

Mecanizado CNC de prototipos A menudo se enfrenta a desafíos extremos en la fabricación de prototipos de productos de alta gama, como microsensores para dispositivos médicos y conectores de precisión para el sector aeroespacial:
En términos de precisión en el mecanizado de roscas de 10mm de profundidad en agujeros de 1,6mm de diámetro junto con una tolerancia de error de ±2μm, porque una vez que las roscas no se hacen correctamente, todo el conjunto de prototipos fallaría en las pruebas funcionales.
¿A qué tipo de pesadilla de fabricación se enfrenta cuando el prototipo de su producto necesita procesar hilos de precisión con profundidades varias veces superiores al diámetro del cabello, como agujeros finos? El roscado de orificios profundos de diámetro pequeño es uno de los principales problemas identificados para el mecanizado CNC de prototipos, que afecta directamente la funcionalidad y capacidad de prueba de los prototipos de alto valor agregado.
Este artículo examinará este desafío y revelará tecnología de mecanizado CNC de vanguardia que garantiza tolerancias de roscado de precisión y ofrecerá una guía para garantizar que solo se utilicen servicios superiores de mecanizado CNC de prototipos para garantizar el éxito en el primer intento de sus prototipos críticos.
Resumen de respuestas principales
| Cuestiones centrales | Puntos Técnicos | Valor empresarial |
| Desafíos de la roscado de agujeros profundos de diámetro pequeño | La eliminación de virutas, la susceptibilidad a la rotura de la herramienta, la refrigeración inadecuada, la relación entre profundidad y diámetro superior a 5 y el diámetro del orificio inferior a 3 mm son límites críticos de este proceso. | Incluso comprender las dificultades puede ayudar a evitar fallos en los prototipos y reducir el tiempo de desarrollo. |
| Valor de las tolerancias de roscas de alta precisión | El cumplimiento de las tolerancias especificadas por ISO 965 (grado 6H) garantiza una conectividad confiable. | La precisión a nivel de micras elimina posibles cambios de diseño que podrían ocurrir durante la producción en masa. |
| Tecnología avanzada y soluciones de procesos | Roscado de salida central de alta presión, roscado de alta velocidad, roscado de penetración y fresado de roscas. | La presencia de las tecnologías avanzadas mencionadas anteriormente garantiza la calificación de los prototipos. |
| Criterios de selección de proveedores profesionales | Evaluar equipos, estudios de casos, control de calidad de CMM y DFM. | Los socios de calidad aceleran los ciclos de desarrollo de sus productos. |
Conclusiones clave:
- Roscado de agujeros pequeños y profundos Es la 'prueba de fuego' para la fase de creación de prototipos porque determina la efectividad de las pruebas funcionales en función de su éxito o fracaso.
- Precisión es igual a rendimiento: las tolerancias de roscado de precisión deben establecerse y respetarse con precisión; es el límite numérico para la prueba de confiabilidad del prototipo.
- La tecnología define límites: se requieren enfriamiento a alta presión y husillos de alta velocidad para ayudar a resolver los problemas de eliminación y enfriamiento de virutas, y cuando se trata de materiales duros o agujeros pequeños y profundos, el fresado de roscas proporciona un mejor método de corte .
- La elección es estrategia: en el mecanizado CNC de prototipos, su proveedor debe tener las habilidades y las instalaciones necesarias para superar problemas como estos con tecnología de punta. JS Precision es experto en este tipo de desafíos.
¿Por qué elegir JS Precisión? Prototipo de guía de roscado de orificios profundos de mecanizado CNC
Al proporcionar fabricación de prototipos de alta gama como experto en mecanizado CNC, el dominio definitivo del proceso de vanguardia constituye la competitividad central de JS Precision y también es el pilar central de nuestra credibilidad profesional.
Equipados con un husillo importado de Suiza de velocidad ultraalta (hasta 60 000 RPM) con descentramiento radial ≤1 μm, contamos con un sistema de enfriamiento central de alta presión con 100 bar para resolver con precisión los problemas de enfriamiento y eliminación de virutas.
En los últimos tres años, hemos completado más de 2000 pequeños proyectos de perforación profunda para más de 500 clientes médicos y aeroespaciales , procesados al Norma ISO 13485:2016 . Los proyectos incluyeron materiales difíciles de mecanizar como aleaciones de titanio y aleaciones de alta temperatura. Los proyectos de roscado desafiantes con una relación de profundidad a diámetro >8:1 lograron una entrega del 100 %.
Con más de 8 años de experiencia promedio en el mecanizado de prototipos, nuestro equipo de ingeniería lo apoyará durante todo el proceso, desde la optimización del diseño DFM hasta la inspección de precisión. Acortamos los ciclos de desarrollo de prototipos de los clientes hasta en un 40%, lo que ahorra decenas de miles de dólares en costos de prueba y error.
Si tiene dificultades con un pequeño proyecto de perforación de pozos profundos, comuníquese con el equipo de ingeniería de JS Precision de inmediato. Proporcione su material, especificaciones de rosca y requisitos de tolerancia y recibirá una solución personalizada en un plazo de 24 horas. Deje que nuestro equipo profesional le ayude a mitigar los riesgos y acelerar el lanzamiento de productos.
¿Qué es el mecanizado CNC de prototipos? ¿Por qué son tan importantes las roscas pequeñas y profundas?
El mecanizado CNC de prototipos juega un papel muy importante desde el diseño hasta la producción en masa. El roscado de agujeros pequeños y profundos, como proceso central , determina directamente la efectividad de la funcionalidad del prototipo.
Mecanizado CNC de prototipos: un puente del modelo digital a la verificación física
En otras palabras, Prototipo de mecanizado CNC es una fabricación rápida de piezas que utiliza corte de precisión controlado por computadora de piezas sólidas para la verificación del diseño y pruebas funcionales. Su valor principal radica en la alta fidelidad, la autenticidad del material y la rápida iteración , por lo que es una de las aplicaciones más importantes para el mecanizado CNC durante la fase de desarrollo.
Puntos críticos y desafíos comunes al perforar agujeros profundos de pequeño diámetro
El término "pequeños agujeros profundos" se refiere a agujeros roscados cuyo diámetro < Φ3 mm y cuya relación profundidad/diámetro > 5:1. El mecanizado de pequeños agujeros profundos se enfrenta a tres grandes retos:
1.Infierno de virutas: las virutas se acumulan y obstruyen fácilmente en espacios reducidos, lo que provoca un aumento repentino en el torque del husillo y daña directamente el perfil de la rosca.
2. Infierno de herramientas: Los machos delgados tienen una rigidez extremadamente pobre, vibran fácilmente durante el mecanizado e incluso pueden romperse instantáneamente , lo que los hace imposibles de quitar.
3. Enfriamiento ineficaz: Los métodos tradicionales de enfriamiento externo no pueden suministrar refrigerante al filo, lo que provoca una acumulación continua de calor, deformación de la pieza de trabajo y un rápido desgaste de la herramienta.
¿Cómo determinar si una pieza ha alcanzado el punto crítico para perforar agujeros pequeños y profundos? Envíe sus dibujos en 3D y JS Precision le proporcionará un análisis de viabilidad gratuito, junto con una "Guía para evitar errores de roscado de agujeros profundos pequeños en mecanizado CNC de prototipos" de cortesía.
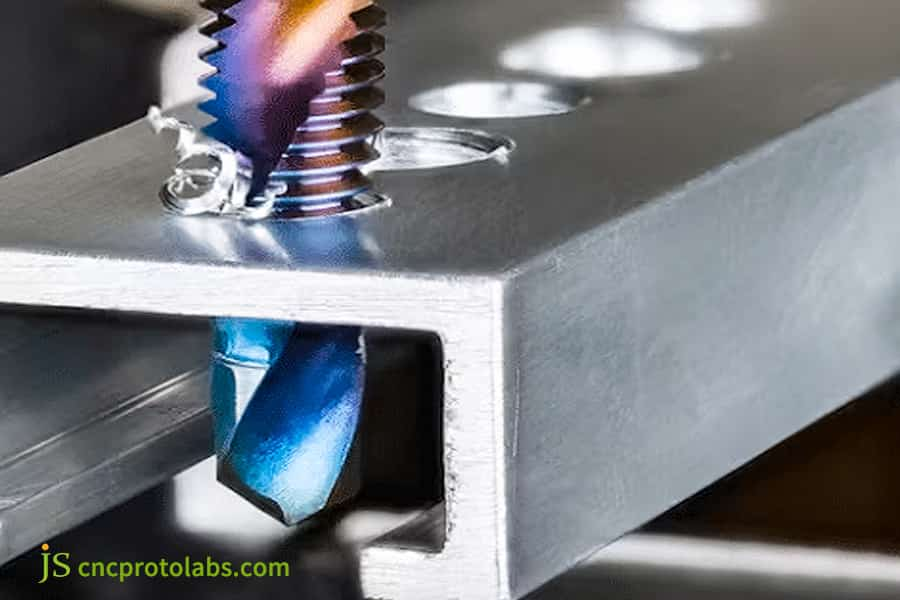
Figura 1 Se inserta un macho de roscar en un orificio taladrado que ilustra el proceso de roscado en el mecanizado.
¿Por qué la tolerancia a los agujeros casi roscados arruina su prototipo funcional?
El tolerancia de orificio roscado de precisión representa el “salvavidas” de la verificación funcional del prototipo. Pequeñas variaciones de tolerancia pueden provocar un fallo del proceso de desarrollo en su conjunto.
Desmitificando las tolerancias de roscas de precisión: el vínculo directo entre las normas ISO 965 y la funcionalidad
Las tolerancias de rosca de precisión (como el grado 6H) están dentro del rango de desviación especificado en Norma ISO 965-1:2013 para garantizar una fuerza de preapriete uniforme de las piezas acopladas, garantizar la antivibración, la resistencia a la fatiga y el rendimiento de sellado. Exceder la tolerancia dará como resultado resultados de prueba distorsionados.
El costo de las tolerancias incontroladas
Si las tolerancias no se controlan, se producirían una serie de reacciones en cadena.
- Resultaría en el fracaso del proceso de ensamblaje del prototipo. En consecuencia, resultaría en la interrupción del proceso de prueba funcional.
- Peor aún, resultaría difícil atribuir la cuestión de si se trata de una cuestión de diseño o de fabricación.
- Daría lugar a cambios de diseño innecesarios, lo que provocaría la pérdida de semanas y decenas de miles de dólares.
A continuación se muestra una tabla comparativa que indica el efecto de los diferentes grados de tolerancia:
| Grado de tolerancia | Escenarios de aplicación | Precisión de ajuste | Riesgo de falla | Validez de la prueba |
| 6H (grado de precisión) | Componentes clave médicos y aeroespaciales | Espacio libre extremadamente pequeño, precarga uniforme | <0,5% | 99%+, datos confiables |
| 7H (grado general) | Piezas mecánicas generales | Aclaramiento moderado | 5%-8% | Aproximadamente el 85%, posibilidad de error de juicio |
| 7H (grado general) | Conexiones no críticas | Mayor espacio libre | >15% | <70%, no puede reflejar el verdadero diseño |
¿Cómo utilizar la tecnología de mecanizado CNC de vanguardia para superar el roscado de orificios profundos de diámetro pequeño?
En vista del pequeño y profundo roscado del agujero, sólo se Tecnología de mecanizado CNC podrá solucionar el problema de forma fundamental, asegurando su calidad y eficiencia.
Sistema de enfriamiento por penetración de alta presión
La solución principal es el husillo de agua con salida central de alta presión con 80-100 bar. El refrigerante llega directamente a la zona de corte para proporcionar una potente eliminación de viruta y enfriamiento de la herramienta. Esta es una tecnología imprescindible al mecanizar materiales viscosos, que puede prolongar la vida útil de la herramienta más de tres veces.
Husillo de ultraalta velocidad y ultraprecisión
Las altas velocidades de 40 000 a 100 000 RPM reducen las fuerzas de corte y la carga sobre la herramienta. El descentramiento radial del husillo ≤1μm para garantizar la calidad de la pared del orificio y la integridad de la rosca mejora la vida útil de la herramienta.
Picoteo, golpeteo y control adaptativo
El golpeteo con picoteo elimina las virutas mediante avance y retracción segmentados, resolviendo el problema de eliminación de virutas. El control adaptativo monitorea el torque en tiempo real, retrae automáticamente la herramienta en caso de anomalía para la protección de la pieza y la herramienta, logrando un mecanizado confiable.
¿Necesita una solución de tecnología de mecanizado CNC compatible? Llame a la línea directa técnica de JS Precision, especifique sus especificaciones de material y rosca, y un ingeniero de procesos adaptará una solución para usted.
¿Cuándo deberíamos abandonar el roscado tradicional y elegir servicios de fresado de roscas de precisión?
Servicios de fresado de roscas de precisión. representan el método superior en ciertas aplicaciones en comparación con el roscado convencional, que hasta ahora ha proporcionado una alternativa confiable en el mecanizado de agujeros profundos de pequeño diámetro.
Principio de fresado de roscas
El fresado de roscas es un método de mecanizado. A través del movimiento de varillaje de tres ejes del CNC, la fresa se mueve a lo largo de una trayectoria helicoidal para "tallar" roscas.
Debido a que el diámetro de la herramienta es menor que el diámetro del orificio roscado, las virutas se pueden descargar lateralmente y se evita fundamentalmente la "lucha por la supervivencia" de la obstrucción de virutas al roscar . Este es un proceso avanzado para manejar roscas complejas en prototipos de mecanizado CNC.
Abrumadoras ventajas y escenarios de aplicación del fresado de roscas
El fresado de roscas tiene tres ventajas principales sobre el roscado convencional:
1. Alta flexibilidad: una herramienta puede mecanizar roscas de diferentes diámetros y pasos, reduciendo los costos de la herramienta.
2. Alta calidad: una menor fuerza de corte y menos deformación térmica dan un hilo mucho mejor acabado superficial , Ra<0,8 μm y la precisión alcanza constantemente la tolerancia 6H.
3. Alta confiabilidad: debido a que no hay proceso de retracción inversa de la herramienta, no hay riesgos de rotura de viruta ni obstrucción , lo que hace que el proceso sea muy adecuado para agujeros ciegos y agujeros profundos de pequeño diámetro.
A continuación se muestra una tabla comparativa clave entre el fresado de roscas y el roscado convencional:
| Dimensiones de comparación | Roscado convencional | Fresado de roscas | Ventajas | Diferencias aplicables |
| Eliminación de virutas | Pobre, propenso a obstruirse | Buena eliminación de viruta lateral | Fresado de roscas | Elija fresado para una relación profundidad-diámetro > 5:1 |
| Vida útil de la herramienta | Corto, 50-100 hoyos | Largo, 500-800 agujeros | Fresado de roscas | Elija fresado para materiales duros |
| Precisión de mecanizado | Medio, grado 7H | Grado 6H alto y estable | Fresado de roscas | Elija fresado para prototipos de precisión |
| Requisitos del equipo | husillo ordinario | Varillaje de tres ejes de alta precisión | Roscado convencional | Elija tapping para hilos simples |
| Tasa de chatarra | 5%-10% | <1% | Fresado de roscas | Elija fresado para prototipos de lotes pequeños |
¿Quiere ver más historias de éxito de servicios de fresado de roscas de precisión? Visite la biblioteca de casos de JS Precision ahora para explorar soluciones de proyectos similares en los campos médico y aeroespacial, o contáctenos para obtener parámetros técnicos detallados y videos de mecanizado.
 Figura 2 El fresado de roscas es un proceso que utiliza herramientas de corte giratorias para mecanizar roscas a lo largo de la trayectoria de la rosca.
Figura 2 El fresado de roscas es un proceso que utiliza herramientas de corte giratorias para mecanizar roscas a lo largo de la trayectoria de la rosca.
¿Qué industrias requieren más servicios profesionales de mecanizado CNC de prototipos de roscado de orificios profundos de diámetro pequeño?
Servicios de mecanizado CNC de prototipos. relacionados con el roscado de orificios profundos de pequeño diámetro son indispensables en industrias de alta precisión como la médica, aeroespacial y electrónica de alta gama.
| Industria | Material | Especificación del hilo | Relación de aspecto | Tolerancia | Demanda Anual |
| Dispositivos médicos | Ti-6Al-4V, 316L | M1.2-M2.5 | 5:1-8:1 | 6H+ | 800-1200 ciclos |
| Aeroespacial | Inconel 718, TC4 | M2-M3.5 | 6:1-10:1 | 6H | 500-800 ciclos |
| Electrónica de alta gama | Aluminio 6061, PEEK | M1.6-M2.0 | 4:1-6:1 | 6H-7H | 1200-1500 ciclos |
| Instrumentos de precisión | SUS304, H62 | M1.0-M1.8 | 5:1-7:1 | 6H | 700-900 ciclos |
¿Por qué eligen subcontratar a proveedores de servicios profesionales?
Las empresas de estos sectores hacen uso de la subcontratación de servicios de mecanizado CNC de prototipos por los siguientes motivos:
- No poseen equipos como sistemas de enfriamiento de alta presión y velocidad ultrarrápida.
- No pueden permitirse el coste del ensayo y error en las microherramientas.
- Requieren la experiencia del proveedor en Diseño para la Manufacturabilidad, que puede ayudarlos en el diseño de piezas con respecto al mecanizado CNC.
Estudio de caso: Al conquistar el orificio profundo M1.6x10, JS Precision ayuda en la entrega sin defectos de un prototipo de sensor en miniatura
Abordar agujeros profundos de pequeño diámetro es una verdadera prueba de las capacidades de mecanizado CNC de prototipos. El siguiente caso muestra la destreza técnica de JS Precision.
Desafío
un cierto empresa aeroespacial requiere una carcasa de sensor de presión hecha de acero inoxidable 17-4PH (H1100, HRC 40-45), con roscas M1.6 × 10 mm (relación profundidad-diámetro >6:1) para mecanizar, con una tolerancia de nivel 6H y una prueba de paso del 100 % . El primer lote de 5 piezas se utilizará para rigurosas pruebas de vibración.
Solución de precisión JS
El equipo de ingeniería de JS Precision, tras realizar un análisis en profundidad, ideó una solución de mecanizado a medida:
1. Selección del proceso: Teniendo en cuenta la alta dureza del material y la gran profundidad del orificio, se abandona el roscado tradicional y se adoptan servicios de fresado de roscas de precisión para evitar problemas de corte y eliminación de viruta desde la raíz.
2. Herramientas y parámetros: Fresas de rosca de carburo de partículas ultrafinas hechas a medida (diámetro de 0,8 mm), en combinación con corte de velocidad ultraalta (45.000 RPM) con precisión de micrones en velocidades de avance (0,005 mm/diente) y niebla de aceite para minimizar la deformación térmica.
3. Control de calidad: Además de realizar una inspección de calibre 100% pasa/no pasa de las piezas roscadas, se llevó a cabo una proyección óptica de gran aumento para analizar y medir el perfil de la rosca, y se empleó una máquina de medición por coordenadas CMM para verificar el valor de la desviación del diámetro de paso.
Resultados
Finalmente, las cinco piezas prototipo del primer lote superaron con éxito la prueba con un acabado superficial de Ra < 0,8 μm en las roscas, mientras que la desviación del diámetro de paso está dentro de ±1,5 μm. La prueba de vibración del cliente pasó de una sola vez, sin signos de aflojamiento en la conexión roscada, cumpliendo plenamente con los requisitos para su uso en entornos aeroespaciales .
Todo el proyecto, desde la confirmación del dibujo hasta la recepción de un prototipo aceptado , tomó solo 5 días hábiles , lo que le ahorró a nuestro cliente más de 3 semanas de esfuerzo de prueba y error.
¿Quiere lograr una entrega sin defectos para su proyecto de roscado de pozos profundos de pequeño diámetro? Comuníquese con JS Precision ahora, cuénteles los desafíos y requisitos de su proyecto y replicaremos nuestra experiencia exitosa, brindando soporte en todo el proceso, desde el diseño del proceso hasta la inspección de calidad, permitiendo que el desarrollo de su prototipo evite desvíos.
 Figura 3 Sensor de presión con rosca de instalación
Figura 3 Sensor de presión con rosca de instalación
¿Cómo elegir el socio de prototipo de mecanizado CNC adecuado para su proyecto?
Elegir el socio adecuado para el prototipo de mecanizado CNC puede acelerar el desarrollo de productos. Un método de evaluación de cuatro pasos le ayuda a seleccionar con precisión el socio adecuado.
Método de evaluación de cuatro pasos: una revisión integral desde el equipo hasta la comunicación
Un buen socio para el prototipo de mecanizado CNC, además de realizar el mecanizado, analiza los riesgos, optimiza los diseños para ahorrar costos y mejorar la eficiencia, y acorta el tiempo de comercialización.
- Consulta técnica: Verifique la velocidad del husillo de alta presión, la velocidad máxima, etc.
- Verificación de calidad: Verifique los procesos de inspección de roscas (calibre pasa/no pasa o CMM) para evitar posibles problemas de calidad.
- Análisis en profundidad de procesos: indagar sobre el proceso de adaptación de materiales y sus motivos, y evaluar la capacidad de proponer soluciones.
- Evaluación de la Colaboración: Evalúelos por su propuesta activa de Diseño para fabricación al evaluar el potencial de su colaboración.
Más allá del procesamiento: tratar a los proveedores como extensiones estratégicas de los equipos de desarrollo
El socio ideal de prototipos de mecanizado CNC no solo debe ser capaz de mecanizar , sino también ofrecer alertas tempranas o soluciones para alternativas y optimización del diseño. La alerta temprana se refiere a alertas tempranas sobre riesgos, mientras que la optimización del diseño se trata de optimizar diseños.
Preguntas frecuentes
P1: ¿Cuáles son los materiales más utilizados para roscar agujeros profundos de pequeño diámetro? ¿Cuáles son los más difíciles de mecanizar?
Para roscar agujeros profundos y de diámetro pequeño, se emplean principalmente aceros inoxidables (y sus variedades como 304 y 316) y aleaciones de aluminio. Las aleaciones de titanio, las aleaciones de alta temperatura y los aceros para moldes templados son los más difíciles de mecanizar, ya que su eficiencia de enfriamiento y sus requisitos de rendimiento de la herramienta son extremadamente altos.
P2: ¿Qué profundidad de hoyo se considera un "hoyo profundo" y qué procesos especiales se requieren?
Para el roscado, una relación de profundidad a diámetro superior a 3:1 requiere un roscado delicado, mientras que por encima de 5:1 exige operaciones de roscado especiales, como roscado por pico o fresado.
P3: ¿Cómo especifico los requisitos para pequeños agujeros roscados en mis dibujos?
Los dibujos deben mostrar claramente: especificación de la rosca (por ejemplo, M2x0,4), grado de tolerancia (por ejemplo, 6H), profundidad efectiva de la rosca, tipo de fondo del orificio (agujero de fondo plano o punta de broca) y estado del material y del tratamiento térmico.
P4: ¿Qué es más caro, el fresado de roscas o el roscado tradicional?
En términos de costo de herramientas de una sola pieza, las fresas de roscar se consideran más costosas. Pero teniendo en cuenta factores como la vida útil de la herramienta, la confiabilidad, la flexibilidad y la tasa de desechos, el fresado de roscas podría tener un costo total menor para el mecanizado de agujeros profundos de materiales duros o el mecanizado de prototipos.
P5: ¿Cómo garantizar la calidad del orificio piloto antes de perforar orificios pequeños y profundos?
Para garantizar un orificio piloto de calidad, se debe emplear una broca de alta precisión y alta rigidez, y la perforación se realiza en un ciclo de perforación profunda, siempre que se mantenga un borde cortante afilado de la broca. Éstos son requisitos muy importantes para el roscado de agujeros. La verticalidad y la precisión del diámetro del orificio inferior son requisitos previos importantes para un roscado exitoso.
P6: ¿Cuáles son los remedios si se rompe un grifo dentro del agujero?
Después de que se ha roto un grifo, es posible utilizar la electroerosión (máquina de descarga eléctrica) para cortar la parte rota. Sin embargo, es un proceso que requiere mucho tiempo. En la práctica, es mejor evitar que se rompa antes de que suceda.
P7: ¿Cómo verificar si la alta precisión afirmada por el proveedor es genuina?
La solución al desafío de verificar la alta precisión radica en exigir al fabricante que verifique los resultados de su inspección para roscas de especificaciones comparables, en particular los diámetros de paso de rosca medidos por la CMM , en lugar de simplemente conformarse con la afirmación "pasos de calibre pasa/no pasa".
P8: ¿Qué ventajas únicas tiene JS Precision al manejar problemas tan difíciles?
JS Precision está equipado con husillos de velocidad ultraalta de calidad suiza (hasta 60.000 RPM) y sistemas de enfriamiento de alta presión. Cuenta con numerosos casos exitosos de roscado de orificios profundos de pequeño diámetro para las industrias médica y aeroespacial y brinda soporte de ingeniería de proceso completo, desde DFM hasta la inspección de precisión.
P9: ¿Cómo puedo obtener una cotización para servicios de roscado de orificios profundos de diámetro pequeño y fresado de roscas de precisión?
Puede obtener una cotización detallada compartiendo los requisitos de su proyecto, incluido el material, las especificaciones de rosca (p. ej., M1,6 × 10 mm), el grado de tolerancia (p. ej., 6H) y la cantidad, con el equipo de ingeniería de JS Precision. Lo haremos proporcionar una solución personalizada con precios transparentes, a menudo dentro de 24 horas.
Resumen
El roscado de orificios profundos de diámetro pequeño no es una barrera insuperable para la producción, sino más bien el campo de prueba de las capacidades de mecanizado CNC de prototipos. Seleccionar una empresa con equipos de última generación, conocimiento de procesos y un sistema de calidad completo convertirá esta "pesadilla de fabricación" en un "prototipo destacado".
Con años de experiencia dedicada, JS Precision es un maestro en el roscado de orificios profundos de diámetro pequeño con niveles de precisión de micras en sus prototipos de alta gama.
¡Toma acción ahora! Sube tus diseños 3D y reciba un paquete gratuito de informe DFM y cotización de precios en menos de 24 horas. Deje que el equipo de expertos de JS Precision le allane el camino y ponga en marcha sus diseños de engranajes innovadores con nuestras soluciones de fabricación precisas.

Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de precisión JS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de JS Precision Network. Es responsabilidad del comprador Requerir cotización de piezas Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Precisión JS Equipo
JS Precision es una empresa líder en la industria , centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección , Estampado de metales, y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elegir Precisión JS esto significa eficiencia en la selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

