
Анодирование

Образует однородный оксидный защитный слой с базовой коррозионной стойкостью и изоляцией; Предлагает стандартные натуральные/черные цвета, идеально подходящие для общей архитектуры и электроники.
Обеспечьте экономичные индивидуальные алюминиевые профили с точностью ±0,05 мм для общих поперечных сечений.



Загрузите свой дизайн и получите мгновенное предложение прямо сейчас!
Получите мгновенную информацию о ценах, сроках выполнения проекта и отзывах DFM.
ШАГ | СТП | СЛДПРТ | DXF | ДВГ | PDF | IGS-файлы
Размер файла: 15 МБ
Нам доверяют инженеры и руководители отдела закупок самых успешных компаний мира



Наши решения для экструзии алюминия позволили более чем 20 000 предприятиям создать надежные и высокопроизводительные индивидуальные профили для различных применений.

Предоставление индивидуальных услуг по экструзии алюминия, подходящих для производства прототипов и серийного производства, позволяющих эффективно формовать алюминиевые профили общего/регулярного сечения неправильного сечения.
Производственный центр оснащен 90 стандартизированных экструзионных линий (тоннаж 300–3900 тонн), гибкое соответствие потребностям партий от сотен до десятков тысяч штук; все линии сертифицированы по стандарту ISO 9001:2015, что обеспечивает надежное базовое качество.
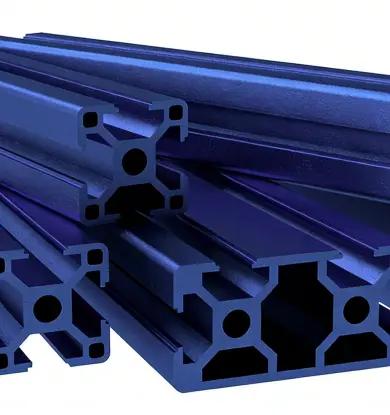
Настраиваемый по форме и характеристикам, он адаптируется к таким сценариям, как общие механические опорные рамы и детали интерьера автомобилей, а также к повседневным областям, таким как аксессуары для мебельной фурнитуры, архитектурные декоративные профили и стеллажи для супермаркетов.
JS Precision предлагает индивидуальные и стандартные алюминиевые профили для ваших проектов, сочетая высокое качество и экономичность для адаптации к многосценарным пакетным потребностям.
Когда стандартные профили не могут адаптироваться к требованиям по функциям, стоимости или дизайну, эффективным решением является индивидуализация.
Полностью индивидуальные услуги JS Precision по экструзии алюминия позволяют вам указать форму, цвет, отделку поверхности и материал профиля, гибко адаптируя его к требованиям проекта.
Наша команда быстро рассматривает ваши чертежи, подтверждает осуществимость и выбирает адаптивные процессы для получения высококачественных результатов, соответствующих вашим потребностям, в короткие сроки.


Наши стандартные сплавы покрывают уровни прочности от базового до среднего, общая коррозионная стойкость и совместимость с периодической обработкой., экономичный выбор для гражданского строительства, коммерческого транспорта и общей электроники. Нужны другие марки алюминиевых сплавов для экструзии? Сообщите нам о требованиях к сценарию.

Алюминиевый сплав средней прочности, сочетающий в себе прочность и экономичность обработки, с хорошей устойчивостью к атмосферной коррозии и совместимостью с общей механической обработкой, подходит для общих механических конструкционных деталей, аксессуаров для шасси коммерческих автомобилей и сценариев, требующих баланса затрат и производительности. Порог сварки низкий, с высокой эффективностью пакетной сборки.
Поверхностная обработка улучшает защитные характеристики и внешний вид экструдированных алюминиевых деталей. Ниже приведены основные процессы отделки JS Precision; мы предлагаем гибкие решения, соответствующие вашим общим сценариям и потребностям в затратах.
Образует однородный оксидный защитный слой с базовой коррозионной стойкостью и изоляцией; Предлагает стандартные натуральные/черные цвета, идеально подходящие для общей архитектуры и электроники.

Общий сухой порошок, отверждаемый с образованием устойчивого к царапинам, насыщенного цвета покрытия; противостоит эрозии на открытом воздухе, идеально подходит для декоративной отделки партий и наружных деталей.

Равномерное покрытие деталей конструкции посредством электрического поля; гладкая поверхность и устойчивость к коррозии, идеально подходят для автомобильных аксессуаров.

Стандартная механическая чистка создает текстуру, скрывающую ежедневные царапины, что идеально подходит для бытовой электроники, бытовой техники и архитектурной отделки.

Стеклянные бусины стандартного давления создают матовую поверхность; удаляет следы механической обработки поверхности, идеально подходит для деталей общего назначения и декоративных компонентов.

Жидкая краска общего назначения обеспечивает многоцветное покрытие; экономически выгодно для небольших партий прототипов и быстрого подбора цвета.

Прочные чернила печатают четкие логотипы/текст, идеально подходят для обычных панелей управления, табличек и идентификационных продуктов.

Общий лазерный процесс создает постоянную маркировку; аккуратные края, идеально подходят для нанесения серийных номеров и рисунков обычных продуктов.
Качество является основным принципом нашего производства алюминиевого профиля. Благодаря сертифицированным ISO производственным линиям и более чем 80 стандартизированным экструзионным и контрольным машинам точность и качество поверхности поставляемых нами деталей могут неизменно соответствовать требованиям к качеству в различных сценариях применения.




Измерьте размеры сердцевины, включая поперечное сечение, толщину стенки, общую длину и прямолинейность; проверьте базовую точность посадки отверстий/пазов; К инструментам контроля относятся штангенциркули, микрометры, штангенциркули и стандартные координатно-измерительные машины, обеспечивающие соответствие допусков общим отраслевым спецификациям.
Полная проверка партии на предмет распространенных дефектов поверхности, таких как царапины, заусенцы и вмятины; стандартное освещение и визуальное увеличение используются для удовлетворения требований к качеству поверхности в общих сценариях.
По запросу мы предоставляем основные результаты испытаний на прочность и твердость, а также отчеты RoHS и сертификаты материалов, адаптируясь к потребностям проверки соответствия и производительности для общих проектов.
В центре гибкая настройка, адаптируемость, стабильные стандарты качества и эффективный ритм доставки.Услуги JS Precision по экструзии алюминия обеспечивают высокоадаптируемую профессиональную поддержку для различных потребностей применения профилей.

Полностью охватывают основные виды отделки поверхности, стандартные сложные формы профилей, распространенные марки сплавов и индивидуальные варианты цвета, точно соответствующие требованиям технических условий применения для различных сценариев и отвечающие дифференцированным требованиям сборки в различных отраслях.
Допуски на основные размеры строго контролируются в пределах ±0,05 мм, стандартные допуски на размеры ≤±0,1 мм, со сквозным контролем размеров, охватывающим размеры сборки сердечника, что обеспечивает соответствие точности стандартным требованиям сборки и функционального использования.

Благодаря механизму быстрой адаптации формы и материала стандартные профили доставляются в течение 7 дней; сложные геометрические профили не требуют вторичной модификации пресс-формы и могут быть изготовлены в течение 10-15 дней при стандартизированном графике производственной линии, обеспечивающем контроль ритма поставок.
Экструзия алюминия — это технология обработки формованием, которая включает в себя пластическую деформацию предварительно нагретых до температуры процесса алюминиевых заготовок с помощью формовочных штампов по индивидуальному заказу, в результате чего получаются профили с определенными контурами поперечного сечения. В JS Precision мы придерживаемся стандартизированного, легко адаптируемого производственного процесса:
Во-первых, стандартизированное изготовление штампов по индивидуальному заказу (покрытие цельных, полых, полупустых и других штампов регулярного сечения) завершается, затем алюминиевые заготовки стабильно контролируемая температура и предварительный нагрев до технологического диапазона 400-500 ℃; затем, в соответствии с маркой алюминиевого сплава и общим сценарием применения готового продукта, выбирается соответствующий процесс экструзии, включая процессы прямой/непрямой экструзии или процессы горячей/холодной экструзии, чтобы обеспечить основные свойства и точность поперечного сечения профиля.
После формования экструзией профиль подвергается онлайн-охлаждение, правка с растяжением и резка фиксированной длины в последовательности получения полуфабрикатов заданных размеров; В соответствии с фактическими потребностями могут быть дополнительно выполнены такие процессы, как обработка старением (для повышения базовой прочности и твердости), механическая обработка поверхности (для оптимизации внешнего вида и основных функций) или сборка компонентов. Перед поставкой каждая партия нестандартных алюминиевых профилей должна пройти стандартный контроль качества и стандартизированный процесс упаковки.

Во всех отраслях промышленности для производства своих изделий используются специальные алюминиевые профили. экономичное соотношение прочности и веса и возможность адаптации к партиям, удовлетворяя структурные и облегченные потребности в различных сценариях. Ниже приведены основные направления его применения.
Корпуса общего оборудования, стандартизированные рабочие места, стандартные конструктивные элементы для автоматизированных производственных линий.
Общие профили для фотоэлектрических кронштейнов, основные конструктивные детали ветроэнергетического оборудования, регулярные рамы для новых энергетических объектов.
Базовые профили кузовов для коммерческих автомобилей, каркасы для грузовых прицепов, стандартные внутренние детали для железнодорожного транспорта.
Общие корпуса для электронного оборудования, радиаторы для светодиодов обычной мощности, базовые каркасы для бытовой электроники.
Общие профили для дверей и окон гражданских зданий, элементы каркаса обычных навесных стен, компоненты общего сечения для отделки зданий
Общие корпуса для медицинского оборудования, базовые каркасы для реабилитационных устройств, универсальные профили для медицинских тележек.







Когда нарезанные алюминиевые заготовки предварительно нагреваются, плунжер с гидравлическим приводом толкает их в матрицу со стабильным давлением примерно 10 000 000 фунтов. Матрица может иметь стандартное отверстие (например, круглое/квадратное) или полость правильной формы, предназначенную для общих сценариев.
Экструдированные профили быстро охлаждаются на охлаждающем столе непрерывного действия, а затем разрезаются на партии на станках с ЧПУ в соответствии с требованиями заказчика. Для обеспечения прочности в обычных сценариях стандартизированная термообработка также может повысить твердость и долговечность алюминиевых профилей.
Экструзия алюминия делится на горячую и холодную экструзию, каждая из которых адаптирована к различным общим производственным требованиям:
Горячая экструзия: Обеспечивает эффективную подачу больших партий алюминиевых заготовок для формовки при низком давлении, подходящую для массового производства правильных сечений.
Холодная экструзия: Производит общие компоненты с гладкой поверхностью, хорошей стойкостью к окислению и основными механическими свойствами, идеально подходящими для обычных деталей конструкций.
В процессе горячей экструзии алюминиевые заготовки сначала разрезаются по заданным размерам, а затем предварительно нагреваются. стабильно до 300-600 ℃ в печи непрерывного предварительного нагрева (размягчение металла без разжижения для обеспечения эффективности формовки шихты).
Экономичный легкий вес: Сбалансированное соотношение прочности и веса эффективно снижает структурные затраты на общее оборудование.
Естественная защита от окисления: Поверхностный оксидный слой отвечает требованиям коррозии общих сценариев без дополнительной обработки.
Формирование регулярного сложного сечения: Правильные нерегулярные/полые поперечные сечения, полученные за один процесс, подходят для большинства промышленных конструкций.
Оптимизация затрат на пакетную обработку: Более высокая эффективность, чем при резке цельного алюминия, с очевидными экономическими преимуществами при массовом производстве.
Совместимость стандартизированного интерфейса: Совместим со стандартными Т-образными пазами для быстрой сборки оборудования.
Отличная экологическая адаптируемость: 100% перерабатываемые материалы соответствуют общим производственным экологическим нормам.
Стандартная предварительная инвестиция в пресс-форму: Обычные нестандартные формы требуют первоначальных средств, что менее экономично для сверхмалых партий.
Замена формы для обновления контура: Изменения в дизайне требуют новых форм, что замедляет реакцию на быстрые итерации.
Генерация отходов пакетной обработки: Умеренный объем отходов, образующихся во время обрезки, требует использования базовых механизмов переработки.
Ограничение тоннажа производственной линии: Максимальный размер профиля ограничен существующей пропускной способностью линии; очень большие секции требуют индивидуальных решений по производительности.
Контроль изменений поверхности партии: Незначительные различия поверхности между партиями требуют последующей обработки для применений, чувствительных к внешнему виду.
Затухание высокотемпературной прочности:Прочность снижается в условиях высоких температур, что требует структурной оптимизации для конкретного сценария.
Будьте в курсе последних обновлений и объявлений от JS Precision. Узнайте о наших последних проектах.
Наш контроль допусков соответствует сертифицированным стандартам ISO 9001: допуски критических размеров стабильно находятся в пределах ±0,1 мм, а обычные допуски размеров составляют ±0,15 мм. Стандартные допуски могут удовлетворить потребности большинства общих сценариев и эффективно контролировать затраты; мы рекомендуем более строгие схемы допусков только тогда, когда детали требуют точной сборки.
Мы предлагаем решения для механического соединения стальных профилей: крепление без сварки с помощью угловых кронштейнов, металлических винтов или обычных механических соединителей, подходящих для обычных требований к стойкам. Кроме того, сочетание механических креплений и конструкционных клеев также может заменить сварку; стальные профили имеют более высокую прочность, но немного более высокую сложность сборки, в то время как алюминиевые профили по-прежнему имеют основные преимущества в удобстве сборки.
Определение толщины стенки требует комплексного практического рассмотрения: • Марка сплава: Мягкие сплавы требуют увеличенной толщины стенок для обеспечения прочности, тогда как высокопрочные сплавы могут адаптироваться к конструкциям с тонкими стенками. • Конструкция профиля: глубокие каналы или изогнутые конструкции требуют более толстых стенок для повышения устойчивости. • Производительность пресса: Тоннаж экструзионного оборудования ограничивает предел формования поперечных сечений. • Обработка поверхности: для нанесения покрытия или анодирования может потребоваться минимальная толщина стенки во избежание деформации. • Допуски по размерам: пределы допусков обычно требуют увеличения толщины стенки для обеспечения единообразия обработки. На этапе проектирования мы сбалансируем прочность, вес и стоимость.
Типичная рекомендуемая толщина стенки составляет 1,0–2,5 мм: • Конструктивные или несущие детали: рекомендуется толщина стенок ≥2,0 мм для обеспечения прочности и жесткости. • Легкие или декоративные детали: достаточно толщины стенки ≈1,0 мм. Минимально возможная толщина стенки ограничена сплавом, сложностью поперечного сечения и мощностью оборудования; окончательный выбор должен сбалансировать требования и затраты на основе фактического сценария.
Мы предоставляем услуги по прототипированию и мелкосерийному пробному производству, в рамках которых можно изготовить образцы деталей для тестирования и проверки перед массовым производством. Услуги прототипирования помогут вам: • Проверьте пригодность и функциональность, прежде чем отправляться на закупку в больших количествах. • Подтвердите, что размеры и допуски соответствуют требованиям. • Оценка эффектов отделки поверхности. • Оптимизируйте проект на ранних этапах разработки, чтобы снизить последующие риски.
Затраты определяются основными факторами: • Тип материала: обычные сплавы, такие как 6061/6063, дешевле, чем специальные металлы. • Размер детали: профили большего размера требуют больше материала и более крупного оборудования, что приводит к более высоким затратам. • Сложность конструкции: для сложных поперечных сечений требуются специальные формы, а жесткие допуски увеличивают время обработки. • Другие факторы, влияющие на цену: объем заказа (более крупные заказы имеют более низкие затраты на единицу продукции), тип обработки поверхности, стоимость инструментов и штампов для новых профилей. Вы можете предоставить чертежи и требования, и мы предоставим вам точную цену.
Контроль затрат может быть эффективно достигнут посредством проектирования и планирования: • Оптимизация структурного проектирования: сохраняйте одинаковую толщину стенок, используйте закругленные углы вместо острых, проектируйте максимально симметрично и избегайте сложных в формовании глубоких узких каналов. • Выбирайте стандартные материалы: отдавайте предпочтение стандартным сплавам, таким как 6061/6063, чтобы снизить затраты на материалы. • Разумно планируйте заказы: увеличивайте объем заказов, чтобы распределить затраты на инструменты, и выбирайте жесткие допуски только при необходимости. • Упрощение обработки поверхности: отдайте приоритет стандартизированным процессам обработки поверхности и рассмотрите возможность повторного использования существующих профилей штампов. • Заблокируйте проектирование заранее: изменение конструкции после завершения изготовления формы приведет к увеличению затрат; мы рекомендуем раннее совместное планирование.
Алюминиевые профили на 100% подлежат вторичной переработке без потери эксплуатационных характеристик. Выбросы углерода из переработанного алюминия намного ниже, чем из первичного алюминия, что соответствует экологическим требованиям; мы поддерживаем системы переработки и можем повторно использовать материалы многократно, что является экологически безопасным и гарантирует эффективность.
Основные типы штампов включают в себя: • Цельные штампы: используются для простых цельных профилей с наименьшей стоимостью и максимальной эффективностью. • Полые штампы: используются для профилей с полыми секциями или трубками, имеющих более высокую сложность и стоимость. • Полуполые матрицы: используются для профилей с частично закрытыми секциями, сложность и стоимость которых находятся между сплошными и полыми матрицами. Мы подберем оптимальное решение для штампов в соответствии с вашими потребностями.
Мы предлагаем полный спектр стандартных профилей с Т-образными пазами следующих размеров: 10×10 мм, 20×20 мм, 30×30 мм, 40×40 мм, 45×45 мм, 50×50 мм, 60×60 мм, 80×80 мм, 100×100 мм, 160×160 мм. Эти размеры подходят для обычных стоек и сценариев сборки, и вы можете выбрать соответствующие спецификации в соответствии с потребностями.
Срок выполнения зависит от типа проекта: • Прототипирование/малая партия: 5–7 дней (включая разработку пресс-формы и пробное производство) • Массовое производство: 10–20 дней (включая проверку и производство пресс-формы). • Регулярные проекты: мы можем обеспечить стабильный график поставок для обеспечения поставок партиями.
Мы предоставляем стандартизированные решения постобработки: • Обработка старением: повышение прочности и твердости сплава, подходящего для обычных промышленных сценариев. • Регулярная обработка поверхности: достижение чистоты поверхности Ra≤1,6 мкм, отвечающей общим потребностям. • Общее покрытие: повышает коррозионную стойкость, подходит для обычных условий работы. Мы подберем подходящий процесс постобработки в соответствии с вашими потребностями.


