

Rubber overmolding service is the most solid sealing method as permanent sealing of precision equipment, which get rid of the OEM seals big disadvantage of easy slippage and breakdowns under dynamic pressure.
The Chemical bond strength of rubber overmolding 5 N/mm² with zero leakage under high pressure, and a seal life are 50% longer than a traditional O-ring. In this paper, will give the customer a complete decision making guide.
Why have leading engineers deserted O-rings? Refer to the following table for an at-a-glance comparison of the fundamental benefits of rubber overmolding service.
Summary Of Core Answer: Rubber Overmolding Service Technical Advantages Quick Overview
|
Evaluation Dimension
|
Traditional O-ring/Gasket Sealing
|
JS Precision Rubber Overmolding Service
|
Core Customer Benefits
|
|
Sealing Principle
|
Mechanical physical extrusion resilience.
|
Molecular chain cross-linking bonding between substrate and elastomer.
|
Completely eliminate the risk of leakage.
|
|
Leakage Risk
|
There is a fitting gap, and material channeling is easy under high pressure.
|
Zero-gap integrated molding, no penetration path.
|
Improve the stability of equipment operation.
|
|
Assembly Cost
|
Manual installation, prone to missing installation and distortion failure.
|
No secondary assembly required, simplifying the process.
|
Reduce the comprehensive cost of OEM parts service.
|
|
Extreme Environment Performance
|
Prone to displacement under vibration, with rapid performance attenuation.
|
Mechanical interlocking + chemical bonding, anti-vibration.
|
Extend the product life cycle.
|
|
Production Efficiency
|
Complex processes, low efficiency in mass production.
|
LSR process shortens the production cycle by 30%.
|
Meet the demand of high volume production.
|
Key Takeaways:
- Core technology: Linking enough strengthening of chemical bonding to the physical barrier (Chemical bonding strength 5 N/mm²) in order to prevent high pressure leakage.
- Improved efficiency: The production cycle of LSR process on complex parts can cut down by 30%, leading to high volume overmolding.
- Cost Decision: Early DFM intervention can reduce precision rubber overmolding cost by 15%.
Why Trust JS Precision’s Rubber Overmolding Service? Expertise In Leak-Free Sealing
The core of choosing Rubber Overmolding Service is to find reliable partners. Customers are most concerned about technical strength, quality assurance, and the ability to solve practical problems, which are the core advantages of JS Precision. We have 15 years of experience in precision packaging, ensuring that every product meets high-end industry standards.
Strictly speaking, we have a high-precision mould factory and a multi-material overmolding lab, thus we are able to control mentioned key parameters exactly at various processes such as silicone rubber overmolding or liquid silicone rubber overmolding to eliminate customers' biggest worries such as delamination, overflow or too less precision.
From our own industry experience, we have provided a custom-made solution for over 500 businesses including automotive, medical and Precision electronics industries with a total successful project number over 1000.
Such as, for medical device customer sensor, above 95c sterilizer environment, their sensors often leaked because of the whole sealing were done with traditional way, then the product pass rate below 85%.
Using custom rubber overmolding solution, through enhance substrate pretreatment, optimize mold design, help the customer product pass rate increase to 99.8%, extension three times the life of the hermetic seal, greatly reduce the rework cost.
All our products conform to the ASTM D413 adhesion test standard, which assures the adhesive strength is sufficient. An open clear process is implemented just so we can make our products more dependable to our customers.
We can provide customized solutions for customers at different stages, reducing the cost of precision rubber overmolding while maintaining performance. We also provide free case study white papers for customer reference.
Why Is Rubber Overmolding Service More Reliable Than Traditional O-Ring Seals?
Classic seals use physical compression, which is a method that can lead to stress relaxation and eventually the leakage of the seal under a constant pressure for a long time.
Rubber overmolding service however makes use of chemical covalent bonds to stick the rubber to the substrate, which can result in the elimination of leakage even at a high pressure of 2.0MPa.
Key Causes for Failure of Conventional O-rings
The failure of conventional O-rings is primarily due to the fact that they rely on physical compression: over time vibrations and thermal changes lead to stress relaxation and the formation of bigger gaps.
Human errors during the assembly of the O-rings may even result in forgetting the O-rings or twisting them, thus reducing the strength of the seal over time and making it impossible to sustain the stability in the long run.
According to our data, after 100,000 times of pressurization and depressurization, the leakage rate of traditional O-rings will be 12%, whereas the leakage rate of overmolded parts will be 0%, which is a very remarkable figure showing the superiority of overmolded parts.
Customer Benefits of rubber overmolding service
Besides fixing the leakage issues, rubber overmolding service has also given the clients a series of tangible benefits:
- Transforming the Bill of Materials (BOM) into one simple document, as well as, decreasing the number of components needed, procurement and storage costs are cut down.
- The possibility of errors due to manual operation is removed, better product output and less rework losses are achieved.
- Seal life is extended by 50%, thus lowering the frequency of equipment maintenance and related costs.
- The capability to handle even the harshest of operating conditions - high-pressure and vibration-level situations are accounted for when equipment is running stably.

Figure 1: Metal part with rubber overmold for sealing.
How To Achieve Perfect Molecular Level Adhesion In Silicone Rubber Overmolding?
Surface energy activation of the substrate is the basis for silicone rubber overmolding. After plasma exposure or applying a special primer, we enable the crosslinking reaction at the mold temperature of 175℃, with peel strength reaching more than 80% of the material's tensile strength.
Three Main Factors That Determine the Effectiveness of Molecular-Level Bonding
The degree of molecular-level bonding depends on three major variables, which are not only the most critical ones but also the most easily controlled ones:
- Mold temperature compensation: Control should be very accurate, with variations only allowed within 3℃. Too high temperature causes the silicone to vulcanize prematurely, and too low temperature leading to an insufficient cross-linking of the material.
- Injection speed control: It should vary according to the Shore A hardness, also ensuring not to run at the too-high speed causing air bubbles and the too-low speed resulting in incomplete filling.
- Material hardness matching: Different scenarios require different hardness between Shore A 30-70. Being too hard can compromise the bonding toughness, and being too soft will not provide the sealing strength.
Fundamental Approach to Preventing Localized Bonding Failure
Interface cavitation is the largest contributor to localized bonding failure. To eliminate this problem, we design vacuum venting and mold exhaust to effectively extract the entrapped air, as well as we move the gate to the site of unbalanced filling.
With these measures, we achieve uniform silicone filling, and the bond is sealed all-around and covers all seams.
|
Shore A Hardness
|
Mold Temperature (°C)
|
Injection Speed (mm/s)
|
Peel Strength (N/mm²)
|
Application Scenarios
|
|
30
|
165-170
|
50-80
|
≥4.2
|
Precision electronic soft contact.
|
|
50
|
170-175
|
80-120
|
≥4.5
|
Regular seals.
|
|
70
|
175-180
|
120-150
|
≥4.8
|
High-pressure sealing scenarios.
|
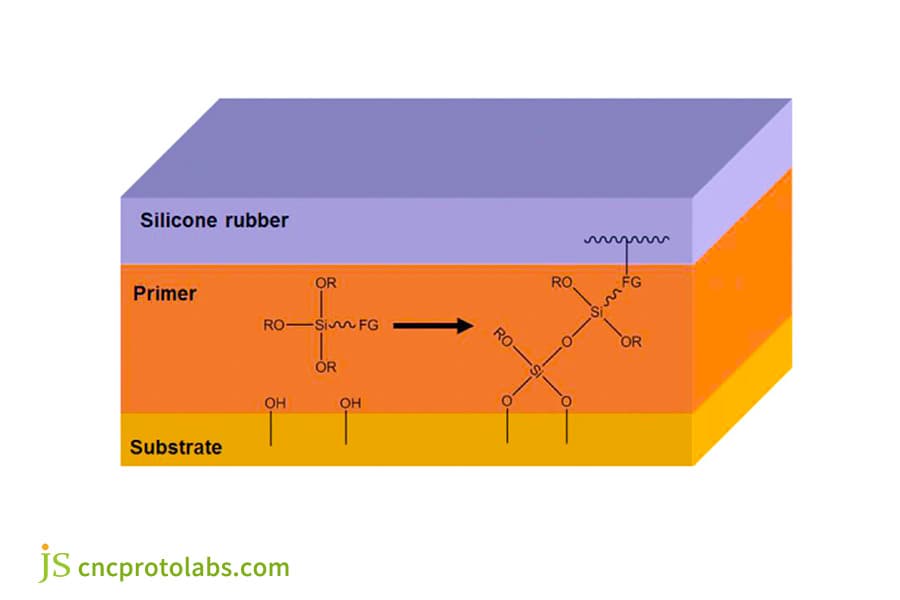
Figure 2: Molecular adhesion in silicone rubber overmolding.
How Can Liquid Silicone Rubber Overmolding Address Ultra-Thin Wall Challenges?
Liquid silicone rubber overmolding is such a low viscosity material that it almost can be filled easily under a low pressure, even to very thin walls of 0.2mm thickness.
We use a high-accuracy cold runner system combined with a 0.005mm-level mold precision to not only protect the components but also reach the encapsulation of IP68 level.
Comparison of LSR and HCR Flowability
The most important aspect of ultra-thin wall molding is the flowability of the material. LSR has an edge over HCR, as the following data clearly shows, being able to fill ultra-thin areas without the risk of damaging precision components.
|
Material Type
|
Viscosity (mPa·s)
|
Minimum Filling Thickness (mm)
|
Filling Pressure (MPa)
|
Molding Cycle (s)
|
Applicable Ultra-Thin Wall Scenarios
|
|
LSR
|
500-1500
|
0.2
|
5-10
|
30-45
|
Smart wearables, medical sensors.
|
|
HCR
|
5000-10000
|
0.5
|
15-20
|
60-90
|
Regular thickness seals.
|
Precision Assurance Technology for Ultra-Thin Wall Molding
To guarantee the accuracy of ultra-thin wall molding, we use two main technologies: a high-precision cold runner system that minimizes waste and ensures even filling, and multi-stage pressure holding technology that manages the overflow, thus allowing the finished products to meet OEM delivery standards without trimming.
We can mention the 0.2mm ultra-thin wall LSR overmolding accomplished for a smart wearable customer, with achieving a 99.7% pass rate, reaching the IP68 waterproof standard, which has effectively safeguarded the internal components and uplifted the customer's product among the competitors.
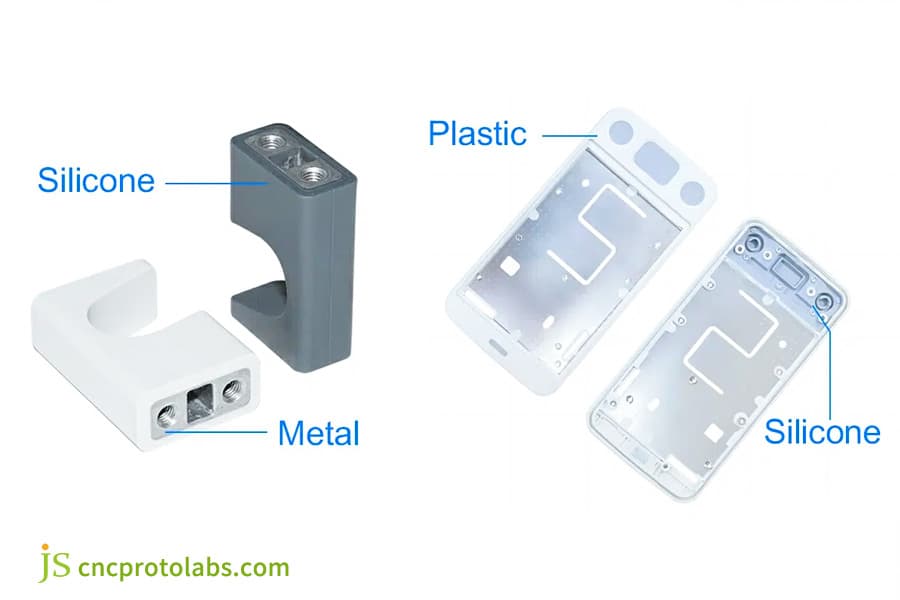
Figure 3: Ultra-thin wall liquid silicone rubber molding.
How To Solve The Problem Of Over Molding Rubber To Metal Delamination?
At the heart of ensuring that the rubber won't debond from overmolding metal is a closed-loop pretreatment system, which follows ISO 28921-1 standards.
To control the adhesive thickness to 10μm-20μm, we have implemented automated sandblasting and ultrasonic degreasing processes. Besides, we also carry out secondary thermal activation.
Pretreatment Parameters for Different Metals
The pretreatment of metal significantly influences the adhesive failure prevention. The logic behind matching the parameters exactly is due to the fact that metals are different. You may refer to the table below. It is by exact pretreatment that the bond between rubber and metal is enhanced.
|
Metal Type
|
Sandblasting Grit (Mesh)
|
Degreasing Time (min)
|
Adhesive Thickness (um)
|
Secondary Thermal Activation Temperature (°C)
|
Peel Strength (N/mm²)
|
|
Aluminum Alloy
|
120-150
|
5-8
|
10-15
|
120-130
|
≥5.0
|
|
Stainless Steel
|
150-180
|
8-10
|
15-20
|
130-140
|
≥5.2
|
|
Brass
|
100-120
|
6-8
|
12-18
|
110-120
|
≥4.9
|
Double Protection with Mechanical Interlock Design
To make the design double protection, we added a mechanical interlock. The metal substrate with the raw edges turned over and with the through holes is the one that makes the physical interlock. The lab test of the mechanical interlock + chemical bonding solution resulted in a 0% debonding rate.
If you are troubled by the debonding problem of overmolding rubber to metal, you can apply for a free sample peel strength test to intuitively understand the effect of the solution.
How To Customize Custom Rubber Overmolding Solutions Based On The Product Lifecycle?
Our custom rubber overmolding solutions follow a phased use of development program:
At first small-batch production employs aluminum/mild steel molds so that production costs are reduced whereas mass production uses fully automated multi-cavity cold runner systems that a single mold cycle time of 45s, thus a balance between performance and return on investment will be achieved.
Customer Benefits of Phased Development
By way of phased development, customers will be able to keep their expenses in control and performance assured at various stages of the project. Indicated below are the particular advantages:
- A small-batch validation phase: Development of aluminum/mild steel molds costs 40% less, enabling product design feasibility to be checked quickly and product losses to be kept at a minimum.
- Mass production phase: By employing multi-cavity cold runner systems that are fully automated production efficiency is improved, single mold cycle time is 45s, unit production costs are lowered.
- Complete lifecycle support: turning design consultation into mass production delivery the solutions will be modified depending on the product's use environment to prolong the product life.
Core Principles of Material Selection
Material selection is the heart of custom rubber overmolding solutions. Depending on the product's environmental medium, we suggest different types of rubber materials:
- For oil-resistant applications, we would recommend NBR rubber that is capable of resisting different types of mineral oils and can be used for automotive fuel systems, etc.
- For high-temperature/chemical-resistant applications, our recommendation is FKM rubber, which can work in the temperature range of -20°C to 200°C and also has the feature of excellent resistance to acids and alkalis.
- For conventional sealing applications, our pick is EPDM rubber which besides moderate cost also has the property of good resistance to aging and together with other features is suitable for different industries.
As a High Volume Overmolding Manufacturer, How Do You Achieve Precise Control Of 0.05mm?
Being a high volume overmolding manufacturer allows us to depend on closed-loop control of our injection molding machines along with vision inspection systems to oversee injection pressure (0.1 bar) on a moment-to-moment basis, thus guaranteeing that the sealing tolerance of the massive numbers of products manufactured remains consistently within 0.05mm.
Precision Guarantee of Automated Production Units
Precision is the cornerstone of success for high-volume production. We have fully automated our 24/7 automated production units, the automation level is entirely robotic, including:
- Robotic arms accurately locate inserts at a positional accuracy of 0.02mm, thereby eliminating errors due to manual placement.
- Online vision inspection for excess material with a detection accuracy of 0.01mm, defective products are automatically rejected by the system.
- SPC (Statistical Process Control), which means real-time monitoring of production parameters, with a CPK value all along above 1.67, thus upholding the rigorous standards of the automotive and medical industries.
Balancing Cost and Precision in Million-Piece Mass Production
We take advantage of economies of scale to balance precision and cost. For a unit of 100k, a "one-out-of-many" mold design can lower the unit price by 20% without compromising the sealing tolerance of 0.05mm.

Figure 4: High volume rubber overmolding production line.
What Are The Three Hidden Costs That Affect Precision Rubber Overmolding Cost?
Precision rubber overmolding cost primarily varies with mold complexity, defect rate, and post-processing. Cold runner design optimization combined with achieving "trimming-free" finishing are the most effective ways to bring down unit cost.
The Specific Impact of Three Hidden Costs
In estimating costs, customers tend to forget about three hidden costs, the aggregate impact of which is way more than that of raw materials:
- Mold Maintenance Costs:
Poor mold precision can dramatically increase defect rates and quite possibly lead to more frequent mold maintenance. This results in higher mold maintenance costs over time. On the contrary, investing in a high-precision mold shortly will result in less maintenance in the future.
- Defect Loss Costs:
Every 1% increment in the defect rate will lead to a rise in unit cost of around 3%-5%. With the help of strict process control, defect rates can be kept under 0.2%.
- Post-processing Costs:
In typical procedures, trimming is a manual operation and labor accounts for about 15% of the total cost. By using high-precision molds it is possible to avoid trimming altogether thereby eliminating this cost entirely.
Cost Comparison for Different Batch Sizes
The size of the production batch has a direct impact on precision rubber overmolding cost.To help customers determine the most economical batch size, the following comparison is made between batches of 10k and 100k (USD/piece).
|
Production Volume
|
Mold Cost Allocation
|
Raw Material Cost
|
Labor and Post-Processing Cost
|
Defect Loss Cost
|
Total Unit Cost
|
|
10k Pieces
|
0.8
|
1.2
|
0.5
|
0.1
|
2.6
|
|
100k Pieces
|
0.1
|
1.0
|
0.1
|
0.05
|
1.25
|
Properly planning batch sizes and optimizing processes can effectively reduce costs. To obtain accurate tiered pricing and cost optimization suggestions, please provide your estimated purchase quantity, and we will customize a customized solution.
JS Precision Case: Solving The 0.1s Rapid Response Sealing Challenge For Automotive Fuel System Components
Fuel system solenoid valves of a Tier 1 automotive supplier were at risk of recall due to the failure of traditional O-ring seals. We completely resolved the problem with custom rubber overmolding solutions.
Case Background and Core Pain Points
The solenoid valves in this customer's system need to open and close very quickly, within 0.1 seconds. The traditional O-rings can get displaced easily, causing a delay in response and breakdown of the seal.
As a result, only 92% of the units passed the test. The main requirements are no leakage, fastest possible response time of 0.1 seconds, pass rate of 99.5% or more, and cost control.
JS Precision Solutions
In order to address customer difficulties, a professional engineering team was put together to offer full custom rubber overmolding solutions consisting of:
1.Structural Design Improvement:
Through integrating overmolding rubber to metal technology, fluororubber (FKM) is directly overmolded onto the stainless steel valve core, which not only eliminates clearances but also prevents O-ring displacement and keeps the sealing stable even during the rapid response.
2.Process Parameter Improvement:
Inventing a special nano-primer to increase the adhesion strength between fluororubber and stainless steel to 5.2 N/mm, simultaneously with this, optimizing the vulcanization pressure and holding pressure curves to avoid localized micro delamination at the edges.
3.Precision Guarantee Actions:
Using 0.003mm precision die-casting technology to make sure there are no parting lines left on the sealing surface, and closed-loop control of the injection molding machine is used to keep track of production parameters in real time, mass production precision is thereby ensured.
4.Testing and Verification Improvement:
Vehicle fuel system actual operating conditions were simulated, 500 million opening and closing fatigue tests were carried out, and process parameters were regularly changed to ensure product performance stability.
Lessons Learned from Failures:
At first, the lack of sufficient vulcanization pressure caused edge micro delamination and a defect rate went up to 5%. We adjusted the holding pressure curve (8MPa to 10MPa) and bar overflow groove, defect rate was reduced to below 0.3%.
Micro delamination of the edge was one of the problems we faced at the beginning of the project due to insufficient vulcanization pressure, and the defect rate was as high as 5%.
We addressed the issue by modifying the injection molding holding pressure curve and increasing the holding pressure from 8MPa to 10MPa. Besides, we added an overflow groove to the mold to extract excess silicone, which completely solved the micro delamination issue and brought down the defect rate to below 0.3%.
Final Results and Customer Feedback:
After a period of 3 months of research & development and testing, the solenoid valve was able to withstand 500 million cycles of opening and closing, the response delay was less than 0.08 seconds, it had an IP68 rating with zero leakage, the pass rate was 99.8%, and the unit cost was $1.8, which is 15% lower than what the customer was expecting.
Customer feedback: "JS Precision's overmolding technology solutions have fully addressed our sealing issues, lowered our costs, and turned them into a production partner that we can rely on even in the long term."
If your automotive parts face sealing and response speed challenges, submit your design requirements, and we will customize exclusive rubber overmolding solutions.
Why Is JS Precision The Best Choice For Your OEM Parts Service?
By picking JS Precision's OEM parts service, you will be working with our highly experienced technical team that also happens to be certified under IATF 16949. We provide completely transparent support at every stage, from DFM consulting to logistics delivery, with a focus on balancing performance and cost.
Our main competitive advantages
As a professional OEM parts service provider, our main competitive advantages are in three areas, offering full support to our customers:
- Excellent Technical Skills: Our own precision mold factory coupled with our multi-material overmolding lab allow us to tackle tough problems in silicone rubber overmolding and overmolding of rubber to metal among other things. We have several core technologies too.
- Thorough Quality System: With certificates from international standards bodies like IATF 16949 and ISO 9001, our products are also compliant with authoritative standards such as ASTM D413. Our statistical process control capability (CPK) value is always over 1.67, which means product quality is very stable.
- Cutting-Edge Service Philosophy: Putting customers first, we offer expert DFM design consultation through to mass production delivery, ensuring full transparency, fastest response to customers' needs, and shorter project cycles.
Complete-Process Service Assurance
Our OEM parts service is comprehensive and does not end at just processing and production. it actually means technically backing clients for a long time. Our professional services cover the whole process - from drawing assessment and production planning to after-sales support.
FAQs
Q1: Why Rubber Overmolding is much better than individual O-rings for sealing under high-pressure environments?
When subjected to high pressure, O-rings can easily distort and fail due to extrusion. On the other hand, rubber overmolding service chemically bonds the elastomer, so the rubber is fixed, the gaps are eliminated and the sealing is 100% effective even under extreme dynamic pressures.
Q2: In what ways does JS Precision lower the cost of producing precision rubber overmolding parts by overmolding process?
A combination of automated "one-to-many" molds and Moldflow simulation is used by us to find the best location for the gate, so we make less raw material waste, get rid of assembly and scrap rates completely, which results in a total cost 15%-25% less than component assembly.
Q3: When using silicone rubber overmolding, what temperature resistance levels does the substrate have to meet?
Silicone is cured at 160℃-190℃. Therefore, the plastic substrate should be heat-resistant enough so that it won't get deformed even at this high temperature.
Q4: What are the downsides of LSR overmolding as compared to other methods for medical devices?
Its excellent biocompatibility is the reason why LSR overmolding is the most used method for the manufacture of medical device parts. In addition, our production is carried out in a Class 10,000 cleanroom that fully complies with FDA and USP Class VI standards, and therefore the applications are not significantly limited.
Q5: What is the procedure for determining bonding life of overmolding rubber on metal?
We conduct a series of tests to reproduce the effect of aging under normal conditions over a period of 1000 hours. Our tests consist of exposure to salt spray, temperature fluctuation, and destructive pull-out to check if our bond interface is still free of cracks and whether it remains strongly adhered throughout its lifespan.
Q6: How will you guarantee there is no metal insert displacement during high-volume production?
We implement the use of precision mechanical retaining pins plus a hydraulically assisted clamping system together with an infrared scanner to verify the positional accuracy of the insert (0.02mm) in real time. Should any change occur, the system immediately stops and gives an alarm preventing the insert displacement.
Q7: Which exclusive materials are capable of being handled in your custom rubber overmolding solutions?
Apart from our regular silicone and EPDM, we are highly experienced in the usage of FKM, HNBR, and other special functional rubber such as conductive, thermally conductive, and electromagnetically shielding elastomers. Our materials laboratory is capable of manufacturing formulas according to the precise requirements of our clients.
Q8: What details does JS Precision require for a quotation?
Please provide the following information so that we can give you a precise quotation and DFM feedback:
- 3D drawings in STEP/IGS format.
- Material demands for the substrate and rubber.
- Approximate annual purchasing volume.
- Any special requirements for the performance such as hardness and pressure rating.
We will respond within 24 hours.
Summary
The rubber overmolding service has become a replacement trend for the traditional sealing solutions in the precision industrial sector. Its molecular-level chemical bonding helps to prevent leaks, makes the product more stable even in very harsh conditions, and at the same time it reduces costs, while efficiency goes up.
JS Precision combines ultra-precise machining with the technology of elastomer modification to offer custom rubber overmolding solutions throughout the entire lifecycle, solving sealing issues and enabling customers to improve product competitiveness.
Don't let sealing defects jeopardize system reliability! Just send us your CAD design files, and we will get back to you with a free DFM evaluation report, most cost-effective solution customization, and your first step towards a zero-leakage manufacturing journey.

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

