

التصنيع باستخدام الحاسب الآلي النموذجي غالبًا ما تواجه تحديات كبيرة في تصنيع النماذج الأولية للمنتجات المتطورة مثل أجهزة الاستشعار الدقيقة للأجهزة الطبية والموصلات الدقيقة للفضاء:
من حيث الدقة في تصنيع الخيوط التي يبلغ عمقها 10 ملم في الثقوب التي يبلغ قطرها 1.6 ملم مع التسامح مع الخطأ بمقدار ± 2 ميكرومتر، لأنه بمجرد عدم تنفيذ الخيوط بشكل صحيح، ستفشل مجموعة النماذج الأولية بأكملها في الاختبار الوظيفي.
ما هو نوع كابوس التصنيع الذي تواجهه عندما يحتاج النموذج الأولي لمنتجك إلى معالجة خيوط دقيقة بعمق أكبر عدة مرات من قطر الشعر مثل الثقوب الرفيعة؟ يعد التنصت على الفتحات العميقة ذات القطر الصغير أحد أهم المشكلات التي تم تحديدها في تصنيع النماذج الأولية باستخدام الحاسب الآلي، والتي تؤثر بشكل مباشر على وظائف وقابلية اختبار النماذج الأولية ذات القيمة المضافة العالية.
سوف تدرس هذه المقالة هذا التحدي وتكشف عن أحدث تقنيات التصنيع باستخدام الحاسب الآلي التي تضمن تفاوتات دقيقة في الخيوط وتقدم دليلاً لضمان استخدام خدمات التصنيع باستخدام الحاسب الآلي النموذجية المتفوقة فقط لضمان النجاح في المحاولة الأولى لنماذجك الأولية الهامة.
ملخص الإجابة الأساسية
| القضايا الأساسية | النقاط الفنية | قيمة الأعمال |
| تحديات التنصت على الفتحات العميقة ذات القطر الصغير | تعتبر إزالة الرقائق، وقابلية تعرض الأداة للكسر، والتبريد غير الكافي، ونسبة العمق إلى القطر أكبر من 5 وقطر الثقب أقل من 3 مم، حدودًا حرجة لهذه العملية. | وحتى استيعاب الصعوبات يمكن أن يساعد في تجنب فشل النموذج الأولي وتقليل وقت التطوير. |
| قيمة تفاوتات الخيط عالية الدقة | ويضمن الالتزام بالتفاوتات المحددة بواسطة ISO 965 (درجة 6H) اتصالاً موثوقًا به. | تعمل الدقة على مستوى الميكرون على التخلص من تغييرات التصميم المحتملة التي قد تحدث أثناء الإنتاج الضخم. |
| التكنولوجيا المتقدمة وحلول العمليات | التنصت على مخرج مركزي عالي الضغط، والتنصت عالي السرعة، والتنصت بالنقر، وطحن الخيط. | إن وجود التقنيات المتقدمة المذكورة أعلاه يضمن تأهيل النماذج الأولية. |
| معايير اختيار الموردين المحترفين | تقييم المعدات ودراسات الحالة ومراقبة الجودة CMM وسوق دبي المالي. | يعمل شركاء الجودة على تسريع دورات تطوير منتجك. |
الوجبات السريعة الرئيسية:
- التنصت على ثقب عميق صغير هو "اختبار عباد الشمس" لمرحلة النماذج الأولية لأنه يحدد فعالية الاختبار الوظيفي بناءً على نجاحه أو فشله.
- الدقة تساوي الأداء: يجب تحديد تفاوتات الترابط الدقيقة بدقة ودعمها، وهو الحد الرقمي لإثبات موثوقية النموذج الأولي.
- تحدد التكنولوجيا الحدود: يلزم وجود تبريد عالي الضغط ومغازل عالية السرعة للمساعدة في حل مشكلات إزالة الرقائق والتبريد، وحيثما يتعلق الأمر بمواد صلبة أو ثقوب صغيرة عميقة، فإن طحن الخيوط يوفر طريقة أفضل للقطع .
- الاختيار هو الإستراتيجية: في النموذج الأولي للتصنيع باستخدام الحاسب الآلي، يجب أن يتمتع المورد الخاص بك بمجموعة المهارات والمرافق اللازمة للتغلب على مثل هذه المشكلات في أحدث التقنيات. JS Precision هي خبيرة في هذا النوع من التحدي.
لماذا تختار دقة JS؟ النموذج الأولي لدليل التنصت على الفتحات العميقة باستخدام الحاسب الآلي
من خلال توفير تصنيع نماذج أولية متطورة كخبير في التصنيع باستخدام الحاسب الآلي، فإن الإتقان النهائي للعملية المتطورة يضع القدرة التنافسية الأساسية لشركة JS Precision وهو أيضًا الركيزة الأساسية لمصداقيتنا المهنية.
مجهزة بمغزل مستورد سويسري فائق السرعة (يصل إلى 60,000 دورة في الدقيقة) مع جريان نصف قطري ≥1μm، ونحن نفتخر بنظام تبريد مركزي عالي الضغط مع 100 بار لحل مشاكل إزالة الرقائق والتبريد بدقة.
في غضون السنوات الثلاث الماضية، أكملنا أكثر من 2000 مشروع صغير لاستغلال الثقوب العميقة لأكثر من 500 عميل من عملاء الطب والفضاء ، وتمت معالجتها إلى معيار الأيزو 13485:2016 . وشملت المشاريع مواد يصعب تصنيعها مثل سبائك التيتانيوم والسبائك عالية الحرارة. حققت مشاريع النقر الصعبة ذات نسبة العمق إلى القطر > 8:1 تسليمًا بنسبة 100%.
مع أكثر من 8 سنوات من الخبرة المتوسطة في تصنيع النماذج الأولية، سيدعمك فريقنا الهندسي خلال العملية الكاملة، بدءًا من تحسين تصميم سوق دبي المالي إلى الفحص الدقيق. لقد قمنا بتقصير دورات تطوير النماذج الأولية للعملاء بنسبة تصل إلى 40%، مما يوفر عشرات الآلاف من الدولارات من تكاليف التجربة والخطأ.
إذا كنت تواجه صعوبة في تنفيذ مشروع صغير لحفر حفرة عميقة، فاتصل بالفريق الهندسي لشركة JS Precision على الفور. قم بتوفير المواد ومواصفات الخيط ومتطلبات التسامح، وسوف تتلقى حلاً مخصصًا في غضون 24 ساعة. اسمح لفريقنا المحترف بمساعدتك على تخفيف المخاطر وتسريع إطلاق المنتج.
ما هو النموذج الأولي للتصنيع باستخدام الحاسب الآلي؟ لماذا تعتبر الخيوط ذات الفتحات العميقة الصغيرة مهمة جدًا؟
يلعب النموذج الأولي للتصنيع باستخدام الحاسب الآلي دورًا مهمًا للغاية بدءًا من التصميم وحتى الإنتاج الضخم. إن النقر على ثقب عميق صغير، كعملية أساسية ، يحدد بشكل مباشر فعالية وظيفة النموذج الأولي.
النموذج الأولي للتصنيع باستخدام الحاسب الآلي: جسر من النموذج الرقمي إلى التحقق المادي
بعبارة أخرى، نموذج التصنيع باستخدام الحاسب الآلي هو تصنيع سريع للأجزاء باستخدام القطع الدقيق للفراغات الصلبة الذي يتم التحكم فيه بواسطة الكمبيوتر للتحقق من التصميم والاختبار الوظيفي. تكمن قيمته الأساسية في الدقة العالية وأصالة المواد والتكرار السريع ، لذلك فهو أحد أهم تطبيقات التصنيع باستخدام الحاسب الآلي أثناء مرحلة التطوير.
النقاط الحرجة والتحديات المشتركة لاستغلال الثقوب العميقة ذات القطر الصغير
يشير مصطلح "الثقوب العميقة الصغيرة" إلى الثقوب الملولبة التي يبلغ قطرها أقل من Φ3 مم ونسبة العمق إلى القطر أكبر من 5:1. تواجه معالجة الثقوب العميقة الصغيرة ثلاثة تحديات رئيسية:
1.Chip Hell: تتراكم الرقائق بسهولة وتنسد في الأماكن الضيقة، مما يتسبب في ارتفاع مفاجئ في عزم الدوران ويؤدي إلى إتلاف ملف تعريف الخيط بشكل مباشر.
2. أداة الجحيم: تتميز الصنابير الرفيعة بصلابة سيئة للغاية، وتهتز بسهولة أثناء التشغيل الآلي، وقد تنكسر على الفور ، مما يجعل إزالتها مستحيلة.
3. التبريد غير الفعال: لا يمكن لطرق التبريد الخارجية التقليدية توصيل المبرد إلى حافة القطع، مما يؤدي إلى تراكم الحرارة المستمر، وتشوه قطعة العمل، والتآكل السريع للأداة.
كيفية تحديد ما إذا كان الجزء قد وصل إلى النقطة الحرجة للاستفادة من الثقوب العميقة الصغيرة؟ أرسل رسوماتك ثلاثية الأبعاد، وستوفر لك JS Precision تحليلًا مجانيًا للجدوى، بالإضافة إلى "دليل تجنب الوقوع في الحفر العميقة الصغيرة للنموذج الأولي باستخدام الحاسب الآلي".
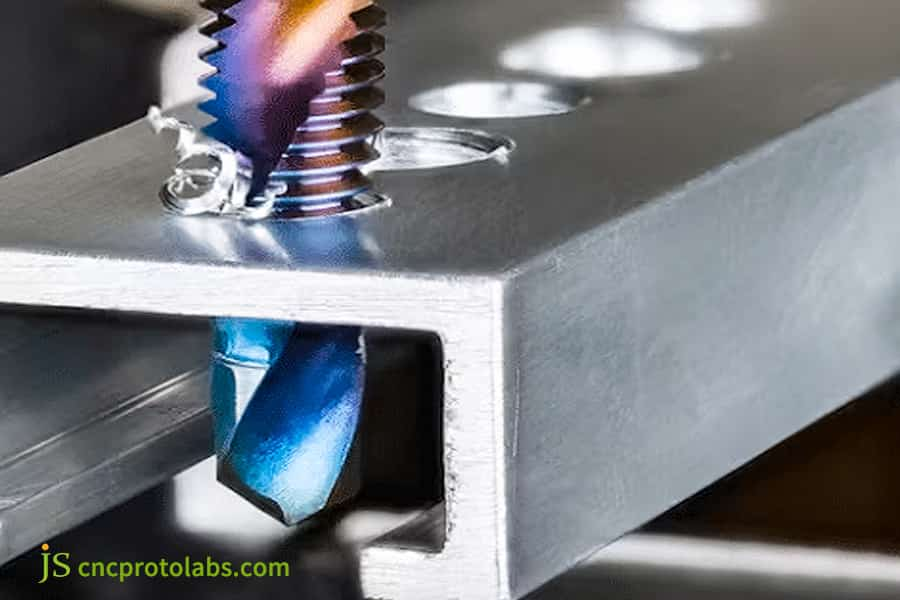
الشكل 1: يتم إدخال صنبور في ثقب محفور لتوضيح عملية التنصت في التشغيل الآلي.
لماذا يدمر التسامح مع الثقب المستغل تقريبًا نموذجك الوظيفي؟
ال التسامح ثقب استغلالها الدقة يمثل "شريان الحياة" للتحقق الوظيفي للنموذج الأولي. يمكن أن تتسبب اختلافات التسامح الصغيرة في فشل عملية التطوير ككل.
إزالة الغموض عن تفاوتات الدقة في الخيوط: الرابط المباشر بين معايير ISO 965 والوظائف
تقع تفاوتات الخيط الدقيقة (مثل درجة 6H) ضمن نطاق الانحراف المحدد في آيزو 965-1:2013 لضمان قوة شد مسبقة موحدة لأجزاء التزاوج، وضمان مقاومة الاهتزاز، وقوة التعب، وأداء الختم. سيؤدي تجاوز التسامح إلى نتائج اختبار مشوهة.
تكلفة التسامح غير المنضبط
إذا لم يتم التحكم في التفاوتات المسموح بها، فقد يحدث عدد من التفاعلات المتسلسلة.
- قد يؤدي ذلك إلى فشل عملية تجميع النموذج الأولي. وبالتالي، فإنه سيؤدي إلى تعطيل عملية الاختبار الوظيفي.
- والأسوأ من ذلك أنه قد يؤدي إلى صعوبة تحديد ما إذا كانت مشكلة تصميم أم مشكلة تصنيع.
- سيؤدي ذلك إلى تغييرات غير ضرورية في التصميم، مما قد يؤدي إلى هدر أسابيع وعشرات الآلاف من الدولارات.
فيما يلي جدول مقارنة يوضح تأثير درجات التسامح المختلفة:
| درجة التسامح | سيناريوهات التطبيق | دقة الملاءمة | خطر الفشل | صلاحية الاختبار |
| 6H (درجة الدقة) | المكونات الرئيسية الطبية والفضائية | خلوص صغير جدًا، تحميل مسبق موحد | <0.5% | 99%+، بيانات موثوقة |
| 7H (الدرجة العامة) | الأجزاء الميكانيكية العامة | التخليص المعتدل | 5%-8% | ما يقرب من 85٪، احتمال سوء التقدير |
| 7H (الدرجة العامة) | اتصالات غير حرجة | خلوص أكبر | > 15% | <70%، لا يمكن أن يعكس التصميم الحقيقي |
كيفية استخدام تكنولوجيا التصنيع باستخدام الحاسب الآلي المتطورة للتغلب على التنصت على الفتحات العميقة ذات القطر الصغير؟
في ضوء التنصت على الحفرة العميقة الصغيرة، المتقدمة فقط تكنولوجيا التصنيع باستخدام الحاسب الآلي سوف تكون قادرة على حل المشكلة بشكل أساسي، وضمان جودتها وكفاءتها.
نظام التبريد بالاختراق عالي الضغط
الحل الأساسي هو محور دوران الماء ذو الضغط العالي للمخرج المركزي بـ 80-100 بار. يصل المبرد مباشرة إلى منطقة القطع لتوفير إزالة قوية للرقاقة وتبريد الأداة. هذه تقنية لا بد منها عند تصنيع المواد اللزجة، والتي يمكنها إطالة عمر الأداة بأكثر من ثلاثة أضعاف.
سرعة فائقة ومغزل فائق الدقة
تعمل السرعات العالية التي تتراوح بين 40.000 و100.000 دورة في الدقيقة على تقليل قوى القطع والحمل على الأداة. يعمل الجريان الشعاعي للمغزل الذي يبلغ ≥1μm على جدار الثقب عالي الجودة وسلامة الخيط على تحسين عمر الأداة.
التنصت والتحكم التكيفي
يؤدي النقر بالنقر إلى إزالة الرقائق من خلال التقدم والتراجع المجزأ، مما يحل مشكلة إزالة الرقائق. يقوم التحكم التكيفي بمراقبة عزم الدوران في الوقت الفعلي، ويسحب الأداة تلقائيًا في حالة وجود شيء غير طبيعي لحماية قطعة العمل والأداة، مما يحقق تصنيعًا موثوقًا به.
هل تحتاج إلى حل متوافق مع تكنولوجيا التصنيع باستخدام الحاسب الآلي؟ اتصل بالخط الساخن الفني لشركة JS Precision، وحدد مواصفات المادة والخيط، وسيقوم مهندس العمليات بتصميم حل يناسبك.
متى يجب أن نتخلى عن الخيوط التقليدية ونختار خدمات طحن الخيوط الدقيقة؟
خدمات طحن الصفحات الدقيقة تمثل الطريقة المتفوقة في بعض التطبيقات مقارنة بالطرق التقليدية، والتي قدمت حتى الآن بديلاً يمكن الاعتماد عليه في تصنيع الثقوب العميقة ذات القطر الصغير.
مبدأ طحن الموضوع
طحن الخيط هو وسيلة للتصنيع. من خلال حركة الارتباط ثلاثية المحاور لـ CNC، يتحرك قاطع الطحن على طول مسار حلزوني "لنحت" الخيوط.
نظرًا لأن قطر الأداة أصغر من قطر فتحة الخيط، يمكن تفريغ الرقائق بشكل جانبي ويمكن أن تتجنب بشكل أساسي "النضال من أجل البقاء" بسبب انسداد الرقاقة عند النقر . هذه عملية متقدمة للتعامل مع الخيوط المعقدة في النموذج الأولي لتصنيع CNC.
المزايا الساحقة وسيناريوهات التطبيق لطحن الخيوط
يتميز الطحن بالخيط بثلاث مزايا أساسية مقارنة بالنقر التقليدي:
1. مرونة عالية: يمكن للأداة تشكيل خيوط بأقطار ودرجات مختلفة، مما يقلل من تكاليف الأداة.
2. جودة عالية: قوة القطع المنخفضة والتشوه الحراري الأقل يعطيان خيطًا أفضل بكثير الانتهاء من السطح ، Ra <0.8μm، والدقة تصل باستمرار إلى درجة تحمل 6H.
3. الموثوقية العالية: نظرًا لعدم وجود عملية سحب عكسية للأداة، لا توجد مخاطر لكسر الرقاقة والانسداد ، مما يجعل العملية مناسبة للغاية للثقوب العمياء والثقوب العميقة ذات القطر الصغير.
فيما يلي جدول مقارنة رئيسي بين طحن الخيط والنقر التقليدي:
| أبعاد المقارنة | التنصت التقليدي | طحن الموضوع | المزايا | الاختلافات القابلة للتطبيق |
| إزالة الشريحة | فقير وعرضة للانسداد | جيد، إزالة الرقاقة الجانبية | طحن الموضوع | اختر الطحن لنسبة العمق إلى القطر > 5:1 |
| حياة الأداة | قصيرة، 50-100 حفرة | طويلة، 500-800 حفرة | طحن الموضوع | اختر طحن المواد الصلبة |
| دقة الآلات | متوسطة، درجة 7H | درجة 6H عالية ومستقرة | طحن الموضوع | اختر الطحن للنماذج الأولية الدقيقة |
| متطلبات المعدات | المغزل العادي | وصلة ثلاثية المحاور عالية الدقة | التنصت التقليدي | اختر التنصت على المواضيع البسيطة |
| معدل الخردة | 5%-10% | <1% | طحن الموضوع | اختر الطحن للنماذج الأولية ذات الدفعات الصغيرة |
هل تريد رؤية المزيد من قصص النجاح لخدمات الطحن السني الدقيق؟ قم بزيارة مكتبة حالات JS Precision الآن لتصفح حلول المشاريع المماثلة في المجالات الطبية والفضائية، أو اتصل بنا للحصول على المعلمات التقنية التفصيلية ومقاطع الفيديو الخاصة بالتصنيع الآلي.
 الشكل 2 طحن الخيط هو عملية تستخدم أدوات القطع الدوارة لآلة الخيوط على طول مسار الخيط.
الشكل 2 طحن الخيط هو عملية تستخدم أدوات القطع الدوارة لآلة الخيوط على طول مسار الخيط.
ما هي الصناعات التي تتطلب خدمات تصنيع النماذج الأولية باستخدام الحاسب الآلي ذات الفتحات العميقة ذات القطر الصغير الأكثر احترافية؟
خدمات التصنيع باستخدام الحاسب الآلي النموذجية المتعلقة باستغلال الثقوب العميقة ذات القطر الصغير، لا غنى عنها في الصناعات عالية الدقة مثل الصناعات الطبية والفضائية والإلكترونيات المتطورة.
| صناعة | مادة | مواصفات الموضوع | نسبة الارتفاع | تسامح | الطلب السنوي |
| الأجهزة الطبية | تي-6آل-4ف، 316 لتر | M1.2-M2.5 | 5:1-8:1 | 6 ساعات+ | 800-1200 دورة |
| الفضاء الجوي | إنكونيل 718، TC4 | M2-M3.5 | 6:1-10:1 | 6 ح | 500-800 دورة |
| الالكترونيات الراقية | 6061 الألومنيوم، نظرة خاطفة | M1.6-M2.0 | 4:1-6:1 | 6H-7H | 1200-1500 دورة |
| الأدوات الدقيقة | SUS304، H62 | M1.0-M1.8 | 5:1-7:1 | 6 ح | 700-900 دورة |
لماذا يختارون الاستعانة بمصادر خارجية لمقدمي الخدمات المحترفين؟
تستفيد الشركات في هذه القطاعات من الاستعانة بمصادر خارجية لخدمات التصنيع باستخدام الحاسب الآلي للأسباب التالية:
- إنهم لا يمتلكون معدات مثل أنظمة التبريد فائقة السرعة والضغط العالي.
- إنهم لا يستطيعون تحمل تكلفة التجربة والخطأ في الأدوات الدقيقة.
- إنهم يحتاجون إلى خبرة المورد في التصميم من أجل التصنيع، والتي يمكن أن تساعدهم في تصميم الأجزاء فيما يتعلق بالتصنيع باستخدام الحاسب الآلي.
دراسة حالة: التغلب على الفتحة العميقة M1.6x10، تساعد دقة JS في تسليم النموذج الأولي لجهاز الاستشعار المصغر بدون أي عيوب
يعد التعامل مع الثقوب العميقة ذات القطر الصغير اختبارًا حقيقيًا لقدرات التصنيع باستخدام الحاسب الآلي للنماذج الأولية. تعرض الحالة التالية البراعة التقنية لشركة JS Precision.
تحدي
معين شركة الطيران يتطلب غلاف مستشعر الضغط مصنوعًا من الفولاذ المقاوم للصدأ 17-4PH (H1100، HRC 40-45)، مع خيوط M1.6 × 10 مم (نسبة العمق إلى القطر> 6:1) ليتم تشكيله، مع تفاوت مستوى 6H واختبار مقياس التوقف بنسبة 100% . سيتم استخدام الدفعة الأولى المكونة من 5 قطع لاختبارات الاهتزاز الصارمة.
JS الحل الدقيق
توصل الفريق الهندسي لشركة JS Precision، بعد إجراء تحليل متعمق، إلى حل مخصص للتصنيع:
1. اختيار العملية: مع الأخذ في الاعتبار الصلابة العالية للمادة والعمق الكبير للثقب، تم التخلي عن النقر التقليدي وتم اعتماد خدمات طحن الخيوط الدقيقة لتجنب مشاكل القطع وإزالة الرقاقة من الجذر.
2. الأدوات والمعلمات: قواطع طحن سن كربيد الجسيمات فائقة الدقة مصنوعة خصيصًا (قطر 0.8 مم)، جنبًا إلى جنب مع قطع فائق السرعة (45000 دورة في الدقيقة) مع دقة ميكرون في معدلات التغذية (0.005 مم / سن) ورذاذ الزيت لتقليل التشوه الحراري.
3. مراقبة الجودة: بصرف النظر عن إجراء فحص مقياس الحركة/عدم الحركة بنسبة 100% للأجزاء الملولبة، تم تنفيذ إسقاط بصري عالي التكبير لتحليل وقياس ملف تعريف الخيوط، وتم استخدام آلة قياس الإحداثيات CMM للتحقق من قيمة انحراف قطر الملعب.
نتائج
أخيرًا، نجحت جميع أجزاء النموذج الخمسة من الدفعة الأولى في اجتياز الاختبار بلمسة نهائية سطحية تبلغ Ra <0.8μm على الخيوط، بينما يكون انحراف قطر الملعب ضمن ±1.5μm. تم اجتياز اختبار الاهتزاز الخاص بالعميل دفعة واحدة، مع عدم وجود علامات ارتخاء في الوصلة الملولبة، مما يلبي تمامًا متطلبات الاستخدام في البيئات الفضائية .
استغرق المشروع بأكمله، بدءًا من تأكيد الرسم وحتى استلام النموذج الأولي المقبول، 5 أيام عمل ، مما يوفر لعملائنا أكثر من 3 أسابيع من جهود التجربة والخطأ.
هل ترغب في تحقيق تسليم خالٍ من العيوب لمشروع استغلال الثقب العميق ذي القطر الصغير؟ اتصل بـ JS Precision الآن، وأخبرهم بتحديات مشروعك ومتطلباته، وسنكرر تجربتنا الناجحة، ونوفر دعمًا كاملاً للعملية بدءًا من تصميم العملية وحتى فحص الجودة، مما يسمح بتطوير النموذج الأولي الخاص بك لتجنب الانعطافات.
 الشكل 3: مستشعر الضغط مع خيط التثبيت
الشكل 3: مستشعر الضغط مع خيط التثبيت
كيف تختار الشريك المناسب لنموذج التصنيع باستخدام الحاسب الآلي لمشروعك؟
يمكن أن يؤدي اختيار الشريك النموذجي المناسب لتصنيع CNC إلى تسريع عملية تطوير المنتج. تساعدك طريقة التقييم المكونة من أربع خطوات على اختيار الشريك المناسب بدقة.
طريقة تقييم من أربع خطوات: مراجعة شاملة من المعدات إلى الاتصالات
الشريك الجيد للنموذج الأولي للتصنيع باستخدام الحاسب الآلي، إلى جانب القيام بالتصنيع الآلي، ينظر في المخاطر، ويحسن التصميمات لتوفير التكاليف وتحسين الكفاءة، وتقصير وقت الوصول إلى السوق.
- الاستشارة الفنية: التحقق من سرعة المغزل ذات الضغط العالي والسرعة القصوى وما إلى ذلك.
- التحقق من الجودة: تحقق من عمليات فحص الخيط (مقياس الانطلاق/عدم الانطلاق أو CMM) لمنع المخاوف المحتملة بشأن الجودة.
- تحليل متعمق للعملية: الاستفسار عن عملية تكييف المواد وأسبابها، وتقييم القدرة على اقتراح الحلول.
- تقييم التعاون: قم بتقييمهم لمقترحهم النشط تصميم للتصنيع عند تقييم إمكانات تعاونهم.
ما بعد المعالجة: معاملة الموردين كامتدادات استراتيجية لفرق التطوير
يجب ألا يكون الشريك النموذجي المثالي للتصنيع باستخدام الحاسب الآلي قادرًا على التصنيع فحسب ، بل يجب أن يكون قادرًا أيضًا على تقديم تحذيرات مبكرة أو حلول للبدائل وتحسين التصميم. ويشير الإنذار المبكر إلى التحذيرات المبكرة بشأن المخاطر، في حين أن تحسين التصميم يتعلق بتحسين التصاميم.
الأسئلة الشائعة
س1: ما هي المواد الأكثر استخداماً لحفر الثقوب العميقة ذات القطر الصغير؟ ما هي أصعب الآلات؟
من أجل استغلال الثقوب ذات القطر الصغير والعميق، يتم استخدام الفولاذ المقاوم للصدأ (وأنواعه مثل 304 و316) وسبائك الألومنيوم بشكل أساسي. تعتبر مخزونات سبائك التيتانيوم، ومخزونات السبائك ذات درجة الحرارة العالية، والفولاذ المروي هي الأكثر صعوبة في الماكينة، نظرًا لأن كفاءة التبريد ومتطلبات أداء الأداة مرتفعة للغاية.
س2: ما هو عمق الحفرة الذي يعتبر "حفرة عميقة"، وما هي العمليات الخاصة المطلوبة؟
بالنسبة للنقر، فإن نسبة العمق إلى القطر التي تزيد عن 3:1 تستدعي النقر الدقيق، بينما تتطلب النسبة الأعلى من 5:1 عمليات نقر خاصة مثل النقر أو الطحن.
س3: كيف أحدد متطلبات الثقوب الملولبة الصغيرة في رسوماتي؟
يجب أن تظهر الرسومات بوضوح: مواصفات الخيط (على سبيل المثال M2x0.4)، ودرجة التسامح (على سبيل المثال 6H)، وعمق الخيط الفعال، ونوع قاع الثقب (ثقب سفلي مسطح أو طرف الحفر)، وحالة المادة والمعالجة الحرارية.
س 4: أيهما أكثر تكلفة، الطحن بالخيط أم التنصت التقليدي؟
من حيث تكلفة الأدوات ذات القطعة الواحدة، تعتبر قواطع الطحن الملولبة أكثر تكلفة. ولكن مع الأخذ في الاعتبار عوامل مثل عمر الأداة، والموثوقية، والمرونة، ومعدل الخردة، قد يكون لطحن الخيوط تكلفة إجمالية أقل للتصنيع العميق للمواد الصلبة أو تصنيع النماذج الأولية.
س 5: كيف يمكن التأكد من جودة الثقب التجريبي قبل النقر على الثقوب العميقة الصغيرة؟
من أجل ضمان وجود ثقب تجريبي عالي الجودة، يجب استخدام لقمة حفر عالية الدقة وعالية الصلابة، مع إجراء الحفر في دورة الحفر النقري، بشرط الحفاظ على حافة قطع حادة لقمة الحفر. هذه متطلبات أساسية مهمة جدًا لاستغلال الثقوب. تعد الدقة الرأسية والقطرية للفتحة السفلية من المتطلبات الأساسية المهمة للنقر الناجح.
س6: ما العلاج إذا انكسر الصنبور داخل الحفرة؟
بعد كسر الصنبور، من الممكن استخدام EDM (آلة التفريغ الكهربائي) لقطع الجزء المكسور. ومع ذلك، فهي عملية تستغرق وقتا طويلا. في الممارسة العملية، من الأفضل تجنب الكسر قبل حدوثه.
س7: كيف يمكن التحقق مما إذا كانت الدقة العالية التي يطالب بها المورد حقيقية؟
يكمن الحل لتحدي التحقق من الدقة العالية في مطالبة الشركة المصنعة بالتحقق من نتائج الفحص الخاصة بها للخيوط ذات المواصفات المماثلة، وخاصة أقطار خطوة الخيط كما تم قياسها بواسطة CMM ، بدلاً من الاكتفاء بالمطالبة "تمرير مقياس الانطلاق/عدم الانطلاق".
س8: ما هي المزايا الفريدة التي تتمتع بها JS Precision في التعامل مع مثل هذه المشكلات الصعبة؟
تم تجهيز JS Precision بمغازل فائقة السرعة من الدرجة السويسرية (تصل إلى 60.000 دورة في الدقيقة) وأنظمة تبريد عالية الضغط. إنها تفتخر بالعديد من الحالات الناجحة في استغلال الثقوب العميقة ذات القطر الصغير للصناعات الطبية والفضائية وتوفر دعمًا هندسيًا كاملاً للعملية من سوق دبي المالي إلى الفحص الدقيق.
س9: كيف يمكنني الحصول على عرض أسعار لخدمات التنصت على الفتحات العميقة ذات القطر الصغير والطحن الدقيق للخيوط؟
يمكنك الحصول على عرض أسعار تفصيلي من خلال مشاركة متطلبات مشروعك - بما في ذلك المواد ومواصفات الخيوط (على سبيل المثال، M1.6×10 مم)، ودرجة التسامح (على سبيل المثال، 6H)، والكمية - مع الفريق الهندسي التابع لشركة JS Precision. ونحن سوف توفير حل مخصص مع أسعار شفافة، غالبًا خلال 24 ساعة.
ملخص
لا يعد التنصت على الفتحات العميقة ذات القطر الصغير عائقًا لا يمكن التغلب عليه أمام الإنتاج، بل هو أساس إثبات قدرات التصنيع باستخدام الحاسب الآلي النموذجية. إن اختيار شركة تتمتع بأحدث المعدات والمعرفة العملية ونظام الجودة الكامل سيؤدي إلى تحويل "كابوس التصنيع" هذا إلى "تسليط الضوء على النموذج الأولي".
مع سنوات من الخبرة المكرسة، تعد JS Precision شركة رائدة في استغلال الثقوب العميقة ذات القطر الصغير بمستويات ميكرون من الدقة في نماذجك الأولية المتطورة.
اتخاذ الإجراءات اللازمة الآن! قم بتحميل تصميماتك ثلاثية الأبعاد واحصل على تقرير سوق دبي المالي وحزمة عرض الأسعار مجانًا في أقل من 24 ساعة. اسمح لفريق الخبراء التابع لشركة JS Precision بتمهيد الطريق لك وبدء تصميمات معداتك المبتكرة من خلال حلول التصنيع الدقيقة لدينا.

تنصل
محتويات هذه الصفحة هي لأغراض إعلامية فقط. خدمات JS الدقيقة ، لا توجد أي تعهدات أو ضمانات، صريحة أو ضمنية، فيما يتعلق بدقة أو اكتمال أو صحة المعلومات. لا ينبغي استنتاج أن المورد أو الشركة المصنعة التابعة لجهة خارجية ستوفر معلمات الأداء والتفاوتات الهندسية وخصائص التصميم المحددة وجودة المواد ونوعها أو التصنيع من خلال شبكة JS Precision Network. إنها مسؤولية المشتري تتطلب اقتباس أجزاء تحديد المتطلبات المحددة لهذه الأقسام. يرجى الاتصال بنا للحصول على مزيد من المعلومات .
الدقة شبيبة فريق
JS Precision هي شركة رائدة في الصناعة ، التركيز على حلول التصنيع المخصصة. لدينا أكثر من 20 عامًا من الخبرة مع أكثر من 5000 عميل، ونركز على الدقة العالية التصنيع باستخدام الحاسب الآلي , تصنيع الصفائح المعدنية , الطباعة ثلاثية الأبعاد , صب الحقن , ختم المعادن، وغيرها من خدمات التصنيع وقفة واحدة.
تم تجهيز مصنعنا بأكثر من 100 مركز تصنيع خماسي المحاور متطور، حاصل على شهادة ISO 9001:2015. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة حول العالم. سواء كان الإنتاج صغير الحجم أو التخصيص واسع النطاق، يمكننا تلبية احتياجاتك من خلال أسرع تسليم خلال 24 ساعة. يختار الدقة شبيبة وهذا يعني كفاءة الاختيار والجودة والكفاءة المهنية.
لمعرفة المزيد، قم بزيارة موقعنا: www.cncprotolabs.com
الموارد

