

Услуги по формованию резины является наиболее надежным методом герметизации в качестве постоянного уплотнения прецизионного оборудования, который избавляет OEM-пломб от большого недостатка, заключающегося в легком проскальзывании и разрушении под динамическим давлением.
Прочность химической связи резинового формования составляет 5 Н/мм² с нулевой утечкой под высоким давлением, а срок службы уплотнения на 50 % больше, чем у традиционного уплотнительного кольца. В этой статье клиенту будет предоставлено полное руководство по принятию решений.
Почему ведущие инженеры отказались от уплотнительных колец? В следующей таблице представлено краткое сравнение основных преимуществ услуг по формованию резины.
Краткое изложение основного ответа: Технические преимущества услуги по формованию резины. Краткий обзор
|
Оценочный параметр
|
Традиционное уплотнительное кольцо/прокладка
|
Служба прецизионного формования резины JS
|
Основные преимущества для клиентов
|
|
Принцип уплотнения
|
Механическая физическая устойчивость к экструзии.
|
Молекулярная цепная поперечная связь между подложкой и эластомером.
|
Полностью исключите риск утечки.
|
|
Риск утечки
|
Имеется установочный зазор, и материал легко подается под высоким давлением.
|
Интегрированное формование с нулевым зазором, без пути проникновения.
|
Повысить стабильность работы оборудования.
|
|
Стоимость сборки
|
Ручная установка, склонна к отсутствию установки и сбоям в искажении.
|
Дополнительная сборка не требуется, что упрощает процесс.
|
Сократите комплексную стоимость обслуживания OEM-запчастей.
|
|
Экстремальные условия эксплуатации
|
Склонен к смещению под воздействием вибрации, с быстрым снижением производительности .
|
Механическая блокировка + химическое соединение, антивибрация.
|
Продлить жизненный цикл продукта.
|
|
Эффективность производства
|
Сложные процессы, низкая эффективность при массовом производстве.
|
Процесс ЛСР сокращает производственный цикл на 30%.
|
Удовлетворить спрос на крупносерийное производство.
|
Ключевые выводы:
- Основная технология: достаточное усиление химической связи с физическим барьером (прочность химической связи 5 Н/мм²) для предотвращения утечки под высоким давлением.
- Повышение эффективности: Производственный цикл ЛСР-процесс на сложных деталях может сократиться на 30%, что приведет к увеличению объема переформовки.
- Решение по затратам: раннее вмешательство DFM может снизить стоимость прецизионного формования резины на 15%.
Почему стоит доверять услуге по формованию резины JS Precision? Опыт в области герметичной герметизации
Основой выбора Службы по формованию резины является поиск надежных партнеров. Клиентов больше всего беспокоят техническая мощь, гарантия качества и способность решать практические задачи , которые являются основными преимуществами JS Precision. У нас есть 15-летний опыт работы в сфере точной упаковки, гарантирующий, что каждый продукт соответствует высоким отраслевым стандартам.
Строго говоря, у нас есть высокоточный завод по производству пресс-форм и лаборатория по формованию различных материалов, поэтому мы можем точно контролировать указанные ключевые параметры в различных процессах , таких как формование силиконового каучука или повторное формование жидкого силиконового каучука, чтобы устранить самые большие проблемы клиентов, такие как расслоение, переполнение или слишком низкая точность.
Основываясь на нашем собственном отраслевом опыте, мы предоставили индивидуальные решения для более чем 500 предприятий, включая автомобильную, медицинскую и прецизионную электронику , с общим количеством успешных проектов более 1000.
Например, для датчиков клиентов медицинского оборудования, температура окружающей среды в стерилизаторе выше 95°C, их датчики часто протекали, поскольку вся герметизация была выполнена традиционным способом, тогда процент прохождения продукта ниже 85%.
Использование специального решения для формования резины за счет улучшения предварительной обработки подложки, оптимизации конструкции пресс-формы, помогает увеличить пропускную способность продукта клиента до 99,8%, увеличить срок службы герметичного уплотнения в три раза, значительно снизить затраты на доработку.
Вся наша продукция соответствует Стандарт испытаний на адгезию ASTM D413 , что обеспечивает достаточную прочность клея. Открытый и понятный процесс реализован только для того, чтобы мы могли сделать нашу продукцию более надежной для наших клиентов.
Мы можем предоставить клиентам индивидуальные решения на разных этапах, снижая стоимость прецизионного формования резины при сохранении производительности. Мы также предоставляем бесплатные информационные документы по тематическим исследованиям для клиентов.
Почему услуги по формованию резиновых изделий более надежны, чем традиционные уплотнительные кольца?
В классических уплотнениях используется физическое сжатие, то есть метод, который может привести к релаксации напряжений и, в конечном итоге, к негерметичности уплотнения под постоянным давлением в течение длительного времени.
Однако в услугах по формованию резины используются химические ковалентные связи для приклеивания резины к подложке, что может привести к устранению утечек даже при высоком давлении 2,0 МПа.
Основные причины выхода из строя обычных уплотнительных колец
Неисправность обычных уплотнительных колец в первую очередь связана с тем, что они основаны на физическом сжатии: со временем вибрации и температурные изменения приводят к релаксации напряжений и образованию больших зазоров .
Человеческие ошибки во время сборки уплотнительных колец могут даже привести к тому, что они будут забыты или перекручены, что со временем снижает прочность уплотнения и делает невозможным поддержание стабильности в долгосрочной перспективе.
По нашим данным, после 100 000 раз нагнетания и сброса давления степень утечки традиционных уплотнительных колец составит 12%, тогда как степень утечки обычных уплотнительных колец составит 12%. формованные детали составит 0%, что является весьма примечательным показателем, показывающим превосходство формованных деталей.
Преимущества для клиентов услуг по формованию резины
Помимо устранения проблем с утечками, услуги по формованию резины также принесли клиентам ряд ощутимых преимуществ:
- Преобразование спецификации материалов (BOM) в один простой документ, а также уменьшение количества необходимых компонентов, сокращение затрат на закупку и хранение.
- Устраняется возможность ошибок из-за ручного управления, достигается лучший выход продукта и меньшие потери на доработку.
- Срок службы уплотнений увеличивается на 50 %, что позволяет снизить частоту технического обслуживания оборудования и связанные с этим расходы.
- Способность выдерживать даже самые суровые условия эксплуатации: ситуации с высоким давлением и уровнем вибрации учитываются при стабильной работе оборудования.

Рисунок 1: Металлическая деталь с резиновой накладкой для герметизации.
Как добиться идеальной адгезии на молекулярном уровне при формовании силиконовой резины?
Активация поверхностной энергии подложки является основой формование из силиконовой резины . После воздействия плазмы или нанесения специальной грунтовки мы запускаем реакцию сшивания при температуре формы 175 ℃, при этом прочность на отслаивание достигает более 80% прочности материала на разрыв .
Три основных фактора, определяющих эффективность связи на молекулярном уровне
Степень связи на молекулярном уровне зависит от трех основных переменных, которые являются не только наиболее важными, но и наиболее легко контролируемыми:
- Компенсация температуры пресс-формы: контроль должен быть очень точным, отклонения допустимы только в пределах 3℃. Слишком высокая температура приводит к преждевременной вулканизации силикона , а слишком низкая температура приводит к недостаточной сшивке материала.
- Контроль скорости впрыска: он должен варьироваться в зависимости от твердости по Шору А, а также следить за тем, чтобы работа на слишком высокой скорости не приводила к образованию пузырьков воздуха, а слишком низкая скорость не приводила к неполному заполнению.
- Соответствие твердости материала: для разных сценариев требуется разная твердость по Шору А: 30–70. Слишком твердый материал может ухудшить прочность склеивания, а слишком мягкий не обеспечит прочности уплотнения.
Фундаментальный подход к предотвращению локализованного разрушения соединения
Кавитация на границе раздела вносит наибольший вклад в локальное нарушение соединения . Чтобы устранить эту проблему, мы проектируем вакуумную вентиляцию и вытяжку пресс-формы для эффективного удаления захваченного воздуха , а также перемещаем затвор в место несбалансированного наполнения.
Благодаря этим мерам мы добиваемся равномерного заполнения силиконом, а клей герметизируется по всему периметру и покрывает все швы.
|
Твердость по Шору А
|
Температура формы (°C)
|
Скорость впрыска (мм/с)
|
Прочность на отслаивание (Н/мм²)
|
Сценарии применения
|
|
30
|
165-170
|
50-80
|
≥4,2
|
Прецизионный электронный мягкий контакт.
|
|
50
|
170-175
|
80-120
|
≥4,5
|
Обычные пломбы.
|
|
70
|
175-180
|
120-150
|
≥4,8
|
Сценарии уплотнения под высоким давлением.
|
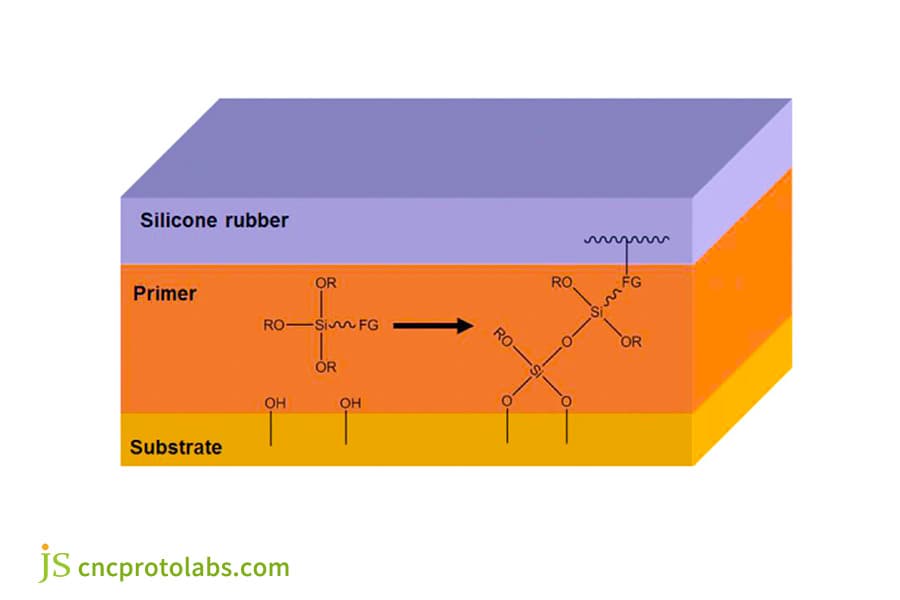
Рисунок 2: Молекулярная адгезия при формовании силиконовой резины.
Как формование жидкой силиконовой резины может решить проблемы ультратонких стенок?
Формование жидкого силиконового каучука Это материал с такой низкой вязкостью, что его практически можно легко заполнить под низким давлением даже до очень тонких стенок толщиной 0,2 мм.
Мы используем высокоточную систему холодных каналов в сочетании с точностью пресс-формы на уровне 0,005 мм, чтобы не только защитить компоненты, но и достичь уровня герметизации IP68.
Сравнение текучести LSR и HCR
Самый важный аспект ультратонкий настенный молдинг это текучесть материала. LSR имеет преимущество перед HCR, как ясно показывают следующие данные, поскольку он способен заполнить ультратонкие области без риска повреждения прецизионных компонентов.
|
Тип материала
|
Вязкость (мПа·с)
|
Минимальная толщина заполнения (мм)
|
Давление наполнения (МПа)
|
Цикл формования (а)
|
Применимые сценарии ультратонких стенок
|
|
ЛСР
|
500-1500
|
0,2
|
5-10
|
30-45
|
Умные носимые устройства, медицинские датчики.
|
|
HCR
|
5000-10000
|
0,5
|
15-20
|
60-90
|
Уплотнения стандартной толщины.
|
Технология обеспечения точности для формования сверхтонких стенок
Чтобы гарантировать точность формования сверхтонких стенок, мы используем две основные технологии: высокоточную систему холодных каналов, которая сводит к минимуму отходы и обеспечивает равномерное заполнение, и многоступенчатую технологию поддержания давления, которая контролирует перелив, что позволяет готовой продукции соответствовать стандартам поставки OEM без обрезков.
Мы можем упомянуть сверхтонкую стенку LSR толщиной 0,2 мм, выполненную для умных носимых устройств, с достижением степени прохождения 99,7% и достижением водонепроницаемого стандарта IP68 , что эффективно защитило внутренние компоненты и подняло продукт клиента среди конкурентов.
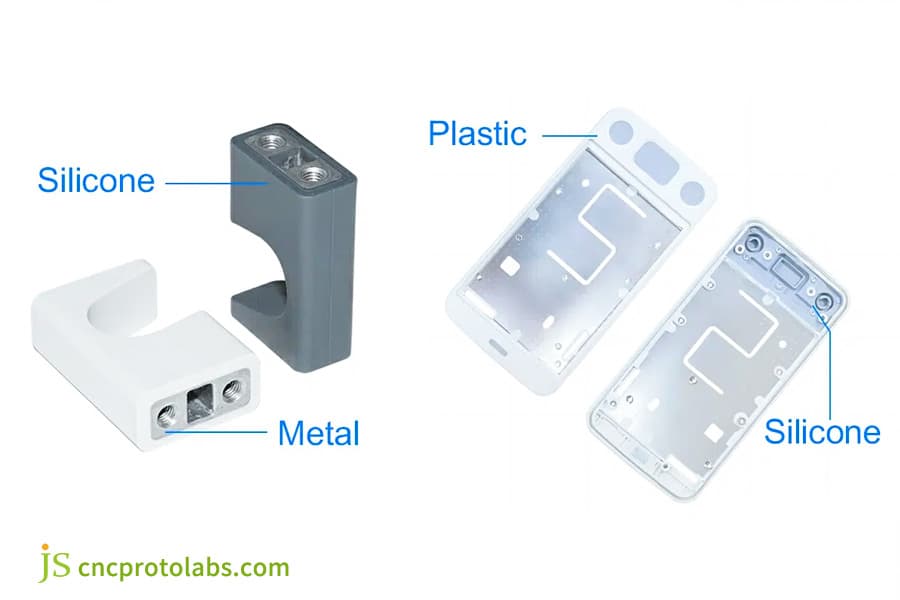
Рисунок 3: Ультратонкая формовка из жидкого силиконового каучука.
Как решить проблему расслоения резины и металла?
В основе обеспечения того, чтобы резина не отслоилась от формованного металла, лежит замкнутая система предварительной обработки, которая следует Стандарты ISO 28921-1 .
Чтобы контролировать толщину клея до 10-20 мкм, мы внедрили автоматизированные процессы пескоструйной обработки и ультразвукового обезжиривания . Кроме того, мы также проводим вторичную термическую активацию.
Параметры предварительной обработки различных металлов
Предварительная обработка металла существенно влияет на предотвращение разрушения клея. Логика точного сопоставления параметров связана с тем, что металлы разные. Вы можете обратиться к таблице ниже. Именно благодаря тщательной предварительной обработке связь между резиной и металлом усиливается.
|
Тип металла
|
Пескоструйная дробь (сетка)
|
Время обезжиривания (мин)
|
Толщина клея (мкм)
|
Температура вторичной термической активации (°C)
|
Прочность на отслаивание (Н/мм²)
|
|
Алюминиевый сплав
|
120-150
|
5-8
|
10-15
|
120-130
|
≥5,0
|
|
Нержавеющая сталь
|
150-180
|
8-10
|
15-20
|
130-140
|
≥5,2
|
|
Латунь
|
100-120
|
6-8
|
12-18
|
110-120
|
≥4,9
|
Двойная защита с механической блокировкой
Чтобы сделать конструкцию двойной защиты, мы добавили механическую блокировку. Металлическая подложка с перевернутыми необработанными краями и сквозными отверстиями обеспечивает физическую блокировку. Лабораторные испытания раствора механического фиксатора + химического связующего показали, что уровень отслоения составляет 0%.
Если вас беспокоит проблема отсоединения переформовка резины с металлом , вы можете подать заявку на бесплатный образец теста на прочность на отслаивание, чтобы интуитивно понять эффект раствора.
Как адаптировать индивидуальные решения для формования резины в зависимости от жизненного цикла продукта?
Наши индивидуальные решения для формования резины следуют поэтапной программе разработки:
Сначала в мелкосерийном производстве используются формы из алюминия/мягкой стали, что позволяет снизить производственные затраты, тогда как в массовом производстве используются полностью автоматизированные многополостные системы холодных каналов, в которых время одного цикла пресс-формы составляет 45 секунд, что позволяет достичь баланса между производительностью и окупаемостью инвестиций.
Преимущества для клиентов поэтапного развития
Благодаря поэтапному развитию клиенты смогут контролировать свои расходы и гарантировать эффективность на различных этапах проекта. Ниже указаны конкретные преимущества:
- Этап проверки небольших партий: разработка форм из алюминия/мягкой стали обходится на 40 % дешевле, что позволяет быстро проверить осуществимость конструкции продукта и свести потери продукта к минимуму.
- Фаза массового производства: за счет использования полностью автоматизированных многополостных систем холодных каналов повышается эффективность производства, время цикла одной пресс-формы составляет 45 секунд, затраты на производство единицы продукции снижаются.
- Полная поддержка жизненного цикла: превращая консультации по проектированию в поставку массового производства, решения будут модифицироваться в зависимости от условий использования продукта, чтобы продлить срок его службы.
Основные принципы выбора материалов
Выбор материала – это основа индивидуальные решения для формования резины . В зависимости от окружающей среды продукта мы предлагаем различные типы резиновых материалов:
- Для маслостойких применений мы бы рекомендовали резину NBR, которая способна противостоять различным типам минеральных масел и может использоваться в автомобильных топливных системах и т. д.
- Для применения в условиях высоких температур и химической стойкости мы рекомендуем использовать резину FKM, которая может работать в диапазоне температур от -20°C до 200°C , а также обладает превосходной устойчивостью к кислотам и щелочам.
- Для традиционных уплотнений мы выбрали каучук EPDM, который, помимо умеренной стоимости, также обладает хорошей устойчивостью к старению и вместе с другими характеристиками подходит для различных отраслей промышленности.
Как производитель крупносерийного формования, как вы достигаете точного контроля 0,05 мм?
Будучи производитель массового формования позволяет нам полагаться на замкнутый контур управления нашими термопластавтоматами, а также на системы визуального контроля для постоянного контроля давления впрыска (0,1 бар), гарантируя тем самым, что допуск на герметичность огромного количества производимых изделий остается неизменно в пределах 0,05 мм.
Гарантия точности автоматизированных производственных установок
Точность — краеугольный камень успеха крупносерийного производства. Мы полностью автоматизировали наши круглосуточные автоматизированные производственные подразделения , уровень автоматизации полностью роботизирован, включая:
- Роботизированные манипуляторы точно позиционируют вставки с точностью до 0,02 мм, тем самым исключая ошибки, возникающие из-за ручного размещения.
- Визуальный онлайн-контроль на наличие излишков материала с точностью обнаружения 0,01 мм , дефектная продукция автоматически отклоняется системой.
- SPC (статистический контроль процессов), что означает мониторинг производственных параметров в реальном времени со значением CPK выше 1,67 , что соответствует строгим стандартам автомобильной и медицинской промышленности.
Баланс между стоимостью и точностью при массовом производстве миллионов изделий
Мы используем преимущества масштаба, чтобы сбалансировать точность и стоимость. Для единицы в 100 тысяч - "один из многих" дизайн пресс-формы может снизить цену за единицу продукции на 20% без ущерба для допуска на уплотнение 0,05 мм.

Рисунок 4: Крупнообъемная производственная линия для формования резины.
Каковы три скрытых затрат, которые влияют на стоимость прецизионного формования резины?
Стоимость прецизионного формования резины в первую очередь зависит от сложности формы, количества дефектов и последующей обработки. Оптимизация конструкции холодных литников в сочетании с обеспечением финишной обработки без обрезки являются наиболее эффективными способами снижения себестоимости единицы продукции.
Особое влияние трех скрытых затрат
При оценке затрат клиенты склонны забывать о трех скрытых затратах , совокупное влияние которых намного больше, чем у сырья:
- Затраты на обслуживание пресс-формы:
Низкая точность пресс-формы может значительно увеличить количество дефектов и, вполне возможно, привести к более частому обслуживанию пресс-формы. Это со временем приводит к увеличению затрат на обслуживание пресс-формы. Напротив, инвестиции в высокоточную пресс-форму в ближайшее время приведут к меньшим затратам на обслуживание в будущем.
- Затраты на устранение дефектов:
Увеличение количества дефектов на каждый 1% приведет к увеличению себестоимости единицы продукции примерно на 3–5%. Благодаря строгому контролю процесса уровень брака можно удерживать на уровне менее 0,2%.
- Стоимость постобработки:
В типичных процедурах обрезка выполняется вручную, а трудозатраты составляют около 15% от общей стоимости. Используя высокоточные формы, можно вообще избежать обрезки, тем самым полностью устраняя эти затраты.
Сравнение затрат на партии разных размеров
Размер производственной партии напрямую влияет на стоимость прецизионного формования резины .Чтобы помочь клиентам определить наиболее экономичный размер партии, проводится следующее сравнение партий объемом 10 тыс. и 100 тыс. долларов США за штуку.
|
Объем производства
|
Распределение затрат на пресс-форму
|
Стоимость сырья
|
Стоимость труда и постобработки
|
Стоимость потери дефекта
|
Общая стоимость единицы
|
|
10 тыс. штук
|
0,8
|
1.2
|
0,5
|
0,1
|
2.6
|
|
100 тысяч штук
|
0,1
|
1.0
|
0,1
|
0,05
|
1,25
|
Правильное планирование размеров партий и оптимизация процессов могут эффективно снизить затраты. Чтобы получить точные предложения по многоуровневому ценообразованию и оптимизации затрат, укажите предполагаемый объем покупки, и мы разработаем индивидуальное решение.
Пример JS Precision: решение проблемы быстрого уплотнения компонентов автомобильной топливной системы за 0,1 с
Электромагнитные клапаны топливной системы поставщика автомобилей первого уровня находились под угрозой отзыва из-за выхода из строя традиционных уплотнительных колец. Мы полностью решили проблему с помощью индивидуальных решений по формованию резины.
Предыстория дела и основные болевые точки
Электромагнитные клапаны в системе этого клиента должны открываться и закрываться очень быстро, в течение 0,1 секунды. Традиционные уплотнительные кольца могут легко сместиться, что приведет к задержке реакции и разрушению уплотнения.
В результате проверку прошли только 92% агрегатов. Основными требованиями являются отсутствие утечек, максимально возможное время отклика 0,1 секунды, процент прохождения не менее 99,5% и контроль затрат.
Прецизионные решения JS
Для решения проблем клиентов была собрана профессиональная команда инженеров, которая предлагает полный спектр услуг. изготовленная на заказ резиновая накладка решения, состоящие из:
1. Улучшение конструкции конструкции:
Благодаря объединению технологии формования резины с металлом фторкаучук (FKM) наплавляется непосредственно на сердечник клапана из нержавеющей стали, что не только устраняет зазоры, но также предотвращает смещение уплотнительного кольца и сохраняет стабильность уплотнения даже во время быстрого реагирования.
2. Улучшение параметров процесса:
Изобретение специального нанопраймера для увеличения прочности сцепления между фторкаучуком и нержавеющей сталью до 5,2 Н/мм , одновременно с этим оптимизация кривых давления вулканизации и давления выдержки во избежание локальных микрорасслоений по краям.
3. Действия по гарантии точности:
Использование технологии прецизионного литья под давлением 0,003 мм, чтобы убедиться, что на уплотнительной поверхности не осталось линий разъема, а также управление замкнутым контуром машина для литья под давлением используется для отслеживания параметров производства в режиме реального времени, тем самым обеспечивается точность массового производства.
4. Улучшение тестирования и проверки:
Были смоделированы фактические условия эксплуатации топливной системы автомобиля, проведено 500 миллионов усталостных испытаний при открытии и закрытии , а параметры процесса регулярно менялись для обеспечения стабильности работы продукта.
Уроки, извлеченные из неудач:
Сначала отсутствие достаточного давления вулканизации приводило к микрорасслоению кромок, и процент дефектов достигал 5%. Мы скорректировали кривую давления выдержки (от 8 МПа до 10 МПа) и канавку перелива стержня, процент дефектов снизился до уровня ниже 0,3%.
Микрорасслоение кромки было одной из проблем, с которыми мы столкнулись в начале проекта из-за недостаточного давления вулканизации, а процент дефектов достигал 5%.
Мы решили эту проблему, изменив кривую давления выдержки при литьевом формовании и увеличив давление выдержки с 8 МПа до 10 МПа. Кроме того, мы добавили в форму переливную канавку для удаления излишков силикона, что полностью решило проблему микрорасслоения и снизило процент дефектов до уровня ниже 0,3%.
Окончательные результаты и отзывы клиентов:
После 3-месячного периода исследований, разработок и испытаний электромагнитный клапан смог выдержать 500 миллионов циклов открытия и закрытия, задержка срабатывания составила менее 0,08 секунды , он имел степень защиты IP68 с нулевой утечкой, процент прохождения испытаний составил 99,8%, а стоимость единицы продукции составила 1,8 доллара США, что на 15% ниже, чем ожидал клиент.
Отзывы клиентов: «JS Precision технологические решения для формования полностью решили наши проблемы с уплотнениями, снизили наши затраты и превратили их в производственного партнера, на которого мы можем положиться даже в долгосрочной перспективе».
Если ваши автомобильные детали сталкиваются с проблемами герметизации и скорости реагирования, отправьте свои требования к дизайну, и мы разработаем эксклюзивные решения для формования резины.
Почему JS Precision — лучший выбор для обслуживания OEM-запчастей?
Выбрав услугу OEM-запчастей JS Precision, вы будете работать с нашей высококвалифицированной технической командой, которая также сертифицирована по IATF 16949. Мы обеспечиваем полностью прозрачную поддержку на каждом этапе, от консультирования DFM до логистической доставки, уделяя особое внимание балансу производительности и стоимости.
Наши основные конкурентные преимущества
Как профессионал Обслуживание OEM-запчастей провайдера, наши основные конкурентные преимущества заключаются в трех областях, предлагая полную поддержку нашим клиентам:
- Отличные технические навыки: наша собственная фабрика точных пресс-форм в сочетании с нашей лабораторией по формованию различных материалов позволяет нам, среди прочего, решать сложные проблемы, связанные с формованием силиконовой резины и формованием резины с металлом. У нас также есть несколько основных технологий.
- Тщательная система качества. Благодаря сертификатам международных органов по стандартизации, таких как IATF 16949 и ISO 9001, наша продукция также соответствует авторитетным стандартам, таким как ASTM D413 . Наше значение возможности статистического управления процессом (CPK) всегда превышает 1,67, что означает, что качество продукции очень стабильно.
- Передовая философия обслуживания: ставя клиентов на первое место, мы предлагаем экспертные консультации по проектированию DFM вплоть до поставки в массовое производство, обеспечивая полную прозрачность, быстрое реагирование на потребности клиентов и более короткие проектные циклы.
Гарантия полного процесса обслуживания
Наше обслуживание OEM-запчастей является комплексным и не ограничивается только обработкой и производством. на самом деле это означает техническую поддержку клиентов в течение длительного времени. Наши профессиональные услуги охватывают весь процесс — от оценки чертежей и планирования производства до послепродажной поддержки.
Часто задаваемые вопросы
Вопрос 1: Почему резиновое формование намного лучше, чем отдельные уплотнительные кольца, для герметизации в условиях высокого давления?
Под воздействием высокого давления уплотнительные кольца могут легко деформироваться и выйти из строя из-за экструзии. С другой стороны, при формовании резины эластомер химически связывается, поэтому резина фиксируется, зазоры устраняются, а герметизация эффективна на 100% даже при экстремальных динамических давлениях.
Вопрос 2. Каким образом JS Precision снижает стоимость производства прецизионных резиновых деталей с помощью процесса формования?
Комбинация автоматизированных форм «один ко многим» и моделирования Moldflow используется нами, чтобы найти лучшее место для ворот, поэтому мы производим меньше отходов сырья, полностью избавляемся от сборки и брака, что приводит к общей стоимости на 15%-25% меньше, чем сборка компонентов.
Вопрос 3: Каким уровням термостойкости должна соответствовать подложка при использовании формовки из силиконовой резины?
Силикон отверждается при температуре 160℃-190℃. Поэтому пластиковая подложка должна быть достаточно термостойкой, чтобы не деформироваться даже при такой высокой температуре.
Вопрос 4: Каковы недостатки метода LSR по сравнению с другими методами изготовления медицинских изделий?
Его превосходная биосовместимость является причиной того, что формование LSR является наиболее распространенным методом изготовления деталей медицинского оборудования. Кроме того, наше производство осуществляется в чистых помещениях класса 10 000, которые полностью соответствуют стандартам FDA и USP класса VI , поэтому возможности применения существенно не ограничены.
Вопрос 5: Какова процедура определения срока службы соединения резины с металлом?
Мы проводим серию тестов для воспроизведения эффекта старения в нормальных условиях в течение 1000 часов. Наши испытания включают в себя воздействие соляного тумана, колебания температуры и разрушительное выдергивание, чтобы проверить, нет ли на нашем соединительном стыке трещин и остается ли оно прочным на протяжении всего срока службы.
Вопрос 6: Как вы гарантируете отсутствие смещения металлической вставки во время крупносерийного производства?
Мы используем прецизионные механические стопорные штифты, а также систему зажима с гидравлическим усилителем и инфракрасный сканер для проверки точности позиционирования вставки (0,02 мм) в режиме реального времени. В случае каких-либо изменений система немедленно останавливается и подает сигнал тревоги, предотвращающий смещение вставки.
Вопрос 7: Какие эксклюзивные материалы можно использовать в ваших индивидуальных решениях для формования резины?
Помимо обычного силикона и EPDM, мы имеем большой опыт в использовании FKM, HNBR и других специальных функциональных каучуков, таких как проводящие, теплопроводящие и электромагнитно экранирующие эластомеры . Наша лаборатория материалов способна производить формулы в соответствии с точными требованиями наших клиентов.
Вопрос 8: Какие данные требуются JS Precision для составления предложения?
Пожалуйста, предоставьте следующую информацию, чтобы мы могли предоставить вам точное предложение и отзыв DFM:
- 3D-чертежи в формате STEP/IGS.
- Требования к материалам основания и резины.
- Примерный годовой объем закупок.
- Любые особые требования к производительности, такие как твердость и номинальное давление.
Мы ответим в течение 24 часов.
Краткое содержание
Услуги по формованию резины стали тенденцией замены традиционных решений для уплотнений в секторе точной промышленности. Химическое соединение на молекулярном уровне помогает предотвратить утечки, делает продукт более стабильным даже в очень суровых условиях и в то же время снижает затраты и повышает эффективность.
JS Precision сочетает в себе сверхточную обработку с технологией модификации эластомеров, предлагая индивидуальные решения для формования резины на протяжении всего жизненного цикла, решая проблемы уплотнения и позволяя клиентам повысить конкурентоспособность продукции.
Не позволяйте дефектам уплотнений поставить под угрозу надежность системы! Просто пришлите нам свои файлы дизайна САПР. , и мы свяжемся с вами с бесплатным отчетом об оценке DFM, наиболее экономически эффективной адаптацией решения и вашим первым шагом на пути к производству с нулевыми утечками.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. JS Прецизионные услуги ,нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через JS Precision Network. Это ответственность покупателя Требуйте расценки на запчасти Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Команда точности JS
JS Precision — ведущая компания отрасли , сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением , Штамповка металла, и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Выбирать JS Точность это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Ресурс

