

Prototyp-CNC-Bearbeitung Bei der Herstellung hochwertiger Produktprototypen wie Mikrosensoren für medizinische Geräte und Präzisionssteckverbinder für die Luft- und Raumfahrt stehen wir oft vor extremen Herausforderungen :
Im Hinblick auf die Präzision bei der Bearbeitung von Gewinden mit einer Tiefe von 10 mm in Löchern mit einem Durchmesser von 1,6 mm und einer Fehlertoleranz von ±2 μm, denn sobald die Gewinde nicht ordnungsgemäß hergestellt wurden, würde der gesamte Satz Prototypen bei Funktionstests versagen.
Was für ein Herstellungsalptraum erleben Sie, wenn Ihr Produktprototyp Präzisionsgewinde mit einer Tiefe um ein Vielfaches des Durchmessers in haarähnlichen dünnen Löchern verarbeiten muss? Das Gewindeschneiden von tiefen Löchern mit kleinem Durchmesser ist eines der identifizierten Hauptprobleme bei der CNC-Bearbeitung von Prototypen, das sich direkt auf die Funktionalität und Testbarkeit von Prototypen mit hohem Mehrwert auswirkt.
In diesem Artikel wird diese Herausforderung untersucht und modernste CNC-Bearbeitungstechnologie vorgestellt, die präzise Gewindetoleranzen garantiert. Außerdem wird ein Leitfaden geboten, um sicherzustellen, dass nur erstklassige CNC-Bearbeitungsdienste für Prototypen eingesetzt werden, um den Erfolg beim ersten Versuch Ihrer kritischen Prototypen zu gewährleisten.
Zusammenfassung der Kernantwort
| Kernthemen | Technische Punkte | Geschäftswert |
| Herausforderungen beim Gewindebohren tiefer Löcher mit kleinem Durchmesser | Die Entfernung von Spänen, die Anfälligkeit für Werkzeugbruch, unzureichende Kühlung, ein Verhältnis von Tiefe zu Durchmesser von mehr als 5 und ein Lochdurchmesser von weniger als 3 mm sind kritische Grenzen dieses Prozesses. | Schon das Erkennen der Schwierigkeiten kann dazu beitragen, das Scheitern von Prototypen zu vermeiden und die Entwicklungszeit zu verkürzen. |
| Wert hochpräziser Gewindetoleranzen | Die Einhaltung der durch ISO 965 (Klasse 6H) vorgegebenen Toleranzen gewährleistet eine zuverlässige Konnektivität. | Präzision im Mikrometerbereich eliminiert potenzielle Designänderungen, die während der Massenproduktion auftreten könnten. |
| Fortschrittliche Technologie- und Prozesslösungen | Hochdruck-Center-Outlet-Gewindeschneiden, Hochgeschwindigkeits-Gewindeschneiden, Tiefschneide-Gewindeschneiden und Gewindefräsen. | Das Vorhandensein der oben genannten fortschrittlichen Technologien gewährleistet die Qualifizierung von Prototypen. |
| Auswahlkriterien für professionelle Lieferanten | Bewerten Sie Geräte, Fallstudien, CMM-Qualitätskontrolle und DFM. | Qualitätspartner beschleunigen Ihre Produktentwicklungszyklen. |
Wichtige Erkenntnisse:
- Kleines, tiefes Lochgewindeschneiden ist der „Lackmustest“ für die Prototyping-Phase, da er die Wirksamkeit von Funktionstests anhand ihres Erfolgs oder Misserfolgs bestimmt.
- Präzision ist gleich Leistung: Präzisionsgewindetoleranzen müssen genau angegeben und eingehalten werden, sie sind die numerische Grenze für den Zuverlässigkeitsnachweis des Prototyps.
- Technologie definiert Grenzen: Hochdruckkühlung und Hochgeschwindigkeitsspindeln sind erforderlich, um Probleme der Spanabfuhr und -kühlung zu lösen, und wenn es um harte Materialien oder tiefe kleine Löcher geht, bietet das Gewindefräsen eine bessere Schneidmethode .
- Wahl ist Strategie: Bei der CNC-Prototypbearbeitung sollte Ihr Lieferant über die Fähigkeiten und Einrichtungen verfügen, um solche Probleme auf dem neuesten Stand der Technik zu lösen. JS Precision ist Experte für diese Art von Herausforderung.
Warum JS Precision wählen? Prototyp einer CNC-Bearbeitungsanleitung für Tiefloch-Gewindeschneiden
Als Experte für CNC-Bearbeitung bietet JS Precision die Herstellung hochwertiger Prototypen an. Die ultimative Beherrschung des hochmodernen Prozesses bildet die Grundlage für die Wettbewerbsfähigkeit von JS Precision und ist auch die Grundpfeiler unserer professionellen Glaubwürdigkeit.
Ausgestattet mit einer in der Schweiz importierten Ultrahochgeschwindigkeitsspindel (bis zu 60.000 U/min) mit einem Rundlauffehler von ≤ 1 μm verfügen wir über ein Hochdruck-Mittelkühlsystem mit 100 Bar, um Spanabfuhr- und Kühlprobleme präzise zu lösen.
Innerhalb der letzten drei Jahre haben wir mehr als 2.000 kleine Tiefloch-Gewindebohrprojekte für über 500 Kunden aus der Medizin- und Luft- und Raumfahrtbranche abgeschlossen und bis zum heutigen Tag bearbeitet ISO 13485:2016-Standard . Zu den Projekten gehörten schwer zerspanbare Materialien wie Titanlegierungen und Hochtemperaturlegierungen. Bei anspruchsvollen Gewindebohrprojekten mit einem Verhältnis von Tiefe zu Durchmesser > 8:1 wurde eine 100-prozentige Lieferung erreicht.
Mit mehr als 8 Jahren durchschnittlicher Erfahrung in der Prototypenbearbeitung unterstützt Sie unser Ingenieursteam während des gesamten Prozesses, angefangen von der DFM-Designoptimierung bis hin zur Präzisionsprüfung. Wir haben die Prototypen-Entwicklungszyklen unserer Kunden um bis zu 40 % verkürzt, was Zehntausende Dollar an Trial-and-Error-Kosten einspart.
Wenn Sie Probleme mit einem kleinen Tiefloch-Gewindebohrprojekt haben, wenden Sie sich umgehend an das Ingenieurteam von JS Precision. Geben Sie Ihre Material-, Gewindespezifikationen und Toleranzanforderungen an und Sie erhalten innerhalb von 24 Stunden eine maßgeschneiderte Lösung. Lassen Sie sich von unserem professionellen Team dabei unterstützen, Risiken zu mindern und die Produkteinführung zu beschleunigen.
Was ist Prototypen-CNC-Bearbeitung? Warum sind winzige Tieflochgewinde so wichtig?
Die CNC-Bearbeitung von Prototypen spielt vom Entwurf bis zur Massenproduktion eine sehr wichtige Rolle. Das Gewindeschneiden kleiner tiefer Löcher als Kernprozess bestimmt direkt die Wirksamkeit der Prototypenfunktionalität.
Prototypen-CNC-Bearbeitung: Eine Brücke vom digitalen Modell zur physischen Verifizierung
Mit anderen Worten, Prototyp für CNC-Bearbeitung ist eine schnelle Herstellung von Teilen durch präzises computergesteuertes Schneiden von massiven Rohlingen zur Designüberprüfung und Funktionsprüfung. Sein Kernwert liegt in hoher Wiedergabetreue, Materialauthentizität und schneller Iteration . Daher ist es eine der wichtigsten Anwendungen für die CNC-Bearbeitung während der Entwicklungsphase.
Kritische Punkte und häufige Herausforderungen beim Gewindebohren tiefer Löcher mit kleinem Durchmesser
Der Begriff „kleine tiefe Löcher“ steht für Gewindelöcher, deren Durchmesser < Φ3mm und deren Tiefe-zu-Durchmesser-Verhältnis > 5:1 beträgt. Die Bearbeitung kleiner tiefer Löcher steht vor drei großen Herausforderungen:
1. Spanhölle: Späne sammeln sich leicht an und verstopfen in engen Räumen, was zu einem plötzlichen Anstieg des Spindeldrehmoments und einer direkten Beschädigung des Gewindeprofils führt.
2. Werkzeughölle: Schlanke Gewindebohrer haben eine äußerst geringe Steifigkeit, vibrieren während der Bearbeitung leicht und können sogar sofort brechen , sodass sie nicht mehr entfernt werden können.
3. Ineffektive Kühlung: Herkömmliche externe Kühlmethoden können die Schneidkante nicht mit Kühlmittel versorgen, was zu kontinuierlicher Hitzestau, Werkstückverformung und schnellem Werkzeugverschleiß führt.
Wie kann festgestellt werden, ob ein Teil den kritischen Punkt für das Gewindeschneiden kleiner, tiefer Löcher erreicht hat? Reichen Sie Ihre 3D-Zeichnungen ein, und JS Precision stellt Ihnen eine kostenlose Machbarkeitsanalyse zusammen mit einem kostenlosen „Leitfaden zur Vermeidung von Fallstricken bei der CNC-Bearbeitung kleiner Tieflochbohrungen“ zur Verfügung.
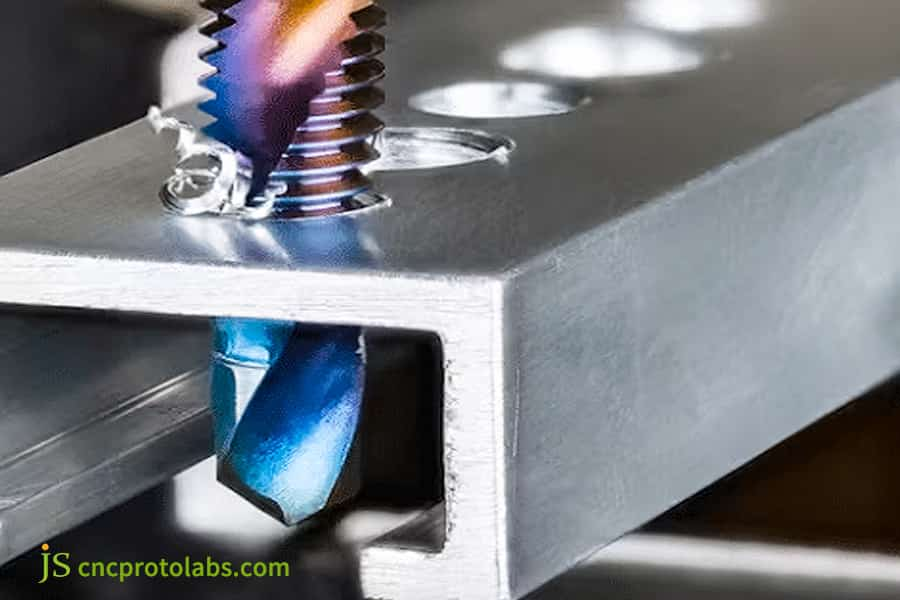
Abbildung 1 Ein Gewindebohrer wird in ein Bohrloch eingeführt und veranschaulicht den Gewindeschneidvorgang bei der Bearbeitung.
Warum ruiniert die „Fast“-Gewindebohrungstoleranz Ihren funktionsfähigen Prototyp?
Der Präzisions-Gewindelochtoleranz stellt die „Lebensader“ der Funktionsüberprüfung von Prototypen dar. Kleine Toleranzabweichungen können zum Scheitern des gesamten Entwicklungsprozesses führen.
Präzisionsgewindetoleranzen entmystifizieren: Die direkte Verbindung zwischen ISO 965-Standards und Funktionalität
Präzisionsgewindetoleranzen (z. B. 6H-Klasse) liegen innerhalb des in angegebenen Abweichungsbereichs ISO 965-1:2013 um eine gleichmäßige Vorspannkraft der zusammenpassenden Teile zu gewährleisten, Vibrationsfestigkeit, Ermüdungsfestigkeit und Dichtleistung zu gewährleisten. Eine Überschreitung der Toleranz führt zu verfälschten Testergebnissen.
Die Kosten unkontrollierter Toleranzen
Bei unkontrollierten Toleranzen würde es zu einer Reihe von Kettenreaktionen kommen.
- Dies würde zum Scheitern des Prototypenmontageprozesses führen. Dies würde zu einer Unterbrechung des Funktionstestprozesses führen.
- Schlimmer noch, es würde dazu führen, dass es schwierig wäre, das Problem zuzuordnen , ob es sich um ein Designproblem oder ein Herstellungsproblem handelt.
- Dies würde zu unnötigen Designänderungen führen, die zu einer Verschwendung von Wochen und Zehntausenden von Dollar führen würden.
Nachfolgend finden Sie eine Vergleichstabelle, die die Wirkung der verschiedenen Toleranzgrade zeigt:
| Toleranzgrad | Anwendungsszenarien | Passgenauigkeit | Ausfallrisiko | Testgültigkeit |
| 6H (Präzisionsklasse) | Schlüsselkomponenten für Medizin und Luft- und Raumfahrt | Extrem geringes Spiel, gleichmäßige Vorspannung | <0,5 % | 99 %+, zuverlässige Daten |
| 7H (Allgemeine Note) | Allgemeine mechanische Teile | Mäßiger Abstand | 5 %–8 % | Ungefähr 85 %, Potenzial für Fehleinschätzungen |
| 7H (Allgemeine Note) | Unkritische Verbindungen | Größerer Spielraum | >15 % | <70 %, kann nicht das wahre Design widerspiegeln |
Wie kann modernste CNC-Bearbeitungstechnologie eingesetzt werden, um das Tieflochgewindeschneiden mit kleinem Durchmesser zu überwinden?
Angesichts der kleinen Tieflochbohrung nur für Fortgeschrittene CNC-Bearbeitungstechnologie wird in der Lage sein, das Problem grundlegend zu lösen und seine Qualität und Effizienz sicherzustellen.
Hochdruck-Penetrationskühlsystem
Die Kernlösung ist die Hochdruck-Wasserspindel mit Mittelauslass und 80–100 Bar. Das Kühlmittel gelangt direkt in die Schneidzone und sorgt so für eine kraftvolle Spanabfuhr und Kühlung des Werkzeugs. Dies ist eine unverzichtbare Technologie bei der Bearbeitung viskoser Materialien, die die Werkzeugstandzeit um mehr als das Dreifache verlängern kann.
Ultrahochgeschwindigkeits- und Ultrapräzisionsspindel
Hohe Drehzahlen von 40.000–100.000 U/min reduzieren die Schnittkräfte und die Belastung des Werkzeugs. Der Rundlauffehler der Spindel beträgt ≤ 1 μm, um die Integrität der Lochwand und des Gewindes zu gewährleisten und die Standzeit des Werkzeugs zu verlängern.
Pick-Tapping und adaptive Steuerung
Beim Tiefbohren werden Späne durch segmentierten Vor- und Rückzug entfernt, wodurch das Problem der Spanabfuhr gelöst wird. Die adaptive Steuerung überwacht das Drehmoment in Echtzeit und zieht das Werkzeug im Falle einer Anomalie automatisch zurück, um Werkstück und Werkzeug zu schützen und eine zuverlässige Bearbeitung zu gewährleisten.
Benötigen Sie eine kompatible CNC-Bearbeitungstechnologielösung? Rufen Sie die technische Hotline von JS Precision an, geben Sie Ihre Material- und Gewindespezifikationen an und ein Verfahrenstechniker wird eine maßgeschneiderte Lösung für Sie erstellen.
Wann sollten wir das traditionelle Gewindeschneiden aufgeben und uns für Präzisionsgewindefräsdienste entscheiden?
Präzisions-Gewindefräsdienstleistungen stellen in bestimmten Anwendungen die überlegene Methode im Vergleich zum herkömmlichen Gewindeschneiden dar, das bisher eine zuverlässige Alternative bei der Bearbeitung von tiefen Löchern mit kleinem Durchmesser darstellte.
Prinzip des Gewindefräsens
Gewindefräsen ist eine Bearbeitungsmethode. Durch die dreiachsige Gestängebewegung der CNC bewegt sich der Fräser entlang einer spiralförmigen Bahn, um Gewinde zu „schnitzen“.
Da der Durchmesser des Werkzeugs kleiner ist als der Durchmesser der Gewindebohrung, können die Späne seitlich abgeführt werden und der „Überlebenskampf“ des Spanverstopfens beim Gewindebohren grundsätzlich vermieden werden. Dies ist ein fortschrittlicher Prozess zur Bearbeitung komplexer Gewinde bei der CNC-Prototypbearbeitung.
Überwältigende Vorteile und Anwendungsszenarien des Gewindefräsens
Das Gewindefräsen hat gegenüber dem herkömmlichen Gewindeschneiden drei wesentliche Vorteile:
1. Hohe Flexibilität: Ein Werkzeug kann Gewinde mit unterschiedlichen Durchmessern und Steigungen bearbeiten, wodurch die Werkzeugkosten gesenkt werden.
2. Hohe Qualität: Geringere Schnittkraft und geringere thermische Verformung ergeben ein viel besseres Gewinde Oberflächenbeschaffenheit , Ra<0,8 μm und die Genauigkeit erreicht konstant die 6H-Toleranz.
3. Hohe Zuverlässigkeit: Da kein umgekehrter Werkzeugrückzug erfolgt, besteht keine Gefahr von Spanbrüchen und Verstopfungen , wodurch sich der Prozess hervorragend für Sacklöcher und tiefe Löcher mit kleinem Durchmesser eignet.
Hier ist eine wichtige Vergleichstabelle zwischen Gewindefräsen und herkömmlichem Gewindeschneiden:
| Vergleichsmaße | Konventionelles Gewindeschneiden | Gewindefräsen | Vorteile | Anwendbare Unterschiede |
| Spanentfernung | Schlecht, anfällig für Verstopfungen | Gute, seitliche Spanabfuhr | Gewindefräsen | Wählen Sie das Fräsen für ein Tiefen-zu-Durchmesser-Verhältnis > 5:1 |
| Werkzeuglebensdauer | Kurz, 50-100 Löcher | Lang, 500-800 Löcher | Gewindefräsen | Wählen Sie das Fräsen für harte Materialien |
| Bearbeitungsgenauigkeit | Mittel, 7H-Klasse | Hoher, stabiler 6H-Grad | Gewindefräsen | Wählen Sie Fräsen für Präzisionsprototypen |
| Ausrüstungsanforderungen | Gewöhnliche Spindel | Hochpräzises Drei-Achsen-Gestänge | Konventionelles Gewindeschneiden | Wählen Sie das Gewindeschneiden für einfache Gewinde |
| Ausschussrate | 5 %–10 % | <1 % | Gewindefräsen | Wählen Sie Fräsen für Kleinserien-Prototypen |
Möchten Sie weitere Erfolgsgeschichten über Präzisionsgewindefräsdienstleistungen sehen? Besuchen Sie jetzt die Fallbibliothek von JS Precision, um ähnliche Projektlösungen in den Bereichen Medizin und Luft- und Raumfahrt zu durchsuchen, oder kontaktieren Sie uns für detaillierte technische Parameter und Bearbeitungsvideos.
 Abbildung 2 Beim Gewindefräsen handelt es sich um einen Prozess, bei dem rotierende Schneidwerkzeuge zum Bearbeiten von Gewinden entlang des Gewindepfads eingesetzt werden.
Abbildung 2 Beim Gewindefräsen handelt es sich um einen Prozess, bei dem rotierende Schneidwerkzeuge zum Bearbeiten von Gewinden entlang des Gewindepfads eingesetzt werden.
Welche Branchen benötigen am meisten professionelle CNC-Bearbeitungsdienstleistungen für Tiefloch-Gewindeprototypen mit kleinem Durchmesser?
Prototypen-CNC-Bearbeitungsdienstleistungen im Zusammenhang mit dem Gewindeschneiden von tiefen Löchern mit kleinem Durchmesser sind in Hochpräzisionsindustrien wie der Medizintechnik, der Luft- und Raumfahrt sowie der High-End-Elektronik unverzichtbar.
| Industrie | Material | Thread-Spezifikation | Seitenverhältnis | Toleranz | Jährlicher Bedarf |
| Medizinische Geräte | Ti-6Al-4V, 316L | M1,2-M2,5 | 5:1-8:1 | 6H+ | 800-1200 Zyklen |
| Luft- und Raumfahrt | Inconel 718, TC4 | M2-M3,5 | 6:1-10:1 | 6H | 500-800 Zyklen |
| High-End-Elektronik | 6061 Aluminium, PEEK | M1,6-M2,0 | 4:1-6:1 | 6H-7H | 1200-1500 Zyklen |
| Präzisionsinstrumente | SUS304, H62 | M1.0-M1.8 | 5:1-7:1 | 6H | 700-900 Zyklen |
Warum entscheiden sie sich für die Auslagerung an professionelle Dienstleister?
Die Unternehmen in diesen Branchen nutzen den Prototyp des Outsourcings von CNC-Bearbeitungsdienstleistungen aus folgenden Gründen:
- Sie verfügen nicht über Geräte wie Ultrahochgeschwindigkeits- und Hochdruckkühlsysteme.
- Sie können sich die Kosten für Versuch und Irrtum bei Mikrowerkzeugen nicht leisten .
- Sie benötigen das Fachwissen des Lieferanten im Bereich Design for Manufacturability, das ihnen bei der Konstruktion von Teilen im Hinblick auf die CNC-Bearbeitung helfen kann.
Fallstudie: JS Precision erobert M1,6x10-Tiefbohrungen und hilft bei der Null-Fehler-Lieferung eines Miniatursensor-Prototyps
Die Bearbeitung tiefer Löcher mit kleinem Durchmesser ist ein echter Test für die CNC-Bearbeitungsfähigkeiten im Prototyping. Der folgende Fall zeigt die technische Leistungsfähigkeit von JS Precision.
Herausforderung
Ein gewisses Luft- und Raumfahrtunternehmen erfordert ein Drucksensorgehäuse aus 17-4PH-Edelstahl (H1100, HRC 40-45) mit M1,6 × 10-mm-Gewinden (Verhältnis Tiefe zu Durchmesser > 6:1), mit einer Toleranz von 6H und einer 100 %igen Prüfung des Endmessgeräts . Die erste Charge von 5 Stück wird für strenge Vibrationstests verwendet.
JS-Präzisionslösung
Das Ingenieurteam von JS Precision entwickelte nach einer eingehenden Analyse eine maßgeschneiderte Lösung für die Bearbeitung:
1. Prozessauswahl: Angesichts der hohen Härte des Materials und der großen Tiefe des Lochs wird das herkömmliche Gewindebohren aufgegeben und Präzisions-Gewindefräsdienste eingesetzt, um Schnitt- und Spanentfernungsprobleme an der Wurzel zu vermeiden.
2. Werkzeuge und Parameter: Maßgeschneiderte Hartmetall-Gewindefräser mit ultrafeinen Partikeln (0,8 mm Durchmesser), kombiniert mit Ultrahochgeschwindigkeitsschneiden (45.000 U/min), mit mikrometergenauen Vorschubgeschwindigkeiten (0,005 mm/Zahn) und Ölnebel zur Minimierung thermischer Verformungen.
3. Qualitätskontrolle: Neben der Durchführung einer 100 % Gut/Schlecht-Lehrenprüfung der Gewindeteile wurde eine optische Projektion mit hoher Vergrößerung durchgeführt, um ihr Gewindeprofil zu analysieren und zu messen, und eine CMM-Koordinatenmessmaschine wurde eingesetzt, um den Wert der Flankendurchmesserabweichung zu überprüfen.
Ergebnisse
Schließlich bestanden alle 5 Prototypenteile aus der ersten Charge den Test erfolgreich mit einer Oberflächengüte von Ra < 0,8 μm am Gewinde, während die Abweichung des Flankendurchmessers innerhalb von ±1,5 μm liegt. Der Vibrationstest des Kunden wurde ohne Anzeichen von Lockerheit an der Schraubverbindung bestanden und erfüllt somit die Anforderungen für den Einsatz in voll und ganz Luft- und Raumfahrtumgebungen .
Das gesamte Projekt, von der Bestätigung der Zeichnung bis zum Erhalt eines akzeptierten Prototyps , dauerte nur fünf Arbeitstage , was unserem Kunden mehr als drei Wochen Versuch und Irrtum ersparte.
Möchten Sie eine Null-Fehler-Lieferung für Ihr Tiefloch-Gewindeprojekt mit kleinem Durchmesser erreichen? Kontaktieren Sie jetzt JS Precision, teilen Sie ihnen Ihre Projektherausforderungen und -anforderungen mit, und wir werden unsere erfolgreichen Erfahrungen wiederholen und Ihnen eine vollständige Prozessunterstützung vom Prozessdesign bis zur Qualitätsprüfung bieten, sodass Sie bei der Prototypenentwicklung Umwege vermeiden können.
 Abbildung 3 Drucksensor mit Einbaugewinde
Abbildung 3 Drucksensor mit Einbaugewinde
Wie wählen Sie den richtigen Partner für die CNC-Bearbeitung von Prototypen für Ihr Projekt aus?
Die Wahl des richtigen Partners für CNC-Bearbeitungsprototypen kann die Produktentwicklung beschleunigen. Eine vierstufige Bewertungsmethode hilft Ihnen, den richtigen Partner genau auszuwählen.
Vierstufige Bewertungsmethode: Eine umfassende Überprüfung von der Ausrüstung bis zur Kommunikation
Ein guter Partner für die CNC-Bearbeitung von Prototypen prüft neben der Bearbeitung auch Risiken, optimiert Designs, um Kosten zu sparen und die Effizienz zu verbessern, und verkürzt die Markteinführungszeit.
- Technische Beratung: Überprüfen Sie die Drehzahl der Hochdruckspindel, die Höchstgeschwindigkeit usw.
- Qualitätsüberprüfung: Überprüfen Sie die Gewindeinspektionsprozesse (Gut/Schlecht-Lehre oder CMM), um möglichen Qualitätsproblemen vorzubeugen.
- Eingehende Prozessanalyse: Erkundigen Sie sich nach dem Prozess und den Gründen für die Materialanpassung und beurteilen Sie die Fähigkeit, Lösungen vorzuschlagen.
- Bewertung der Zusammenarbeit: Bewerten Sie sie hinsichtlich ihres aktiven Vorschlags Design für die Fertigung bei der Bewertung des Potenzials ihrer Zusammenarbeit.
Über die Verarbeitung hinaus: Lieferanten als strategische Erweiterung von Entwicklungsteams behandeln
Der ideale Partner für CNC-Bearbeitungsprototypen muss nicht nur in der Lage sein, die Bearbeitung durchzuführen , sondern auch in der Lage sein, Frühwarnungen oder Lösungen für Alternativen und Designoptimierungen anzubieten. Bei der Frühwarnung handelt es sich um Frühwarnungen vor Risiken, während es bei der Designoptimierung um die Optimierung von Designs geht.
FAQs
F1: Welche Materialien werden am häufigsten zum Gewindeschneiden von tiefen Löchern mit kleinem Durchmesser verwendet? Welche sind am schwierigsten zu bearbeiten?
Zum Gewindeschneiden kleiner Durchmesser und tiefer Löcher werden hauptsächlich rostfreie Stähle (und deren Sorten wie 304 und 316) und Aluminiumlegierungen verwendet. Werkstoffe aus Titanlegierungen, Werkstoffen aus Hochtemperaturlegierungen und vergüteten Formstählen sind am schwierigsten zu bearbeiten, da ihre Kühleffizienz und die Anforderungen an die Werkzeugleistung extrem hoch sind.
F2: Welche Lochtiefe gilt als „tiefes Loch“ und welche speziellen Prozesse sind erforderlich?
Beim Gewindeschneiden erfordert ein Verhältnis von Tiefe zu Durchmesser über 3:1 ein vorsichtiges Gewindeschneiden, während über 5:1 spezielle Gewindeschneidvorgänge wie Tieflochschneiden oder Fräsen erforderlich sind.
F3: Wie lege ich die Anforderungen für kleine Gewindelöcher in meinen Zeichnungen fest?
Aus den Zeichnungen müssen Folgendes deutlich hervorgehen: Gewindespezifikation (z. B. M2x0,4), Toleranzgrad (z. B. 6H), effektive Gewindetiefe, Lochbodentyp (Loch mit flachem Boden oder Bohrspitze) sowie Material- und Wärmebehandlungsstatus.
F4: Was ist teurer: Gewindefräsen oder herkömmliches Gewindeschneiden?
Im Hinblick auf die Kosten für einteiliges Werkzeug gelten Gewindefräser als teurer. Unter Berücksichtigung von Faktoren wie Werkzeugstandzeit, Zuverlässigkeit, Flexibilität und Ausschussrate können beim Gewindefräsen jedoch geringere Gesamtkosten für die Tieflochbearbeitung harter Materialien oder die Prototypenbearbeitung anfallen.
F5: Wie kann die Qualität des Pilotlochs sichergestellt werden, bevor kleine tiefe Löcher gebohrt werden?
Um ein qualitativ hochwertiges Pilotloch zu gewährleisten, sollte ein hochpräziser Bohrer mit hoher Steifigkeit verwendet werden, wobei das Bohren in einem Tiefbohrzyklus durchgeführt werden muss, vorausgesetzt, dass eine scharfe Schneidkante des Bohrers erhalten bleibt. Dies sind sehr wichtige Voraussetzungen für das Bohren von Löchern. Die Vertikalität und Durchmessergenauigkeit der Bohrlochsohle sind wichtige Voraussetzungen für ein erfolgreiches Gewindeschneiden.
F6: Welche Abhilfemaßnahmen gibt es, wenn ein Wasserhahn im Loch bricht?
Nachdem ein Gewindebohrer gebrochen ist, ist es möglich, den gebrochenen Teil mit der EDM (Elektrische Entladungsmaschine) abzuschneiden. Es ist jedoch ein zeitaufwändiger Prozess. In der Praxis ist es am besten, einen Bruch zu vermeiden, bevor er passiert.
F7: Wie kann überprüft werden, ob die vom Lieferanten behauptete hohe Präzision echt ist?
Die Lösung für die Herausforderung, hohe Präzision zu überprüfen, besteht darin, vom Hersteller zu verlangen, dass er seine Inspektionsergebnisse für Gewinde mit vergleichbaren Spezifikationen überprüft, insbesondere die vom KMG gemessenen Gewindesteigungsdurchmesser , anstatt sich nur mit der Aussage zufrieden zu geben, dass das Messgerät bestanden hat.
F8: Welche einzigartigen Vorteile bietet JS Precision bei der Bewältigung solch schwieriger Probleme?
JS Precision ist mit Ultrahochgeschwindigkeitsspindeln (bis zu 60.000 U/min) in Schweizer Qualität und Hochdruckkühlsystemen ausgestattet. Das Unternehmen verfügt über zahlreiche Erfolgsbeispiele beim Tieflochgewindeschneiden mit kleinem Durchmesser für die Medizin- und Luft- und Raumfahrtindustrie und bietet umfassende prozesstechnische Unterstützung vom DFM bis zur Präzisionsprüfung.
F9: Wie kann ich ein Angebot für Tieflochgewindebohr- und Präzisionsgewindefräsdienstleistungen mit kleinem Durchmesser erhalten?
Sie können ein detailliertes Angebot erhalten, indem Sie Ihre Projektanforderungen – einschließlich Material, Gewindespezifikationen (z. B. M1,6 × 10 mm), Toleranzklasse (z. B. 6H) und Menge – mit dem Ingenieurteam von JS Precision teilen. Das werden wir bieten eine maßgeschneiderte Lösung mit transparenter Preisgestaltung, oft innerhalb von 24 Stunden.
Zusammenfassung
Das Gewindeschneiden von tiefen Löchern mit kleinem Durchmesser stellt kein unüberwindbares Produktionshindernis dar, sondern ist vielmehr ein Testgelände für die Möglichkeiten der CNC-Bearbeitung von Prototypen. Wenn Sie sich für ein Unternehmen entscheiden, das über modernste Ausrüstung, Prozesskenntnisse und ein umfassendes Qualitätssystem verfügt, wird dieser „Fertigungsalbtraum“ zu einem „Prototypen-Highlight“.
Mit jahrelanger Erfahrung ist JS Precision ein Meister im Tieflochgewindeschneiden mit kleinem Durchmesser und Präzision im Mikrometerbereich bei Ihren High-End-Prototypen.
Werden Sie jetzt aktiv! Laden Sie Ihre 3D-Designs hoch und erhalten Sie in weniger als 24 Stunden ein kostenloses DFM-Berichts- und Preisangebotspaket. Lassen Sie sich vom Expertenteam von JS Precision den Weg ebnen und starten Sie Ihre innovativen Getriebedesigns mit unseren präzisen Fertigungslösungen.

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. JS Precision Services Es gibt keine Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das JS Precision Network bereitstellt. Es liegt in der Verantwortung des Käufers Teileangebot anfordern Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
JS Präzision Team
JS Precision ist ein branchenführendes Unternehmen , konzentrieren sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen JS Präzision Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

