

Service de surmoulage de caoutchouc est la méthode d'étanchéité la plus solide en tant qu'étanchéité permanente des équipements de précision, qui élimine le gros inconvénient des joints OEM en termes de glissement facile et de pannes sous pression dynamique.
La force de liaison chimique du surmoulage de caoutchouc de 5 N/mm² sans fuite sous haute pression et la durée de vie du joint sont 50 % plus longues qu'un joint torique traditionnel. Dans cet article, nous donnerons au client un guide complet de prise de décision.
Pourquoi les principaux ingénieurs ont-ils abandonné les joints toriques ? Reportez-vous au tableau suivant pour une comparaison rapide des avantages fondamentaux du service de surmoulage de caoutchouc.
Résumé de la réponse principale : Avantages techniques du service de surmoulage de caoutchouc Aperçu rapide
|
Dimension d'évaluation
|
Joint torique/joint d'étanchéité traditionnel
|
Service de surmoulage de caoutchouc JS Precision
|
Principaux avantages pour le client
|
|
Principe d'étanchéité
|
Résilience mécanique et physique à l’extrusion.
|
Liaison réticulation de chaîne moléculaire entre substrat et élastomère.
|
Élimine complètement le risque de fuite.
|
|
Risque de fuite
|
Il y a un espace de montage et la canalisation du matériau est facile sous haute pression.
|
Moulage intégré sans espace, sans chemin de pénétration.
|
Améliorer la stabilité du fonctionnement de l'équipement.
|
|
Coût d'assemblage
|
Installation manuelle, sujette à une installation manquante et à une défaillance de distorsion.
|
Aucun assemblage secondaire requis, simplifiant le processus.
|
Réduisez le coût global du service de pièces OEM.
|
|
Performances dans des environnements extrêmes
|
Sujet au déplacement sous vibration, avec atténuation rapide des performances .
|
Verrouillage mécanique + collage chimique, anti-vibration.
|
Prolongez le cycle de vie du produit.
|
|
Efficacité de production
|
Processus complexes, faible efficacité en production de masse.
|
Le procédé LSR raccourcit le cycle de production de 30 %.
|
Répondre à la demande de production en grand volume.
|
Points clés à retenir :
- Technologie de base : relier un renforcement suffisant de la liaison chimique à la barrière physique (force de liaison chimique 5 N/mm²) afin d'éviter les fuites à haute pression.
- Efficacité améliorée : le cycle de production de Processus LSR sur des pièces complexes peut être réduit de 30 %, conduisant à un surmoulage à volume élevé.
- Décision relative aux coûts : une intervention précoce de DFM peut réduire le coût du surmoulage de caoutchouc de précision de 15 %.
Pourquoi faire confiance au service de surmoulage de caoutchouc de JS Precision ? Expertise en étanchéité sans fuite
L’essentiel du choix du service de surmoulage de caoutchouc est de trouver des partenaires fiables. Les clients sont plus préoccupés par la solidité technique, l'assurance qualité et la capacité à résoudre des problèmes pratiques , qui constituent les principaux avantages de JS Precision. Nous avons 15 ans d'expérience dans l'emballage de précision, garantissant que chaque produit répond aux normes industrielles haut de gamme.
À proprement parler, nous disposons d'une usine de moules de haute précision et d'un laboratoire de surmoulage multi-matériaux, nous sommes donc en mesure de contrôler exactement les paramètres clés mentionnés lors de divers processus tels que le surmoulage de caoutchouc de silicone ou le surmoulage de caoutchouc de silicone liquide pour éliminer les plus gros soucis des clients tels que le délaminage, le débordement ou le manque de précision.
Forts de notre propre expérience dans l'industrie, nous avons fourni une solution sur mesure à plus de 500 entreprises, notamment les secteurs de l'automobile, du médical et de l'électronique de précision , avec un nombre total de projets réussis supérieur à 1 000.
Par exemple, pour les capteurs clients de dispositifs médicaux, au-dessus d'un environnement de stérilisation à 95 °C, leurs capteurs fuyaient souvent car l'ensemble du scellage était effectué de manière traditionnelle, le taux de réussite du produit étant alors inférieur à 85 %.
En utilisant une solution de surmoulage de caoutchouc personnalisée, en améliorant le prétraitement du substrat, en optimisant la conception du moule, en aidant le taux de réussite du produit client à augmenter à 99,8 %, en prolongeant trois fois la durée de vie du joint hermétique et en réduisant considérablement les coûts de reprise.
Tous nos produits sont conformes aux Norme de test d'adhérence ASTM D413 , ce qui garantit que la force adhésive est suffisante. Un processus ouvert et clair est mis en œuvre afin que nous puissions rendre nos produits plus fiables pour nos clients.
Nous pouvons fournir des solutions personnalisées aux clients à différentes étapes, réduisant ainsi le coût du surmoulage de caoutchouc de précision tout en maintenant les performances. Nous fournissons également des livres blancs gratuits sur des études de cas pour référence client.
Pourquoi le service de surmoulage en caoutchouc est-il plus fiable que les joints toriques traditionnels ?
Les joints classiques utilisent la compression physique, une méthode qui peut conduire à une relaxation des contraintes et éventuellement à une fuite du joint sous une pression constante pendant une longue période.
Le service de surmoulage du caoutchouc utilise cependant des liaisons covalentes chimiques pour coller le caoutchouc au substrat, ce qui peut entraîner l'élimination des fuites même à une pression élevée de 2,0 MPa.
Principales causes de défaillance des joints toriques conventionnels
La défaillance des joints toriques conventionnels est principalement due au fait qu'ils reposent sur une compression physique : au fil du temps, les vibrations et les changements thermiques entraînent une relaxation des contraintes et la formation d'espaces plus grands .
Des erreurs humaines lors de l'assemblage des joints toriques peuvent même entraîner l'oubli ou la torsion des joints toriques, réduisant ainsi la résistance du joint dans le temps et rendant impossible le maintien de la stabilité à long terme.
Selon nos données, après 100 000 fois de pressurisation et de dépressurisation , le taux de fuite des joints toriques traditionnels sera de 12 %, alors que le taux de fuite de pièces surmoulées sera de 0%, ce qui est un chiffre très remarquable démontrant la supériorité des pièces surmoulées.
Avantages client du service de surmoulage de caoutchouc
En plus de résoudre les problèmes de fuite, le service de surmoulage de caoutchouc a également apporté aux clients une série d'avantages tangibles :
- En transformant la nomenclature (BOM) en un seul document simple et en réduisant le nombre de composants nécessaires, les coûts d'approvisionnement et de stockage sont réduits.
- La possibilité d'erreurs dues au fonctionnement manuel est supprimée, un meilleur rendement du produit et moins de pertes de retouche sont obtenus.
- La durée de vie des joints est prolongée de 50 %, réduisant ainsi la fréquence de maintenance des équipements et les coûts associés.
- La capacité de gérer même les conditions de fonctionnement les plus difficiles : les situations de haute pression et de niveau de vibration sont prises en compte lorsque l'équipement fonctionne de manière stable.

Figure 1 : Pièce métallique avec surmoulage en caoutchouc pour l'étanchéité.
Comment obtenir une adhérence moléculaire parfaite dans le surmoulage de caoutchouc de silicone ?
L'activation de l'énergie de surface du substrat est à la base de surmoulage de caoutchouc silicone . Après exposition au plasma ou application d'un apprêt spécial, nous permettons la réaction de réticulation à la température du moule de 175 ℃, avec une résistance au pelage atteignant plus de 80 % de la résistance à la traction du matériau .
Trois facteurs principaux qui déterminent l'efficacité de la liaison au niveau moléculaire
Le degré de liaison au niveau moléculaire dépend de trois variables majeures, qui sont non seulement les plus critiques mais aussi les plus faciles à contrôler :
- Compensation de la température du moule : le contrôle doit être très précis, avec des variations autorisées uniquement dans la limite de 3 ℃. Une température trop élevée entraîne une vulcanisation prématurée du silicone , et une température trop basse entraîne une réticulation insuffisante du matériau.
- Contrôle de la vitesse d'injection : elle doit varier en fonction de la dureté Shore A, en veillant également à ne pas fonctionner à une vitesse trop élevée provoquant des bulles d'air et à une vitesse trop faible entraînant un remplissage incomplet.
- Correspondance de la dureté du matériau : différents scénarios nécessitent une dureté différente entre Shore A 30-70. Être trop dur peut compromettre la résistance de la liaison, et être trop mou ne fournira pas la force d'étanchéité.
Approche fondamentale pour prévenir les défaillances de liaison localisées
La cavitation d'interface est le principal contributeur à échec de liaison localisé . Pour éliminer ce problème, nous concevons une ventilation sous vide et un échappement du moule pour extraire efficacement l'air emprisonné , et nous déplaçons également la porte vers le site de remplissage déséquilibré.
Grâce à ces mesures, nous obtenons un remplissage de silicone uniforme et le collage est scellé sur tout le pourtour et recouvre toutes les coutures.
|
Dureté Shore A
|
Température du moule (°C)
|
Vitesse d'injection (mm/s)
|
Résistance au pelage (N/mm²)
|
Scénarios d'application
|
|
30
|
165-170
|
50-80
|
≥4,2
|
Contact souple électronique de précision.
|
|
50
|
170-175
|
80-120
|
≥4,5
|
Joints réguliers.
|
|
70
|
175-180
|
120-150
|
≥4,8
|
Scénarios d'étanchéité à haute pression.
|
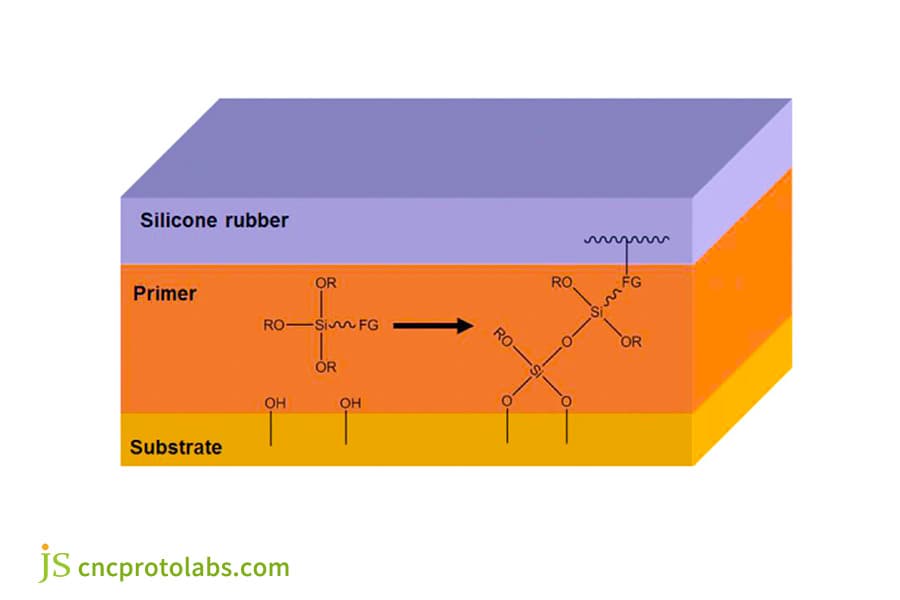
Figure 2 : Adhésion moléculaire dans le surmoulage de caoutchouc silicone.
Comment le surmoulage de caoutchouc de silicone liquide peut-il relever les défis des parois ultra fines ?
Surmoulage de caoutchouc de silicone liquide est un matériau à si faible viscosité qu'il peut presque être rempli facilement sous une faible pression, même sur des parois très fines de 0,2 mm d'épaisseur.
Nous utilisons un système de canaux froids de haute précision combiné à une précision de moule de 0,005 mm pour non seulement protéger les composants, mais également atteindre le niveau d'encapsulation IP68.
Comparaison de la fluidité du LSR et du HCR
L'aspect le plus important de moulure murale ultra fine est la fluidité du matériau. Le LSR a un avantage sur le HCR, comme le montrent clairement les données suivantes, étant capable de remplir des zones ultra-fines sans risque d'endommager les composants de précision.
|
Type de matériau
|
Viscosité (mPa·s)
|
Épaisseur minimale de remplissage (mm)
|
Pression de remplissage (MPa)
|
Cycle(s) de moulage
|
Scénarios de parois ultra fines applicables
|
|
LSR
|
500-1500
|
0,2
|
5-10
|
30-45
|
Appareils portables intelligents, capteurs médicaux.
|
|
HCR
|
5000-10000
|
0,5
|
15-20
|
60-90
|
Joints d’épaisseur régulière.
|
Technologie d’assurance de précision pour le moulage de parois ultra-minces
Pour garantir la précision du moulage à paroi ultra fine, nous utilisons deux technologies principales : un système de canaux froids de haute précision qui minimise les déchets et assure un remplissage uniforme, et une technologie de maintien de pression à plusieurs étages qui gère le trop-plein, permettant ainsi aux produits finis de répondre aux normes de livraison OEM sans rognage.
Nous pouvons mentionner le surmoulage LSR à paroi ultra-mince de 0,2 mm réalisé pour un client portable intelligent, avec un taux de réussite de 99,7 %, atteignant la norme d'étanchéité IP68 , qui a efficacement protégé les composants internes et élevé le produit du client parmi les concurrents.
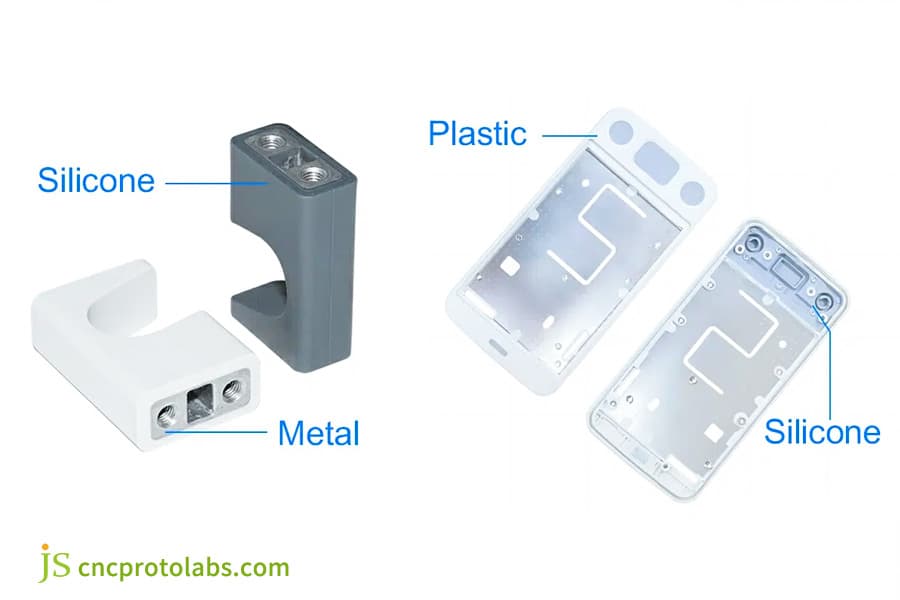
Figure 3 : Moulage en caoutchouc de silicone liquide à paroi ultra fine.
Comment résoudre le problème du surmoulage du caoutchouc et du délaminage du métal ?
Au cœur de la garantie que le caoutchouc ne se détachera pas du métal surmoulé se trouve un système de prétraitement en boucle fermée, qui suit Normes ISO 28921-1 .
Pour contrôler l'épaisseur de l'adhésif à 10 μm-20 μm, nous avons mis en œuvre des processus automatisés de sablage et de dégraissage par ultrasons . Nous effectuons également une activation thermique secondaire.
Paramètres de prétraitement pour différents métaux
Le prétraitement du métal influence considérablement la prévention des défaillances de l'adhésif. La logique derrière la correspondance exacte des paramètres est due au fait que les métaux sont différents. Vous pouvez vous référer au tableau ci-dessous. C'est par un prétraitement précis que la liaison entre le caoutchouc et le métal est renforcée.
|
Type de métal
|
Grain de sablage (maille)
|
Temps de dégraissage (min)
|
Épaisseur de l'adhésif (um)
|
Température d'activation thermique secondaire (°C)
|
Résistance au pelage (N/mm²)
|
|
Alliage d'aluminium
|
120-150
|
5-8
|
10-15
|
120-130
|
≥5,0
|
|
Acier inoxydable
|
150-180
|
8-10
|
15-20
|
130-140
|
≥5,2
|
|
Laiton
|
100-120
|
6-8
|
12-18
|
110-120
|
≥4,9
|
Double protection avec conception de verrouillage mécanique
Pour rendre la conception double protection, nous avons ajouté un verrouillage mécanique. Le substrat métallique avec les bords bruts retournés et les trous traversants est celui qui réalise l'emboîtement physique. Le test en laboratoire de la solution de verrouillage mécanique + liaison chimique a abouti à un taux de décollement de 0 %.
Si vous êtes troublé par le problème de décollement de surmoulage du caoutchouc sur le métal , vous pouvez demander un échantillon gratuit de test de résistance au pelage pour comprendre intuitivement l'effet de la solution.
Comment personnaliser des solutions de surmoulage de caoutchouc personnalisées en fonction du cycle de vie du produit ?
Nos solutions de surmoulage de caoutchouc sur mesure suivent un programme de développement d'utilisation progressive :
Dans un premier temps, la production en petits lots utilise des moules en aluminium/acier doux afin de réduire les coûts de production, tandis que la production de masse utilise des systèmes à canaux froids multi-cavités entièrement automatisés avec un temps de cycle de moule unique de 45 s, un équilibre entre performances et retour sur investissement sera ainsi atteint.
Avantages client du développement progressif
Grâce à un développement progressif, les clients pourront garder le contrôle de leurs dépenses et garantir des performances à différentes étapes du projet. Vous trouverez ci-dessous les avantages particuliers :
- Une phase de validation en petits lots : le développement de moules en aluminium/acier doux coûte 40 % de moins, ce qui permet de vérifier rapidement la faisabilité de la conception du produit et de minimiser les pertes de produits.
- Phase de production de masse : en utilisant des systèmes à canaux froids multi-cavités entièrement automatisés, l'efficacité de la production est améliorée, le temps de cycle d'un seul moule est de 45 s et les coûts de production unitaires sont réduits.
- Prise en charge complète du cycle de vie : en transformant la consultation de conception en livraison en production de masse, les solutions seront modifiées en fonction de l'environnement d'utilisation du produit pour prolonger la durée de vie du produit.
Principes fondamentaux de sélection des matériaux
La sélection des matériaux est au cœur de solutions de surmoulage de caoutchouc sur mesure . En fonction du milieu environnemental du produit, nous proposons différents types de matériaux en caoutchouc :
- Pour les applications résistantes à l'huile, nous recommandons le caoutchouc NBR capable de résister à différents types d'huiles minérales et pouvant être utilisé pour les systèmes de carburant automobiles, etc.
- Pour les applications à haute température/résistantes aux produits chimiques, notre recommandation est le caoutchouc FKM, qui peut fonctionner dans une plage de températures de -20°C à 200°C et présente également la caractéristique d'une excellente résistance aux acides et aux alcalis.
- Pour les applications d'étanchéité conventionnelles, notre choix est le caoutchouc EPDM qui, outre son coût modéré, présente également la propriété d'une bonne résistance au vieillissement et, avec d'autres caractéristiques, convient à différentes industries.
En tant que fabricant de surmoulage à grand volume, comment obtenir un contrôle précis de 0,05 mm ?
Être un fabricant de surmoulage à grand volume nous permet de compter sur un contrôle en boucle fermée de nos machines de moulage par injection ainsi que sur des systèmes d'inspection par vision pour surveiller la pression d'injection (0,1 bar) à chaque instant, garantissant ainsi que la tolérance d'étanchéité du grand nombre de produits fabriqués reste constamment inférieure à 0,05 mm.
Garantie de précision des unités de production automatisées
La précision est la pierre angulaire du succès de la production en grand volume. Nous avons entièrement automatisé nos unités de production automatisées 24h/24 et 7j/7 , le niveau d'automatisation est entièrement robotisé, comprenant :
- Les bras robotisés localisent avec précision les inserts avec une précision de position de 0,02 mm, éliminant ainsi les erreurs dues au placement manuel.
- Inspection visuelle en ligne des excédents de matériaux avec une précision de détection de 0,01 mm , les produits défectueux sont automatiquement rejetés par le système.
- SPC (Statistical Process Control), qui signifie surveillance en temps réel des paramètres de production, avec une valeur CPK toujours supérieure à 1,67 , respectant ainsi les normes rigoureuses des industries automobile et médicale.
Équilibrer coût et précision dans la production de masse d’un million de pièces
Nous profitons des économies d’échelle pour équilibrer précision et coût. Pour une unité de 100k, un "un parmi plusieurs" conception de moule peut réduire le prix unitaire de 20 % sans compromettre la tolérance d'étanchéité de 0,05 mm.

Figure 4 : Ligne de production de surmoulage de caoutchouc à grand volume.
Quels sont les trois coûts cachés qui affectent le coût du surmoulage de caoutchouc de précision ?
Le coût du surmoulage de caoutchouc de précision varie principalement en fonction de la complexité du moule, du taux de défauts et du post-traitement. L'optimisation de la conception des canaux froids combinée à une finition « sans rognage » sont les moyens les plus efficaces de réduire les coûts unitaires.
L’impact spécifique de trois coûts cachés
En estimant les coûts, les clients ont tendance à oublier trois coûts cachés , dont l’impact global est bien supérieur à celui des matières premières :
- Coûts d’entretien des moules :
Une mauvaise précision du moule peut augmenter considérablement les taux de défauts et conduire très probablement à un entretien plus fréquent du moule. Cela entraîne des coûts de maintenance des moules plus élevés au fil du temps. Au contraire, investir prochainement dans un moule de haute précision entraînera moins de maintenance à l’avenir.
- Coûts des pertes liées aux défauts :
Chaque augmentation de 1 % du taux de défauts entraînera une augmentation du coût unitaire d'environ 3 à 5 %. Grâce à un contrôle strict des processus, les taux de défauts peuvent être maintenus en dessous de 0,2 %.
- Coûts de post-traitement :
Dans les procédures typiques, le parage est une opération manuelle et la main d’œuvre représente environ 15 % du coût total. En utilisant des moules de haute précision, il est possible d’éviter complètement le détourage, éliminant ainsi entièrement ce coût.
Comparaison des coûts pour différentes tailles de lots
La taille du lot de production a un impact direct sur coût de surmoulage de caoutchouc de précision .Pour aider les clients à déterminer la taille de lot la plus économique, la comparaison suivante est effectuée entre des lots de 10 000 et 100 000 (USD/pièce).
|
Volume de production
|
Répartition des coûts du moule
|
Coût des matières premières
|
Coût de la main-d'œuvre et du post-traitement
|
Coût des pertes liées aux défauts
|
Coût unitaire total
|
|
10 000 pièces
|
0,8
|
1.2
|
0,5
|
0,1
|
2.6
|
|
100 000 pièces
|
0,1
|
1.0
|
0,1
|
0,05
|
1,25
|
Planifier correctement la taille des lots et optimiser les processus peut réduire efficacement les coûts. Pour obtenir des suggestions précises de tarification échelonnée et d’optimisation des coûts, veuillez fournir votre quantité d’achat estimée et nous personnaliserons une solution personnalisée.
Cas JS Precision : résoudre le problème de l'étanchéité à réponse rapide en 0,1 s pour les composants du système de carburant automobile
Les électrovannes du système de carburant d'un équipementier automobile de niveau 1 risquaient d'être rappelées en raison de la défaillance des joints toriques traditionnels. Nous avons complètement résolu le problème avec des solutions de surmoulage de caoutchouc personnalisées.
Contexte du cas et principaux points sensibles
Les électrovannes du système de ce client doivent s'ouvrir et se fermer très rapidement, en 0,1 seconde. Les joints toriques traditionnels peuvent se déplacer facilement, provoquant un retard de réponse et une rupture du joint.
En conséquence, seulement 92 % des unités ont réussi le test. Les principales exigences sont l'absence de fuite, le temps de réponse le plus rapide possible de 0,1 seconde, un taux de réussite de 99,5 % ou plus et le contrôle des coûts.
Solutions de précision JS
Afin de répondre aux difficultés des clients, une équipe d'ingénieurs professionnels a été constituée pour offrir une gamme complète surmoulage de caoutchouc sur mesure solutions composées de :
1.Amélioration de la conception structurelle :
Grâce à l'intégration de la technologie de surmoulage du caoutchouc au métal, le caoutchouc fluoré (FKM) est directement surmoulé sur le noyau de la vanne en acier inoxydable, ce qui non seulement élimine les jeux, mais empêche également le déplacement du joint torique et maintient l'étanchéité stable même en cas de réponse rapide.
2. Amélioration des paramètres du processus :
Inventer un nano-primaire spécial pour augmenter la force d'adhésion entre le caoutchouc fluoré et l'acier inoxydable à 5,2 N/mm , tout en optimisant la pression de vulcanisation et en maintenant les courbes de pression pour éviter les microdélaminages localisés sur les bords.
3. Actions de garantie de précision :
Utilisation d'une technologie de moulage sous pression de précision de 0,003 mm pour garantir qu'il n'y a aucune ligne de séparation laissée sur la surface d'étanchéité et contrôle en boucle fermée du machine de moulage par injection est utilisé pour suivre les paramètres de production en temps réel, la précision de la production de masse est ainsi assurée.
4. Amélioration des tests et de la vérification :
Les conditions de fonctionnement réelles du système d'alimentation en carburant des véhicules ont été simulées, 500 millions d'essais de fatigue à l'ouverture et à la fermeture ont été effectués et les paramètres du processus ont été régulièrement modifiés pour garantir la stabilité des performances du produit.
Leçons tirées des échecs :
Au début, le manque de pression de vulcanisation suffisante provoquait un microdélaminage des bords et un taux de défauts atteignait 5 %. Nous avons ajusté la courbe de pression de maintien (8MPa à 10MPa) et la rainure de débordement de la barre, le taux de défauts a été réduit à moins de 0,3 %.
Le microdélaminage du bord était l'un des problèmes auxquels nous avons été confrontés au début du projet en raison d'une pression de vulcanisation insuffisante, et le taux de défauts atteignait 5 %.
Nous avons résolu le problème en modifiant la courbe de pression de maintien du moulage par injection et en augmentant la pression de maintien de 8 MPa à 10 MPa. En outre, nous avons ajouté une rainure de trop-plein au moule pour extraire l'excès de silicone, ce qui a complètement résolu le problème de microdélaminage et ramené le taux de défauts en dessous de 0,3 %.
Résultats finaux et commentaires des clients :
Après une période de 3 mois de recherche, développement et tests, l'électrovanne était capable de résister à 500 millions de cycles d'ouverture et de fermeture, le délai de réponse était inférieur à 0,08 seconde , elle avait un indice IP68 avec zéro fuite, le taux de réussite était de 99,8 % et le coût unitaire était de 1,8 $, soit 15 % de moins que ce à quoi le client s'attendait.
Avis clients : "JS Precision's solutions technologiques de surmoulage Nous avons pleinement résolu nos problèmes d'étanchéité, réduit nos coûts et fait d'eux un partenaire de production sur lequel nous pouvons compter même à long terme.
Si vos pièces automobiles sont confrontées à des problèmes d'étanchéité et de vitesse de réponse, soumettez vos exigences de conception et nous personnaliserons des solutions exclusives de surmoulage en caoutchouc.
Pourquoi JS Precision est-il le meilleur choix pour votre service de pièces OEM ?
En choisissant le service de pièces OEM de JS Precision, vous travaillerez avec notre équipe technique hautement expérimentée qui est également certifiée IATF 16949. Nous fournissons une assistance totalement transparente à chaque étape, du conseil DFM à la livraison logistique, en mettant l'accent sur l'équilibre entre performances et coûts.
Nos principaux avantages compétitifs
En tant que professionnel Service de pièces d'origine fournisseur, nos principaux avantages concurrentiels se situent dans trois domaines, offrant un accompagnement complet à nos clients :
- Excellentes compétences techniques : notre propre usine de moules de précision associée à notre laboratoire de surmoulage multi-matériaux nous permettent de résoudre des problèmes difficiles liés au surmoulage du caoutchouc de silicone et au surmoulage du caoutchouc sur le métal, entre autres. Nous disposons également de plusieurs technologies de base.
- Système de qualité approfondi : Avec des certificats d'organismes de normalisation internationaux comme IATF 16949 et ISO 9001, nos produits sont également conformes aux normes faisant autorité telles que ASTM D413 . Notre valeur de capacité statistique de contrôle des processus (CPK) est toujours supérieure à 1,67, ce qui signifie que la qualité du produit est très stable.
- Philosophie de service de pointe : accordant la priorité aux clients, nous proposons des conseils d'experts en matière de conception DFM jusqu'à la livraison en production de masse, garantissant une transparence totale, une réponse rapide aux besoins des clients et des cycles de projet plus courts.
Assurance de service de processus complet
Notre service de pièces OEM est complet et ne se limite pas au traitement et à la production. cela signifie en fait accompagner techniquement les clients sur une longue période. Nos services professionnels couvrent l'ensemble du processus - de l'évaluation des dessins et de la planification de la production au support après-vente.
FAQ
Q1 : Pourquoi le surmoulage en caoutchouc est bien meilleur que les joints toriques individuels pour l'étanchéité dans des environnements à haute pression ?
Lorsqu'ils sont soumis à une pression élevée, les joints toriques peuvent facilement se déformer et échouer en raison de l'extrusion. D'autre part, le service de surmoulage de caoutchouc lie chimiquement l'élastomère, de sorte que le caoutchouc est fixé, les espaces sont éliminés et l'étanchéité est efficace à 100 %, même sous des pressions dynamiques extrêmes.
Q2 : De quelle manière JS Precision réduit-il le coût de production de pièces de surmoulage en caoutchouc de précision par le processus de surmoulage ?
Nous utilisons une combinaison de moules automatisés « un-à-plusieurs » et de simulation Moldflow pour trouver le meilleur emplacement pour la porte. Nous générons ainsi moins de déchets de matières premières, éliminons complètement les taux d'assemblage et de rebut, ce qui se traduit par un coût total de 15 à 25 % inférieur à celui de l'assemblage des composants.
Q3 : Lors de l'utilisation d'un surmoulage de caoutchouc de silicone, quels niveaux de résistance à la température le substrat doit-il respecter ?
Le silicone est durci à 160 ℃-190 ℃. Par conséquent, le substrat en plastique doit être suffisamment résistant à la chaleur pour ne pas se déformer même à cette température élevée.
Q4 : Quels sont les inconvénients du surmoulage LSR par rapport aux autres méthodes de dispositifs médicaux ?
Son excellente biocompatibilité est la raison pour laquelle le surmoulage LSR est la méthode la plus utilisée pour la fabrication de pièces de dispositifs médicaux. De plus, notre production est réalisée dans une salle blanche de classe 10 000 entièrement conforme aux normes FDA et USP classe VI , et les applications ne sont donc pas significativement limitées.
Q5 : Quelle est la procédure pour déterminer la durée de vie du caoutchouc de surmoulage sur le métal ?
Nous effectuons une série de tests pour reproduire l'effet du vieillissement dans des conditions normales sur une période de 1000 heures. Nos tests consistent en une exposition au brouillard salin, aux fluctuations de température et à l'arrachement destructeur pour vérifier si notre interface de liaison est toujours exempte de fissures et si elle reste fortement adhérée tout au long de sa durée de vie.
Q6 : Comment garantirez-vous qu’il n’y aura pas de déplacement des inserts métalliques lors d’une production à grand volume ?
Nous mettons en œuvre l'utilisation de goupilles de retenue mécaniques de précision ainsi qu'un système de serrage à assistance hydraulique ainsi qu'un scanner infrarouge pour vérifier la précision de position de l'insert (0,02 mm) en temps réel. En cas de changement, le système s'arrête immédiatement et émet une alarme empêchant le déplacement de l'insert.
Q7 : Quels matériaux exclusifs peuvent être traités dans vos solutions de surmoulage de caoutchouc personnalisées ?
Outre notre silicone et notre EPDM habituels, nous sommes très expérimentés dans l'utilisation du FKM, du HNBR et d'autres caoutchoucs fonctionnels spéciaux tels que les élastomères conducteurs, thermoconducteurs et à blindage électromagnétique . Notre laboratoire de matériaux est capable de fabriquer des formules selon les exigences précises de nos clients.
Q8 : Quels détails JS Precision exige-t-il pour un devis ?
Veuillez fournir les informations suivantes afin que nous puissions vous faire un devis précis et un retour DFM :
- Dessins 3D au format STEP/IGS.
- Exigences matérielles pour le substrat et le caoutchouc.
- Volume d’achat annuel approximatif.
- Toute exigence particulière concernant les performances, telle que la dureté et la pression nominale.
Nous vous répondrons dans les 24 heures.
Résumé
Le service de surmoulage de caoutchouc est devenu une tendance de remplacement des solutions d'étanchéité traditionnelles dans le secteur industriel de précision. Sa liaison chimique au niveau moléculaire aide à prévenir les fuites, rend le produit plus stable même dans des conditions très difficiles, tout en réduisant les coûts tout en augmentant l'efficacité.
JS Precision combine un usinage ultra-précis avec la technologie de modification des élastomères pour proposer des solutions de surmoulage de caoutchouc personnalisées tout au long du cycle de vie, résolvant les problèmes d'étanchéité et permettant aux clients d'améliorer la compétitivité de leurs produits.
Ne laissez pas les défauts d'étanchéité compromettre la fiabilité du système ! Envoyez-nous simplement vos fichiers de conception CAO , et nous vous répondrons avec un rapport d'évaluation DFM gratuit, une personnalisation de la solution la plus rentable et votre premier pas vers un parcours de fabrication sans fuite.

Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de précision JS , il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau JS Precision. C'est la responsabilité de l'acheteur Exiger un devis de pièces Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe JS Précision
JS Precision est une entreprise leader du secteur , concentrez-vous sur des solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience avec plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection , Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisir Précision JS cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.cncprotolabs.com
Ressource

