

原型数控加工在医疗设备微传感器和航空航天精密连接器等高端产品原型的制造中经常面临极端挑战:
在直径1.6mm的孔中加工10mm深的螺纹的精度方面,误差为±2μm,因为一旦螺纹加工不好,整套样机在功能测试中就会失败。
当您的产品原型需要加工像细孔一样深度是头发直径数倍的精密螺纹时,您会面临什么样的制造噩梦?小直径深孔攻丝是样机数控加工的首要问题之一,它直接影响高附加值样机的功能性和可测试性。
本文将研究这一挑战,揭示保证精密螺纹公差的尖端 CNC 加工技术,并提供指南以确保仅使用卓越的原型 CNC 加工服务来保证关键原型的首次尝试取得成功。
核心答案摘要
| 核心问题 | 技术要点 | 商业价值 |
| 小直径深孔攻丝的挑战 | 切屑去除、刀具易破损、冷却不充分、深度与直径之比大于 5以及孔直径小于 3 毫米是该工艺的关键界限。 | 即使抓住了困难,也有助于避免原型失败并减少开发时间。 |
| 高精度螺纹公差的价值 | 遵守 ISO 965(6H 级)规定的公差可确保可靠的连接。 | 微米级精度消除了大规模生产过程中可能发生的潜在设计变更。 |
| 先进技术和工艺解决方案 | 高压中心出口攻丝、高速攻丝、深孔攻丝和螺纹铣削。 | 上述先进技术的存在确保了原型机的合格性。 |
| 专业供应商的选择标准 | 评估设备、案例研究、CMM 质量控制和 DFM。 | 优质合作伙伴可以加快您的产品开发周期。 |
要点:
- 小深孔攻丝是原型设计阶段的“试金石”,因为它根据功能测试的成功或失败来确定其有效性。
- 精度等于性能:必须精确规定和维护精密螺纹公差,这是原型可靠性证明的数值限制。
- 技术定义边界:需要高压冷却和高速主轴来帮助解决排屑和冷却问题,而在涉及硬质材料或深小孔的情况下,螺纹铣削提供了更好的切削方法。
- 选择就是策略:在原型 CNC 加工中,您的供应商应该拥有解决此类前沿技术问题的技能和设施。 JS Precision 是此类挑战的专家。
为什么选择JS Precision?原型 CNC 加工深孔攻丝指南
作为CNC加工专家提供高端手板制造,对尖端工艺的极致掌握奠定了JS Precision的核心竞争力,也是我们专业信誉的核心支柱。
配备超高速瑞士进口主轴(最高60,000 RPM),径向跳动≤1μm,拥有100 Bar的高压中心冷却系统,解决精确排屑和冷却问题。
在过去的三年里,我们已经为500多家医疗和航空航天客户完成了2000多个小型深孔攻丝项目,加工成ISO 13485:2016 标准。项目包括钛合金和高温合金等难加工材料。深径比>8:1的挑战性攻丝项目实现了100%交付。
我们的工程团队平均拥有超过 8 年的原型加工经验,将在从 DFM 设计优化到精密检测的整个过程中为您提供支持。我们将客户的原型开发周期缩短了 40%,从而节省了数万美元的试错成本。
如果您正在为小型深孔攻丝项目而苦苦挣扎,请立即联系 JS Precision 的工程团队。提供您的材料、螺纹规格和公差要求,您将在24小时内收到定制的解决方案。让我们的专业团队帮助您降低风险并加速产品发布。
什么是原型数控加工?为什么微小深孔螺纹如此重要?
样机数控加工从设计到批量生产都起着非常重要的作用。小深孔攻丝作为核心工艺,直接决定了原型功能的有效性。
原型 CNC 加工:从数字模型到物理验证的桥梁
换句话说, CNC加工样机是一种使用精密计算机控制的实体毛坯切割来快速制造零件的方法,以进行设计验证和功能测试。其核心价值在于高保真、材质真实、快速迭代,因此是数控加工发展阶段最重要的应用之一。
小直径深孔攻丝的关键点和常见挑战
小深孔是指直径<Φ3mm且深径比>5:1的螺纹孔。小深孔加工面临三大挑战:
1.切屑地狱:切屑很容易积聚并堵塞在有限的空间内,导致主轴扭矩突然激增,并直接损坏螺纹牙形。
2、刀具地狱:细长的丝锥刚性极差,加工时容易振动,甚至可能瞬间断裂,无法拆卸。
3.冷却效果不佳:传统的外部冷却方法无法将冷却液输送到切削刃,导致热量持续积累、工件变形和刀具快速磨损。
如何判断零件是否已达到攻小深孔的临界点?提交您的 3D 图纸,JS Precision 将提供免费的可行性分析,以及免费的“原型数控加工小深孔攻丝陷阱避免指南”。
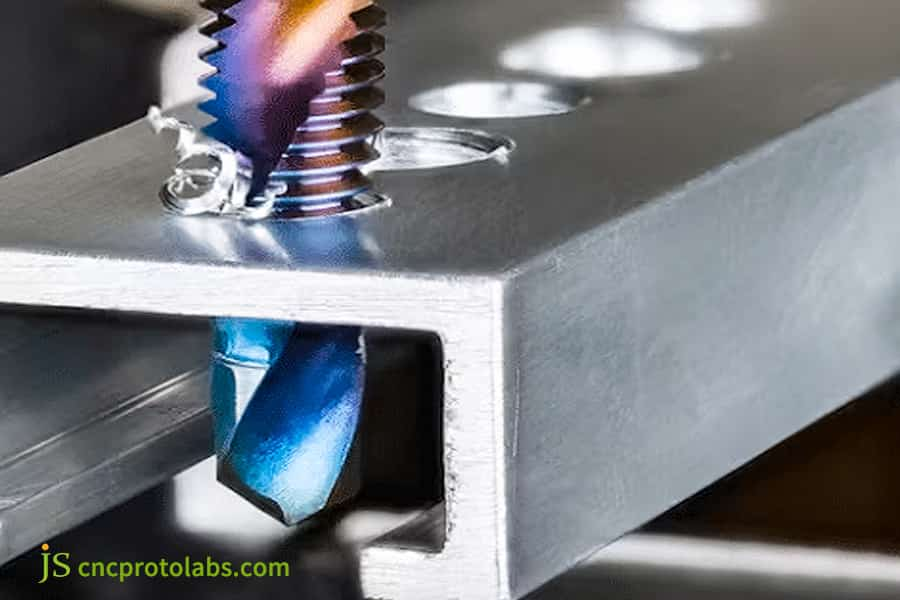
图 1 将丝锥插入钻孔中,展示了机械加工中的攻丝过程。
为什么“几乎”螺纹孔公差会破坏您的功能原型?
这 精密螺纹孔公差代表了原型功能验证的“生命线”。小的公差变化可能会导致整个开发过程的失败。
揭秘精密螺纹公差:ISO 965 标准与功能之间的直接联系
精密螺纹公差(如6H级)在规定的偏差范围内ISO 965-1:2013确保配合件预紧力均匀,保证抗振、疲劳强度、密封性能。超过容差将导致测试结果失真。
不受控制的公差的成本
如果公差不受控制,就会发生一系列连锁反应。
- 这将导致原型组装过程的失败。因此,这将导致功能测试过程的中断。
- 更糟糕的是,这会导致很难归结到底是设计问题还是制造问题。
- 这将导致不必要的设计变更,从而浪费数周时间和数万美元。
下面是一个比较表,显示了不同等级公差的影响:
| 公差等级 | 应用场景 | 贴合精度 | 失败风险 | 测试有效性 |
| 6H(精密级) | 医疗和航空航天关键部件 | 间隙极小,预紧力均匀 | <0.5% | 99%+,数据可靠 |
| 7H(普通级) | 通用机械零件 | 中等间隙 | 5%-8% | 大约85%,有误判的可能性 |
| 7H(普通级) | 非关键连接 | 间隙更大 | >15% | <70%,无法反映真实设计 |
如何利用尖端数控加工技术攻克小直径深孔攻丝?
针对小深孔攻丝,只有先进的数控加工技术才能从根本上解决问题,确保工作质量和效率。
高压渗透冷却系统
核心解决方案是80-100 Bar的高压中心出口水轴。冷却液直接到达切削区域,为刀具提供强大的排屑和冷却作用。这是加工粘性材料时必须具备的技术,可以将刀具寿命延长三倍以上。
超高速超精密主轴
40,000-100,000 RPM的高转速可减少切削力和刀具负载。主轴径向跳动≤1μm,以保证高质量的孔壁和螺纹完整性,从而延长刀具寿命。
啄式攻丝和自适应控制
啄式攻丝通过分段前进和后退来排屑,解决了排屑问题。自适应控制实时监测扭矩,出现异常时自动退刀,保护工件和刀具,实现可靠加工。
需要兼容的 CNC 加工技术解决方案?拨打JS Precision技术热线,指定您的材料和螺纹规格,工艺工程师将为您量身定制解决方案。
我们什么时候应该放弃传统螺纹加工并选择精密螺纹铣削服务?
精密螺纹铣削服务与传统攻丝相比,在某些应用中代表了更优越的方法,迄今为止,传统攻丝为小直径深孔加工提供了可靠的替代方法。
螺纹铣削原理
螺纹铣削是一种机械加工方法。通过CNC的三轴联动运动,铣刀沿螺旋路径运动,“雕刻”螺纹。
由于刀具直径小于螺纹孔直径,切屑可以横向排出,可以从根本上避免攻丝时切屑堵塞的“生存斗争” 。这是一种在原型 CNC 加工中处理复杂螺纹的先进工艺。
螺纹铣削的压倒性优势和应用场景
螺纹铣削相对于传统攻丝具有三大核心优势:
1、灵活性高:一把刀具可以加工不同直径和螺距的螺纹,降低刀具成本。
2. 高品质:较低的切削力和较小的热变形可提供更好的螺纹表面光洁度,Ra<0.8μm,精度始终达到6H公差。
3.高可靠性:由于无反向退刀过程,因此不存在断屑和堵塞的风险,因此该工艺非常适合盲孔和深小直径孔。
以下是螺纹铣削和传统攻丝之间的关键比较表:
| 比较尺寸 | 传统攻丝 | 螺纹铣削 | 优点 | 适用的差异 |
| 排屑 | 性能较差,容易堵塞 | 良好的横向排屑能力 | 螺纹铣削 | 选择深度直径比 > 5:1 的铣削 |
| 刀具寿命 | 短,50-100 孔 | 长,500-800 孔 | 螺纹铣削 | 选择硬质材料铣削 |
| 加工精度 | 中等,7H 级 | 高、稳定的6H等级 | 螺纹铣削 | 选择铣削加工精密原型 |
| 设备要求 | 普通主轴 | 高精度三轴联动 | 传统攻丝 | 选择简单螺纹的攻丝 |
| 废品率 | 5%-10% | <1% | 螺纹铣削 | 为小批量原型选择铣削 |
想要看到更多精密螺纹铣削服务的成功案例吗?现在就访问JS Precision的案例库,浏览医疗和航空航天领域的类似项目解决方案,或者联系我们获取详细的技术参数和加工视频。
 图2 螺纹铣削是一种使用旋转切削刀具沿螺纹路径加工螺纹的工艺。
图2 螺纹铣削是一种使用旋转切削刀具沿螺纹路径加工螺纹的工艺。
哪些行业最需要专业的小直径深孔攻丝原型数控加工服务?
原型数控加工服务与小直径深孔攻丝相关的加工技术在医疗、航空航天、高端电子等高精度行业中是不可或缺的。
| 行业 | 材料 | 螺纹规格 | 纵横比 | 宽容 | 年需求量 |
| 医疗器械 | Ti-6Al-4V、316L | M1.2-M2.5 | 5:1-8:1 | 6H+ | 800-1200次循环 |
| 航天 | 铬镍铁合金 718、TC4 | M2-M3.5 | 6:1-10:1 | 6小时 | 500-800次循环 |
| 高端电子产品 | 6061 铝,PEEK | M1.6-M2.0 | 4:1-6:1 | 6小时-7小时 | 1200-1500次循环 |
| 精密仪器 | SUS304、H62 | M1.0-M1.8 | 5:1-7:1 | 6小时 | 700-900次循环 |
为什么他们选择外包给专业服务提供商?
这些行业的公司利用原型数控加工服务外包的原因如下:
- 他们不拥有超高速、高压冷却系统等设备。
- 他们无法承担微型工具的反复试验成本。
- 他们需要供应商在可制造性设计方面的专业知识,这可以帮助他们设计与数控加工相关的零件。
案例研究:攻克M1.6x10深孔,JS Precision助力微型传感器原型零缺陷交付
处理小直径深孔是对原型数控加工能力的真正考验。以下案例展示了JS Precision的技术实力。
挑战
某某航空航天公司要求压力传感器外壳采用17-4PH不锈钢(H1100、HRC 40-45)制成,加工M1.6×10mm螺纹(深径比>6:1),公差为6H级, 100%通过限位计测试。第一批 5 件将用于严格的振动测试。
JS精密解决方案
JS Precision的工程团队经过深入分析,提出了定制化的加工解决方案:
1、工艺选择:考虑到材料硬度高、孔深大,放弃传统的丝锥攻丝,采用精密螺纹铣削服务,从根本上避免切削和排屑问题。
2.刀具和参数:定制超细颗粒硬质合金螺纹铣刀(直径0.8毫米),结合超高速切削(45,000转/分钟)和微米精度的进给量(0.005毫米/齿)和油雾,以最大限度地减少热变形。
3.质量控制:除了对螺纹零件进行100%通/止规检验外,还进行高倍光学投影分析和测量其螺纹轮廓,并采用CMM三座标测量机验证其中径偏差值。
结果
最终,首批5个样机零件全部顺利通过测试,螺纹表面光洁度Ra < 0.8μm,中径偏差在±1.5μm以内。客户振动测试一次性通过,螺纹连接处无松动迹象,完全满足使用要求航空航天环境。
整个项目从确认图纸到收到验收原型只用了5个工作日,为客户节省了超过3周的试错时间。
想要实现您的小直径深孔攻丝项目的零缺陷交付吗?现在就联系JS Precision,告诉他们您的项目挑战和需求,我们将复制我们的成功经验,提供从工艺设计到质量检验的全流程支持,让您的原型开发少走弯路。
 图3 带安装螺纹的压力传感器
图3 带安装螺纹的压力传感器
如何为您的项目选择合适的数控加工原型合作伙伴?
选择合适的 CNC 加工原型合作伙伴可以加速产品开发。四步评估法帮助您准确选择合适的合作伙伴。
四步评估法:从设备到通信全面审视
CNC加工样机的好合作伙伴,除了进行加工外,还要研究风险、优化设计以节省成本、提高效率、缩短上市时间。
- 技术咨询:验证高压主轴转速、最高转速等。
- 质量验证:验证螺纹检验流程(通过/不通过量规或坐标测量机),以防止可能出现的质量问题。
- 深度流程分析:询问素材适配流程及原因,评估提出解决方案的能力。
- 协作评估:评估他们的积极提案制造设计在评估他们的合作潜力时。
超越加工:将供应商视为开发团队的战略延伸
理想的数控加工样机合作伙伴不仅必须具备加工能力,还必须能够提供早期预警,或替代方案和设计优化的解决方案。预警是指对风险的预警,设计优化是对设计进行优化。
常见问题解答
Q1:小直径深孔攻丝最常用的材料有哪些?哪些是最难加工的?
对于小直径和深孔的攻丝,主要采用不锈钢(及其品种,如304、316)和铝合金。钛合金坯料、高温合金坯料和淬火模具钢是最难加工的,因为它们的冷却效率和刀具性能要求极高。
Q2:什么孔深才算“深孔”,需要哪些特殊工艺?
对于攻丝,深度与直径的比率超过 3:1 需要精细攻丝,而超过 5:1 则需要特殊的攻丝操作,例如深孔攻丝或铣削。
Q3:如何在图纸上指定小螺纹孔的要求?
图纸必须清楚地显示:螺纹规格(例如M2x0.4)、公差等级(例如6H)、有效螺纹深度、孔底类型(平底孔或钻尖)以及材料和热处理状态。
Q4: 螺纹铣削和传统攻丝哪个更贵?
就单件刀具成本而言,螺纹铣刀被认为更昂贵。但考虑到刀具寿命、可靠性、灵活性和废品率等因素,螺纹铣削对于硬质材料的深孔加工或原型加工来说可能具有较低的总成本。
Q5:攻小深孔前如何保证先导孔的质量?
为了保证导向孔的质量,应采用高精度、高刚性的钻头,以深孔钻循环进行钻孔,并保持钻头锋利的切削刃。这些是攻丝孔非常重要的先决条件。底孔的垂直度和直径精度是成功攻丝的重要前提。
Q6:如果丝锥在孔内断裂,有什么补救措施?
丝锥断裂后,可以使用EDM(放电加工机)切除断裂部分。然而,这是一个耗时的过程。在实际操作中,最好是防患于未然。
Q7:如何验证供应商声称的高精度是否真实?
验证高精度这一挑战的解决方案在于要求制造商检查其具有可比规格的螺纹的检验结果,特别是由坐标测量机测量的螺纹中径,而不是仅仅满足于“通过/不通过量规通过”的说法。
Q8:JS Precision在处理此类疑难问题上有什么独特优势?
JS Precision配备瑞士级超高速主轴(高达60,000 RPM)和高压冷却系统。拥有众多医疗、航空航天小直径深孔攻丝成功案例,提供从DFM到精密检测的全流程工程支持。
Q9: 如何获得小直径深孔攻丝和精密螺纹铣削服务的报价?
您可以通过与 JS Precision 的工程团队分享您的项目要求(包括材料、螺纹规格(例如 M1.6×10mm)、公差等级(例如 6H)和数量)来获取详细报价。我们将提供定制解决方案定价透明,通常在 24 小时内完成。
概括
小直径深孔攻丝并不是生产中不可逾越的障碍,而是原型数控加工能力的试验场。选择一家拥有尖端设备、工艺知识和完整质量体系的公司将使这个“制造噩梦”变成“原型亮点”。
JS Precision 拥有多年的专业经验,是小直径深孔攻丝领域的大师,可为您的高端原型提供微米级精度。
立即行动!上传您的 3D 设计并在 24 小时内收到免费的 DFM 报告和报价包。让 JS Precision 的专家团队为您铺平道路,并通过我们的精密制造解决方案启动您的创新齿轮设计。

免责声明
本页内容仅供参考。 JS精密服务,对于信息的准确性、完整性或有效性不作任何明示或暗示的陈述或保证。不应推断第三方供应商或制造商将通过 JS Precision Network 提供性能参数、几何公差、具体设计特征、材料质量和类型或工艺。这是买家的责任需要零件报价确定这些部分的具体要求。请联系我们获取更多信息。
JS精密团队
JS Precision是行业领先的公司,专注于定制制造解决方案。我们拥有超过20年的经验,超过5000家客户,我们专注于高精度数控加工,钣金制造, 3D打印,注塑成型,金属冲压、等一站式制造服务。
我们的工厂配备了 100 多台最先进的 5 轴加工中心,并通过了 ISO 9001:2015 认证。我们为全球150多个国家的客户提供快速、高效、高质量的制造解决方案。无论是小批量生产还是大规模定制,我们都能以最快的24小时内交货满足您的需求。选择JS精密这意味着选拔效率、质量和专业性。
要了解更多信息,请访问我们的网站: www.cncprotolabs.com
资源

