prozess, bei dem Metalle und Polymere durch Metallumspritzungstechnologie kombiniert werden. Dies führt zur Eliminierung der Duplizierung von Teilen und zu einer Reduzierung der TCO (Total Cost of Ownership) um bis zu 25 %
Zusammenfassung der Kernantwort
|
Kernprobleme
|
Technische Lösungen
|
Schlüsselparameter
|
Wert für Sie
|
|---|---|---|---|
|
Gewichtsreduktion und Kraftbalance
|
Integrierte Metall- und Polymerbeschichtung
|
20-35 % Gewichtsreduktion
|
Reduzierte Flugkosten um 0,5 $/Pfund
|
|
Thermal Cycle Cracking
|
PEEK/PEI-Material + Formflussanalyse
|
-55℃~150℃ 1000 Zyklen
|
Kein Schnittstellenfehler
|
|
Abdichtung und Isolierung
|
Hochleistungs-Thermoplast
|
EMI-Abschirmung >80 dB, Spannungsfestigkeit 15 kV
|
Integriertes Design
|
|
Frequency Wear
|
Optimierte Beschichtungsdicke
|
Reibungskoeffizient <0,2
|
3x längere Lebensdauer
|
Wichtige Erkenntnisse
- Direkte Kostensenkung: Jedes Pfund Gewicht, das bei einem Flugzeug eingespart wird, führt zu einer Einsparung von 500 bis 1000 US-Dollar über den gesamten Lebenszyklus des Flugzeugs.
- AS9100-Zertifizierung ist das Endergebnis: Die Umspritzungsdienste von JS Precision werden durch Temperaturwechsel und interne Belastungstests validiert.
- Klare Vorteile der Gesamtbetriebskosten (TCO): Das Umspritzen führt zu einer geringeren Anzahl an Befestigungselementen und Montageschritten, was zu einer Reduzierung der Gesamtkosten um 20–30 % führt.
- Hohe Durchmischung, Kleinserienproduktion möglich: Schneller Formwechsel + Prozessparameterbibliothek, Lieferzyklus auf bis zu 6 Wochen verkürzt.
Warum sollten Sie sich für unsere Umspritzungsdienste entscheiden? Die Luft- und Raumfahrtkompetenz von JS Precision
Als Premium-Kunde im Luft- und Raumfahrtsektor besteht Ihre Hauptanforderung an Umspritzungsdienstleistungen wahrscheinlich darin, Maßnahmen zur Kosteneinsparung und Effizienzsteigerung umzusetzen, die Ihren Zielen der Gewichtsreduzierung, Festigkeit und Compliance entsprechen. Genau dieses Problem kann JS Precision genau für Sie lösen.
JS Precision nutzt unsere mehr als zehnjährige Erfahrung im Umspritzen der Luft- und Raumfahrtindustrie und ist ein kompetenter Partner, der maßgeschneiderte Lösungen für Ihre Anforderungen herstellen kann, einschließlich der Erfüllung der AS9100-Standards.
JS Precision hat über 100.000 umspritzte Komponenten an mehr als 20 Luft- und Raumfahrtunternehmen weltweit geliefert ohne eine einzige größere Qualitätsbeschwerde, Sie können sich also sicher sein, dass Sie uns Ihr Geschäft anvertrauen.
Compliance- und Leistungsstandards sind die letzten Dinge, über die Sie sich Sorgen machen sollten. Die Dienstleistungen von JS Precision entsprechen vollständig dem SAE AS5282-Standard für thermoplastische Umspritzteile für die Luft- und Raumfahrt. Darüber hinaus durchläuft jede auf Sie zugeschnittene Umspritzungslösung strenge Leistungstests und Konformitätsprüfungen.
Ähnlich verhielt es sich mit einem globalen Luft- und Raumfahrtkunden, der sich über das hohe Gewicht seines Bauteils und die Rissbildung während der Temperaturwechselbeanspruchung beklagte: Nachdem er auf die Metallumspritzungstechnologie von JS Precision zurückgegriffen hatte, konnte er nicht nur sein Gewicht um 31 % reduzieren, sondern auch 1.500 Wärmezyklen ohne Rissbildung absolvieren, die Stückkosten um 22 % senken und 800.000 US-Dollar pro Jahr einsparen.
JS Precision verfügt über ein professionelles Ingenieursteam und modernste Overmold-Spritzgussmaschinen. Darüber hinaus haben wir eine Datenbank mit Prozessparametern für hochwertige Materialien wie PEEK und PEI erstellt.
Dadurch können sie nicht nur die Anforderungen Ihrer vielfältigen Produktion in kleinen Chargen erfüllen, sondern auch die Zeit Ihres Projekts drastisch verkürzen.
Es spielt keine Rolle, ob Sie komplizierte Avionikgehäuse oder Hochdruck-Hydraulikteile benötigen, JS Precision ist Ihr Ansprechpartner für Umspritzungslösungen, die durch genaue Prozesskontrolle und Strukturoptimierung meisterhaft Leichtigkeit, Festigkeit und Kosteneffizienz vereinen. Dies wird Ihnen dabei helfen, das Beste aus Ihren Hauptanforderungen herauszuholen.
Möchten Sie überprüfen, ob die Umspritzungstechnologie Ihre Probleme bei Luft- und Raumfahrtkomponenten lösen kann? Kontaktieren Sie unsere Ingenieure für eine kostenlose individuelle Lösungsbewertung und lassen Sie Ihr Projekt von professioneller Technologie absichern.
Wie können Umspritzungsdienste für die Luft- und Raumfahrt den Kernwert der Metall-Polymer-Integration bei der Gewichtsreduzierung realisieren?
Der Hauptfaktor der Gewichtsreduzierung bei Luft- und Raumfahrtkomponenten ist das Gleichgewicht zwischen Kosten und Festigkeit. Aerospace Overmolding Services schweißt Metalleinsätze mit Polymeren – ohne Befestigungselemente und Klebstoffe, was zu einer Gewichtsreduzierung von 20–35 % und einer Senkung der Flugkosten um 0,5–1,2 USD pro Pfund führt, was genau Ihren Anforderungen entspricht.
Von reiner Metall- zur Metall + Polymer-Integration: Ein technologischer Wandel
Herkömmliche Metallteile für die Luft- und Raumfahrt sind schwer und klobig. Metallumspritzung ist eine Technologie, die die traditionelle mechanische Verbindung ersetzt, indem sie Metallteilen eine Polymerhaut verleiht. Es verwandelt einzelne Metallteile in ein Ganzes und bewahrt gleichzeitig das Gleichgewicht zwischen Gewichtsreduzierung und Festigkeit.
|
Lösungstyp
|
Anzahl der Teile
|
Gesamtgewicht
|
Zugfestigkeit
|
Einzelstück-Montagezeit
|
|
|---|---|---|---|---|---|
|
Traditionelle Metallmontage
|
12
|
34
|
450g
|
520MPa
|
15 Minuten
|
|
Integrierte Umspritzung (Metallumspritzung)
|
1 (Metalleinsatz)
|
0
|
310g
|
510MPa
|
2 Minuten
|
|
A320 Bracket Assembly Test
|
6
|
30
|
1,2 kg
|
480MPa
|
12 Minuten
|
|
A320 Bracket Integrated Overmolding Test
|
1 (Metalleinsatz)
|
0
|
0,85 kg
|
470MPa
|
3 Minuten
|
Welche Rolle spielt die Overmolding-Technologie bei der Eliminierung von Befestigungsmitteln und Klebstoffen und damit bei der Reduzierung des Bauteilgewichts?
Normalerweise sind Befestigungselemente und Klebstoffe die Hauptgründe für die Gewichtszunahme bei Metallkomponenten.
Beim Umspritzen von Teilen entfallen mechanische Verbindungen durchdie Verwendung struktureller Schnapp- und Reibungsverriegelung, was zu einer Gewichtsreduzierung an der Quelle führt. Die Montage der A320-Halterung reduzierte das Gewicht um 29 % und gleichzeitig wurde die Montageeffizienz um 75 % verbessert.
Vereinfacht ausgedrückt entspricht dies dem Zusammensetzen bereits integrierter Legosteine statt jedes einzelnen Teils. Es beseitigt den Frust beim Zusammenbau und reduziert die Anzahl der erforderlichen Verbindungsteile, was zu einer erheblichen Gewichtsreduzierung führt.
Wie eliminiert die Overmolding-Technologie Befestigungselemente und Klebstoffe, um das Bauteilgewicht zu reduzieren?
Mithilfe der Topologieoptimierung kann die Menge des verwendeten Metalls reduziert und gleichzeitig eine Polymerverstärkung eingesetzt werden, um die Festigkeit zu erhöhen. Die Dicke der Metalleinsätze von 3 mm wurde auf 1,5 mm reduziert.
Ein Beispiel für einen Hydraulikverteiler zeigte, dass die Festigkeit um 95 % erhalten blieb, das Gewicht um 22 % reduziert wurde und die Kosten pro Einheit um 12 US-Dollar gesenkt wurden, was zu jährlichen Einsparungen von 600.000 US-Dollar führte.
Möchten Sie mehr über Fälle zur Gewichtsreduzierung beim Umspritzen von Teilen erfahren? Laden Sie unser Whitepaper herunter, um kostenlose detaillierte Referenzen und Datenunterstützung für die Gewichtsreduzierung von Luft- und Raumfahrtkomponenten zu erhalten.
Wie lösen Hersteller von As9100-Umspritzungen das Problem der Grenzflächenrisse der Beschichtungsschicht bei thermischen Wechselwirkungen bei -55 °C bis 150 °C?
Luft- und Raumfahrtteile müssen starken Temperaturschwankungen von -55℃ bis 150℃ über lange Zeiträume standhalten.Die größte Herausforderung in der Branche ist die Rissbildung an der Schnittstelle zwischen der Mantelschicht und den Metalleinsätzen.
Hersteller von AS9100-Umspritzungen mit PEEK/PEI-Materialien und genauen Prozessen im Einklang mit den SAE AS5955-Standards können diesem Problem wirksam begegnen Problem.
Der Unterschied in den Wärmeausdehnungskoeffizienten führt zu einer Spannungskonzentration an der Grenzfläche, die zu Rissen führt
Die Hauptursache für Grenzflächenrisse ist der Unterschied in den Wärmeausdehnungskoeffizienten zwischen dem Metall und dem Polymer. Bei Temperaturen von -55℃ bis 150℃ erreicht der Spannungsunterschied zwischen Aluminium 6061 und reinem PEEK 12 MPa an der Grenzfläche, was es anfällig für Risse bei Langzeitzyklen macht.
Um es einfach auszudrücken: Es ist so, als würde man ein Stahlband und ein Plastikband sehr fest zusammenkleben, sie dann einfrieren und sie wiederholt direktem Sonnenlicht aussetzen. Unterschiedliche Ausdehnungs- und Kontraktionsgeschwindigkeiten führen schließlich dazu, dass die Verbindung reißt.
Materialauswahl und Prozessparametersteuerung zur Verhinderung von Schnittstellenrissen
- Materialwechsel: Durch die Implementierung eines neuen Materialverbunds aus PEEK + 30 % Glasfaser wird der Ausdehnungskoeffizient drastisch auf 18 ppm/℃ gesenkt, was nahezu dem des Metalls entspricht, wodurch eine deutliche Reduzierung der Spannung an der Grenzfläche erreicht werden kann.
- Prozessmanagement: Stellen Sie die Formtemperatur auf 150℃±2℃ ein und steuern Sie die Abkühlgeschwindigkeit auf 5℃/min, um eine schnelle Polymerverfestigung und innere Spannungen zu verhindern, die zu Rissen führen können.
- Bestätigungskriterium: Der Artikel hat 1500 Wärmezyklenohne Risse durchlaufen, was deutlich über dem AS9100-Standard von 1000 Zyklen liegt.
Schnittstellenbehandlungstechnologie verbessert die Haftfestigkeit
Bei Metalleinsätzen steigt die Oberflächenrauheit Ra nach der doppelten Behandlung durch Laserätzen und Auftragen von Haftvermittler auf 3,2 μm und die Bindungsfestigkeit springt von 18 MPa auf 32 MPa. Selbst nach feuchter Hitzealterung bleibt die Festigkeit bei 85 %.
Wie können Hochleistungs-Umspritzteile die Herausforderungen bei der Abdichtung und Isolierung in rauen Luftfahrtumgebungen lösen?
Elektronische Geräte und Hydrauliksysteme in der Luft- und Raumfahrt erfordern ein sehr hohes Maß an Abdichtung und Isolierung. Die Verwendung von Materialien wie PEEK oder PEI für leistungsstarke Umspritzteile zusammen mit wissenschaftlich fundiertem Strukturdesign kann Ihnen helfen, eine raue Umgebung zu überstehen.
Ausdehnungskoeffizient bei extremen Temperaturunterschieden und Dichtungsdesign
Der Temperaturunterschied im Gerätepaneel kann -55℃ bis 200℃ betragen. Der Unterschied in den Ausdehnungskoeffizienten zwischen PEI und Kupfereinsatz ist auf weniger als 6 ppm/℃ optimiert. Zusammen mit einer O-Nut und einer Presspassung von 0,1 mm beträgt die Leckagerate weniger als 5×10⁻⁵ Pa·m³/s, was über den Luftfahrtstandards liegt.
PEEK/PEI-Korrosionsbeständigkeit und EMI-Abschirmleistung
|
Materialtyp
|
Luftfahrt-Hydraulikölbeständigkeit (Skydrol 500B)
|
EMI-Abschirmungswirksamkeit (30 MHz–1 GHz)
|
Durchschlagsfestigkeit
|
Kontinuierliche Betriebstemperatur
|
Anwendbare Szenarien
|
|---|---|---|---|---|---|
|
PEEK
|
500 Stunden keine Schwellung
|
80 dB (mit 15 % Edelstahlfaser)
|
24kV/mm
|
260℃
|
Hydraulische Komponenten, Hochtemperaturteile
|
|
PEI
|
400 Stunden keine Schwellung
|
82 dB (mit 15 % Edelstahlfaser)
|
28kV/mm
|
220℃
|
Luftfahrtelektronikgehäuse, Verkabelungsstrukturen
|
|
PEEK + 30 % Glasfaser
|
600 Stunden keine Schwellung
|
78 dB (mit 15 % Edelstahlfaser)
|
26kV/mm
|
280℃
|
Hochdruck-Hydraulikverteiler, motorseitige Teile
|
|
PEI + 20 % Kohlefaser
|
450 Stunden keine Schwellung
|
85 dB (mit 15 % Edelstahlfaser)
|
30kV/mm
|
240℃
|
Standards und Daten für Luftdichtheitsprüfungen
Die Helium-Massenspektrometrie-Leckerkennungsmethode in Kombination mit dem AS9100D-Standard kann sicherstellen, dass die Leckrate von umspritzten Teilen ≤1×10⁻⁴ Pa·m³/s beträgt undnach 0-2MPa und 1000 Druckzyklen keine Leckage auftritt, was Ihren Dichtungsanforderungen entspricht.
Wie vermeidet man Micro-Motion-Verschleiß bei hydraulischen Stützen in der Luftfahrt durch Metallumspritzung?
Hochfrequente Vibrationen von hydraulischen Stützen in der Luft- und Raumfahrt können zu Reibverschleiß führen, zu größeren Abständen führen und zu Leckagen an Metall-zu-Metall-Kontaktbereichen führen. Bei der Metallumspritzung wird eine Polymerschicht verwendet, um die Kontaktflächen zu trennen, wodurch die Lebensdauer der Komponenten verlängert und Sicherheitsrisiken verringert werden.
Fressverschleißmechanismus und Fehlerdaten
Wenn hydraulische Stützen in der Luft- und Raumfahrt betrieben werden, vibrieren sie mit einer Frequenz von 50 Hz und einer Amplitude von 0,2 mm. Kontaktflächen von Metallen, die in direktem Kontakt miteinander stehen, verschleißen sehr schnell, was in vielen Fällen zu Hydrauliklecks und Druckabfall führt. Solche Situationen führen zu erhöhten Wartungskosten und Sicherheitsrisiken.
Polymer-Overmolding-Designparameter
Die optimierte PEEK-Umspritzung ist 2 mm dick und hat eine Shore-D85-Härte. Eine kleine Menge PTFE (10 %) lässt den Reibungskoeffizienten auf 0,16 sinken. Dies bedeutet, dass die Verschleißtiefe nach 10 Millionen Zyklen nur 2,1 μm beträgt, was einer vierfachen Verlängerung der Modullebensdauer entspricht.
Optimierung der Grenzflächenspannungsverteilung
Mit der Finite-Elemente-Analyse kann der Kontaktdruck an der Metall-Polymer-Grenzfläche auf 35 MPa gesenkt werden. Die Spannungsverteilung durch die Umspritzung wird verbessert und die neu gestalteten Kanten, die zu einer geringeren Spannungskonzentration führen, sorgen für die Stabilität des Betriebs.
Müssen Sie Probleme mit Reibverschleiß lösen? Senden Sie Ihre Komponentenparameter und wir erstellen einen kostenlosen Kostenvoranschlag für Ihr individuelles Metallumspritzungsprojekt, wodurch die Modullebensdauer erheblich verlängert wird.

Abbildung 1: Nahaufnahme einer Industrieanlage in einem Flugzeughangar, die die Anwendung der Metallumspritzungstechnologie zur Herstellung oder Reparatur kritischer hydraulischer Stützkomponenten zeigt.
Wie können die Prozessparameter des Umspritzspritzgießens optimiert werden, um innere Spannungsrisse zu vermeiden?
Parameter des Overmold-Spritzgießens steuern, wie viel innere Spannung sich aufbauen kann. Wenn die innere Spannung zu hoch wird, können Teile sehr leicht reißen. Durch die sehr genaue Einstellung der Parameter und die Analyse des Formflusses hält JS Precision die innere Spannung unter 8 MPa und hilft Ihnen, Nacharbeitskosten zu senken.
Warum die wichtigsten Prozessparameter ändern und was die Kunden erhalten
- Spritzdruck: Wenn das segmentierte Spritzgussverfahren (80 MPa Fülldruck, 60 MPa Haltedruck) innerhalb von 80–100 MPa gehalten wird, führt es zu einer Reduzierung der inneren Spannung um 30 % und einer Steigerung der Produktausstoßrate von 88 % auf 99,2 %.
- Formtemperatur: Wenn Sie die Temperatur für PEEK-Materialien auf 150–170 °C und für PEI-Materialien auf 120–140 °C einstellen, wird der Schrumpfungsstress verhindert, der durch die schnelle Verfestigung von Polymeren bei niedrigen Temperaturen entsteht.
- Abkühlgeschwindigkeit: Gradientenkühlung bei 3-5℃/min verringert den Abkühlungsunterschied zwischen den Polymer- und Metalleinsätzen und verringert so die Grenzflächenspannung.
- Haltezeit: 15–20 s, gewährleistet eine ausreichende Polymerfüllung, verringert die Schrumpfung und verbessert die Dimensionsstabilität der umspritzten Teile um 40 %.
Anwendung der Moldflow-Analyse in der Prozessoptimierung
Moldflow-Analyse ist in der Lage, zunächst die Produktionssimulation durchzuführen, die potenziellen Zonen lokaler innerer Spannungen zu identifizieren und sogar die Designänderungen zu unterstützen.
Zum Beispiel konnte bei einem Avionikgehäuse durch den optimierten Prozess die durch thermische Zyklen verursachte Rissbildung vollständig eliminiert werden, sodass keine Nacharbeitskosten anfielen.
Vereinfacht ausgedrückt ist es so, als ob man die topografischen Untersuchungen und die Kartierung der Route lange vor dem Bau der Autobahn durchführen würde, um steile Hänge, scharfe Kurven und andere problematische Stellen zu vermeiden, um einen reibungslosen Verkehrsfluss für das Polymer zu gewährleisten und gleichzeitig einen übermäßigen Spannungsaufbau (Spannungskonzentration) zu verhindern.

Abbildung 2: Eine Nahaufnahme einer geformten Kunststoffkomponente mit einem markanten, verzweigten Riss mit der Bezeichnung „Cracks in Molded parts“, der einen Fehlermodus veranschaulicht, der möglicherweise durch innere Spannung verursacht wird.
Warum sind maßgeschneiderte Umspritzungsdienstleistungen die optimale Lösung für die Integration komplexer Luftfahrtkomponenten?
Luft- und Raumfahrtkomponenten sind in der Regel sehr kompliziert und haben sehr spezielle Formen. Daher können Standardprodukte die Integrationsanforderungen nicht erfüllen.
Tatsächlich können maßgeschneiderte Umspritzungsdienste nicht nur perfekt Ihre Struktur-, Leistungs- und Compliance-Anforderungen erfüllen, sondern auch dazu beitragen, sowohl Design- als auch Montagekosten zu senken.
Kundennutzen der Kernvorteile maßgeschneiderter Umspritzungsdienste
Maßgeschneiderte Umspritzungsdienste bringen Ihnen unmittelbare Vorteile: bessere Montageeffizienz, geringere Arbeitskosten, maßgeschneiderte Materialien für garantierte Leistung und die Möglichkeit, die AS9100D-Standards einzuhalten, wodurch Compliance-Risiken reduziert werden.
Fallstudie: Maßgeschneiderte komplexe Luft- und Raumfahrtkomponenten
Ein Kunde aus der Luft- und Raumfahrtindustrie wünschte sich einen elektronischen Anschlusskasten, der 12 Metallanschlüsse integriert und über 3 Sensormontagepunkte verfügt. JS Precision konnte durch das Anbieten maßgeschneiderter Dienstleistungen ein einziges Design realisieren, das sowohl die Anforderungen an die EMI-Abschirmung als auch an die Temperaturbeständigkeit erfüllt.
Mit dieser Lösung wurde die Anzahl der Anschlusskastenteile von 28 auf 1 reduziert, was zu einer enormen Verkürzung der Montagezeit führte, eine EMI-Abschirmung von 88 dB wurde erreicht und die Stückkosten wurden um 25 % gesenkt, was bedeutet, dass der Kunde jährlich 450.000 US-Dollar einspart.
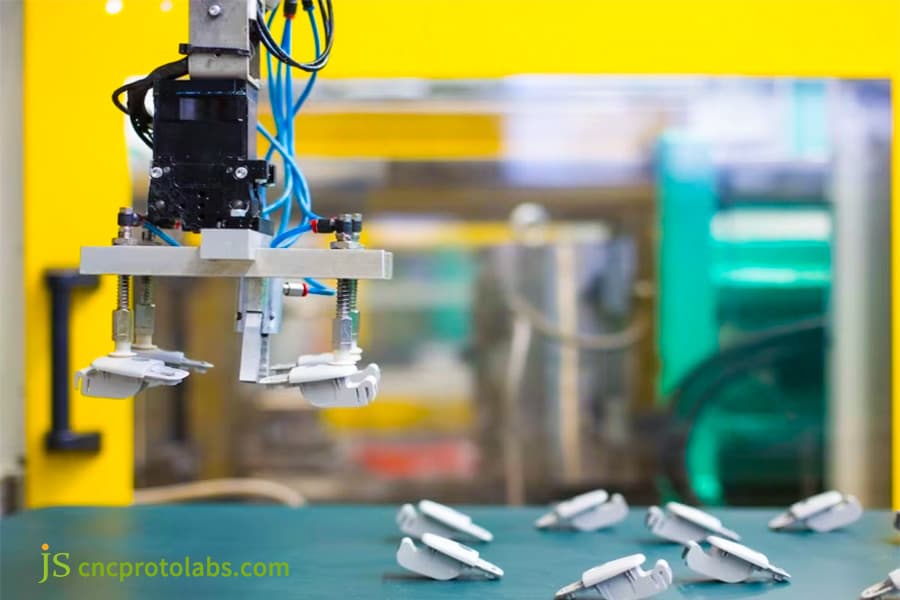
Abbildung 3: Ein Roboterarm in einer industriellen Umgebung nimmt mehrere weiße, mit Metall umspritzte Komponenten präzise von einer Arbeitsfläche auf und demonstriert so die automatisierte Handhabung in der Präzisionsfertigung.
Wie balancieren Hersteller von AS9100-Umspritzungen Kosten und Lieferzyklen angesichts der hohen Nachfrage nach Kleinserien in der Luftfahrtindustrie?
Im Luft- und Raumfahrtsektor müssen meist einige verschiedene Arten von Artikeln in sehr kleinen Mengen hergestellt werden (nur 50–500 Stück pro Charge). JS Precision bietet sehr erschwingliche Preise durch die Kombination von Produktionskosten und Lieferzeit mithilfe modularer Formen, einer Prozessparameterbibliothek und einer optimierten Lieferkette.
Der Einsatz modularer Formen senkt die Produktionskosten für Kleinserien
Einzelanfertigungen sind extrem teuer. Das modulare Konzept von JS Precision, das eine Standardformbasis mit austauschbaren Kavitäten vereint, wird im Durchschnitt die Kosten für Formen um 40–50 % senken, die Umrüstzeit auf 1 Stunde reduzieren und schließlich Ihre Gesamtproduktionseffizienz steigern.
Prozessparameter-Bibliothek zur Hand für eine effizientere Lieferung
Die Erweiterung der Prozessparameterbibliothek auf mehr als 500 Parametersätze, die einen sofortigen Zugriff und die Möglichkeit von Anpassungen bietet, verkürzt den Zeitaufwand für die Produktionsvorbereitung auf 8 Stunden.
Die flexible Produktion ist in der Lage, viele Chargen zu bearbeiten, die jeweils aus mehreren Bestellungen bestehen. Die Standardlieferung dauert 6 Wochen und eine schnelle Lieferung kann entsprechend Ihren Lieferanforderungen in nur 4 Wochen arrangiert werden.
Supply Chain Management stellt sicher, dass Kosten und Lieferung stabil bleiben
JS Precision unterhält Allianzen mit weltweit führenden PEEK- und PEI-Herstellern, sodass der Großeinkauf eine Kostenreduzierung von 15–20 % ermöglichte. Nacharbeiten sind durch 100%-Prüfung, stabile Kosten und Lieferzykluskontrolle für Sie ausgeschlossen.
Als AS9100-zertifizierter Hersteller von Umspritzungen hören wir kontinuierlich auf die Bedürfnisse unserer Kunden und gleichen Kosten und Lieferung in einer Produktionsumgebung mit hohem Mix und kleinen Chargen aus.
JS Precision-Fallstudie: Peek-beschichteter Hydraulikverteiler aus Aluminiumlegierung reduziert das Gewicht um 32 %!
Die folgende Fallstudie zeigt anschaulich die Überlegenheit von Umspritzungsdienstleistungen für die Luft- und Raumfahrt in den Bereichen Gewichtsreduzierung, Kostenreduzierung und Ausfallsicherheit und bestätigt damit unsere Kompetenz als professioneller AS9100-Umspritzungshersteller.
Herausforderungen:
Der Hydraulikverteiler des Kunden besteht aus Aluminium 7075 (Wärmeausdehnungskoeffizient 23 ppm/℃).
PEEK, das herkömmliche Polymer (26 ppm/℃), verliert bei Temperaturunterschieden mit Metall um 45 % an Grenzflächenscherfestigkeit (15 MPa), fällt unter 20 MPa – den Luft- und Raumfahrtstandard – und wird anfällig für Risse.
The pressure from hydraulic pulsation is 21MPa, the vibration is 30Hz, and the wear depth of metal-to-metal contact surface is 18μm/500 hour, which results in an excessive leakage and a yearly maintenance cost of $150,000.
Besides, the customer wants the weight to be reduced by more than 30% and the unit cost 20% less.
Solutions
1. Material Upgrade: PEEK + 30% carbon fiber composite material, the thermal expansion coefficient is lowered to 20 ppm/℃, and the difference with aluminum 7075 is reduced to 3 ppm/℃, which contributes to the reduction of the interfacial stress.
2. Interface Treatment: Laser etching (Ra=4.5μm) + silane coupling agent, helps to raise the bonding strength up to 38MPa, thus making the issue of cracking resolved.
3. Process Optimization: Overmold injection molding process, injection pressure 90MPa, mold temperature 170℃, cooling rate 4℃/min, internal stress <8MPa.
4. Wear Protection: 2.2mm PEEK coating, 12% PTFE added, friction coefficient reduced to 0.14.
Endergebnisse
The enhanced hydraulic manifold surpassed the customer's expectations quite significantly:
- The interfacial shear strength was maintained at 32MPa, and no cracks were found even after 2000 cycles of -55℃←→150℃ thermal cycling.
- The wear depth was 2.8m and the leakage rate was 4×10⁻⁵ Pa·m³/s after 10 million cycles, which complies with the aerospace standards.
- 32% weight reduction (2.5kg→1.7kg), 20% unit cost decrease ($90→$72), customer annual production capacity of 5000 units, annual cost savings of $90 000 maintenance cost reduction of 80%, long term cooperation has been established.
Want to replicate this weight reduction and cost reduction achievement? Submit your 3D drawings, and we'll customize a dedicated aerospace overmolding services solution for you, providing a detailed quote and weight reduction assessment within 48 hours.

Figure 4: Two detailed metal hydraulic components for aviation applications, showcasing the complexity and precision achievable through advanced overmolding injection molding processes.
FAQs
Q1. What is the minimum order quantity for aerospace overmolding services?
JS Precision is able to assist you with orders as low as 50 pieces since it is our main goal to satisfy aerospace industry demands of highly mixed small batches. Besides rightly equipped service and stringent quality test, smaller orders are also welcome.
Q2. Can overmolding parts pass AS9100D certification?
Certainly. Manufacturing of all products strictly follows the AS9100D standards, and each batch of overmolding parts is accompanied by a complete inspection report ensuring that all are in compliance and stable enough to meet the extremely stringent aerospace requirements.
Q3. What is the max metal insert size that can be overmolded with metal?
The biggest size allowed for this is 300mm×200mm×150mm, with weight 5kg, which is suitable for the majority of the aerospace components. We can also manufacture special sizes on request.
Q4. What are the standard tolerances in overmold injection molding?
Polymer layer 0.05mm, metal insert 0.02mm, assembly 0.08mm. Of course, we can adjust the tolerances if you wish.
Q5. What is the temperature limit of the PEEK coating?
The PEEK coating can withstand continuous operation at 260℃ and short exposure at 30 minutes can raise the limit up to 300℃. It is the type of coating normally used in aviation for the extraordinary high temperature environment.
Q6. What is the typical delivery cycle for AS9100 overmolding manufacturers?
The typical delivery timeline is 6 weeks (counting the whole process). Rush orders could be squeezed into 4 weeks, but will have to be agreed upon based on the details of the order.
Q7. Does JS Precision offer support for mold design?
Indeed, we do have a specialized mold design team that can conduct mold flow analysis, offer us a free initial assessment, and make structural enhancements that will help in cost reduction.
Q8. Is metal overmolding applicable to aviation fuel systems?
Indeed, with the PEEK + stainless steel insert system, the component has been capable of handling 5000 hours of exposure to Jet A-1 fuel without swelling and demonstrates excellent sealing properties.
Zusammenfassung
Continuous efforts for weight reduction, cost reduction, and failure resilience in the aerospace industry demand a fine balance of compliance, performance, and cost. Aerospace overmolding services is the perfect answer to this challenge.
JS Precision tackles the most pressing issues of aerospace parts with metal overmolding technology, thebest selection of materials, and accurate process control, resulting in a 20-35% weight reduction and 25-30% TCO reduction.
Be it high mix, small batch customization or component integration, we have the professional technology, high level standards, and efficient delivery to provide clients with tailored solutions.
Feel free to contact JS Precision for a free design consultation and Moldflow analysis. Send 3D files and get a weight reduction plan and quotation in 2 working days. Overmolding services will give a new strength to your aerospace projects.

Haftungsausschluss
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Ressource

