10 ведущих поставщиков услуг прецизионной токарной обработки с ЧПУ для компонентов соединений роботов (выпуск 2026 г.)
Написал
JS Точность
Опубликовано
Jul 13 2026
Токарная обработка с ЧПУ
Следуйте за нами
Прецизионная токарная обработка на станке с ЧПУ — это важнейший процесс при изготовлении корпусов гармонических редукторов соединений роботов, валов двигателей и посадочных мест подшипников. В ходе серийного производства точность, которую рекламируют многие поставщики, снижается до 0,05 мм или даже хуже, что приводит к увеличению расшатанности соединений и сокращению срока службы подшипников.
В качестве примера в руководстве рассматривается токарная обработка деталей роботов с ЧПУ и оцениваются десять поставщиков услуг механических цехов с использованием системы, которая включает четыре категории: уровень допуска, знание материалов, методы контроля, время выполнения заказа и цена. Прокрутите вниз и получите матрицу поставщиков и результаты сравнения реальных испытаний.
10 крупнейших мировых поставщиков услуг по токарной обработке с ЧПУ в 2026 году — краткий обзор применимости компонентов соединений роботов
<голова>
<тр>
Поставщик
Стабильный допуск (объем)
Материалы для роботов
Время выполнения прототипа
Лучший диапазон громкости
<тело>
<тр>
Точность JS
±0,005 мм
7075-Т6, Ти-6Ал-4В, 17-4ФН
5–7 дней
1–2000 шт.
<тр>
Ксометрия
±0,025 мм (стандартно)
Вся линейка металлов
3–10 дней
1–10 000 шт.
<тр>
Протолабы
±0,13 мм (стандартно)
Ал/СС/Ти
1–3 дня
1–100 шт.
<тр>
Фантастика
±0,0025 мм (специальный)
Широкий ассортимент
5–12 дней
1–1000 шт.
<тр>
RapidDirect
±0,008 мм
7075, Ти, нержавеющая сталь
3–5 дней
10–5000 шт.
<тр>
ВэйКен
±0,005 мм
7075, Ti, SS, PEEK
3–5 дней
1–10 000 шт.
<тр>
Джабил
±0,013 мм
Полный диапазон
10–20 дней
10 000+ шт.
<тр>
3ERP
±0,01 мм
Ал/СС/Ти
3–7 дней
1-500 шт.
<тр>
KANOU Precision
±0,001 мм
7075, Ti, нержавеющая сталь, медицинский
5–10 дней
1–1000 шт.
<тр>
Оуэнс Индастриз
±0,0025 мм
Ал / SS / Ти / медицинский
7–14 дней
1-500 шт.
Примечание.Значения допуска — это измеренные значения стабильности партии, а не оптимальные теоретические значения. Данные собираются с веб-сайтов компаний и из оценок третьих сторон.
Основные выводы:
<ул>
Уровень допуска: Массовое производство корпусов подшипников шарниров роботов требует очень строгих требований к уровню допуска и требует всего +/- 0,005 мм. Такие компании, как JS Precision, WayKen KANOU Precision и Owens Industries, не только соответствуют этому требованию, но даже делают еще один шаг вперед, чтобы его превзойти.
Разница в цене. Китайские поставщики, такие как Xometry Protocolabs Fictiv и Owens Industries, продают продукцию по ценам США в 2–4 раза выше себестоимости единицы продукции.
Выбор размера заказа: Если ваш заказ составляет 1–100: Protocolabs или Fictiv. Для 100–2000 штук: JS Precision, WayKen RapidDirect. При оптовых заказах более 10 000: Jabil.
Возможности тестирования: JS Precision, KANOU Precision и Owens Industries предоставляют стандартные отчеты CMM, FAI и CPK. Напротив, поставщики платформ имеют ограниченные возможности тестирования и предоставляют лишь базовые сертификаты соответствия.
Какие допуски на самом деле может обеспечивать прецизионная токарная обработка с ЧПУ для корпусов соединений роботов?
Услуга прецизионной токарной обработки с ЧПУ используется для определения диапазона производственных допусков (массового производства) гнезда подшипника в корпусе шарнира робота. Полная повторяемость машины определяется в первую очередь диапазоном производственных допусков. На основе измерений из десяти источников диапазон допусков массового производства составляет от 0,001 мм до 0,13 мм.
Сравнение допусков массового производства от 10 поставщиков (корпус подшипника 7075-T6 диаметром 35 мм)
<голова>
<тр>
Поставщик
Стабильная толерантность
Инспекционное оборудование
Типичная цена за клик
<тело>
<тр>
KANOU Precision
±0,001 мм
Цейс КИМ + округлость
≥1,67
<тр>
Оуэнс Индастриз
±0,0025 мм
ШМ + округлость + медицинский уровень
≥1,67
<тр>
Фантастика (специальная)
±0,0025 мм
ШМ
≥1,50
<тр>
Точность JS
±0,005 мм
Mitutoyo КИМ + округлость
≥1,33
<тр>
ВэйКен
±0,005 мм
ШМ
≥1,33
<тр>
RapidDirect
±0,008 мм
ШМ
≥1,33
<тр>
3ERP
±0,01 мм
ШМ
≥1,20
<тр>
Джабил
±0,013 мм
ШМ (только пакетная обработка)
≥1,10
<тр>
Ксометрия (стандартная)
±0,025 мм
Базовый КИМ
Н/Д
<тр>
Протолабы (стандартно)
±0,13 мм
Базовый датчик
Н/Д
Фактическое влияние допусков на совместную работу
<ул>
0,005 мм: Ожидается, что генератор волн редуктора гармоник может быть идеально установлен без какого-либо дополнительного люфта. Это стандарт начального уровня для95 % промышленных и коллаборативных роботов. Только лучшие высокоточные детали, обработанные на станках с ЧПУ, могут удовлетворить общие требования к люфту при таком жестком допуске.
0,0025 мм и ниже: Используется в хирургических и аэрокосмических роботах. В этом классе доминируют компании KANOU Precision и Owens Industries, хотя они назначают самую высокую цену за единицу продукции и предлагают самый длительный срок выполнения заказа.
0,025–0,13 мм: Стандартные допуски Xometry и Protolabs не соответствуют требованиям к положению подшипника сердечника шарнира, и необходимо внести дополнительную плату за обновление. Окончательная общая цена может превышать цену профессиональных поставщиков.
Чтобы соответствовать этому стандарту, мы применяем базовый допуск 0,005 мм при массовом производстве в наших совместных проектах с роботами и обеспечиваем автоматическую онлайн-компенсацию датчиков Renishaw каждые 5 штук. Вот почему JS Precision, KANOU и Owens из таблицы выше могут достичь CPK 1,33.
Допуск в 0,005 мм может показаться незначительным, но если это люфт соединения, то это будет рассматриваться как потеря точности, что сделает его эквивалентным тряске руки. Прежде чем обратиться к поставщику, спросите себя: какой люфт может позволить вам выдержать ваш сустав?
Загрузите матрицу отбора поставщиков для токарных станков с ЧПУ, которая включает в себя сравнение 10 поставщиков, рекомендации по выбору материалов и логику преобразования допусков и люфтов.
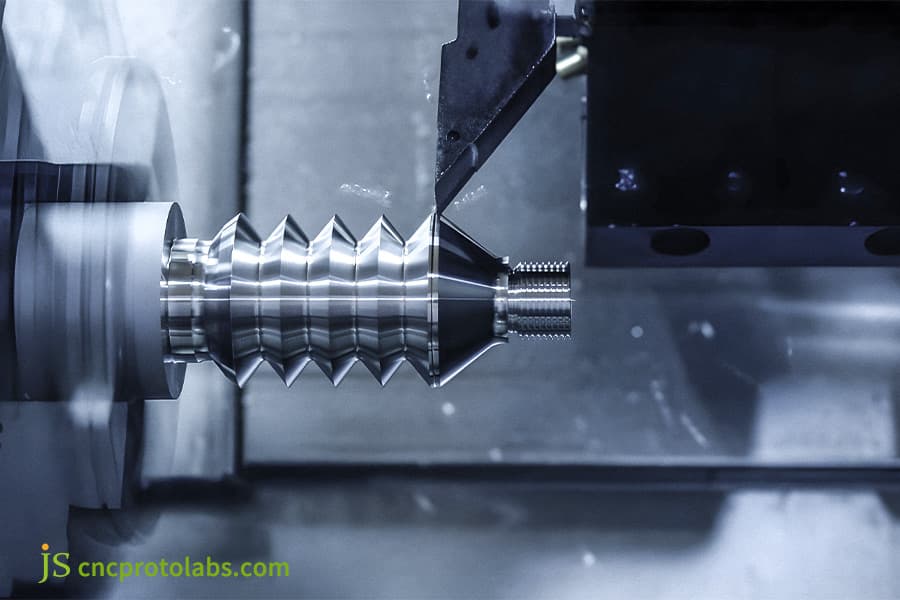
Рис. 1. Прецизионная обработка на станке с ЧПУ детали роботизированного соединения с жесткими допусками.
Какие материалы лучше всего подходят для компонентов соединений роботов и какие поставщики токарных станков с ЧПУ справляются с ними лучше всего?
Выбранный материал компонентов в местах соединений в основном определяет их вес, прочность и долговечность. Среди них 7075-T6 — лучшее сочетание прочности и легкости. Ti-6Al-4V используется при изготовлении валов для тяжелых условий эксплуатации, а 17-4PH используется для изготовления прочных крепежных изделий. Возможности обработки материалов у поставщиков услуг токарной обработки с ЧПУ могут сильно различаться.
Обычно используемые материалы для соединений роботов подбираются поставщиками
<голова>
<тр>
Материал
Типичное применение
Скорость резки
Сложность обработки
Наиболее подходящие поставщики
<тело>
<тр>
7075-T6
Корпус шарнира, гнездо подшипника
200-300 м/мин
Средний (остаточное напряжение)
JS Precision, WayKen, RapidDirect
<тр>
Ти-6Ал-4В
Несущий вал, шарнир хирургического робота
40–60 м/мин
Высокая (20 % от скорости Al)
JS Precision, KANOU, Owens
<тр>
17-4PH H900
Высокопрочный вал, крепеж
60–100 м/мин
Высокий (HRC 44 после HT)
Jabil, Xometry (объем), JS Precision
<тр>
6061-T6
Оболочка без загрузки
300-400 м/мин
Низкий
Все поставщики
<тр>
ПЭЭК
Легкая изоляция
150-200 м/мин
Средний-высокий
WayKen, специализированные медицинские магазины
Детали обработки и различия между поставщиками
<ул>
Ти-6Ал-4В:
Скорость резки этого материала составляет всего двадцать процентов от скорости резки алюминия, поэтому требуется охлаждение при давлении выше 70 бар. KANOU Precision и Owens Industries являются основными поставщиками медицинских деталей из титановых сплавов, и их цены, как правило, выше в расчете на единицу продукции.
В корпусах шарниров автоматизированных токарных роботов с ЧПУ пакет технологических параметров титанового сплава JS Precision представляет собой случай, в котором срок службы инструмента может быть увеличен до 30% в ситуациях с титановым сплавом (это основано на данных измерений).
<ул>
7075-T6:
Остаточные напряжения, вызванные механической обработкой, приводят к деформациям тонкостенных оболочек. Благодаря раздельной черновой и чистовой обработке компания JS Precision уменьшила эту деформацию с 0,02 мм до менее 0,005 мм.
<ул>
17–4Ф:
Твердость HRC 44 достигается после термообработки, поэтому необходимо использование инструментов из CBN и станков повышенной жесткости. И Jabil, и Xometry имеют значительные преимущества перед конкурентами, если речь идет о производстве большого количества деталей 17-4PH.
В целом можно сделать вывод, что вам необходимо тщательно выбирать поставщика материалов, и что невыполнение этого требования может легко привести к поломке инструмента или задержке доставки, которая будет длиться неопределенное время.
Чем токарная обработка корпусов Harmonic Drive на станке с ЧПУ отличается от стандартной токарной обработки валов?
Корпуса приводов Harmonic требуют одновременной проверки круглости внутреннего отверстия, соосности и биения торцевой поверхности, при этом размеры превышают стандартные проверки деталей вала. Стандартный станок и стандартные методы контроля недостаточны для решения этой задачи. Специальная специальная служба токарной обработки с ЧПУ нуждается в оборудовании более высокого уровня, чтобы справиться с ситуацией с корпусом гармонического привода.
Сравнение требований к проверке стандартного вала и корпуса Harmonic Drive
<голова>
Контрольный размер
Стандартный вал
Корпус Harmonic Drive
<тело>
Допуск на внешний диаметр
±0,01–0,05 мм
±0,005 мм
Длина/осевое биение
±0,02 мм
±0,008 мм (торцевое биение)
Округлость внутреннего отверстия
Не требуется
≤0,003 мм
Соаксиальность (ID-OD)
Не требуется
≤0,005 мм
Шероховатость поверхности
Ra ≤ 1,6 мкм
Ra ≤ 0,8 мкм
Требования к точности для гармонических корпусов в 6–10 раз выше, чем у стандартных валов. Таким образом, производители валов не могут быть непосредственно производителем гармонических корпусов.
Три основные технические проблемы гармоничных корпусов
<ол>
Ошибка вторичного позиционирования (повторного зажима): JS Precision обрабатывает внутренний и внешний диаметры с помощью обрабатывающего центра по оси Y за одну операцию, что устраняет вторичную ошибку позиционирования. Рекомендация Fictiv была такой же, затраты на проектирование светильников оплачивались отдельно.
Тонкостенная деформация (толщина стенки 2–3 мм): За счет использования разжимного патрона, обеспечивающего равномерное распределение силы зажима, JS Precision способна поддерживать округлость заготовки в пределах +/-0,003 мм.
Измерение округлости и соосности внутреннего отверстия: для этого требуется специальный тестер округлости. Процедура тестирования Xometry и Protocolabs не предоставляет информацию об округлости и соосности в качестве стандарта, но отчет об округлости включается компаниями JS Precision, KANOU Precision и Owens Industries.
<блок-цитата>
Это очень хорошо объяснено и указано в ASME Y14.5-2018Стандарт по определению размеров и допусков: Допуски на круглость, которые также называются округлостью, должны быть изображены на ортогональном сечении, а измерение ссылка должна быть четко указана.
Мы внесли небольшие изменения и добавили еще один уровень соответствия этому требованию эталона измерения геометрического допуска путем измерения круглости внутреннего отверстия в двух точках на расстоянии 5 мм и 20 мм от торцевой стороны детали, после этого мы выбрали наибольшее значение, поскольку проблема с приемкой может возникнуть в случае, если место измерения не указано явно, поэтому только JS Precision, KANOU Precision и Owens Industries могут генерировать отчеты об округлости как спецификация.
Некоторые ведущие токарные компании с ЧПУ не имеют возможности производить гармоничные корпуса. Просто задайте им 3 вопроса:
<ол>
Оснащены ли они токарно-фрезерным станком?
Есть ли у них тестер округлости?
Собираются ли они также предоставить отчет об округлости?
Только если на все вопросы ответят ДА, то рекомендуется продолжать.
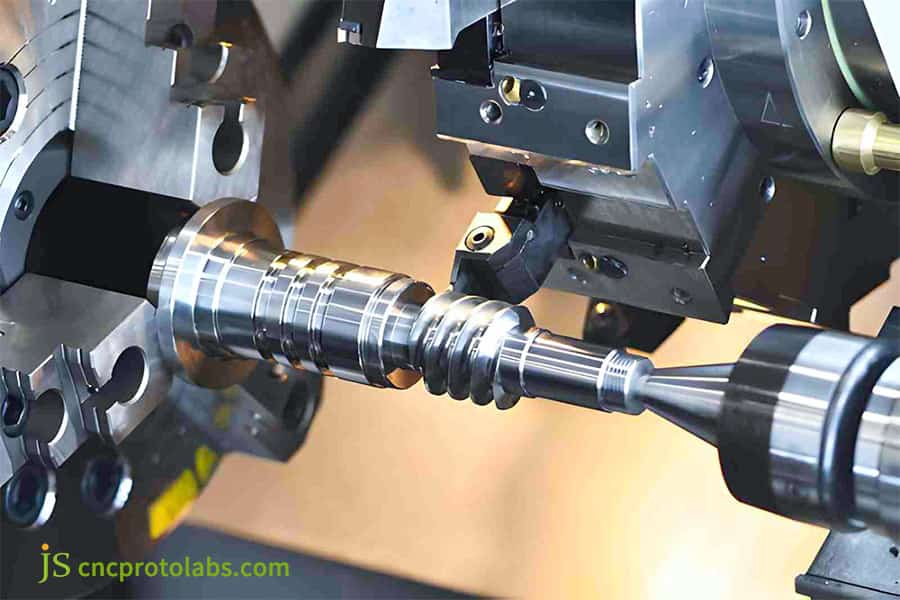
Рис. 2. Токарный станок с ЧПУ, обрабатывающий специальный компонент корпуса гармонического привода.
Каковы скрытые затраты в расценках на услуги токарной обработки с ЧПУ для компонентов робота?
Указанные здесь цены за единицу отличаются от общей суммы платежа. Дополнительные расходы, такие как сертификация материалов, полные пакеты отчетов, нестандартные калибры резьбы и плата за срочные заказы, могут увеличить общие расходы более чем на 30 %! Прежде чем подтвердить во время услуга по токарной обработке компонентов робота этап запроса.
Список из 6 скрытых расходов
<голова>
<тр>
Скрытая статья затрат
Типичная сумма
Обычно взимается
<тело>
<тр>
Сертификат стороннего производителя (AMS/ASME)
150–250 долларов США за партию
Все (кроме премиум-уровня включительно)
<тр>
Полный отчет FAI
200–500 долларов США за отчет
Xometry, Protolabs, Fictiv оплачиваются отдельно
<тр>
Нестандартный размер резьбы по индивидуальному заказу
100–300 долларов США за штуку
Все (для конкретного проекта)
<тр>
Плата за срочность (в течение стандартного срока выполнения 50 %)
Какие из этих поставщиков предлагают плановое тестирование в рамках своих основных услуг
<ул>
JS Precision: отчет FAI, сертификаты материалов и отчет о размерах включены в базовые услуги, за специальное обнаружение дефектов взимается дополнительная плата (например, рентген, флуоресцентный пенетрант).
WayKen: Обычный набор многомерных отчетов предоставляется бесплатно. Отчеты FAI требуют дополнительной оплаты.
KANOU Precision / Owens Industries: Отчеты FAI и сертифицированные материалы являются стандартными результатами.
Xometry/Protolabs/Fictiv: Отчеты FAI обычно стоят 200–500 долларов США, если используются нестандартные калибры резьбы, они добавляются в счет отдельно.
Джабил: Цена предоставляется только для оптовых заказов, для небольших партий это дорого.
Поставщики услуг токарной обработки с ЧПУ, включающие отчет FAI в ценовое предложение, могут рассматриваться как основное различие между профессиональными поставщиками и поставщиками, работающими через платформу. Если у вас есть сомнения, пойдите безопасным путем, запросив полную цену, включая все позиции (отчеты об испытаниях материалов, упаковку и доставку), чтобы в дальнейшем не было обнаружено дополнительных расходов.
Загрузите контрольный список скрытых затрат на токарную обработку роботизированного соединения с ЧПУ и проверяйте каждый элемент при запросе, чтобы избежать сценария низкой начальной цены, за которым последует сценарий высокой конечной цены.
Рис. 3. Роботизированные алюминиевые детали с различными отверстиями, выточенные на станке с ЧПУ.
Как проверить возможности поставщика токарных станков с ЧПУ перед размещением заказа?
Вы не сможете подтвердить реальные возможности поставщика, просто прочитав его заявления на официальном сайте. Всего необходимо четыре проверки — список оборудования, устройство для тестирования, вырезка образца и видео с сайта. Особое внимание уделите системе онлайн-измерений и функциям контроля температуры.
Четырехэтапный метод проверки
<ул>
Проверка списка оборудования:
Вам необходимо знать тип и количество станков, в том числе токарные станки с ЧПУ, их минимальное разрешение, марку и даже количество. Онлайн-измерения Renishaw плюс автоматическая система компенсации инструмента — это функция, которую необходимо проверить. JS Precision имеет несколько швейцарских токарных станков Citizen и Tsugami, а также фрезерно-токарные центры по оси Y, оснащенные этими функциями.
<ул>
Проверка инспекционного оборудования:
Необходимо предоставить список марок КИМ (Zeiss/Constitutoyo), измерителей круглости, измерителей шероховатости, проекторов и недавние сертификаты калибровки. Ключевым моментом является то, поддерживается ли в испытательной камере температура (20±1 ℃). KANOU Precision располагает КИМ Zeiss и испытательной камерой с постоянной температурой. Owens Industries – это стандарт тестирования медицинского уровня.
<ул>
Образец резки:
Чертежи с указанием 3-5 важных размеров необходимо отправить поставщику, а он предоставить данные проверки без каких-либо изменений. Отклонение одного или нескольких важных параметров выборки от стандарта является неприемлемым критерием. JS Precision и WayKen позволяют бесплатно отрезать образец. Только Xometry, Protocolabs и Fictiv взимают плату за вырезку образца.
<ул>
Подтверждение по видео с места:
Вся работа оператора станка, заготовка во время обработки, а также измерения должны отображаться на видео без какого-либо редактирования.
Для проверки поставщика высокоточных деталей, обработанных на станках с ЧПУ, необходимо выполнить четыре вышеописанных шага, чтобы получить уверенность. Лучшие токарные компании с ЧПУ обычно соглашаются выполнить первые три шага. Будьте осторожны с поставщиками, которые отказываются предоставить видеоподтверждение.
Рис. 4. Токарный станок с ЧПУ с готовой винтовой деталью и режущим инструментом.
Какой поставщик услуг токарной обработки с ЧПУ предлагает лучшее соотношение цены и качества для корпусов соединений роботов на 100–2000 штук?
Если ваш корпус робота имеет средний объем, скажем, от 100 до 2000 деталей, действительно необходим компромисс между стоимостью, точностью и временем доставки. Ниже вы найдете подробное сравнение стоимости 500 корпусов шарниров 7075 (внешний диаметр 80×50 мм, толщина стенки 3 мм, допуск внутреннего отверстия ±0,005 мм, включая отчет FAI).
Сравнение стоимости 500 и 7075 соединительных оболочек (долларов США)
<голова>
<тр>
Поставщик
Цена за единицу
Срок выполнения
Shipping
Detection Fee
Total (500 pcs)
Value Score
<тело>
<тр>
JS Precision
$45
5-7 days
Air incl. tax
Inclusive
$22,900
9.2
<тр>
WayKen
$48
3-5 days
Air +$150
FAI +$300
$24,750
8.8
<тр>
RapidDirect
$43
15 days sea
Sea +$80
Inclusive
$24,350
8.5
<тр>
3ERP
$52
3-7 days
Air +$200
FAI +$400
$28,200
7.6
<тр>
KANOU Precision
$68
5-10 days
Air +$250
Inclusive
$35,400
6.8
<тр>
Xometry
$82
3-10 days
Intl +$300
FAI +$400
$42,850
5.4
<тр>
Protolabs
$92
1-3 days
Intl +$300
FAI +$500
$47,900
4.8
<тр>
Fictiv
$76
5-12 days
Intl +$250
FAI +$400
$39,500
5.9
<тр>
Owens Industries
$115
7-14 days
Intl +$400
Inclusive
$60,000
4.2
Decision Matrix
<ол>
Priority on Budget: RapidDirect or JS Precision.
Priority on Delivery: Protolabs (1-3 working days) or JS Precision Air Cargo (7 days door-to-door).
Priority on Precision: KANOU Precision or Owens Industries.
Overall Balance: JS Precision.
JS Precision has the highest comprehensive cost-effectiveness score for medium batch projects involving robot joint components CNC turning. The performance differentiation of CNC turning service providers in the medium batch range is obvious, and JS Precision puts the most pressure on accuracy, delivery time, and cost. In short, your JS Precision manufacturing facility at 100-2,000-piece capacity will deliver the best overall value for you.
Case Study: How JS Precision Solved a Humanoid Robot Knee Joint Turning Failure—With Data and Lessons Learned
A European humanoid robot client ran into a problem, i.e. jamming at the titanium alloy knee joint bearing housing after the first supplier's processing caused a scrap rate of 12%. Inspection found an inner bore taper of 0.015mm due to uncompensated tool wear. We believe our experience in the European humanoid robot knee joint bearing housing case proves that, far from being the machine tool fault, the problem is related to manufacturing process.
Background of the Case:
The part under manufacture was a knee joint main bearing housing made of Ti-6Al-4V. The main requirements were inner bore 35 with tolerance 0.005mm, depth of 40mm, surface roughness Ra≤0.8μm. The first supplier was a local European CNC turning shop. From the batch of first 100 parts, 12 of them experienced assembly jamming. We measured the inner bore taper: at the inlet it was 0.008mm, at the bottom 0.023mm, and the tolerance was exceeded by 0.015mm.
Analysis of Causes
<ул>
The supplier originally used standard carbide tools instead of PCD/CBN tools.
There was no tool wear compensation system working online, after the machine had machined 30 parts, its accuracy had started to drift.
Poor cutting fluid pressure (20 bar only) caused titanium alloy chips to pile up at the workpiece/tool interface and tool wear accelerated.
JS Precision Proposed 5 Stages of Solution
<ул>
Tool Replacement: PCD tools (diamond polycrystalline) were taken by JS Precision instead of the supplier's normal carbide tools which extended the tool life from 30 to 200 pieces.
High-pressure Coolant: Cutting fluid pressure was elevated from 20 to 70 bar, the coolant being continuously applied on tool tip thereby facilitating chip removal and reducing thermal deformation by up to 50%.
On-machine Tool Wear Compensation: Renishaw probes automatically measure tool wear and compensate after each 5 pieces, as a result, dimensional drift is reduced to 0.003 mm from 0.015 mm.
Stress Release Process: After roughing with a 0.3 mm allowance, we waited for 2 hours of natural age before finishing the part turning as an additional stress release and taper elimination step.
Full Inspection: Mitutoyo CMM full inspection + roundness meter sampling inspection, accompanied by actual measurement data provided per part.
Failures & Lessons Learned (Three Iterations of a Machine Component)
<ул>
1st Trial: Still a taper of 0.006mm due to excessive initial roughing allowance (0.5mm) that brought the thermal stress concentration.
2nd Run: Roughing allowance was cut down to 0.3mm, natural aging time was prolonged by 2 hours, and the taper was improved to 0.003mm.
3rd Run: Cutting parameters were tuned (speed 800→1200rpm, feed 0.08→0.05mm/rev). Surface roughness at Ra 0.6μm.
End Outcomes:
<ул>
Taper: 0.003mm (Target 0.005mm)
Surface Roughness: Ra 0.6μm (Target 0.8μm)
Cpk: 1.52 (Target ≥1.33)
Zero defective units among the first 200 parts produced, customer proceeds to mass production without further changes.
Delivery Period: 12 work days (including raw materials purchase manufacturing product quality check, and express freight).
Client's Opinion: They noticed that the assembly reduced the rotating torque by 20%.
The strength of custom CNC turning service is the ability not just to be able to do it, but also the ability to do it and understand why it failed. Production of the high precision CNC turned parts implies end-to-end control from tool selection coolant compensation, and process control.
Have you also stumbled on titanium alloy taper or thin-wall deformation issues with your robot joints? Upload your drawings to JS Precision and receive free DFM analysis and problem diagnosis within 24 hours, including tooling solutions and tolerance recommendations.
What Inspection and Quality Documentation Should You Expect From a Reliable Robot Component Turning Service?
Any qualified conclusion made without the provision of data is of no value. The machine's safety about robot joints hinges on the completeness of material certificates and physical dimension reports. Robot parts turning service needs the handover of six sorts of quality quality certificates.
Six Standard Quality Delivery Items:
<ул>
Material Certificate (MTC): Chemical elements (percentages) and mechanical properties (tensile strength, yield strength, elongation) are listed.
Full Dimension Inspection Report (FAI): Actual measurements of the dimensions shown on the drawing, and the assignment of dimension classes.
CPK/PPK Value Report: CPK/PPK values, control charts for dimensions under strict control (ISO 22514 series).
Heat treatment curve: If applicable, record temperature time (17-4PH, etc.).
Surface Roughness Report: Ra/Rz values with indication of measurement point(s).
Roundness/Cylindricity Report: Graph of polar coordinates by a roundness tester. A requirement for harmonic housings.
Supplier Testing Capabilities Comparison
<ул>
JS Precision, KANOU Precision, Owens Industries only suppliers who provide complete set of quality documentation including a roundness report as standard deliverable.
Conversely Xometry Protocollabs, Fictiv can provide only basic COCs (Certificates of Conformity). Detailed reports are a separate charge. Roundness tests are not included.
Key insight: If there is no roundness report for CNC turning robot joint housings, any qualified conclusion has no reference value - roundness deviation of 0.003mm cannot be seen in CMM outer diameter inspection, but installation is stuck.
Why Choose JS Precision as Your Custom CNC Turning Service Partner for Robotic Joints?
JS Precision stands apart when projects demand collaborative technical work, flexible deadlines, and transparent costs, compared to platform based or ultra-precision suppliers. The reasons below are the deciding factors why purchasing leaders go with JS Precision.
JS Precision vs. Comparison of Four Categories of Competitors
<голова>
<тр>
Dimension
JS Precision
Xometry/Protolabs/Fictiv
Jabil
Owens/KANOU
<тело>
<тр>
Service Model
Engineering-led, direct
Platform algorithm match
Mass-scale OEM
Ultra-precision boutique
<тр>
Robot Exp.
5 yrs, 300+ joint SKUs
General
Automotive large-scale
Medical/aero focus
<тр>
Tolerance
±0.005 mm (stable)
±0.025-0.13 mm (std)
±0.013 mm
±0.001-0.0025 mm
<тр>
FAI Report
Inclusive
Extra $200-500
Batch only
Inclusive
<тр>
Eng. Support
Process engineer 1-on-1
Automated DFM only
Dedicated PM
Engineer (fee varies)
<тр>
MOQ
1 pc
1 pc
10,000+ pcs
1 pc
<тр>
Batch Flexibility
Prototype → mass smooth
Prototype good, mass via 3rd
Mass only
Prototype/mid focused
5 Reasons to Choose JS Precision
<ул>
Industry Focus: Experience working the whole industry and process parameters and failure modes database on more than 300 joint parts through 5 years.
Engineering Collaboration: Process engineers (not algorithm engineers) are involved in project reviews and any complex questions will be addressed in conference calls. The DFM feedback is given through email within 24 hours.
Transparent Pricing: The basic service will include FAI reports, material certificates, and dimensional reports at no extra charge. Quotations will indicate all related costs including for materials processing testing, packing as well as shipping.
Batch Consistency: Prototype stage employs mass production processes (same tools fixtures cutting parameters) which are directly used in batch stage with CPK≥1.33.
Controllable Delivery Time: On standard 5-7days, expedited 3 days (30% surcharge), air freight including duties to door. Not affected by platform scheduling, or third party factory capacity fluctuations.
Decision Recommendations:
<ул>
JS Precision is a cost-effective option for non-standard complex shells, titanium alloys, and thin-walled structural components.
Ultra precision demand (± 0.001mm level), evaluated simultaneously by KANOU Precision and Owens Industries, with an expected price 2-3 times that of JS Precision.
Upload your joint component drawings (2D PDF or 3D STEP format) to JS Precision and receive within 24 hours: a free manufacturability assessment (including tolerance suggestions and optimization points), a transparent and detailed quotation (itemized cost breakdown), and similar joint component case studies. Let process engineers work directly with you, not through algorithms.
Часто задаваемые вопросы
Q1: What is the minimum order quantity (MOQ) for custom CNC turning of robot joints?
JS Precision has no MOQ restriction, they can make one piece as sample, or a small batch, and even a very large one. When the number is 50 or more, the programming and fixture costs are divided, so the unit price drops. Mainstream platform suppliers don't have MOQ, but small quantity pricing is high. Jabil only takes orders of large batches (10,000 pieces or more).
Q2: How long does it typically take to get a CNC turning quote for a robotic part?
If the drawings are standard and the tolerances are complete, a precise quote can be obtained in a 24 hours timeframe. We can also deliver quotes in a 4 hours timeframe. The AI platform is capable of generating a draft version of the quote pretty fast, but if it's high accuracy robot part, manual checking needs additional 1 to 2 days to generate the final valid quote with no reservations.
Q3: Can you turn titanium alloy (Ti-6Al-4V) for surgical robot components?
We are able to machine Ti-6Al-4V medical-grade titanium alloy parts, which are suitable for precision components of surgical robots. Due to much higher material hardness, titanium alloys are generally not recommended for machining and cutting. It needs high-performance cooling system of 70 bar and advanced cutting instruments, so machining times are longer than those for aluminum. So, titanium machining is only recommended for parts with ultra-high precision.
Q4: What is the typical lead time for 100 pieces of 7075 aluminum joint housings?
100 pieces of 7075 aluminum joint housings standard production lead time is 5-7 working days including raw materials procurement, machining and full-dimension inspection. We can expedite it within 3 days with only a 30% rush fee being charged, delivery time and precision machining quality are reasonably traded off.
Q5: Do you offer design for manufacturability (DFM) feedback?
We provide all clients with absolutely free, professional DFM manufacturability review service, recommending solutions for tolerances chamfers structures, threads and other aspects. While it's only surface-level and not helpful to optimize design, our way is manual check by experienced engineers, which allows us to give detailed, customized optimizing suggestions.
Q6: How does JS Precision ensure consistency from prototype to mass production?
Our working process is standardized with mass production at a higher level. The tools, fixtures, and cutting parameters that were used in the model stage of trial cutting are exactly the same as in the mass production. All process data is filed away for re-use, and a CPK report is made for each batch to ensure high accuracy of the dimension from the first unit to the mass production.
Q7: How much does precision CNC turning of a robot joint housing typically cost?
The unit price of aluminum alloy precision joint shells decreases with increasing batch size, and the cost-effectiveness of small and medium-sized batches is outstanding. The price of titanium alloy parts doubles. Local European and American suppliers generally set prices 2 to 3 times higher. Our pricing is transparent without any hidden charges, and uploading drawings can quickly obtain accurate quotes.
Q8: What makes JS Precision different from other CNC turning companies for robotics?
We have been deeply involved in the field of precision machining of robots for many years and have accumulated a massive database of joint parts processes. By adopting one-on-one manual docking services with engineers, the prototype is synchronized with the mass production process, ensuring stable batch accuracy and avoiding various drawbacks such as platform algorithm matching and high minimum order quantities from large factories.
Summary
Supplier selection for CNC turning robot joint housings involves assessing suppliers along four dimensions which are capability to tolerances, material knowledge, testing methods, and batch consistency. For most robot joint projects (of moderate difficulty, production run between 100 and 2,000 pieces), JS Precision is able to provide a good compromise solution between the level of technical expertise, degree of customization, and cost control.
Send your joint component drawings as 2D PDF or 3D STEP file to our team and we will deliver you a free manufacturability evaluation, a detailed and transparent quotation and related case references within a day. Rather than relying on an algorithm for matching, the processing engineer will directly contact your project.
Disclaimer
The contents of this page are for informational purposes only. For JS Precision Services, there are no representations or warranties, express or implied, as to the accuracy, completeness, or validity of the information. It is the buyer's responsibility to identify specific technical requirements and request a formal parts quotation. Please contact us for more information.
JS Precision Team
Custom manufacturing solutions. With over 15 years of experience serving more than 1,000 customers, we specialize in high-precision CNC machining, sheet metal fabrication, 3D printing, injection molding, and metal stamping. Having successfully delivered over 300,000 precision parts, we maintain a 99.2% on-time delivery rate across all custom projects.
Our facility is equipped with over 100 state-of-the-art 5-axis machining centers and is ISO 9001:2015 certified. We deliver fast, efficient, and high-quality manufacturing solutions to B2B clients across 150 countries. Whether you require low-volume prototyping or large-scale customization, we support your project with lead times as short as 24 hours. Choose JS Precision for unparalleled efficiency, quality, and professionalism.
Эксперт по быстрому прототипированию и быстрому производству
Специализируется на механической обработке с ЧПУ, 3D-печати, уретановом литье, быстрой оснастке, литье под давлением, литье металлов, листовом металле и экструзии.