

A 5-Achsen-Roboterarm ist eines der wichtigsten Werkzeuge in der Luft- und Raumfahrtfertigung und revolutioniert den Produktionsprozess, indem es die Einschränkungen der traditionellen Bearbeitung überwindet.
Herkömmliche Portalfräsmaschinen sind beispielsweise nicht in der Lage, die winzigen inneren Hohlräume komplexer Teile wie integrierte Schaufelscheiben und Fahrwerksverbindungen zu erreichen, wohingegen eigenständige Werkzeugmaschinen lange Amortisationszeiten haben .
Ein anpassungsfähiger Gelenkroboterarm kann zur Reinigung und Bearbeitung vor Ort tief in Teile vordringen und so den Arbeitsdurchsatz erheblich steigern.
Hier werden wir untersuchen, wie es zur Lösung von Formproblemen eingesetzt werden kann und den Unternehmen unter Berücksichtigung der Vorteile der 5-Achsen-CNC-Bearbeitung geeignete Bearbeitungslösungen anbieten.
Übersicht über die Kernantworten
| Kernabmessungen | Wichtigste Schlussfolgerungen |
| Auswahllogik | Für reines Schneiden nehmen Sie einen 5-Achsen-Roboterarm, für Multitasking einen 6-Achsen-Industrieroboterarm. |
| Technische Vorteile | Die 5-Achsen-Simultanbearbeitung kann den Werkzeugüberhang um 30 % verkürzen, Rattern unterdrücken und auch die Spanabfuhr verbessern. |
| Lieferantenbewertung | Die Hauptkriterien sollten thermische Stabilität, AS9100-Zertifizierung und Beispiele für die Bearbeitung ähnlicher Luft- und Raumfahrtkomponenten sein. |
| Steifigkeitsleistung | Wann Titanlegierungen gefräst sind, wird die Endeffektorvibration des 5-Achsen-Roboterarms im Vergleich zu einem 6-Achsen-Arm um rund 40 % verringert. |
| Prozesseffizienz | Durch die 5-Achsen-Simultanbearbeitung können einige Einstellungen eingespart werden, sodass die Effizienz der Laufradscheibenbearbeitung insgesamt um mehr als 25 % gesteigert werden kann. |
| Lieferantenkennzahlen | Eine Wiederkaufrate von >30 % ist eines der wichtigsten Anzeichen für Zuverlässigkeit, wenn man sich die Top-Hersteller von 5-Achsen-Bearbeitungszentren ansieht. |
Wichtige Erkenntnisse:
- Steifigkeit bedeutet Genauigkeit: Die Endeffektorvibration des 5-Achsen-Roboterarms wird beim Fräsen von Titanlegierungen im Vergleich zu einem 6-Achsen-Arm um etwa 40 % reduziert.
- Der Prozess entscheidet über Erfolg oder Misserfolg: Die 5-Achsen-Simultanbearbeitung trägt dazu bei, die Anzahl der Aufspannungen zu reduzieren, sodass die Gesamteffizienz der Laufradscheibenbearbeitung um mehr als 25 % gesteigert werden kann.
- Daten sind die Basis des Vertrauens: Eine Wiederkaufsrate >30 % ist einer der Schlüsselindikatoren für Zuverlässigkeit, wenn man sich die Hersteller von 5-Achs-Bearbeitungszentren ansieht.
Warum diesem Leitfaden vertrauen? Die Erfahrung von JS Precision im Bereich 5-Achsen-CNC-Bearbeitungsdienstleistungen
Jede einzelne Schlussfolgerung in diesem Artikel basiert auf der mehr als 15-jährigen praktischen Erfahrung von JS Precision in der 5-Achsen-CNC-Bearbeitung sowie der effizienten Ausführung von Bearbeitungsdienstleistungen für über 200 Luft- und Raumfahrtunternehmen weltweit.
Wir haben mehr als 1000 Arten von Luft- und Raumfahrtkomponenten erfolgreich mit 5 Achsen bearbeitet, darunter Kernkomponenten wie integrierte Schaufelscheiben und Fahrwerkshalterungen, die die Schwachstellen der Luft- und Raumfahrtbearbeitung direkt gelindert haben.
Beim Einsatz von 5-Achsen-Roboterarmen haben wir den gesamten Weg von der Geräteauswahl und Prozess-Debugging bis hin zur Massenproduktionsimplementierung zurückgelegt und standardisierte Lösungen für schwer zu bearbeitende Materialien wie Titanlegierungen und Inconel 718-Hochtemperaturlegierungen entwickelt ( ISO 9001:2015-Zertifizierung stellt eine solide Grundlage für die Qualitätssicherung im gesamten Prozess dar.)
Wir unterstützten ein europäisches Luft- und Raumfahrtunternehmen bei der Bewältigung des Vibrationsproblems bei der Bearbeitung von Scheiben mit integrierten Schaufeln, was zu einer Reduzierung des Produktausschusses von 18 % auf 0,5 % führte.
Darüber hinaus haben wir auch Vor-Ort-Bearbeitungen von extrem großen Kabinenstrukturen für inländische Luft- und Raumfahrtforschungsinstitute durchgeführt, wodurch die Institute über 500.000 US-Dollar an Ausrüstungstransport- und Sekundärspannkosten eingespart haben.
Im Hinblick auf die Integration von 5-Achsen-Lösungen sind wir in der Lage , je nach Produktionsmaßstab des Kunden maßgeschneiderte Lösungen vom Prototyp bis zur Massenproduktion anzubieten. Darüber hinaus verfügen wir über zentrale Prozessoptimierungsmethoden für die 5-Achsen-Simultanbearbeitung, die die Werkzeugstandzeit um durchschnittlich 40 % erhöhen können.
Dieses Handbuch deckt sowohl den technischen Aspekt als auch eine Zusammenstellung unserer praktischen Erfahrungen weitgehend ab und unterstützt so Unternehmen dabei, Fehler bei der Auswahl und Verarbeitung zu vermeiden.
Möchten Sie schnell eine passende 5-Achsen-Roboterarm-Bearbeitungslösung finden? Kontaktieren Sie jetzt die Ingenieure von JS Precision, teilen Sie ihnen Ihre Anforderungen an das Komponentenmaterial und die Bearbeitung mit und Sie können ein kostenloses maßgeschneidertes Prozessplanungsblatt erhalten.
Warum sollten Sie für komplexe Luft- und Raumfahrtkomponenten einen Knickarmroboter anstelle einer herkömmlichen CNC wählen?
Herkömmliche 5-Achsen-CNC-Bearbeitungsgeräte sind nicht sehr flexibel und können komplexe Luft- und Raumfahrtkomponenten nur in begrenztem Umfang bearbeiten. Gelenkroboterarme können diese Probleme zusammen mit den technologischen Vorteilen von 5-Achsen-Roboterarmen auf drei Arten lösen:
1. Zugänglichkeit und Hindernisvermeidung:
Herkömmliche Werkzeugmaschinen sind durch ihre Form festgelegt und können daher nicht in komplexe Hohlräume eindringen. Gelenkroboterarm Aufgrund ihrer Mehrgelenkstruktur können Kollisionen vermieden werden, und 5-Achsen-Roboterarme können den Bearbeitungskopf präzise an den sehr kleinen Öffnungen positionieren.
2.In-situ-Bearbeitung extrem großer Bauteile:
Es ist unmöglich, extrem große Kabinen mit herkömmlichen Werkzeugmaschinen zu bearbeiten. Für die mobile Bearbeitung kann ein 5-Achsen-Roboterarm auf einem AGV installiert werden, sodass keine Nachspannung erforderlich ist. In Kombination mit der 5-Achsen-CNC-Bearbeitung sind Toleranzen gewährleistet ( Sicherheitsstandards ANSI/RIA R15.06-2012 ).
3. Kostenvorteil der Kleinserienfertigung:
Es werden Kleinserien von Luft- und Raumfahrtkomponenten mit großer Vielfalt hergestellt. Spezielle Werkzeugmaschinen sind mit hohen Investitionskosten und einer geringen Nutzungsrate verbunden. Ein 5-Achsen-Roboterarm macht davon nur 60 % aus und bietet vielfältige Einsatzmöglichkeiten und eine Investitionsrendite von über 30 %.
Sie möchten die Eignung eines Knickarmroboters für die Bearbeitung Ihrer Bauteile prüfen? Senden Sie Ihre Komponenten-CAD-Zeichnungen an JS Precision, und wir erstellen eine kostenlose Machbarkeitsanalyse für die Bearbeitung und passen ein geeignetes 5-Achsen-Roboterarmmodell an.
5-Achsen-Roboterarm vs. Roboterarm 6-Achsen-Industrieroboterarm: Welcher bietet die Präzision, die Sie benötigen?
Bei der Luft- und Raumfahrtbearbeitung bestimmt die Anzahl der Achsen die Präzision und Effizienz. Die grundlegenden Unterschiede zwischen einem 5-Achsen-Roboterarm und einem 6-Achsen-Industrieroboterarm bestehen hauptsächlich in der Steifigkeit und der Bearbeitungsanpassungsfähigkeit, wie im Folgenden erläutert:
1. Gründe, warum 6 Achsen nicht für das Gegengewichtsschneiden geeignet sind:
A 6-Achsen-Industrieroboterarm eignet sich perfekt für die Montage und Handhabung von Dingen und kann beim Auslegerfräsen von Titanlegierungen ein Vibrationsniveau von nur 0,02 mm erreichen. Ein 5-Achsen-Roboterarm ist eine kompakte und starre Struktur, Vibrationen am Ende und am Effektor werden im Vergleich zu einem 6-Achsen-Arm um etwa 40 % reduziert .
2. Der Hauptgrund für die 5-Achsen-Simultanbearbeitung zur Erzielung einer Oberflächengüte:
Die 5-Achsen-Simultanbearbeitung ist das Herzstück der Turbinenscheibenbearbeitung in der Luft- und Raumfahrt. Ein 5-Achsen-Roboterarm ist in der Lage, komplexe gekrümmte Oberflächen in einem Arbeitsgang zu bearbeiten. Es kann eine Oberflächenrauheit von 8 Mikrozoll erreicht werden, was besser ist als bei der 6-Achsen-Bearbeitung.
Möchten Sie genau bestimmen, ob ein 5-Achsen-Roboterarm oder ein 6-Achsen-Industrieroboterarm für Ihre Bearbeitungsaufgabe besser geeignet ist? Senden Sie jetzt Ihre Bearbeitungsanforderungen an JS Precision und wir bieten Ihnen eine kostenlose professionelle Bewertung Ihrer Achsenauswahl sowie eine Lösung zur Prozesspräzisionssicherung.
Wie löst die 5-Achsen-Simultanbearbeitung die Materialherausforderungen in der Luft- und Raumfahrt?
Das Drehen von Luft- und Raumfahrtmaterialien stellt zunächst einmal hohe Herausforderungen dar. Die Technologie der 5-Achsen-Simultanbearbeitung hilft 5-Achsen-Roboterarmen, diese Probleme zu lösen, und schließlich wird die 5-Achsen-Bearbeitung von Luft- und Raumfahrtkomponenten zum Hauptbestandteil:
1. Werkzeugüberhang verkürzen, tiefe Hohlräume und dünne Wände überwinden:
Bei herkömmlichen Bearbeitungswerkzeugen mit Überhängen über 150 mm besteht ein hohes Ratterrisiko. Durch die 5-Achsen-Simultanbearbeitung kann der Überhang um 30 % reduziert werden , sodass eine stabile Bearbeitung mit Inconel 718-Hochtemperaturlegierungen mit tiefen Hohlräumen gewährleistet ist.
2.Verbesserung der Spanentfernung und Wärmeableitung bei der Handhabung dünnwandiger Aluminiumlegierungsteile:
5-Achsen-Simultanbearbeitung ist in der Lage, die Haltung des Werkzeugs zu steuern, was zu einer geringeren Verformung führt, und wenn Hochdruckkühlmittel zur Spanabfuhr verwendet wird, wird eine Nettoumformung erreicht, die den Materialabfall um 15–25 % reduziert .
3. Prozessparameter für die 5-Achsen-Simultanbearbeitung verschiedener Luft- und Raumfahrtmaterialien:
| Materialtyp | Werkzeugrotationsgeschwindigkeit (U/min) | Vorschubgeschwindigkeit (mm/min) | Werkzeugüberhang (mm) | Oberflächenrauheit (µ Zoll) |
| Titanlegierung Ti-6Al-4V | 1200 | 150 | 80 | 10 |
| Inconel 718 | 800 | 100 | 70 | 12 |
| Luft- und Raumfahrt-Aluminiumlegierung 7075-T6 | 3500 | 500 | 90 | 6 |
| Kohlefaser-Verbundmaterial | 2000 | 200 | 60 | 8 |
Welche spezifischen 5-Achsen-Bearbeitungskomponenten für die Luft- und Raumfahrt verlangen Ihrem Roboter am meisten ab?
Verschiedene 5-Achsen-Bearbeitungskomponenten für die Luft- und Raumfahrt erfordern 5-Achsen-Roboterarme mit unterschiedlichen Leistungsmerkmalen. Die geeigneten 5-Achsen-Lösungen sollten jeweils auf ihre eigenen Hauptpunkte zentriert sein.
Die wichtigsten Komponentenanforderungen sind wie folgt:
- Scheiben mit integrierten Schaufeln (Blisks): Die Schaufeln sind dünn und stark verdreht, sodass die dynamische Reaktion des 5-Achsen-Roboterarms sehr stark sein muss und die Interpolationsgenauigkeit bei der 5-Achsen-Simultanbearbeitung 0,001 mm betragen muss .
- Fahrwerkshalterung: Große Titanlegierungsteile erfordern viele Bearbeitungsvorgänge, daher 5-Achsen-Lösungen sollte eine hohe Steifigkeit und hervorragende Spanabfuhrfähigkeit aufweisen, das Spindeldrehmoment sollte mindestens 80 N·m betragen.
- Mars Rover-Aktuatorbasis: Durch die Verwendung spezieller Materialien und einer zulässigen Toleranz von nur ±0,0002 Zoll muss der 5-Achsen-Roboterarm mit einem Laserinterferometer-Kompensationssystem ausgestattet werden.
- Rumpfplatten aus Verbundwerkstoffen: Nichtmetallische Materialien, die sehr schwer zu bearbeiten sind. Der 5-Achsen-Roboterarm sollte mit einer speziellen Staubabsaugungsvorrichtung und einer Versiegelungsbehandlung ausgestattet sein.
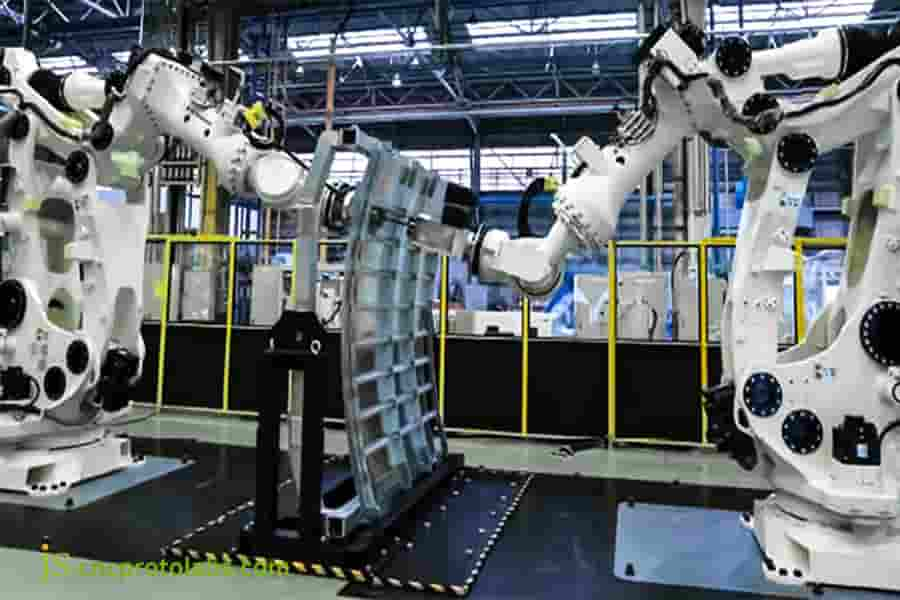
Abbildung 1: Zwei weiße fünfachsige Roboterarme arbeiten gleichzeitig an gegenüberliegenden Seiten eines großen metallischen Luft- und Raumfahrtbauteils in einer industriellen Umgebung.
So bewerten Sie Hersteller von 5-Achsen-Bearbeitungszentren: Über das Datenblatt hinaus
Die Wahl zuverlässiger Hersteller von 5-Achsen-Bearbeitungszentren ist für die Qualität der Luft- und Raumfahrtbearbeitung von entscheidender Bedeutung. Man kann sich nicht nur auf das Lastenheft allein verlassen , sondern sollte Kernkomponenten, Anwendungsfälle und Qualitätssysteme gründlich prüfen.
Hochwertige Hersteller können komplette 5-Achsen-Lösungen anbieten, die eine stabile Bearbeitung garantieren.
1. Rückverfolgbarkeit der Kernkomponenten:
Ein zu berücksichtigender Punkt bei der Beurteilung von Herstellern von 5-Achsen-Bearbeitungszentren ist die Frage nach der Marke der Spindel, Führungsschienen, Leitspindeln und Steuerungssysteme. Hochwertige Spindeln können die thermische Verformung innerhalb von 0,002 mm kontrollieren .
2.Anwendungsfälle und Prozessüberprüfung:
Es ist eine Voraussetzung für die Hersteller von 5-Achsen-Bearbeitungszentren um ähnliche Bearbeitungsvideos zu produzieren, mit besonderem Schwerpunkt auf der Spanbrechung von Titanlegierungen und der Innenkühlungstechnologie. Hersteller mit Erfahrung in der Batch-Verarbeitung verfügen über ausgereiftere Prozesse.
3.Qualitätssystem und Vor-Ort-Inspektion:
Eine AS9100-Zertifizierung ist eine Grundvoraussetzung. Es ist notwendig, Inspektionen der Prüfgeräte vor Ort durchzuführen. Lieferanten mit einer Wiederkaufsquote >30 % bieten stabilere After-Sales-Services und haben geringere Kooperationsrisiken.
Kernbewertungsindikatoren und -standards für Hersteller von 5-Achsen-Bearbeitungszentren
| Bewertungsindikatoren | Kernanforderungen | Bestehen Sie den Standard | Ausgezeichneter Standard |
| Kernkomponenten | Marke des Spindel-/Führungs-/Steuerungssystems | Markenmontage der ersten Stufe | Original werkseitig angepasste Kernkomponenten |
| Bearbeitungsfälle | Erfahrung in der Bearbeitung von Luft- und Raumfahrtkomponenten | 10+ Fälle | Über 50 Stapelverarbeitungsfälle |
| Qualitätszertifizierungen | Zertifizierungen für die Luft- und Raumfahrt | AS9100-Basiszertifizierung | AS9100D+NADCAP-Zertifizierung |
| Prüfgeräte | Konfiguration von Präzisionsprüfgeräten | CMM-Koordinatenmessgerät | 3D-Blaulichtscanner + Laserinterferometer |
| Kundenwiederkaufrate | Prozentsatz bestehender Kunden | ≥20 % | ≥30 % |
| After-Sales-Reaktion | Fehlerbehandlungszeit | Innerhalb von 48 Stunden | 24-Stunden-Service vor Ort |
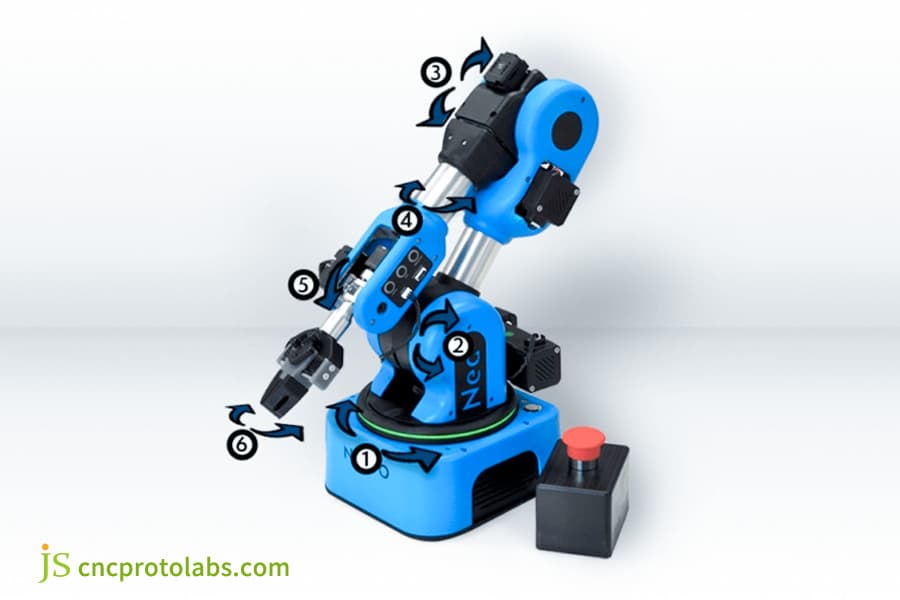
Abbildung 2: Ein technisches Diagramm eines blauen sechsachsigen Industrieroboterarms vor weißem Hintergrund, wobei alle seine Drehgelenke zur Bewertung deutlich nummeriert sind.
Welche 5-Achsen-Lösungen gibt es für die Skalierung vom Prototyping zur Vollproduktion?
In der Luft- und Raumfahrtfertigung steigt der Bedarf an flexiblen und automatisierten 5-Achsen-Lösungen vom Prototyping bis zur Massenproduktion immer weiter. Die digital unterstützte 5-Achsen-Simultanbearbeitung unterstützt eine reibungslose Prozessintegration und trägt dazu bei, den 5-Achsen-Roboterarm voll auszunutzen.
1.Digitale Zwillinge und Offline-Programmierung
5-Achsen-Systeme mit Offline-Programmierfähigkeit sind das Rückgrat der Zukunft. Das Siemens-Steuerungssystem Sinumerik One verfügt über die Funktion der virtuellen Bearbeitungssimulation und ermöglicht so eine proaktive Kollisionsvermeidung und eine Reduzierung der Probeschnittkosten um 60 %.
2.Flexible Fertigungssystemintegration
Hocheffiziente 5-Achsen-Lösungen sollten sich nahtlos in ein Palettenlager oder ein Be-/Entladesystem integrieren lassen, um eine unbemannte Bearbeitung rund um die Uhr zu ermöglichen, was wiederum die Auslastung der Ausrüstung auf mehr als 90 % steigert und die Effizienz der Massenproduktion um 40 % steigert.
3.CAM-Software-Zusammenarbeit
Die Nachbearbeitung der 5-Achsen-Roboterarm sollte mit der gesamten gängigen CAM-Software kompatibel sein. Ausgeklügelte Werkzeugwegtechniken tragen nicht nur dazu bei, die Werkzeugstandzeit um 50 % zu verlängern , sondern tragen auch dazu bei, die Kosten für die Bearbeitung von Hochtemperaturlegierungen erheblich zu senken.
Warum sollten Sie sich für JS Precision für Ihre 5-Achsen-bearbeiteten Luft- und Raumfahrtkomponenten entscheiden?
JS Precision ist ein führender Hersteller zuverlässiger 5-Achsen-Bearbeitungszentren und einer der besten Dienstleister für die 5-Achsen-Bearbeitung von Luft- und Raumfahrtkomponenten. Um eine umfassende End-to-End-Bearbeitung zu bieten, kombinieren wir 5-Achsen-CNC-Bearbeitung und 5-Achsen-Roboterarmtechnologien auf tiefgreifendem Niveau.
1.Hard Power:
JS Precision ist Eigentümer mehrerer importierter 5-Achsen-Bearbeitungszentren aus Deutschland und Japan , die außerdem mit deutschen Kessler-Elektrospindeln ausgestattet sind und somit eine Positioniergenauigkeit von ±2 µm erreichen. Maßgeschneiderte 5-Achsen-Roboterarme können unterschiedliche Bearbeitungsanforderungen erfüllen.
2.Zertifizierungen und Fallstudien:
JS Precision ist zertifiziert AS9100D und ISO 9001:2015-Standards, und die Komponenten, die das Unternehmen für die Luft- und Raumfahrtindustrie herstellt, sind bereits in mehreren Luft- und Raumfahrtgeräten implementiert, wobei mehr als 500 Chargen hergestellt wurden .
3. End-to-End-Service:
JS Precision bietet CAM-Programmierung und flexible Planung vom Prototyp bis zur Massenproduktion und beherrscht die Kerntechnologie der 5-Achsen-Simultanbearbeitung, um die Lieferung von Komponenten in der richtigen Qualität und pünktlich zu gewährleisten.
4.Transaktionsgarantie:
JS Precision hat eine Wiederkaufrate von über 35 %. Darüber hinaus bieten sie doppelte Garantien sowohl für das Geld als auch für die Lieferzeit. Alle bearbeiteten Teile werden von vollständigen Prüfberichten begleitet, um sicherzustellen, dass die Präzision den Standards entspricht.
Möchten Sie professionell erleben 5-Achsen-Bearbeitung von Luft- und Raumfahrtkomponenten Verarbeitungsdienstleistungen? Laden Sie Ihre CAD-Zeichnungen auf JS Precision hoch, um eine kostenlose DFM-Herstellbarkeitsanalyse und ein detailliertes Angebot ohne versteckte Kosten zu erhalten.
JS Precision-Fallstudie: Bewältigung der Herausforderung tiefer Hohlraumvibrationen in Titanlegierungen für die Luft- und Raumfahrt
Herausforderung
Ein inländisches Luft- und Raumfahrtinstitut hat ernsthaften Bedarf, eine Charge von Trägern mit tiefem Hohlraum aus Titanlegierung für Fahrwerke zu bearbeiten. Die Bauteile haben eine Hohlraumtiefe von 120 mm und die Wandstärke beträgt nur 3 mm.
6-Achsen-Industrieroboterarme mit traditionellem Design zeigten während der Bearbeitung aufgrund ihres langen Überhangs und mangelnder Steifigkeit ständig Vibrationsmodi, was zu einer Ausschussquote von 15 % führte.
Darüber hinaus betrug die Bearbeitungszeit für ein Teil mehr als 8 Stunden, sodass die Lieferzeitvorgaben nicht eingehalten wurden. Gleichzeitig traditionell 5-Achsen-CNC-Bearbeitungsausrüstung war nicht in der Lage, eine Bearbeitung vor Ort durchzuführen, was hohe Transportkosten verursachte.
Lösung
1.Neukonfiguration der Ausrüstung:
Die Wahl fiel auf ein 5-Achsen-Roboterarm-Bearbeitungszentrum von JS Precision. Sein hochsteifes Gusseisenbett weist einen Ebenheitsfehler von ≤0,002 mm/m auf und der kompakte 5-Achsen-Kopf erreicht eine Wiederholgenauigkeit von ±0,001 mm.
Der Werkzeugüberhang wurde von 130 mm auf 90 mm verkürzt, wodurch das Bearbeitungsrattern von 0,02 mm auf 0,005 mm reduziert wurde, was die Stabilität des Bearbeitungsprozesses erheblich verbesserte.
2.Prozessoptimierung:
Durch den Einsatz der 5-Achsen-Simultanbearbeitungstechnologie haben wir die Werkzeugausrichtung dynamisch geändert, um die Schnittkraft im gewünschten Bereich von 800–1000 N zu halten. Außerdem wurde während des Prozesses darauf geachtet, dass die Schnittkraftrichtung immer auf den Werkstückbereich mit der höchsten Steifigkeit zeigt.
Andererseits wurden die Schnittparameter optimiert, die Schnittgeschwindigkeit der Titanlegierung Ti-6Al-4V wurde auf 1200 U/min eingestellt, die Vorschubgeschwindigkeit betrug 150 mm/min und die Schnitttiefe wurde bei 0,2 mm gehalten.
3. Simulationsüberprüfung:
Zur Simulation des gesamten Prozesses vom Schruppen bis zum Schlichten kam die virtuelle Bearbeitungsumgebung Siemens Sinumerik One zum Einsatz.
Schwankungen der Vorschubgeschwindigkeit wurden innerhalb von 5 % gehalten, drei potenzielle Kollisionsrisiken wurden proaktiv vermieden und die Ausschussrate während der Probeschnittphase wurde von 15 % bei der herkömmlichen Bearbeitung auf 0 % reduziert, wodurch die Effizienz des Probeschnitts um 40 % verbessert wurde.
Ergebnisse
Durch die Modifikation wurden die Werkzeugvibrationen auf nicht mehr als 0,005 mm reduziert, die Ausbeute beim ersten Durchgang ist von 85 % auf 99,8 % gestiegen und die Zeit für die Einzelstückbearbeitung wurde um 20 % auf 6,4 Stunden verkürzt, sodass der Kunde sein vierteljährliches Lieferziel 15 Tage früher als geplant erreichen und über 200.000 US-Dollar an Transport- und Umspannkosten für die Ausrüstung einsparen kann.
Möchten Sie Ihre Herausforderungen bei der Bearbeitung von Luft- und Raumfahrtkomponenten lösen? Rufen Sie jetzt die technische Hotline von JS Precision an, beschreiben Sie Ihre Bearbeitungsprobleme im Detail und wir werden eine maßgeschneiderte Lösung für Sie erstellen und Ihnen gleichzeitig kostenlose Anleitungen zum Prozess-Debugging zur Verfügung stellen.
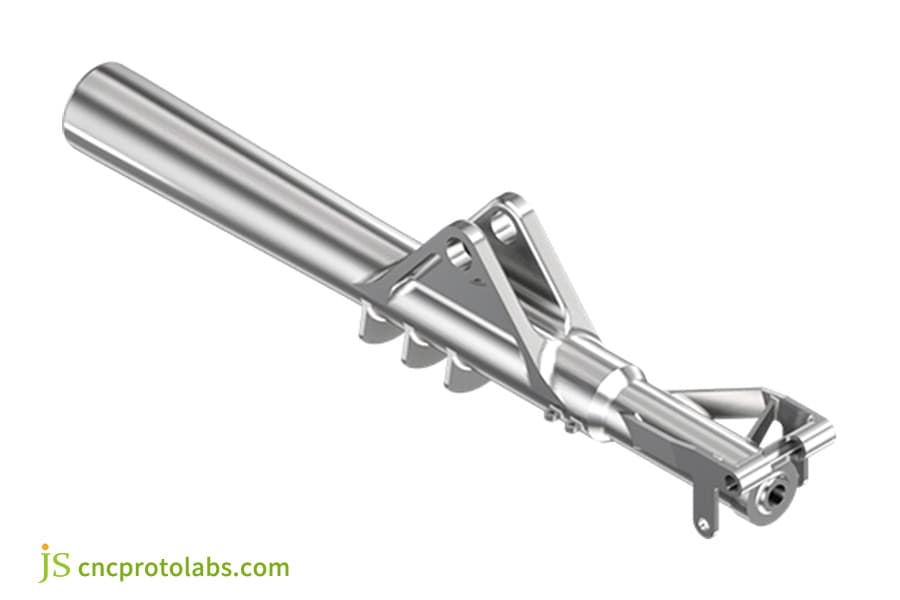
Abbildung 3: Eine Nahaufnahme einer fertigen, komplex geformten Halterung aus Titanlegierung mit einem tiefen Hohlraum, die für Fahrwerksanwendungen in der Luft- und Raumfahrt entwickelt wurde.
FAQs
1. Sind ein 5-Achsen-Roboterarm und eine 5-Achsen-CNC-Werkzeugmaschine völlig unterschiedlich?
Nicht ganz anders. 5-Achsen-Roboterarme sind Mehrgelenk-Roboterarme, die sich hervorragend für die Live- und komplizierte Hohlraumbearbeitung eignen. Und 5-Achsen-CNC-Werkzeugmaschinen sind widerstandsfähiger gegen hochpräzises Chargenschneiden.
2.Ist die 5-Achsen-Simultanbearbeitung für die Herstellung von Laufrädern aus Titanlegierung obligatorisch?
Auf jeden Fall. Die 5-Achsen-Simultanbearbeitung ist bei weitem die beste Methode zur Herstellung von Laufrädern aus Titanlegierungen, bei der die Endbearbeitung einer Vorrichtung erreicht werden kann und ein Präzisionsverlust der sekundären Vorrichtung vermieden wird.
3. Wie viel Materialkosten können durch die 5-Achsen-Bearbeitung eingespart werden?
Durch die 5-Achsen-Bearbeitung wird der Werkstückweg optimal gestaltet und gleichzeitig die Entstehung von Ausschussstücken reduziert. Beispielsweise kann bei dünnwandigen Teilen aus Aluminiumlegierungen für die Luft- und Raumfahrt der Ausschuss um 15–25 % reduziert werden, und der Materialverbrauch für die Bearbeitung von Teilen aus Titanlegierungen kann sogar mehr als 70 % betragen.
4.Wofür steht RTCP? Ist es wichtig?
RTCP steht für Rotary Tool Center Point. Bei der Programmierung muss lediglich der Kontaktpunkt Werkzeug-Werkstück berücksichtigt werden. Es ist ein wesentlicher Maßstab für 5-Achsen-Lösungen und beeinflusst maßgeblich die Bearbeitungsgenauigkeit.
5. Mit welchen Methoden kann ich überprüfen, ob die 5-Achsen-Bearbeitungskomponenten für die Luft- und Raumfahrt des Lieferanten AS9100-konform sind?
Lieferanten müssen eine AS9100D-Zertifizierung, Qualitätskontrollprozesse und Testberichte vorlegen. Außerdem können AS9100-Verarbeitungsaufzeichnungen für ähnliche Komponenten angefordert werden.
6. Welche Hersteller von 5-Achsen-Bearbeitungszentren bieten das beste Preis-Leistungs-Verhältnis für einen kleinen Prototyp einer Luft- und Raumfahrtkomponente in Serie?
Ein flexibler Multiprozess-Fertigungsdienstleister (FMS) ist wahrscheinlich der günstigste Weg. Sie machen die Kosten für spezielle Vorrichtungen völlig überflüssig, Rapid Prototyping und 5-Achsen-Simultanbearbeitung stehen ihnen problemlos zur Verfügung.
7. Was ist die höchste Genauigkeit, die Sie bei der 5-Achsen-Bearbeitung erreichen können?
Unter den Bedingungen einer temperaturkontrollierten Werkstatt kann ein 5-Achsen-Präzisionsroboterarm im Mikrometerbereich gepaart mit einer Laserinterferometerkompensation konstant ein Toleranzniveau von 0,005 mm erreichen und so die strengen Spezifikationen kritischer Luft- und Raumfahrtkomponenten erfüllen.
8. Was ist die normale Vorlaufzeit für JS Precision?
JS Precision verpflichtet sich zu Lieferzeiten von 10–15 Arbeitstagen für Standardteile aus Aluminiumlegierungen für die Luft- und Raumfahrt. Komplexe Titanlegierung und Herstellung von Präzisionskomponenten für die Luft- und Raumfahrt werden hinsichtlich ihrer Komplexität des Prozesses beurteilt.
Zusammenfassung
Die Wahl der geeigneten 5-Achsen-Lösungen kann in der Luft- und Raumfahrtfertigung von entscheidender Bedeutung sein. Ein 5-Achsen-Roboterarm und eine 5-Achsen-Simultanbearbeitungstechnologie können dabei helfen, die Einschränkungen der herkömmlichen Bearbeitung zu überwinden. Komponentenbearbeitung, Materialschneiden und Geräteauswahl sind drei Faktoren, die sich auf die Qualität und Kosten der Bearbeitung auswirken.
Durch Fallstudien, Technologie und Dienstleistungen verfügt JS Precision über umfangreiche Erfahrungen in diesem Bereich und bietet Unternehmen Bearbeitungslösungen aus einer Hand.
Senden Sie uns jetzt Ihre CAD-Zeichnungen Lassen Sie uns die kompliziertesten Luft- und Raumfahrtteile in die Realität umsetzen und mithilfe von Präzisionsbearbeitungstechnologie ein neues Niveau in der Luft- und Raumfahrtfertigung erreichen.

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. JS Precision Services Es gibt keine Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das JS Precision Network bereitstellt. Es liegt in der Verantwortung des Käufers Erfordern Sie ein Ersatzteilangebot Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
JS Präzision Team
JS Precision ist ein branchenführendes Unternehmen , konzentrieren sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen JS Präzision Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

