
Overmolding services are turning upside down the design reasoning of aerospace metal components. In fact, most of the traditional aerospace metal parts will still be over their weight limits due to fasteners and adhesives, which will in turn lead to the increase of the cost per pound for flight.
What is the way to get 30% less weight, on top of avoiding thermal cycling cracking and fretting wear, and at the same time, being compliant with the very strict AS9100 standard?
JS Precision provides AS9100 certified aerospace overmolding services, the process through which metals and polymers are combined by metal overmolding technology. This leads to part duplication elimination and TCO (Total Cost of Ownership) reduction up to 25%.
Core Answer Summary
|
Core Issues
|
Technical Solutions
|
Key Parameters
|
Value to You
|
|---|---|---|---|
|
Weight Reduction and Strength Balance
|
Metal + Polymer Integrated Coating
|
20-35% Weight Reduction
|
Reduced Flight Costs by $0.5/lb
|
|
Thermal Cycling Cracking
|
PEEK/PEI Material + Mold Flow Analysis
|
-55℃~150℃ 1000 Cycles
|
Zero Interface Failure
|
|
Sealing and Insulation
|
High-Performance Thermoplastic
|
EMI Shielding >80dB, Withstand Voltage 15kV
|
Integrated Design
|
|
Frequency Wear
|
Optimized Coating Thickness
|
Friction Coefficient <0.2
|
3x Increased Lifespan
|
Key Takeaways
- Direct Cost Reduction: Each pound of weight removed from an aircraft will result in a saving of $500-$1000 throughout the aircraft's lifecycle.
- AS9100 certification is the bottom line: JS Precision's overmolding services are validated through thermal cycling and internal stress testing.
- Clear Total Cost of Ownership (TCO) Advantages: Overmolding results in a lower number of fasteners and assembly steps, which leads to a reduction in total costs by 20-30%.
- High mixing, small batch production achievable: Fast mold changeover + process parameter library, delivery cycle down to 6 weeks.
Why Choose Our Overmolding Services? JS Precision’s Aerospace Expertise
Being a premium client in the aerospace sector, your primary requirement for overmolding services is probably to implement cost saving and efficiency enhancement measures that are in line with your objectives of weight reduction, strength, and compliance. This is the very issue that JS Precision is able to solve for you accurately.
Leveraging our more than a decade of aerospace overmolding experience, JS Precision is a capable partner that can tailor make solutions to your requirements, including meeting AS9100 standards.
JS Precision has delivered over 100,000 overmolded components to more than 20 aerospace companies globally without a single major quality complaint, so you can be sure of entrusting us with your business.
Compliance and performance standards are the last things you should be concerned about. JS Precision's services are fully in line with the SAE AS5282 standard for aerospace thermoplastic overmolding parts. Also, any overmolding solution customized for you goes through stringent performance testing and compliance verification.
Similarly, to a global aerospace customer who was complaining about the heavy weight of their component and cracking during thermal cycling, after resorting to JS Precision's metal overmolding technology, they not only downscaled their weight by 31% but also discharged 1500 thermal cycles without cracking, lowered unit costs by 22%, and saved $800,000 annually.
JS Precision boasts a professional engineering team and cutting edge overmold injection molding machinery. Besides that, we have created a database of process parameters for top grade materials like PEEK and PEI.
This allows them not only to meet the demands of your diverse production in small batches but also to drastically reduce the time of your project.
It does not matter if you require complicated avionics casing or high pressure hydraulic parts, JS Precision is your go to for overmolding solutions that masterfully combine lightness, strength, and cost effectiveness by means of accurate process control and structural optimization. This will assist you in getting the most out of your main requirements.
Want to verify whether overmolding technology can solve your aerospace component pain points? Contact our engineers for a free customized solution evaluation and let professional technology safeguard your project.
How Can Aerospace Overmolding Services Realize The Core Value Of Metal To Polymer Integration In Weight Reduction Design?
The main factor of weight reduction in aerospace components is balancing cost and strength. aerospace overmolding services welds metal inserts with polymers - done away with fasteners and adhesives resulting to 20-35% weight reduction, flight costs lowered by $0.5-$1.2 per pound, exactly meeting your requirements.
From Only Metal to Metal + Polymer Integration: A Technological Shift
Traditional aerospace metal parts are heavy and clunky. Metal overmolding is a technology that replaces the traditional mechanical joining by giving metal parts a polymer skin. It transforms individual metal parts into one whole piece while preserving the balance of weight reduction and strength.
|
Solution Type
|
Number of Parts
|
Total Weight
|
Tensile Strength
|
Single-Piece Assembly Time
|
|
|---|---|---|---|---|---|
|
Traditional Metal Assembly
|
12
|
34
|
450g
|
520MPa
|
15 minutes
|
|
Integrated Overmolding (Metal Overmolding)
|
1 (Metal Insert)
|
0
|
310g
|
510MPa
|
2 minutes
|
|
A320 Bracket Assembly Test
|
6
|
30
|
1.2kg
|
480MPa
|
12 minutes
|
|
A320 Bracket Integrated Overmolding Test
|
1 (Metal Insert)
|
0
|
0.85kg
|
470MPa
|
3 minutes
|
What role does overmolding technology play in eliminating fasteners and adhesives thereby reducing component weight?
Usually, the biggest reasons behind weight increase in metal components are fasteners and adhesives.
Overmolding parts get rid of mechanical connections by using structural snap-fit and friction locking which leads to weight reduction at the source. A320 bracket assembly cut down weight by 29% and at the same time assembly efficiency was improved by 75%.
Simply put, this is an equivalent of putting together Lego bricks that are already integrated instead of each part separately. It removes the frustration of assembly and reduces the number of connecting parts required, thus leading to a considerable weight reduction.
How does overmolding technology eliminate fasteners and adhesives to reduce component weight?
Using topology optimization, the quantity of metal used can be reduced while employing polymer reinforcement to make up strength. The thickness of metal inserts which was 3mm was brought down to 1.5mm.
A hydraulic manifold example showed 95% strength was maintained, 22% weight was cut down, and the cost per unit got lowered by $12, leading to yearly savings of $600,000.
Want to learn more about weight reduction cases for overmolding parts? Download our white paper to get free detailed references and data support for weight reduction design of aerospace components.
How Do As9100 Overmolding Manufacturers Solve The Interface Cracking Problem Of The Coating Layer Under Thermal Cycling At -55 ℃~150 ℃?
Aerospace parts need to withstand harsh temperature variations from -55℃ to 150℃ over long periods of time. The biggest challenge in the industry is cracking at the interface between the cladding layer and metal inserts.
AS9100 overmolding manufacturers with PEEK/PEI materials and exact processes in line with SAE AS5955 standards can effectively address this issue.
The Difference in Thermal Expansion Coefficients Causes Stress Concentration at the Interface Leading to Cracks
The root cause of interface cracking is the difference in thermal expansion coefficients between the metal and the polymer. At temperatures from -55℃ to 150℃, the difference between stress in aluminum 6061 and pure PEEK reaches 12 MPa at the interface, making it susceptible to cracking during long term cycling.
To put it simply, it's like sticking a steel strip and a plastic strip together very tightly, then freezing them and exposing them to direct sunlight repeatedly. Different rates of expansion and contraction will cause the joint to crack eventually.
Material Selection and Process Parameter Control to Prevent Interface Cracking
- Material Change: Implementing a new material composite of PEEK + 30% glass fiber drastically decreases the expansion coefficient to 18 ppm/℃ which is nearly the same as that of the metal, thus a major decrease in the stress at the interface can be achieved.
- Process Management: Setting mold temperature at 150℃±2℃ and control the cooling rate at 5℃/min to prevent quick polymer solidification and internal stress, that may cause cracking.
- Confirmation Criterion: The item has undergone 1500 thermal cycles without any cracks, which is really a lot higher than AS9100 standard of 1000 cycles.
Interface Treatment Technology Enhances Bonding Strength
Metal inserts after double treatment of laser etching and coupling agent application, their surface roughness Ra ups to 3.2μm, and the bonding strength jumps from 18MPa to 32MPa. Even after damp heat aging, the strength is maintained at 85%.
How Can High-Performance Overmolding Parts Solve The Sealing And Insulation Challenges In Harsh Aviation Environments?
Aerospace electronic equipment and hydraulic systems require very high levels of sealing and insulation. Using materials such as PEEK or PEI for high performance overmolding parts along with scientifically structural design can help you to survive a harsh environment.
Extreme Temperature Difference Expansion Coefficient Matching and Sealing Design
The temperature difference in the equipment panel may be -55℃ to 200℃. The difference in expansion coefficients between PEI and copper insert is optimized to be less than 6 ppm/℃. Together with an O-groove and 0.1mm interference fit, the leakage rate is less than 5×10⁻⁵ Pa·m³/s, which is beyond aviation standards.
PEEK/PEI Corrosion Resistance and EMI Shielding Performance
|
Material Type
|
Aviation Hydraulic Oil Resistance (Skydrol 500B)
|
EMI Shielding Effectiveness (30MHz-1GHz)
|
Dielectric Strength
|
Continuous Operating Temperature
|
Applicable Scenarios
|
|---|---|---|---|---|---|
|
PEEK
|
500 hours no swelling
|
80dB (with 15% stainless steel fiber)
|
24kV/mm
|
260℃
|
Hydraulic components, high-temperature parts
|
|
PEI
|
400 hours no swelling
|
82dB (with 15% stainless steel fiber)
|
28kV/mm
|
220℃
|
Aviation electronic housings, wiring structures
|
|
PEEK + 30% Glass Fiber
|
600 hours no swelling
|
78dB (with 15% stainless steel fiber)
|
26kV/mm
|
280℃
|
High-pressure hydraulic manifolds, engine-side parts
|
|
PEI + 20% Carbon Fiber
|
450 hours no swelling
|
85dB (with 15% stainless steel fiber)
|
30kV/mm
|
240℃
|
Standards and Data for Airtightness Testing
The helium mass spectrometry leak detection method combined with AS9100D standard can ensure that the leakage rate of overmolding parts is ≤1×10⁻⁴ Pa·m³/s, and there is no leakage after 0-2MPa and 1000 pressure cycles, meeting your sealing requirements.
How To Avoid Micro Motion Wear In Aviation Hydraulic Supports Using Metal Overmolding?
High frequency vibrations of aerospace hydraulic supports may cause fretting wear, lead to increased gaps, and result in leakage at metal-to-metal contact areas. Metal overmolding involves the use of a polymer layer to separate the contact surfaces, thereby prolonging the life of the components and reducing safety risks.
Fretting Wear Mechanism and Failure Data
When aerospace hydraulic supports operate, they vibrate at 50Hz frequency with an amplitude of 0.2mm. Contact surfaces of metals that are in direct contact with each other wear very fast causing in many cases hydraulic leakage and pressure drop. Such situations lead to increased maintenance costs and safety risks.
Polymer Overmolding Design Parameters
PEEK overmolding which has been optimized is 2mm thick and Shore D85 hardness. A small amount of PTFE (10%) makes the friction coefficient fall to 0.16. This means that after 10 million cycles, the wear depth will be only 2.1μm which is 4 times module lifespan extension.
Interfacial Stress Distribution Optimization
With finite element analysis, the metal polymer interface contact pressure can be decreased to 35MPa. The stress distribution through the overmolding is improved, and the redesigned edges which lead to less stress concentration ensure the stability of the operation.
Need to solve fretting wear issues? Submit your component parameters, and we'll provide a free cost estimate for your custom metal overmolding project, significantly extending module lifespan.

Figure 1: Close-up of industrial equipment within an aircraft hangar, showcasing the application of metal overmolding technology for manufacturing or repairing critical hydraulic support components.
How To Optimize The Process Parameters Of Overmolding Injection Molding To Avoid Internal Stress Cracking?
Parameters of the overmold injection molding process control how much internal stress can build up. If the internal stress gets too high, parts can crack very easily. By setting parameters very accurately and analyzing mold flow, JS Precision keeps internal stress under 8MPa and help you cut down rework costs.
Why change the main process parameters and what customers will get
- Injection Pressure: When kept within 80-100MPa, the segmented injection molding method (80MPa filling pressure, 60MPa holding pressure) leads to a 30% reduction in internal stress and an increase in the product output rate from 88% to 99.2%.
- Mold Temperature: Setting the temperature for PEEK materials to 150-170℃ and for PEI materials to 120-140℃ prevents the shrinkage stress that comes from the fast solidification of polymers at low temperatures.
- Cooling Rate: Gradient cooling at 3-5℃/min diminishes the cooling difference between the polymer and metal inserts, thus lowering the interface stress.
- Holding Time: 15-20s, ensuring sufficient polymer filling, reducing shrinkage, and improving the dimensional stability of overmolding parts by 40%.
Application of Moldflow Analysis in Process Optimization
Moldflow analysis is capable of carrying out the production simulation first, identifying the potential zones of localized internal stress, and even assisting the design changes.
For instance, in an avionics housing case, the optimized process completely eliminated the cracking caused by thermal cycles, hence no rework costs were incurred.
In simple terms, it is akin to doing the topographical surveys and mapping the route well before the highway construction so that one can avoid steep slopes, sharp turns, and other problematic spots to provide a smooth flow of traffic for the polymer and, at the same time, prevent undue buildup of stresses (stress concentration).

Figure 2: A close-up view of a molded plastic component with a prominent, branched crack, labeled "Cracks in Molded parts", illustrating a failure mode potentially caused by internal stress.
Why Customized Overmolding Services Are The Optimal Solution For Integrating Complex Aviation Components?
Aerospace components are usually very complicated and have very special shapes. Therefore, off-the-shelf products can't meet the requirements of integration.
In fact, customized overmolding services can not only perfectly match your structure, performance, and compliance needs but also help in reducing both design and assembly costs.
Customer Value of the Core Advantages of Customized Overmolding Services
Customized overmolding services bring you benefits directly: better assembly efficiency, lower labor costs, tailor made materials for guaranteed performance, and the possibility of being compliant with AS9100D standards which will reduce compliance risks.
Case Study: Customized Complex Aerospace Components
An aerospace customer wanted an electronic junction box that integrates 12 metal terminals and has 3 sensor mounting points. JS Precision by offering customized services was able to carry out a single design satisfying both their EMI shielding and temperature resistance requirements.
With this solution, the number of junction box parts was decreased from 28 to 1, which resulted in a huge reduction of assembly time, EMI shielding of 88dB was achieved, and unit cost got lowered by 25% which means that the customer is saved $450,000 annually.
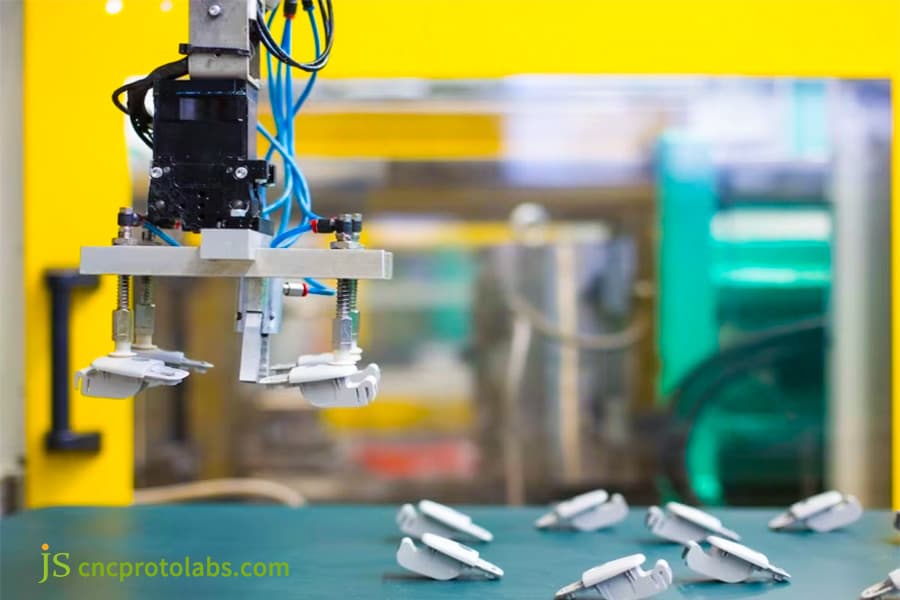
Figure 3: A robotic arm in an industrial setting precisely picking up multiple white, metal-overmolded components from a work surface, demonstrating automated handling in precision manufacturing.
How Do AS9100 Overmolding Manufacturers Balance Costs And Delivery Cycles In The Face Of High Mix, Small Batch Aviation Demand?
The aerospace sector mostly requires manufacturing a few different types of items in very small quantities (only 50-500 pcs per batch). JS Precision offers very affordable pricing by combining production cost and delivery time using modular molds, process parameter library, and an optimized supply chain.
Using Modular Molds Brings Down Small Batch Production Costs
One off molds are extremely expensive. JS Precision's modular concept, uniting a standard mold base with changeable cavities will on average, cut the cost of molds by 40-50%, changeover time to 1 hour and lastly increase your overall production efficiency.
Process Parameter Library at Your Fingertips for Better Efficiency in Delivery
The process parameter library having been expanded to contain more than 500 sets of parameters, providing an instant access and allowing adjustments, will lower the time needed for production preparation to 8 hours.
The flexible production is capable of handling many batches, each comprising several orders, standard delivery lasts for 6 weeks and fast delivery can be arranged in 4 weeks only, in line with your delivery needs.
Supply Chain Management Makes Sure that Cost and Delivery Remain Stable
JS Precision has alliances with top global PEEK and PEI manufacturers so bulk purchase enabled 15-20% cost reduction. Rework is excluded by 100% inspection, stable cost, and delivery cycle control is ensured for you.
Being an AS9100 certified overmolding manufacturer, we continuously listen to our customers' needs, balancing cost and delivery in a high mix, small batch production environment.
JS Precision Case Study: Peek Coated Aluminum Alloy Hydraulic Manifold Reduces Weight By 32%!
The following case study vividly portrays the superiority of aerospace overmolding services in the areas of weight reduction, cost reduction, and failure resistance, thereby confirming our expertise as a professional AS9100 overmolding manufacturer.
Challanges:
The customer's hydraulic manifold is constructed from aluminum 7075 (thermal expansion coefcient 23 ppm/℃).
PEEK, the conventional polymer, (26 ppm/℃) loses interfacial shear strength(15 MPa) by 45% when subjected to temperature differences with metal, dropping below 20MPa - the aerospace standard - and becomes susceptible to cracking.
The pressure from hydraulic pulsation is 21MPa, the vibration is 30Hz, and the wear depth of metal-to-metal contact surface is 18μm/500 hour, which results in an excessive leakage and a yearly maintenance cost of $150,000.
Besides, the customer wants the weight to be reduced by more than 30% and the unit cost 20% less.
Solutions
1. Material Upgrade: PEEK + 30% carbon fiber composite material, the thermal expansion coefficient is lowered to 20 ppm/℃, and the difference with aluminum 7075 is reduced to 3 ppm/℃, which contributes to the reduction of the interfacial stress.
2. Interface Treatment: Laser etching (Ra=4.5μm) + silane coupling agent, helps to raise the bonding strength up to 38MPa, thus making the issue of cracking resolved.
3. Process Optimization: Overmold injection molding process, injection pressure 90MPa, mold temperature 170℃, cooling rate 4℃/min, internal stress <8MPa.
4. Wear Protection: 2.2mm PEEK coating, 12% PTFE added, friction coefficient reduced to 0.14.
Final Results
The enhanced hydraulic manifold surpassed the customer's expectations quite significantly:
- The interfacial shear strength was maintained at 32MPa, and no cracks were found even after 2000 cycles of -55℃←→150℃ thermal cycling.
- The wear depth was 2.8m and the leakage rate was 4×10⁻⁵ Pa·m³/s after 10 million cycles, which complies with the aerospace standards.
- 32% weight reduction (2.5kg→1.7kg), 20% unit cost decrease ($90→$72), customer annual production capacity of 5000 units, annual cost savings of $90 000 maintenance cost reduction of 80%, long term cooperation has been established.
Want to replicate this weight reduction and cost reduction achievement? Submit your 3D drawings, and we'll customize a dedicated aerospace overmolding services solution for you, providing a detailed quote and weight reduction assessment within 48 hours.

Figure 4: Two detailed metal hydraulic components for aviation applications, showcasing the complexity and precision achievable through advanced overmolding injection molding processes.
FAQs
Q1. What is the minimum order quantity for aerospace overmolding services?
JS Precision is able to assist you with orders as low as 50 pieces since it is our main goal to satisfy aerospace industry demands of highly mixed small batches. Besides rightly equipped service and stringent quality test, smaller orders are also welcome.
Q2. Can overmolding parts pass AS9100D certification?
Certainly. Manufacturing of all products strictly follows the AS9100D standards, and each batch of overmolding parts is accompanied by a complete inspection report ensuring that all are in compliance and stable enough to meet the extremely stringent aerospace requirements.
Q3. What is the max metal insert size that can be overmolded with metal?
The biggest size allowed for this is 300mm×200mm×150mm, with weight 5kg, which is suitable for the majority of the aerospace components. We can also manufacture special sizes on request.
Q4. What are the standard tolerances in overmold injection molding?
Polymer layer 0.05mm, metal insert 0.02mm, assembly 0.08mm. Of course, we can adjust the tolerances if you wish.
Q5. What is the temperature limit of the PEEK coating?
The PEEK coating can withstand continuous operation at 260℃ and short exposure at 30 minutes can raise the limit up to 300℃. It is the type of coating normally used in aviation for the extraordinary high temperature environment.
Q6. What is the typical delivery cycle for AS9100 overmolding manufacturers?
The typical delivery timeline is 6 weeks (counting the whole process). Rush orders could be squeezed into 4 weeks, but will have to be agreed upon based on the details of the order.
Q7. Does JS Precision offer support for mold design?
Indeed, we do have a specialized mold design team that can conduct mold flow analysis, offer us a free initial assessment, and make structural enhancements that will help in cost reduction.
Q8. Is metal overmolding applicable to aviation fuel systems?
Indeed, with the PEEK + stainless steel insert system, the component has been capable of handling 5000 hours of exposure to Jet A-1 fuel without swelling and demonstrates excellent sealing properties.
Summary
Continuous efforts for weight reduction, cost reduction, and failure resilience in the aerospace industry demand a fine balance of compliance, performance, and cost. Aerospace overmolding services is the perfect answer to this challenge.
JS Precision tackles the most pressing issues of aerospace parts with metal overmolding technology, thebest selection of materials, and accurate process control, resulting in a 20-35% weight reduction and 25-30% TCO reduction.
Be it high mix, small batch customization or component integration, we have the professional technology, high level standards, and efficient delivery to provide clients with tailored solutions.
Feel free to contact JS Precision for a free design consultation and Moldflow analysis. Send 3D files and get a weight reduction plan and quotation in 2 working days. Overmolding services will give a new strength to your aerospace projects.

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

