

Usinage CNC de prototypes est souvent confronté à des défis extrêmes dans la fabrication de prototypes de produits haut de gamme tels que des microcapteurs pour dispositifs médicaux et des connecteurs de précision pour l'aérospatiale :
En termes de précision dans l'usinage de filetages de 10 mm de profondeur dans des trous de diamètre 1,6 mm avec une tolérance d'erreur de ± 2 μm, car une fois les filetages mal réalisés, l'ensemble des prototypes échouerait aux tests fonctionnels.
À quel genre de cauchemar de fabrication êtes-vous confronté lorsque votre prototype de produit doit traiter des fils de précision avec des profondeurs plusieurs fois supérieures au diamètre des cheveux, comme des trous fins ? Le taraudage de trous profonds de petit diamètre est l'un des principaux problèmes identifiés pour l'usinage CNC de prototypes, qui affecte directement la fonctionnalité et la testabilité des prototypes à haute valeur ajoutée.
Cet article examinera ce défi et révélera une technologie d'usinage CNC de pointe qui garantit des tolérances de filetage de précision et offrira un guide pour garantir que seuls des services d'usinage CNC de prototypes supérieurs sont utilisés pour garantir le succès dès la première tentative de vos prototypes critiques.
Résumé des réponses de base
| Questions fondamentales | Points techniques | Valeur commerciale |
| Défis du taraudage de trous profonds de petit diamètre | L'élimination des copeaux, la susceptibilité à la casse de l'outil, un refroidissement inadéquat, un rapport profondeur/diamètre supérieur à 5 et un diamètre de trou inférieur à 3 mm sont des limites critiques de ce processus. | Même comprendre les difficultés peut aider à éviter l’échec du prototype et à réduire le temps de développement. |
| Valeur des tolérances de filetage de haute précision | Le respect des tolérances spécifiées par la norme ISO 965 (grade 6H) garantit une connectivité fiable. | La précision au micron élimine les modifications de conception potentielles qui pourraient survenir lors de la production de masse. |
| Solutions avancées de technologie et de processus | Taraudage à sortie centrale haute pression, taraudage à grande vitesse, taraudage à débourrage et fraisage de filetage. | La présence des technologies avancées ci-dessus assure la qualification des prototypes. |
| Critères de sélection des fournisseurs professionnels | Évaluez l’équipement, les études de cas, le contrôle qualité CMM et le DFM. | Des partenaires de qualité accélèrent vos cycles de développement de produits. |
Points clés à retenir :
- Taraudage de petits trous profonds est le « test décisif » pour la phase de prototypage car il détermine l'efficacité des tests fonctionnels en fonction de leur succès ou de leur échec.
- Précision égale performance : les tolérances de filetage de précision doivent être indiquées et respectées avec précision, c'est la limite numérique pour la preuve de fiabilité du prototype.
- La technologie définit les limites : un refroidissement à haute pression et des broches à grande vitesse sont nécessaires pour aider à résoudre les problèmes d'élimination des copeaux et de refroidissement, et lorsque des matériaux durs ou de petits trous profonds sont impliqués, le fraisage de filets offre une meilleure méthode de coupe .
- Le choix est une stratégie : dans l'usinage de prototypes CNC, votre fournisseur doit disposer des compétences et des installations nécessaires pour surmonter de tels problèmes à la pointe de la technologie. JS Precision est un expert de ce type de défi.
Pourquoi choisir JS Précision ? Guide de taraudage de trous profonds pour l'usinage CNC de prototypes
En fournissant une fabrication de prototypes haut de gamme en tant qu'expert en usinage CNC, la maîtrise ultime du processus de pointe constitue le cœur de la compétitivité de JS Precision et constitue également le pilier central de notre crédibilité professionnelle.
Équipé d'une broche ultra-rapide importée de Suisse (jusqu'à 60 000 tr/min) avec un battement radial ≤1 μm, nous disposons d'un système de refroidissement central haute pression de 100 bars pour résoudre avec précision les problèmes d'élimination des copeaux et de refroidissement.
Au cours des trois dernières années, nous avons réalisé plus de 2 000 projets de taraudage de petits trous profonds pour plus de 500 clients du secteur médical et aérospatial , traités selon les normes Norme ISO 13485:2016 . Les projets incluaient des matériaux difficiles à usiner comme les alliages de titane et les alliages haute température. Des projets de taraudage difficiles avec un rapport profondeur/diamètre > 8:1 ont permis d'obtenir un taux de livraison de 100 %.
Avec plus de 8 ans d'expérience moyenne dans l'usinage de prototypes, notre équipe d'ingénieurs vous accompagnera tout au long du processus, depuis l'optimisation de la conception DFM jusqu'à l'inspection de précision. Nous avons réduit les cycles de développement de prototypes de nos clients jusqu'à 40 %, ce qui permet d'économiser des dizaines de milliers de dollars en coûts d'essais et d'erreurs.
Si vous rencontrez des difficultés avec un petit projet de taraudage de trous profonds, contactez immédiatement l'équipe d'ingénierie de JS Precision. Fournissez votre matériau, vos spécifications de filetage et vos exigences de tolérance, et vous recevrez une solution personnalisée dans les 24 heures. Laissez notre équipe de professionnels vous aider à atténuer les risques et à accélérer le lancement du produit.
Qu'est-ce que l'usinage CNC de prototypes ? Pourquoi les petits fils à trous profonds sont-ils si importants ?
L’usinage CNC de prototypes joue un rôle très important depuis la conception jusqu’à la production en série. Le taraudage de petits trous profonds, en tant que processus principal , détermine directement l'efficacité de la fonctionnalité du prototype.
Usinage CNC de prototypes : un pont entre le modèle numérique et la vérification physique
Autrement dit, Prototype d'usinage CNC est une fabrication rapide de pièces utilisant une découpe de précision contrôlée par ordinateur d'ébauches solides pour la vérification de la conception et les tests fonctionnels. Sa valeur fondamentale réside dans la haute fidélité, l'authenticité des matériaux et l'itération rapide . Il s'agit donc de l'une des applications les plus importantes pour l'usinage CNC pendant la phase de développement.
Points critiques et défis courants liés au taraudage de trous profonds de petit diamètre
Le terme « petits trous profonds » désigne des trous filetés dont le diamètre < Φ3 mm et dont le rapport profondeur/diamètre > 5:1. L’usinage de petits trous profonds fait face à trois défis majeurs :
1.Chip Hell : Les copeaux s'accumulent et se bouchent facilement dans les espaces confinés, provoquant une augmentation soudaine du couple de broche et endommageant directement le profil du filetage.
2. L'enfer des outils : les tarauds minces ont une rigidité extrêmement médiocre, vibrent facilement pendant l'usinage et peuvent même se briser instantanément , les rendant impossibles à retirer.
3. Refroidissement inefficace : Les méthodes de refroidissement externes traditionnelles ne peuvent pas fournir de liquide de refroidissement jusqu'au tranchant, ce qui entraîne une accumulation continue de chaleur, une déformation de la pièce et une usure rapide des outils.
Comment déterminer si une pièce a atteint le point critique pour tarauder de petits trous profonds ? Soumettez vos dessins 3D et JS Precision vous fournira une analyse de faisabilité gratuite, ainsi qu'un "Guide d'évitement des pièges de taraudage de petits trous profonds pour l'usinage CNC de prototypes".
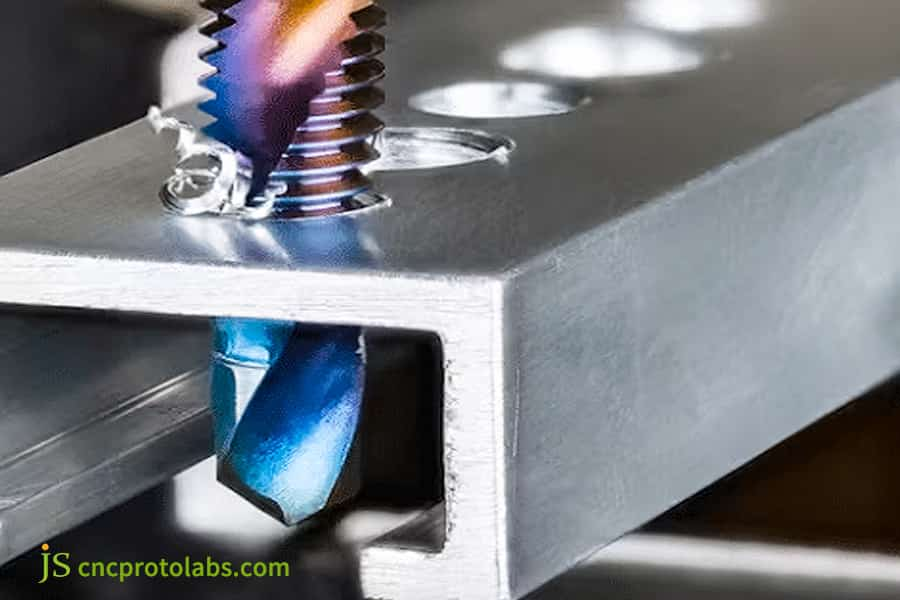
Figure 1 Un taraud est inséré dans un trou percé illustrant le processus de taraudage lors de l'usinage.
Pourquoi la tolérance des trous « presque » taraudés ruine-t-elle votre prototype fonctionnel ?
Le tolérance des trous taraudés de précision représente la « bouée de sauvetage » de la vérification fonctionnelle des prototypes. De petites variations de tolérance peuvent entraîner un échec du processus de développement dans son ensemble.
Démystifier les tolérances de filetage de précision : le lien direct entre les normes ISO 965 et la fonctionnalité
Les tolérances de filetage de précision (telles que la qualité 6H) se situent dans la plage d'écart spécifiée dans ISO 965-1:2013 pour assurer une force de pré-serrage uniforme des pièces d'accouplement, garantir l'anti-vibration, la résistance à la fatigue et les performances d'étanchéité. Le dépassement de la tolérance entraînera des résultats de test faussés.
Le coût des tolérances incontrôlées
Si les tolérances ne sont pas contrôlées, un certain nombre de réactions en chaîne peuvent se produire.
- Cela entraînerait l’échec du processus d’assemblage du prototype. Par conséquent, cela entraînerait une perturbation du processus de tests fonctionnels.
- Pire encore, il serait difficile de déterminer s'il s'agit d'un problème de conception ou d'un problème de fabrication.
- Cela entraînerait des modifications de conception inutiles, ce qui entraînerait une perte de semaines et de dizaines de milliers de dollars.
Vous trouverez ci-dessous un tableau comparatif indiquant l’effet des différents degrés de tolérance :
| Niveau de tolérance | Scénarios d'application | Précision d'ajustement | Risque d'échec | Validité des tests |
| 6H (qualité de précision) | Composants clés médicaux et aérospatiaux | Jeu extrêmement réduit, précharge uniforme | <0,5% | 99 %+, données fiables |
| 7H (grade général) | Pièces mécaniques générales | Dégagement modéré | 5%-8% | Environ 85 %, risque d'erreur de jugement |
| 7H (grade général) | Connexions non critiques | Dégagement plus grand | >15% | <70 %, ne peut pas refléter le véritable design |
Comment utiliser la technologie d'usinage CNC de pointe pour surmonter le taraudage de trous profonds de petit diamètre ?
Compte tenu du petit taraudage profond, seulement avancé Technologie d'usinage CNC sera en mesure de résoudre le problème fondamentalement, en garantissant sa qualité et son efficacité.
Système de refroidissement par pénétration haute pression
La solution principale est la broche d'eau à sortie centrale haute pression de 80 à 100 bars. Le liquide de refroidissement atteint directement la zone de coupe pour assurer une évacuation puissante des copeaux et un refroidissement de l'outil. Il s’agit d’une technologie incontournable lors de l’usinage de matériaux visqueux, qui peut multiplier par trois la durée de vie des outils.
Broche ultra-haute vitesse et ultra-précision
Des vitesses élevées de 40 000 à 100 000 tr/min réduisent les forces de coupe et la charge sur l'outil. Le faux-rond de la broche ≤1 μm par rapport à la qualité de la paroi du trou et à l'intégrité du filetage améliore la durée de vie de l'outil.
Taraudage et contrôle adaptatif
Le taraudage élimine les copeaux grâce à une avance et une rétraction segmentées, résolvant ainsi le problème d'élimination des copeaux. Le contrôle adaptatif surveille le couple en temps réel, rétracte automatiquement l'outil en cas d'anomalie pour la protection de la pièce et de l'outil, permettant ainsi un usinage fiable.
Besoin d’une solution technologique d’usinage CNC compatible ? Appelez la hotline technique de JS Precision, spécifiez vos spécifications de matériau et de filetage, et un ingénieur de procédés vous proposera une solution sur mesure.
Quand devrions-nous abandonner le filetage traditionnel et choisir des services de fraisage de filetage de précision ?
Services de fraisage de filetage de précision représentent la méthode supérieure dans certaines applications par rapport au taraudage conventionnel, qui constituait jusqu'à présent une alternative fiable pour l'usinage de trous profonds de petit diamètre.
Principe de fraisage de filetage
Le fraisage de filetage est une méthode d'usinage. Grâce au mouvement de liaison à trois axes de la CNC, la fraise se déplace le long d'une trajectoire hélicoïdale pour « sculpter » des filetages.
Étant donné que le diamètre de l'outil est plus petit que le diamètre du trou fileté, les copeaux peuvent être évacués latéralement et peuvent fondamentalement éviter la « lutte pour la survie » du colmatage des copeaux lors du taraudage . Il s'agit d'un processus avancé permettant de gérer des filetages complexes dans l'usinage CNC de prototypes.
Avantages considérables et scénarios d'application du fraisage de filetage
Le fraisage de filets présente trois avantages essentiels par rapport au taraudage conventionnel :
1. Haute flexibilité : un outil peut usiner des filetages de différents diamètres et pas, réduisant ainsi les coûts des outils.
2. Haute qualité : une force de coupe inférieure et moins de déformation thermique donnent un bien meilleur filetage état de surface , Ra<0,8 μm et la précision atteint systématiquement la tolérance de 6H.
3. Haute fiabilité : en raison de l'absence de processus de rétraction inverse de l'outil, il n'y a aucun risque de casse et de colmatage des copeaux , ce qui rend le processus parfaitement adapté aux trous borgnes et aux trous profonds de petit diamètre.
Voici un tableau de comparaison clé entre le filetage à la fraise et le taraudage conventionnel :
| Dimensions de comparaison | Taraudage conventionnel | Fraisage de filetage | Avantages | Différences applicables |
| Élimination des copeaux | Pauvre, sujet au colmatage | Bonne évacuation latérale des copeaux | Fraisage de filetage | Choisissez le fraisage pour un rapport profondeur/diamètre > 5:1 |
| Durée de vie de l'outil | Court, 50-100 trous | Longue, 500 à 800 trous | Fraisage de filetage | Choisissez le fraisage pour les matériaux durs |
| Précision d'usinage | Moyen, qualité 7H | Qualité 6H élevée et stable | Fraisage de filetage | Choisissez le fraisage pour des prototypes de précision |
| Exigences en matière d'équipement | Broche ordinaire | Liaison à trois axes de haute précision | Taraudage conventionnel | Choisissez le taraudage pour les fils simples |
| Taux de rebut | 5%-10% | <1% | Fraisage de filetage | Choisissez le fraisage pour les prototypes en petits lots |
Vous souhaitez voir plus d’histoires de réussite des services de fraisage de filetage de précision ? Visitez dès maintenant la bibliothèque de cas de JS Precision pour parcourir des solutions de projets similaires dans les domaines médical et aérospatial, ou contactez-nous pour des paramètres techniques détaillés et des vidéos d'usinage.
 Figure 2 Le fraisage de filetage est un processus qui utilise des outils de coupe rotatifs pour usiner des filetages le long du chemin du filetage.
Figure 2 Le fraisage de filetage est un processus qui utilise des outils de coupe rotatifs pour usiner des filetages le long du chemin du filetage.
Quelles industries nécessitent le plus des services d'usinage CNC professionnels de prototypes de taraudage de trous profonds de petit diamètre ?
Services d'usinage CNC de prototypes Les outils liés au taraudage de trous profonds de petit diamètre sont indispensables dans les industries de haute précision telles que le médical, l'aérospatiale et l'électronique haut de gamme.
| Industrie | Matériel | Spécification du fil | Rapport hauteur/largeur | Tolérance | Demande annuelle |
| Dispositifs médicaux | Ti-6Al-4V, 316L | M1.2-M2.5 | 5:1-8:1 | 6H+ | 800-1200 cycles |
| Aérospatial | Inconel 718, TC4 | M2-M3.5 | 6:1-10:1 | 6H | 500-800 cycles |
| Electronique haut de gamme | Aluminium 6061, PEEK | M1.6-M2.0 | 4:1-6:1 | 6H-7H | 1200-1500 cycles |
| Instruments de précision | SUS304, H62 | M1.0-M1.8 | 5:1-7:1 | 6H | 700-900 cycles |
Pourquoi choisissent-ils de sous-traiter à des prestataires de services professionnels ?
Les entreprises de ces secteurs recourent à l’externalisation des services d’usinage de prototypes CNC pour les raisons suivantes :
- Ils ne possèdent pas d'équipements tels que des systèmes de refroidissement à ultra-haute vitesse et haute pression.
- Ils ne peuvent pas se permettre le coût des essais et des erreurs dans les micro-outils.
- Ils ont besoin de l'expertise du fournisseur en matière de conception pour la fabricabilité, ce qui peut les aider à concevoir des pièces par rapport à l'usinage CNC.
Étude de cas : à la conquête du trou profond M1,6x10, JS Precision participe à la livraison zéro défaut d'un prototype de capteur miniature
S'attaquer aux trous profonds de petit diamètre constitue un véritable test des capacités de prototypage en usinage CNC. Le cas suivant illustre les prouesses techniques de JS Precision.
Défi
Un certain entreprise aérospatiale nécessite un boîtier de capteur de pression en acier inoxydable 17-4PH (H1100, HRC 40-45), avec des filetages M1,6 × 10 mm (rapport profondeur/diamètre > 6:1), avec une tolérance de niveau 6H et un test de jauge d'arrêt de réussite à 100 % . Le premier lot de 5 pièces sera utilisé pour des tests de vibrations rigoureux.
Solution de précision JS
L'équipe d'ingénierie de JS Precision, après avoir effectué une analyse approfondie, a proposé une solution d'usinage personnalisée :
1. Sélection du processus : Compte tenu de la dureté élevée du matériau et de la grande profondeur du trou, le taraudage traditionnel est abandonné et des services de fraisage de filetage de précision sont adoptés pour éviter les problèmes de coupe et d'élimination des copeaux à la racine.
2. Outils et paramètres : fraises à fileter en carbure à particules ultrafines sur mesure (0,8 mm de diamètre), en combinaison avec une coupe ultra-rapide (45 000 tr/min) avec une précision au micron dans les vitesses d'avance (0,005 mm/dent) et un brouillard d'huile pour minimiser la déformation thermique.
3. Contrôle de qualité : en plus d'effectuer une inspection à 100 % des pièces filetées, une projection optique à fort grossissement a été réalisée pour analyser et mesurer leur profil de filetage, et une machine de mesure de coordonnées CMM a été utilisée pour vérifier la valeur de son écart de diamètre primitif.
Résultats
Enfin, les 5 pièces prototypes du premier lot ont réussi le test avec un état de surface Ra < 0,8 μm sur les filetages, tandis que l'écart du diamètre primitif est de ± 1,5 μm. Le test de vibration du client a réussi en une seule fois, sans aucun signe de desserrage au niveau du raccord fileté, répondant pleinement aux exigences d'utilisation dans environnements aérospatiaux .
L'ensemble du projet, depuis la confirmation du dessin jusqu'à la réception d'un prototype accepté en main , n'a pris que 5 jours ouvrables , ce qui a permis à notre client d'économiser plus de 3 semaines d'efforts d'essais et d'erreurs.
Vous souhaitez obtenir une livraison zéro défaut pour votre projet de taraudage de trous profonds de petit diamètre ? Contactez JS Precision dès maintenant, faites-leur part des défis et des exigences de votre projet, et nous reproduirons notre expérience réussie, en fournissant un support complet du processus, de la conception du processus à l'inspection qualité, permettant ainsi au développement de votre prototype d'éviter les détours.
 Figure 3 Capteur de pression avec filetage d'installation
Figure 3 Capteur de pression avec filetage d'installation
Comment choisir le bon partenaire de prototype d'usinage CNC pour votre projet ?
Choisir le bon partenaire de prototypes d'usinage CNC peut accélérer le développement de produits. Une méthode d'évaluation en quatre étapes vous aide à sélectionner avec précision le bon partenaire.
Méthode d'évaluation en quatre étapes : un examen complet de l'équipement à la communication
Un bon partenaire pour l'usinage de prototypes CNC, en plus de réaliser l'usinage, examine les risques, optimise les conceptions pour réduire les coûts et améliorer l'efficacité, et réduit les délais de mise sur le marché.
- Consultation technique : Vérifiez la vitesse de la broche haute pression, la vitesse maximale, etc.
- Vérification de la qualité : vérifiez les processus d'inspection des filetages (jauge go/no-go ou CMM) pour éviter d'éventuels problèmes de qualité.
- Analyse approfondie du processus : renseignez-vous sur le processus d'adaptation du matériau et ses raisons, et évaluez la capacité à proposer des solutions.
- Évaluation de la collaboration : évaluez-les pour leur proposition active de Conception pour la fabrication lors de l’évaluation du potentiel de leur collaboration.
Au-delà du traitement : traiter les fournisseurs comme des extensions stratégiques des équipes de développement
Le partenaire idéal pour les prototypes d'usinage CNC doit non seulement être capable d'usiner , mais également être en mesure de proposer des alertes précoces ou des solutions d'alternatives et d'optimisation de la conception. L'alerte précoce fait référence aux alertes précoces concernant les risques, tandis que l'optimisation de la conception consiste à optimiser les conceptions.
FAQ
Q1 : Quels sont les matériaux les plus couramment utilisés pour tarauder des trous profonds de petit diamètre ? Quels sont les plus difficiles à usiner ?
Pour le taraudage de trous de petit diamètre et profonds, les aciers inoxydables (et leurs variétés comme 304 et 316) et les alliages d'aluminium sont principalement utilisés. Les alliages de titane, les alliages haute température et les aciers pour moules trempés sont les plus difficiles à usiner, car leurs exigences en matière d'efficacité de refroidissement et de performances des outils sont extrêmement élevées.
Q2 : Quelle profondeur de trou est considérée comme un « trou profond » et quels processus spéciaux sont requis ?
Pour le taraudage, un rapport profondeur/diamètre supérieur à 3 : 1 nécessite un taraudage délicat, tandis qu'un rapport supérieur à 5 : 1 nécessite des opérations de taraudage spéciales telles que le taraudage ou le fraisage.
Q3 : Comment puis-je spécifier les exigences relatives aux petits trous filetés sur mes dessins ?
Les dessins doivent indiquer clairement : les spécifications du filetage (par exemple M2x0,4), le degré de tolérance (par exemple 6H), la profondeur effective du filetage, le type de fond de trou (trou à fond plat ou pointe de foret), ainsi que l'état du matériau et du traitement thermique.
Q4 : Qu'est-ce qui est le plus cher, le filetage à la fraise ou le taraudage traditionnel ?
En termes de coût d’outillage d’une seule pièce, les fraises à fileter sont considérées comme plus coûteuses. Mais en prenant en compte des facteurs tels que la durée de vie de l'outil, la fiabilité, la flexibilité et le taux de rebut, le fraisage de filets peut avoir un coût total inférieur pour l'usinage de trous profonds de matériaux durs ou l'usinage de prototypes.
Q5 : Comment garantir la qualité du trou pilote avant de tarauder de petits trous profonds ?
Afin de garantir un avant-trou de qualité, un foret de haute précision et de haute rigidité doit être utilisé, le forage étant effectué selon un cycle de forage à débourrage, à condition de conserver un bord tranchant du foret. Ce sont des conditions très importantes pour percer des trous. La verticalité et la précision du diamètre du fond de trou sont des conditions préalables importantes pour un taraudage réussi.
Q6 : Quels sont les remèdes si un robinet se brise à l’intérieur du trou ?
Après la rupture d'un robinet, il est possible d'utiliser l'EDM (Electrical Discharge Machine) pour couper la partie cassée. Cependant, c'est un processus qui prend du temps. Dans la pratique, il est préférable d’éviter la casse avant qu’elle ne se produise.
Q7 : Comment vérifier si la haute précision revendiquée par le fournisseur est authentique ?
La solution au défi de la vérification de haute précision consiste à exiger du fabricant qu'il vérifie ses résultats d'inspection pour des filetages de spécifications comparables, en particulier les diamètres de pas de filetage mesurés par la MMT , au lieu de se contenter de l'affirmation « passe de jauge valide/non valide ».
Q8 : Quels sont les avantages uniques de JS Precision pour gérer des problèmes aussi difficiles ?
JS Precision est équipé de broches ultra-rapides de qualité suisse (jusqu'à 60 000 tr/min) et de systèmes de refroidissement haute pression. Elle compte de nombreux cas de réussite dans le domaine du taraudage de trous profonds de petit diamètre pour les industries médicale et aérospatiale et fournit un support technique complet, du DFM à l'inspection de précision.
Q9 : Comment puis-je obtenir un devis pour des services de taraudage de trous profonds de petit diamètre et de fraisage de filetage de précision ?
Vous pouvez obtenir un devis détaillé en partageant les exigences de votre projet, y compris le matériau, les spécifications de filetage (par exemple, M1,6 × 10 mm), le niveau de tolérance (par exemple, 6H) et la quantité, avec l'équipe d'ingénierie de JS Precision. Nous allons proposer une solution personnalisée avec une tarification transparente, souvent dans les 24 heures.
Résumé
Le taraudage de trous profonds de petit diamètre n'est pas une barrière insurmontable à la production mais plutôt le terrain d'essai des capacités d'usinage CNC des prototypes. La sélection d'une entreprise dotée d'un équipement de pointe, d'une connaissance des processus et d'un système qualité complet transformera ce « cauchemar de fabrication » en un « prototype phare ».
Avec des années d'expérience dévouée, JS Precision est un maître dans le taraudage de trous profonds de petit diamètre avec des niveaux de précision au micron sur vos prototypes haut de gamme.
Agissez maintenant ! Téléchargez vos conceptions 3D et recevez un rapport DFM et un devis gratuits en moins de 24 heures. Laissez l'équipe d'experts de JS Precision vous ouvrir la voie et lancer vos conceptions d'engrenages innovantes grâce à nos solutions de fabrication précises.

Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de précision JS , il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau JS Precision. C'est la responsabilité de l'acheteur Exiger un devis de pièces Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Précision JS Équipe
JS Precision est une entreprise leader du secteur , concentrez-vous sur des solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection , Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisir Précision JS cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.cncprotolabs.com
Ressource

