

Cuando el álabe de la turbina del motor de un avión funciona de forma estable a alta temperatura y presión, cuando el chasis de un vehículo de nueva energía con su peso ligero garantiza la seguridad general y cuando la protección y la apariencia de la carcasa de los delicados instrumentos electrónicos se encuentran, todos estos son problemas que dependen de una decisión crucial: ¿cómo lograr un equilibrio perfecto entre rendimiento, precisión y costo a través de la fundición de aluminio?
En los sectores manufactureros, las tensiones a las que se somete la fundición de aluminio varían enormemente según la situación. Algunos experimentan una rápida corrosión en ambientes húmedos debido a un grado de aleación inadecuado, mientras que otros no cumplen con sus requisitos de alta precisión porque utilizan incorrectamente el proceso de fundición. Otros tienen dificultades económicas por descuidar los costos.
Este artículo abordará el rompecabezas de decisiones de la fundición de aluminio, desde la selección del material hasta la comparación de procesos, con el fin de revelar los secretos para encontrar el mejor proceso para su proyecto.
Resumen de la respuesta principal
| Aspecto | Actuación | Precisión | Costo |
| Selección de aleación | ADC12 (resistencia moderada), A356 (impacto), 514.0 (corrosión). | Adaptarse a la precisión del proceso, A356 se adapta a procesos de alta precisión. | ADC12 (bajo coste), A356 (alto coste). |
| Proceso de fundición | Fundición a presión (300-400 MPa), fundición de precisión (350-450 MPa). | Fundición a presión (±0,05-0,1 mm), fundición de precisión (±0,02-0,05 mm). | Fundición a presión (bajo costo de lote), moldes de arena (bajo costo de lote). |
| Tecnología del Molde | Moldes de acero H13 (mejoran la densidad de fundición y ofrecen calidad). | La precisión del control del molde CNC/EDM es de hasta ±0,02 mm. | Moldes de acero H13 (costosos), moldes de arena de cuarzo (baratos). |
| Tratamiento de superficies | Anodizado (mejora la resistencia a la corrosión y el rendimiento). | Chorro de arena (Ra 3,2-6,3 μm), anodizado (Ra 1,6-3,2 μm). | Chorro de arena (bajo costo), anodizado (alto costo). |
¿Por qué usar esta guía de fundición de aluminio? Basada en la experiencia práctica de JS
JS cuenta con una amplia experiencia práctica tras más de diez años de experiencia en fundición de aluminio. Nos especializamos en cuatro procesos principales: fundición a presión, fundición en arena, fundición a la cera perdida y fundición a baja presión.
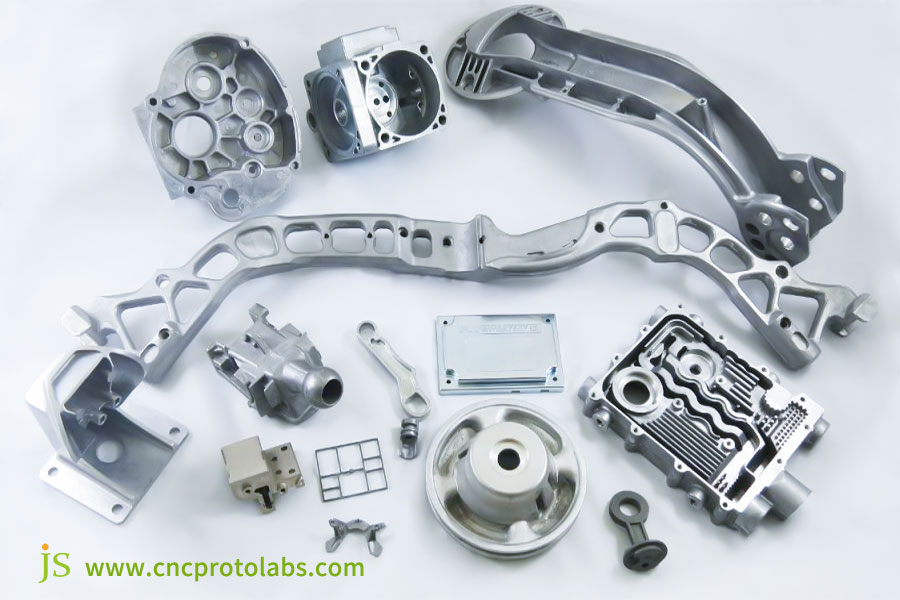
Podemos adaptar la solución óptima a cada necesidad específica. Por ejemplo, al realizar piezas de fundición de precisión a la medida para clientes del sector aeroespacial, podemos mantener tolerancias de hasta 0,05 mm . Nuestra cartera de productos abarca una serie de piezas de fundición metálica, como álabes de turbinas de grado aeronáutico, carcasas de transmisión de automóviles y soportes para dispositivos electrónicos.
Este libro recopila la experiencia y los conocimientos técnicos colectivos de JS, derivados de más de mil proyectos reales. Desde el ahorro de costes hasta el diseño de procesos, está respaldado por ejemplos reales, ofreciéndole soluciones de fundición de aluminio de eficacia probada.
JS cuenta con una amplia experiencia en el proceso de fundición de aluminio y es experto en estos cuatro procesos básicos. Nuestros servicios de fundición de metales en línea le ofrecen presupuestos rápidos en una hora. Simplemente proporcione sus especificaciones, reciba una propuesta personalizada y comience a realizar su pedido. Le brindaremos una solución confiable.
¿Cómo elegir un grado de aleación de aluminio de fundición?
Elegir el grado correcto de aleación de aluminio para fundición es fundamental para garantizar la calidad del aluminio fundido. Los diferentes grados varían significativamente en composición, propiedades mecánicas y otros atributos, lo que influye directamente en el rendimiento de las piezas de fundición metálica .
Criterios básicos de selección
1. Especificaciones de rendimiento mecánico:
- Para aplicaciones estructuralmente críticas (por ejemplo, piezas estructurales), seleccione un grado con alta resistencia a la tracción y al rendimiento.
- Para aplicaciones de baja carga (por ejemplo, piezas cosméticas), utilice un grado de baja resistencia pero que se pueda fabricar fácilmente.
2. Condiciones ambientales:
- La exposición al agua o a productos químicos (por ejemplo, usos marinos) requiere un tipo altamente resistente a la corrosión.
- El uso a alta temperatura (por ejemplo, piezas de motor) requiere un tipo resistente a altas temperaturas para evitar fallas en el rendimiento.
3. Características de procesamiento y fundición:
- Las aleaciones de aluminio de alta fluidez (por ejemplo, ADC12) son las mejores para componentes intrincados de paredes delgadas.
- Las aleaciones de aluminio de baja contracción reducen la deformación y son las más adecuadas para piezas de alta precisión.
Grados y aplicaciones comunes de aleación de aluminio de fundición
| Grado de aleación de aluminio | Principales elementos de aleación | Resistencia máxima a la tracción (MPa) | Resistencia a la corrosión | Escenarios aplicables | Proceso de moldeo |
| ADC12 | Sí, Cu | ≥220 | Medio | Carcasas de transmisión de automóviles, carcasas electrónicas | Fundición a presión |
| A356 | Si, Mg | ≥230 | Bien | Ruedas de aeronaves, componentes de aeronaves | Fundición en arena , fundición a baja presión |
| A380 | Si, Cu, Fe | ≥240 | Medio | Componentes de electrodomésticos, válvulas industriales | Fundición a presión |
| A413 | Si | ≥170 | Justo | Componentes delgados de juguetes, cuerpos de bomba pequeños. | Fundición a presión |
| 514.0 | Mg | ≥175 | Muy bien | Componentes de equipos marinos, accesorios de tubería | Fundición en arena, fundición de inversión |
¿No tiene claro el grado de la aleación? El experimentado equipo de producción de fundición de metales de JS le invita a que nos ayude a tomar la decisión correcta. Proporcione las especificaciones de su pieza, le ofreceremos recomendaciones expertas y fabricaremos piezas de fundición de metal de alta calidad.
¿Cuáles son los procesos con los que se puede fundir aluminio?
Una vez determinado el grado de aleación, la selección del proceso de fundición adecuado es crucial para lograr el resultado óptimo de la fundición de aluminio.
A continuación se muestra la comparación de cinco parámetros del proceso de fundición:
| Proceso de fundición | Eficiencia de producción | Precisión de fundición (tolerancia dimensional) | Costo unitario (lote de 1000 piezas) | Peso de la pieza | Fortalezas centrales |
| Fundición a presión | Alto (30 s-5 min/pieza) | IT11-IT13 | Bajo ($0,7-2,8/pieza) | 0,1-10 kg | Alta eficiencia de lote y alta precisión. |
| Fundición en arena | Bajo (varias horas a días/pieza) | IT14-IT16 | Mediano ($2-7/pieza) | 1-1.000 kg | Bajo costo, bueno para piezas grandes. |
| Fundición de inversión | Muy bajo (1-2 semanas/pieza) | IT9-IT11 | Alto ($7-28/pieza) | 0,01-5 kg | Muy alta precisión, ideal para piezas complicadas. |
| Fundición a baja presión | Medio (10-30 min/pieza) | IT12-IT14 | Mediano ($2.8-8.5/pieza) | 1-50 kg | Piezas fundidas de alta calidad y densidad. |
Tecnologías clave para la fabricación de moldes de fundición de aluminio
El molde es el 'esqueleto' de la fundición de aluminio y su calidad influirá directamente en la precisión y estabilidad de las piezas de fundición de metal.
Selección del material del molde
- Moldes de fundición a presión: Acero para matrices de trabajo en caliente H13, resistente al calor (>650°C) y de alta dureza (HRC42-48), adecuado para producciones a gran escala (>100.000 ciclos).
- Moldes de arena: Fabricados en arena de cuarzo con resina (resistencia a la compresión ≥2MPa, adecuada para alta precisión) o vidrio de agua (bajo costo, adecuado para componentes grandes de baja precisión ).
- Moldes de fundición de inversión: utilice aleación de aluminio 6061 o acero P20 para garantizar la precisión del patrón de cera.
Control de precisión del molde
- Equipo de procesamiento: Se utiliza un centro de mecanizado CNC de alta precisión con una precisión de posicionamiento ≤ 0,005 mm. Las cavidades complejas se mecanizan mediante electroerosión para lograr una tolerancia de cavidad de 0,01-0,03 mm.
- Compensación dimensional: Mecanice la cavidad según la tasa de contracción de la aleación de aluminio (1,2 %-2,5 %). Por ejemplo, una pieza fundida de 100 mm requiere una cavidad de 102 mm (contracción del 2 %).
- Precisión de montaje: Espacio de la superficie de separación ≤ 0,02 mm para evitar fugas, tolerancia de coaxialidad del pasador guía y el manguito ≤ 0,01 mm para evitar desalineación.
Diseño del sistema de enfriamiento del molde
- Disposición del canal: Cercano a la cavidad (15-25 mm) y periódico, con especial foco en enfriar áreas de paredes gruesas para prevenir cavidades por contracción.
- Medio de enfriamiento: Agua para fundición a presión y fundición a baja presión (20-40 ℃), enfriamiento natural o enfriamiento por aire para fundición en arena.
- Control de temperatura: sensores ubicados estratégicamente controlan la temperatura del molde de fundición a presión a 200-300 °C.
JS utiliza la tecnología más avanzada en la producción de moldes de fundición de aluminio para garantizar la precisión y durabilidad de los moldes. Contáctenos y simplifique su producción de piezas fundidas.

¿Por qué la fundición de aluminio tiene tanto éxito? Comparación con otros procesos de fundición.
En la industria de fundición de metales, la fundición de aluminio es un competidor de la fundición de aluminio forjado y de hierro, y en esa comparación, sus ventajas son claras.
Aluminio forjado y aluminio fundido
| Medidas de comparación | Fundición de aluminio | Aluminio forjado | Descripción general de las diferencias esenciales |
| Proceso de fabricación | El conformado de líquidos se basa en un molde de cavidad. | El conformado por presión de sólidos requiere equipo de forjado. | El aluminio fundido puede tener formas complejas, mientras que el aluminio forjado requiere formas simples. |
| Propiedades mecánicas | Resistencia media a la tracción de 200-300 MPa, buena tenacidad. | Resistencia a la tracción de 300-500 MPa, buena tenacidad. | El aluminio forjado posee mejores propiedades mecánicas y puede utilizarse para piezas portantes. |
| Complejidad de forma | Puede fundir cavidades complejas y piezas de paredes delgadas (0,5 mm). | Solo se pueden moldear formas simples, no cavidades complejas. | El aluminio fundido tiene la capacidad de adoptar una forma más compleja. |
| Lote de producción | 10.000-100.000 unidades. | 1 millón a 10.000 unidades. | El aluminio fundido ofrece una mayor flexibilidad de lotes. |
| Precio unitario (1.000 piezas) | $1,4-7 por pieza | $7-28 por pieza | El aluminio fundido es menos costoso. |
| Aplicaciones | Exterior de automóviles, piezas de electrodomésticos | Bielas para automóviles, piezas de aviación de alta resistencia. | Para un uso ligero, elija aluminio fundido; para un uso intensivo, elija aluminio forjado. |
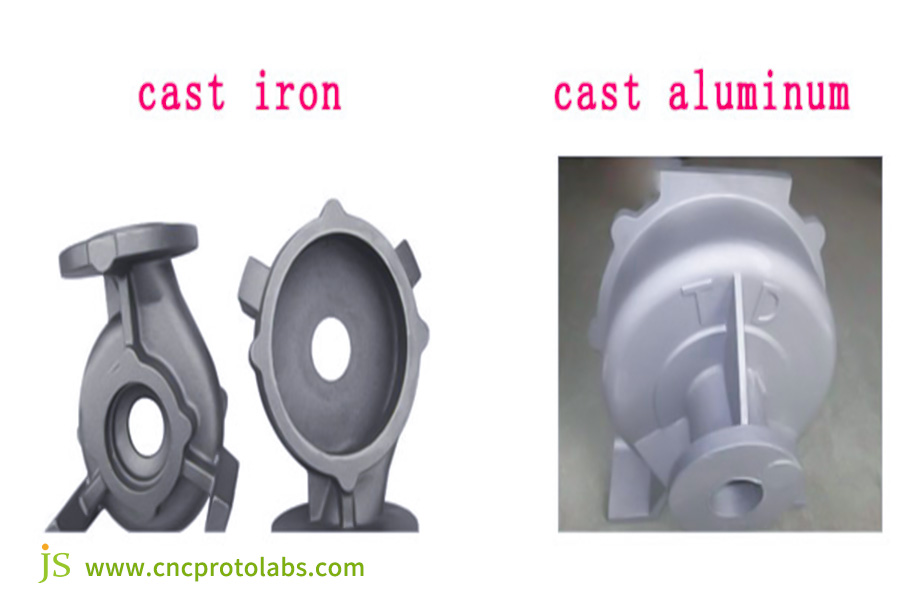
Fundición de aluminio y fundición de hierro
| Dimensiones de comparación | Fundición de aluminio | Hierro fundido | Resumen de las diferencias clave |
| Densidad del material | 2,7 g/cm³ | 7,8 g/cm³ | El aluminio fundido pesa aproximadamente un tercio del peso del hierro fundido, mucho más ligero. |
| Resistencia a la corrosión | Bueno (buen tratamiento superficial posterior) | Pobre (propenso a oxidarse) | El aluminio fundido es adecuado para condiciones húmedas. |
| Propiedades mecánicas | Resistencia a la tracción 200-300 MPa, baja fragilidad. | Resistencia a la tracción 150-250 MPa, alta fragilidad. | El aluminio fundido destaca por su resistencia al impacto. |
| Conductividad térmica | 200 W/(m·K) | 50 W/(m·K) | El aluminio fundido es adecuado para disipadores de calor (es decir, radiadores). |
| Dificultad de procesamiento | Fácil de procesar, bajo desgaste de herramientas. | Difícil de procesar, alto desgaste de herramientas. | El aluminio fundido es menos costoso de procesar posteriormente. |
Precio de fundición de metal (componente de 100 kg) | $280-700 | $140-280 | El costo del material es menor para la fundición de hierro y el rendimiento de costo general es mejor para la fundición de aluminio. |
| Aplicaciones | Radiadores electrónicos, utillaje de bancada de máquina | Bases para maquinaria pesada, piezas ligeras para automóviles | Elija fundición de aluminio para aplicaciones ligeras y fundición de hierro para cargas pesadas. |
La fundición de aluminio posee resistencias especiales, y JS puede brindar excelentes servicios de fundición de aluminio. Solicite una comparación de procesos y le mostraremos un análisis sistemático. Tras la negociación, realizaremos el pedido para satisfacer sus necesidades de fundición de metal.
Cinco métodos de tratamiento de superficies para piezas fundidas de aluminio
Tras la fundición de aluminio, la superficie de la pieza debe tratarse para mejorar su rendimiento y belleza. A continuación, se presenta una comparación de cinco parámetros para el tratamiento de superficies:
| Opción de tratamiento de superficies | Resistencia a la corrosión | Apariencia | Costo por unidad (USD) | Ciclo de procesamiento (por unidad) | Aplicaciones |
| chorro de arena | Promedio | Mate/Mate, uniformemente rugoso | 0,15-0,5 | <5 minutos | Tratamiento de pre-recubrimiento, requisitos de apariencia media. |
| Anodizado | Excelente | Diferentes colores, alta dureza. | 0,7-3 | 15-30 minutos | Alta resistencia a la corrosión, altos requisitos de apariencia. |
| Pulverización | Bien | Colores ricos, brillantes, mate y texturizados | 0,5-1,5 | 5-10 minutos | Piezas decorativas de producción en masa. |
| Galvanoplastia | Bueno - Excelente | Acabado suave y delicado, textura metálica. | 1.5-7 | 20-60 minutos | Requisitos funcionales y de alta calidad. |
| Tratamiento de conversión química | Pobre | Incoloro/amarillo claro, sin efecto decorativo. | 0,015-0,07 | 2-5 minutos | Tratamiento de pre-recubrimiento, protección básica |
Análisis costo-beneficio: ¿cómo elegir el proceso más económico?
Al elegir un proceso de fundición de aluminio, es necesario sopesar cuidadosamente el costo y la demanda. A continuación, se presenta un análisis subyacente:
Estructura de costos
Costos de fundición a presión: 10%-50%, siendo la fundición a presión la más costosa (US$7,000-US$70,000), mientras que la fundición en arena es la más económica (US$14-US$700). El costo unitario disminuye a medida que el tamaño del lote es mayor.
Costos del material: 30%-60%, donde el material de aleación de aluminio cuesta $3,000-4,000 por tonelada, el material de fundición en arena $0.07-0.15 por kg de aluminio fundido, y el material de fundición de inversión $0.7-1.5 por kg de aluminio fundido.
Costos de mano de obra y equipo: 10%-30%, siendo la fundición a presión altamente automatizada (costo de mano de obra 5%-10%), mientras que la mano de obra de fundición de inversión constituye la mayoría (30%-40%).
Costos de procesamiento posteriores: 5%-20%, siendo la fundición de inversión el que tiene el precio más bajo ($0,15-0,7 por unidad) y la fundición en arena el más alto ($1,5-4 por unidad).
Relación entre lote y costo (fundición de aluminio de complejidad media de 1 kg)
| Lote de producción (piezas) | Fundición a presión (USD/pieza) | Fundición en arena (USD/pieza) | Fundición de precisión (USD/pieza) | Fundición a baja presión (USD/pieza) |
| 100 | 70-140 (Alto costo del molde) | 4-7 | 14-28 | 11-21 |
| 1000 | 7-14 | 3-6 | 11-21 | 7-14 |
| 10000 | 1-4 | 4-9 (Alto costo de mano de obra) | 9-17 | 4-9 |
| 100000 | 1-3 | 7-15 (Baja eficiencia) | 7-15 | 3-6 |
Selección de procesos económicos para diferentes escenarios
- Piezas complejas de lotes pequeños: fundición en arena (piezas simples) o fundición de inversión (piezas de alta precisión),
- Piezas de precisión media de lotes medianos: elija entre fundición a presión (piezas de paredes delgadas) o fundición a baja presión (piezas de paredes gruesas y alta calidad).
- Piezas estándar de gran volumen: elija fundición a presión, que tiene precios unitarios bajos ($1-3/pieza).
¿Fundición de aluminio asequible? JS puede simplificarle el proceso. Nos proporciona la información del lote y la pieza, y le enviaremos un presupuesto. Una vez aprobado su plano y realizado el pedido, le guiaremos hacia la calidad, teniendo en cuenta el precio de la fundición de metal.
Caso práctico: ¿Por qué el 95 % de las piezas de aeronaves se funden a la cera perdida? El caso práctico de JS lo explica.
Antecedentes del cliente y necesidades principales
Un importante productor nacional de motores de aviación necesitaba producir una nueva serie de álabes guía de turbinas (piezas críticas para la disipación del calor) y tenía especificaciones muy estrictas sobre la precisión y el rendimiento de la fundición de aluminio.
Los álabes eran huecos con canales de refrigeración de precisión de menos de 0,8 mm de diámetro. La tolerancia del espesor de pared era de ±0,05 mm y no presentaba poros ni grietas visibles en la superficie.
Los procesos de fundición anteriores, debido a problemas en la construcción de los canales y al exceso de tolerancias, permitían una tasa de aprobación en la primera pasada de tan solo el 65 % , lo que representaba una calidad sub-aérea. Se necesitaba urgentemente una solución optimizada para la fundición de metales .
Solución técnica de fabricación de precisión JS
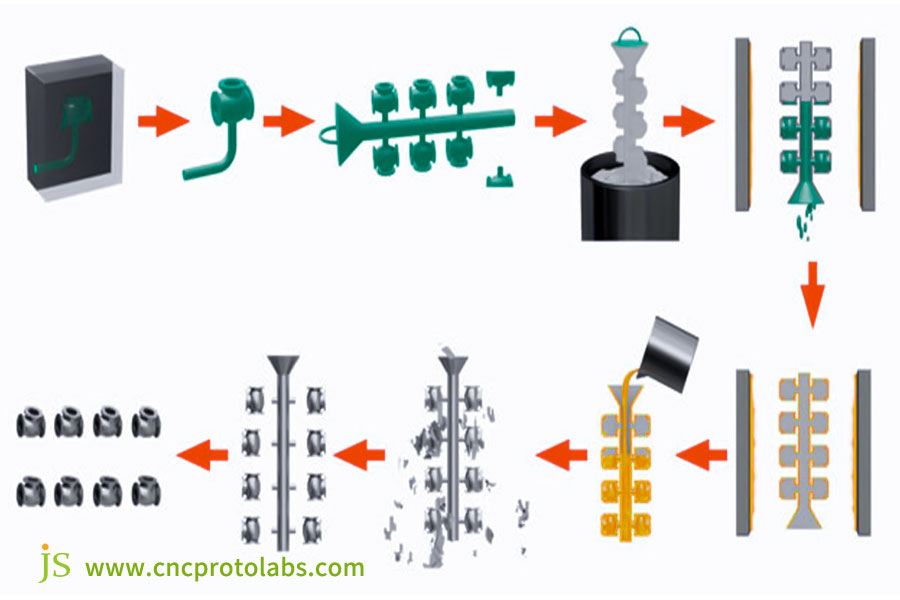
Basándose en las especificaciones del cliente y la naturaleza del proceso de fundición de inversión, JS Precision Manufacturing desarrolló un plan completo de mejora del proceso:
1. Fabricación de patrones de cera:
Se evitó la fabricación tradicional de moldes y los patrones de cera se construyeron con tecnología de impresión 3D de metal SLM y un control de precisión de ±0,03 mm. Esto garantiza un moldeado preciso de los canales de refrigeración y evita obstrucciones o deformaciones propias de la fabricación tradicional de moldes.
2. Optimización del proceso de Shell:
Se seleccionó únicamente material refractario de alúmina de alta pureza y se aplicó un proceso de " recubrimiento multicapa + endurecimiento a alta temperatura " para intentar crear una carcasa de fundición de espesor uniforme (controlado a 5-8 mm). Esto proporciona estabilidad al molde durante el proceso de fundición y evita la deformación de la cavidad del molde debido al lavado del aluminio fundido.
3. Control de llenado y vertido del molde:
Se fundió la aleación de aluminio fundido A356 al vacío para evitar la formación de impurezas oxidativas debido a la reacción entre el aluminio fundido y el aire. También se utilizó vertido lento y baja presión, lo que permitió el flujo libre del aluminio fundido en microcanales y evitó la formación de poros.
4. Segundo tratamiento térmico:
Después de enfriar la pieza fundida, se somete a un proceso de tratamiento térmico T6 en un intento de aumentar la resistencia a la tracción de la aleación de aluminio a ≥260 MPa con el fin de garantizar el rendimiento de la capacidad mecánica de los componentes de la aeronave.
Resultados finales y valor
Tras la implementación de esta solución, la producción de álabes guía de turbinas experimentó tres avances notables:
1. La tasa de calificación aumentó drásticamente:
La tasa de calificación de primer paso se elevó del 65% al 98,5% , reduciendo significativamente los costos de reelaboración y reduciendo indirectamente el costo unitario del precio de fundición de metal en un 22%.
2. Rendimiento y conformidad con el peso ligero:
El peso de las unidades de palas se redujo en un 30% con respecto a la solución base (en sincronía con el objetivo de aligeramiento de la industria aeronáutica), todos los canales de refrigeración quedaron libres de obstrucciones y la tolerancia en el espesor de la pared se mantuvo completamente dentro de ±0,05 mm.
3. Entrega masiva uniforme:
La espada resistió altas temperaturas y pruebas de fatiga en el sector aeroespacial y desde entonces se ha utilizado en una serie de motores de aeronaves con una entrega acumulada de más de 5.000 unidades , lo que da testimonio de la confiabilidad de la fundición de inversión en el complejo proceso de fundición de aluminio.
Preguntas frecuentes
P1: ¿Cuál es el espesor de pared mínimo posible de una pieza fundida de aluminio?
El espesor mínimo de las piezas fundidas de aluminio depende del proceso . La fundición a presión puede ser de 0,5 mm, mientras que la fundición en arena tiene un máximo de 3 mm o incluso más. La fundición a la cera perdida es bastante precisa y admite fácilmente piezas de 1 mm, lo que resulta adecuado para la mayoría de las especificaciones de piezas de paredes delgadas.
P2: ¿Cuáles son algunos defectos típicos en la fundición de aluminio? ¿Cómo se pueden evitar?
Los defectos intermitentes en las piezas fundidas de aluminio son los cierres fríos, los poros de contracción y los poros de aire. Para reducir la aparición de defectos en las diferentes etapas, es esencial maximizar la entrada y ventilación del molde, controlar la composición y la desgasificación del metal fundido, y controlar adecuadamente la temperatura, la presión y el enfriamiento de la pieza fundida.
P3: ¿Cuál es la resistencia de las piezas fundidas de aluminio?
El tratamiento térmico es responsable de la resistencia del aluminio fundido. La resistencia a la tracción es de 300-400 MPa tras tratamientos como el T6, que mejora la dureza y la resistencia a la deformación. Este tratamiento se utiliza en la mayoría de las aplicaciones industriales, aportando ligereza y resistencia mecánica.
P4: ¿Cuál debe ser el nivel profesional de una fundición?
La profesionalidad de una fundición se basa en su equipo, personal, certificaciones de calidad y casos prácticos. JS cuenta con equipos de última generación, personal cualificado, certificaciones completas y casos prácticos de gran solidez. Somos superiores en todos los aspectos y demostramos una experiencia constante.
Resumen
El mejor método para la fundición de aluminio nunca es una solución única, sino una correspondencia precisa entre la demanda y la solución. Siempre que nos atengamos a un enfoque orientado a la demanda, la fundición de aluminio puede impulsar la competitividad del producto.
JS es su socio ideal para encontrar la mejor solución de fundición de aluminio. Ofrecemos servicios de fabricación de piezas fundidas de metal a medida , con más de mil casos prácticos que garantizan la calidad. ¡Llámenos ahora para garantizar que sus piezas fundidas de metal tengan la precisión, el rendimiento y el precio ideales!

Descargo de responsabilidad
El contenido de esta página es meramente informativo. Servicios JS. No se ofrecen garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características específicas de diseño, calidad y tipo de material o mano de obra a través de la Red Jusheng. Es responsabilidad del comprador solicitar presupuesto de piezas e identificar los requisitos específicos para estas secciones. Para más información, contáctenos .
Equipo JS
JS es una empresa líder en la industria, especializada en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes, y nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección , estampación de metal y otros servicios integrales de fabricación.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producciones de pequeño volumen o para personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija JS Technology : esto significa eficiencia, calidad y profesionalismo en la selección.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

