

Когда лопатка турбины авиационного двигателя стабильно работает при высоких температурах и давлениях, когда шасси нового энергетического транспортного средства при небольшом весе обеспечивает общую безопасность в целом, когда защита и внешний вид корпуса чувствительных электронных приборов совпадают — все эти проблемы упираются в одно решающее решение: как достичь идеального баланса между производительностью, точностью и стоимостью с помощью литья из алюминия?
В производственных отраслях алюминиевые отливки подвергаются различным нагрузкам в зависимости от ситуации. Некоторые изделия подвержены быстрой коррозии во влажной среде из-за неподходящей марки сплава, в то время как другие не отвечают высоким требованиям точности из-за неправильного использования процесса литья. Другие испытывают финансовые трудности из-за невнимания к факторам стоимости.
В этой статье мы рассмотрим головоломку принятия решения при литье алюминия, от выбора материала до сравнения процессов, чтобы раскрыть секреты поиска наилучшего процесса для вашего проекта.
Краткое изложение основных ответов
| Аспект | Производительность | Точность | Расходы |
| Выбор сплава | ADC12 (умеренная прочность), A356 (удар), 514,0 (коррозия). | Адаптируясь к точности процесса, A356 адаптируется к высокоточным процессам. | ADC12 (бюджетный), A356 (дорогой). |
| Процесс литья | Литье под давлением (300-400 МПа), литье по выплавляемым моделям (350-450 МПа). | Литье под давлением (±0,05-0,1 мм), литье по выплавляемым моделям (±0,02-0,05 мм). | Литье под давлением (низкая стоимость партии), песчаные формы (низкая стоимость партии). |
| Технология пресс-формы | Формы из стали Н13 (повышают плотность литья и обеспечивают качество). | Точность управления пресс-формами на электроэрозионных станках с ЧПУ составляет до ±0,02 мм. | Формы из стали Н13 (дорогие), формы из кварцевого песка (дешевые). |
| Обработка поверхности | Анодирование (повышает коррозионную стойкость и эксплуатационные характеристики). | Пескоструйная обработка (Ra 3,2-6,3 мкм), анодирование (Ra 1,6-3,2 мкм). | Пескоструйная обработка (низкая стоимость), анодирование (высокая стоимость). |
Зачем использовать это руководство по литью алюминия? Основано на практическом опыте JS
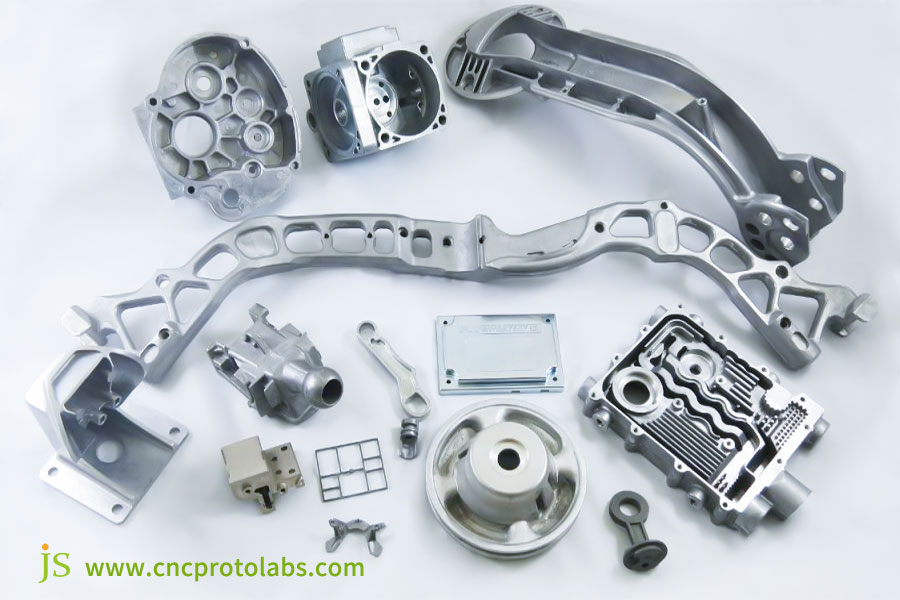
За более чем десятилетнюю практику в области литья алюминия компания JS накопила богатый практический опыт. Мы специализируемся на четырёх основных процессах: литье под давлением, литье в песчаные формы, литье по выплавляемым моделям и литье под низким давлением.
Мы можем подобрать оптимальное решение под конкретные задачи. Например, при литье по выплавляемым моделям деталей, изготовленных по индивидуальному заказу для клиентов аэрокосмической отрасли, мы можем обеспечить допуски до 0,05 мм . Наш ассортимент продукции включает в себя ряд металлических литых деталей, таких как авиационные турбинные лопатки, корпуса автомобильных трансмиссий и кронштейны для электронных устройств.
Эта книга – результат коллективного технического опыта и знаний JS, накопленных в ходе более тысячи реальных проектов. Книга подкреплена реальными примерами – от оптимизации затрат до разработки технологических процессов – и предлагает вам успешные, проверенные временем решения для литья алюминия.
Компания JS обладает богатым опытом в области литья алюминия и владеет всеми четырьмя основными процессами. Наши онлайн-сервисы по литью металла предоставят вам быстрые расчёты в течение часа. Просто укажите свои технические характеристики, получите индивидуальное предложение и оформите заказ. Мы предложим вам надёжное решение.
Как выбрать марку литейного алюминиевого сплава?
Выбор правильной марки алюминиевого сплава для литья имеет основополагающее значение для обеспечения качества алюминиевого литья. Различные марки значительно различаются по составу, механическим свойствам и другим характеристикам, что напрямую влияет на эксплуатационные характеристики отливок .
Основные критерии отбора
1. Технические характеристики:
- Для структурно ответственных применений (например, деталей конструкций) выбирайте марку стали с высоким пределом прочности на растяжение и пределом текучести.
- Для применений с низкой нагрузкой (например, косметические детали) используйте марку стали с низкой прочностью, но легко поддающуюся обработке.
2. Условия окружающей среды:
- Воздействие воды или химикатов (например, использование в морских условиях) требует использования типа с высокой стойкостью к коррозии.
- При использовании в условиях высоких температур (например, в деталях двигателей) требуется термостойкий тип, чтобы избежать сбоев в работе.
3.Характеристики обработки и литья:
- Алюминиевые сплавы с высокой текучестью (например, ADC12) лучше всего подходят для сложных тонкостенных деталей.
- Алюминиевые сплавы с малой усадкой уменьшают деформацию и лучше всего подходят для высокоточных деталей.
Распространенные марки литейных алюминиевых сплавов и области их применения
| Марка алюминиевого сплава | Основные легирующие элементы | Максимальная прочность на растяжение (МПа) | Коррозионная стойкость | Применимые сценарии | Процесс литья |
| АЦП12 | Si, Cu | ≥220 | Середина | Корпуса автомобильных трансмиссий, электронные корпуса | Литье под давлением |
| А356 | Si, Mg | ≥230 | Хороший | Колеса самолетов, компоненты самолетов | Литье в песчаные формы , литье под низким давлением |
| А380 | Si, Cu, Fe | ≥240 | Середина | Компоненты бытовой техники, промышленные клапаны | Литье под давлением |
| А413 | Си | ≥170 | Справедливый | Тонкие детали игрушек, маленькие корпуса насосов | Литье под давлением |
| 514.0 | Мг | ≥175 | Очень хороший | Компоненты судового оборудования, трубопроводная арматура | Литье в песчаные формы, литье по выплавляемым моделям |
Не знаете, какой сплав выбрать? Опытные специалисты JS по литью металлов помогут вам принять правильное решение. Предоставьте спецификации вашей детали, мы дадим вам экспертные рекомендации и изготовим для вас высококачественные литые изделия.
Какие процессы применяются для литья алюминия?
Определив марку сплава, решающее значение для достижения оптимального результата литья алюминия имеет выбор подходящего процесса литья.
Ниже приведено сравнение пяти параметров процесса литья:
| Процесс литья | Эффективность производства | Точность литья (допуск размеров) | Стоимость единицы (партия 1000 шт.) | Вес детали | Основные сильные стороны |
| Литье под давлением | Высокая (30 с-5 мин/шт.) | IT11-IT13 | Низкая ($0,7–2,8/шт.) | 0,1-10 кг | Высокая эффективность и точность партий. |
| Литье в песчаные формы | Низкая (от нескольких часов до нескольких дней/шт.) | IT14-IT16 | Средний ($2-7/шт.) | 1-1000 кг | Низкая стоимость, подходит для крупных деталей |
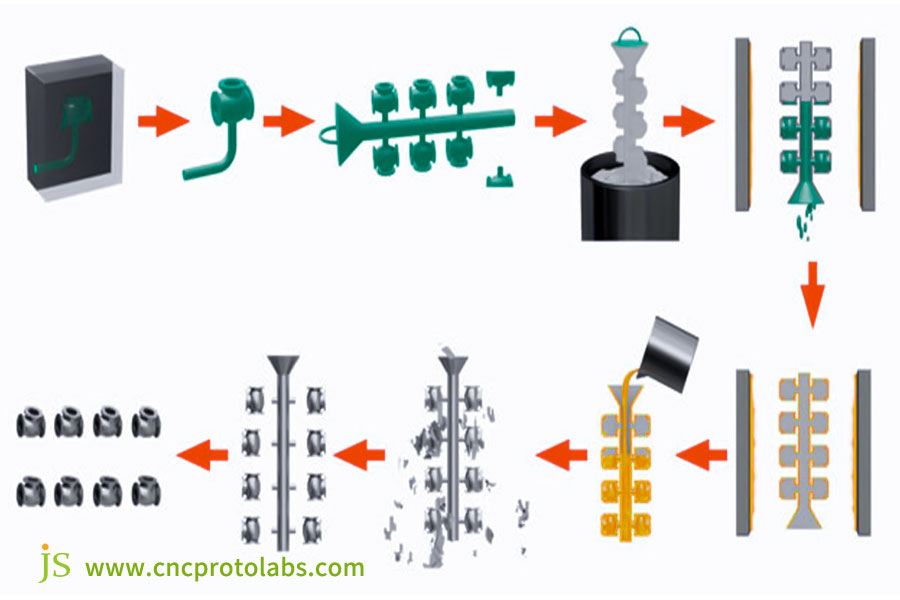
| Литье по выплавляемым моделям | Очень низкий (1-2 недели/шт.) | IT9-IT11 | Высокая (7–28 долл. США/шт.) | 0,01-5 кг | Очень высокая точность, идеально подходит для сложных деталей |
| Литье под низким давлением | Средняя (10-30 мин/шт.) | ИТ12-ИТ14 | Средний (2,8–8,5 долл. США/шт.) | 1-50 кг | Высококачественные и плотные отливки. |
Ключевые технологии производства форм для литья алюминия
Форма является «скелетом» алюминиевого литья, и ее качество напрямую влияет на точность и стабильность отлитых из металла деталей.
Выбор материала пресс-формы
- Формы для литья под давлением: горячедеформируемая штамповая сталь H13, термостойкая (>650 °C) и высокая твердость (HRC42-48), подходит для крупносерийного производства (>100 000 циклов).
- Песчаные формы: изготавливаются из кварцевого песка со смолой (прочность на сжатие ≥2 МПа, подходят для высокоточных деталей) или жидкого стекла (недорогие, подходят для крупногабаритных деталей низкой точности ).
- Формы для литья по выплавляемым моделям: используйте алюминиевый сплав 6061 или сталь P20, чтобы гарантировать точность восковой модели.
Контроль точности пресс-формы
- Оборудование для обработки: используется высокоточный обрабатывающий центр с ЧПУ с точностью позиционирования ≤ 0,005 мм. Сложные полости обрабатываются электроэрозионным методом с допуском на форму 0,01–0,03 мм.
- Компенсация размеров: обработайте полость с усадкой алюминиевого сплава (1,2–2,5%). Например, для отливки диаметром 100 мм потребуется полость диаметром 102 мм (усадка 2%).
- Точность сборки: зазор поверхности разъема ≤ 0,02 мм для предотвращения утечек, допуск соосности направляющего штифта и втулки ≤ 0,01 мм для предотвращения несоосности.
Проектирование системы охлаждения пресс-формы
- Расположение каналов: близко к полости (15–25 мм) и периодическое, с особым акцентом на охлаждение толстостенных участков для предотвращения образования усадочных раковин.
- Охлаждающая среда: вода для литья под давлением и литья под низким давлением (20-40 ℃), естественное охлаждение или воздушное охлаждение для литья в песчаные формы.
- Контроль температуры: стратегически расположенные датчики контролируют температуру литейной формы на уровне 200–300 °C.
Компания JS использует самые передовые технологии производства алюминиевых литейных форм для обеспечения точности и долговечности. Свяжитесь с нами, и мы упростим ваше литьё.

Почему литьё алюминия так успешно? Сравнение с другими методами литья
В отрасли литья металлов алюминиевое литье является конкурентом литью из деформируемого алюминия и чугуна, и в этом сравнении его преимущества очевидны.
Кованый алюминий и литой алюминий
| Сравнительные меры | Алюминиевое литье | Кованый алюминий | Обзор существенных различий |
| Процесс изготовления | Формование жидкости, основано на использовании полостной формы | Формовка сплошных деталей под давлением, требует кузнечного оборудования. | Литой алюминий может иметь сложную форму, тогда как кованый алюминий требует простых форм. |
| Механические свойства | Средняя прочность на растяжение 200-300 МПа, хорошая вязкость | Прочность на растяжение 300-500 МПа, хорошая ударная вязкость. | Кованый алюминий обладает лучшими механическими свойствами и может использоваться для деталей, несущих нагрузку. |
| Сложность формы | Возможность литья сложных полостей и тонкостенных деталей (0,5 мм). | Можно отливать только простые формы, не со сложными полостями. | Литой алюминий способен принимать более сложную форму. |
| Производственная партия | 10 000–100 000 единиц. | От 1 миллиона до 10 000 единиц. | Литой алюминий обеспечивает большую гибкость при изготовлении партий. |
| Цена за единицу (1000 шт.) | 1,4–7 долларов за штуку | 7–28 долларов за штуку | Литой алюминий менее затратен. |
| Приложения | Автомобильные экстерьеры, детали бытовой техники | Автомобильные шатуны, высокопрочные детали самолетов. | Для легких условий эксплуатации выбирайте литой алюминий, для тяжелых условий эксплуатации — кованый алюминий. |
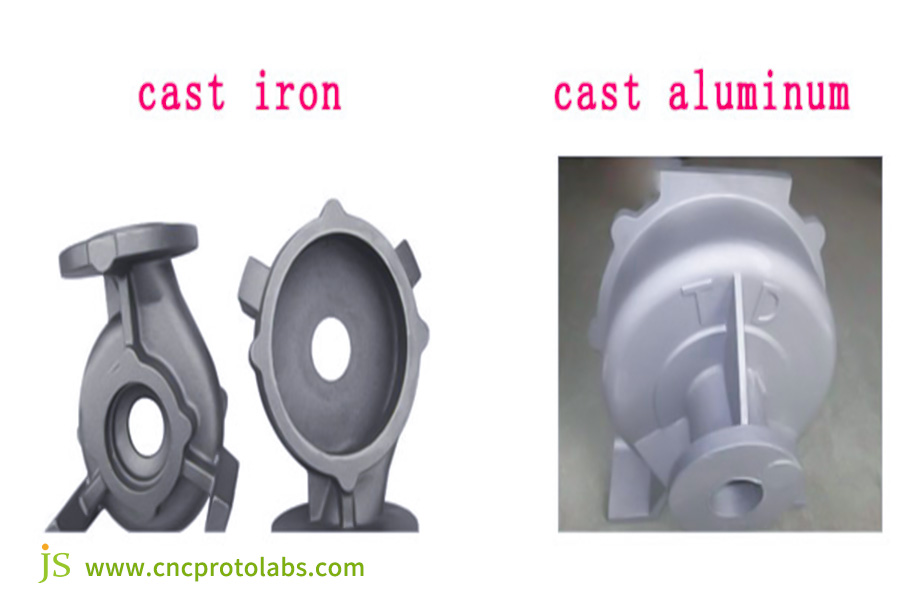
Литье алюминия и чугуна
| Сравнительные размеры | Алюминиевое литье | Чугун | Краткое изложение основных отличий |
| Плотность материала | 2,7 г/см³ | 7,8 г/см³ | Литой алюминий весит примерно в три раза меньше чугуна, то есть он гораздо легче. |
| Коррозионная стойкость | Хорошо (хорошо после обработки поверхности ) | Плохое (подвержено ржавчине) | Литой алюминий пригоден для использования в условиях повышенной влажности. |
| Механические свойства | Прочность на разрыв 200-300 МПа, низкая хрупкость | Прочность на разрыв 150-250 МПа, высокая хрупкость | Литой алюминий отличается превосходной ударной вязкостью. |
| Теплопроводность | 200 Вт/(м・К) | 50 Вт/(м・К) | Литой алюминий подходит для радиаторов. |
| Сложность обработки | Легко обрабатывается, низкий износ инструмента. | Трудно поддается обработке, высокий износ инструмента. | Литой алюминий менее затратен в последующей обработке. |
Цена на литье металла (деталь 100 кг) | 280-700 долларов | 140-280 долларов | Стоимость материала при литье чугуна ниже, а общие показатели затрат выше при литье алюминия. |
| Приложения | Электронные радиаторы, оснастка станины станка | Базы тяжелого машиностроения, легкие детали для автомобилей | Для легких применений выбирайте литье из алюминия, а для тяжелых нагрузок — литье из чугуна. |
Алюминиевое литьё обладает особой прочностью, и компания JS предлагает превосходные услуги по литью алюминия. Запросите сравнение процессов, и мы предоставим вам системный анализ. После обсуждения условий сотрудничества закажите литьё металла, отвечающее вашим требованиям.
Пять методов обработки поверхности алюминиевых отливок
После литья алюминия поверхность отливки следует обработать для улучшения эксплуатационных характеристик и эстетики. Ниже приведено сравнение пяти параметров обработки поверхности:
| Вариант обработки поверхности | Коррозионная стойкость | Появление | Стоимость за единицу (долл. США) | Цикл обработки (за единицу) | Приложения |
| Пескоструйная обработка | Средний | Матовый/Матовый, равномерно шероховатый | 0,15-0,5 | <5 минут | Предварительная обработка покрытия, средние требования к внешнему виду. |
| Анодирование | Отличный | Разные цвета, высокая твердость | 0,7-3 | 15-30 минут | Высокая коррозионная стойкость, высокие требования к внешнему виду. |
| Распыление | Хороший | Глянцевые/матовые/текстурированные насыщенные цвета | 0,5-1,5 | 5-10 минут | Массовое производство декоративных деталей. |
| Гальваника | Хорошо - Отлично | Гладкая и нежная отделка, металлическая текстура | 1,5-7 | 20-60 минут | Высокие требования к качеству и функциональности. |
| Химическая конверсионная обработка | Бедный | Бесцветный/светло-желтый, без декоративного эффекта | 0,015-0,07 | 2-5 минут | Предварительная обработка, базовая защита |
Анализ затрат и выгод: как выбрать наиболее экономичный процесс?
При выборе процесса литья алюминия необходимо тщательно взвесить затраты и спрос. Ниже представлен базовый анализ:
Структура затрат
Стоимость литья под давлением: 10–50%, при этом литье под давлением — самое дорогое (7000–70 000 долларов США), а литье в песчаные формы — самое дешевое (14–700 долларов США). Себестоимость единицы продукции снижается с увеличением размера партии.
Расходы на материалы: 30–60 %, из которых материал из алюминиевого сплава стоит 3 000–4 000 долл. США за тонну, материал для литья в песчаные формы — 0,07–0,15 долл. США за кг расплавленного алюминия и материал для литья по выплавляемым моделям — 0,7–1,5 долл. США за кг расплавленного алюминия.
Затраты на рабочую силу и оборудование: 10–30 %, при этом литье под давлением отличается высокой степенью автоматизации (затраты на рабочую силу 5–10 %), тогда как затраты на литье по выплавляемым моделям составляют большую часть (30–40 %).
Последующие затраты на обработку: 5–20 %, при этом самая низкая цена — у литья по выплавляемым моделям (0,15–0,7 долл. США за единицу), а самая высокая — у литья в песчаные формы (1,5–4 долл. США за единицу).
Соотношение партии и стоимости (литье алюминия средней сложности весом 1 кг)
| Производственная партия (штук) | Литье под давлением (долл. США/шт.) | Литье в песчаные формы (долл. США/шт.) | Литье по выплавляемым моделям (долл. США/шт.) | Литье под низким давлением (долл. США/шт.) |
| 100 | 70-140 (высокая стоимость пресс-формы) | 4-7 | 14-28 | 11-21 |
| 1000 | 7-14 | 3-6 | 11-21 | 7-14 |
| 10000 | 1-4 | 4-9 (Высокая стоимость рабочей силы) | 9-17 | 4-9 |
| 100000 | 1-3 | 7-15 (низкая эффективность) | 7-15 | 3-6 |
Выбор экономического процесса для различных сценариев
- Мелкосерийное производство сложных деталей: литье в песчаные формы (простые детали) или литье по выплавляемым моделям (высокоточные детали),
- Детали средней точности средней партии: выбирайте литье под давлением (тонкостенные детали) или литье под низким давлением (толстостенные, высококачественные детали).
- Стандартные детали большого объема: выбирайте литье под давлением, которое имеет низкую цену за единицу (1–3 долл. США за штуку).
Доступное литьё алюминия? JS может упростить для вас процесс. Вы предоставляете нам информацию о партии и деталях, и мы высылаем вам смету. После утверждения чертежа и размещения заказа мы поможем вам выбрать качественный вариант с учётом цены на литьё металла.
Пример: Почему 95% деталей самолётов отлиты из литья? Пример JS объясняет, почему
История клиента и основные потребности
Ведущему отечественному производителю авиационных двигателей требовалось изготовить новую серию направляющих лопаток турбин (деталей, критически важных для рассеивания тепла), и у него были очень строгие требования к точности и производительности литья алюминия.
Лопатки были полыми, с каналами прецизионного охлаждения диаметром менее 0,8 мм . Допуск толщины стенок составлял ±0,05 мм, а на поверхности не наблюдалось видимых пор и трещин.
Ранее применявшиеся методы литья из-за проблем с изготовлением литников и превышения допусков обеспечивали процент годности с первого прохода всего 65% , что соответствовало качеству, сопоставимому с авиационными стандартами. Срочно требовалось оптимизированное решение для литья металла .
Техническое решение JS Precision Manufacturing
На основе спецификаций заказчика и особенностей процесса литья по выплавляемым моделям компания JS Precision Manufacturing разработала комплексный план усовершенствования процесса:
1. Изготовление восковой модели:
Традиционное изготовление форм было исключено, а восковые модели были созданы с помощью технологии SLM-3D-печати по металлу с точностью ±0,03 мм. Это обеспечивает точное формирование охлаждающих каналов и предотвращает засорение или деформацию, характерные для традиционных форм.
2. Оптимизация процесса Shell:
Для создания литейной корки однородной толщины (контролируемой в пределах 5–8 мм) был выбран только высокочистый огнеупорный материал на основе глинозема, а также применена технология « многослойного покрытия + высокотемпературной закалки ». Это обеспечивает устойчивость формы в процессе литья, а также предотвращает деформацию полости формы вследствие вымывания расплавленного алюминия.
3. Контроль заполнения форм и заливки:
Плавка литейного алюминиевого сплава марки А356 в вакууме предотвращала образование окислительных примесей вследствие реакции расплавленного алюминия с воздухом. Также использовались медленная заливка и низкое давление, что обеспечивало свободное течение расплавленного алюминия в микроканалы и предотвращало образование пор.
4. Вторая термообработка:
После охлаждения отливки она проходит процесс термообработки Т6 с целью повышения предела прочности алюминиевого сплава на растяжение до ≥260 МПа для обеспечения механических характеристик деталей самолета.
Конечные результаты и стоимость
После внедрения этого решения в производстве направляющих лопаток турбин произошло три выдающихся прорыва:
1. Уровень квалификации был значительно повышен:
Процент пригодности изделий с первого раза был повышен с 65% до 98,5% , что значительно сократило затраты на повторную обработку и косвенно снизило себестоимость единицы отливки металла на 22%.
2. Соответствие эксплуатационных характеристик и легкого веса:
Вес лопаточных узлов снижен на 30% по сравнению с базовым решением (в соответствии с целью снижения веса в авиационной промышленности), все каналы охлаждения не перекрыты, а допуск по толщине стенок полностью сохраняется в пределах ±0,05 мм.
3. Равномерная массовая подача:
Меч выдержал испытания на высокую температуру и усталость в аэрокосмической отрасли и с тех пор использовался в серии авиационных двигателей, общая поставка которых превысила 5000 единиц , что свидетельствует о надежности литья по выплавляемым моделям в сложном процессе литья алюминия.
Часто задаваемые вопросы
В1: Какова минимально возможная толщина стенки алюминиевого литья?
Минимальная толщина алюминиевых отливок зависит от процесса . Литье под давлением может составлять 0,5 мм, тогда как литье в песчаные формы — максимум 3 мм и даже больше. Литье по выплавляемым моделям достаточно точно и легко допускает толщину 1 мм, что, в свою очередь, достаточно для большинства тонкостенных деталей.
В2: Каковы типичные дефекты алюминиевого литья? Как их избежать?
К периодическим дефектам алюминиевых отливок относятся холодные зазоры, усадочные и воздушные поры. Для снижения вероятности возникновения дефектов на различных этапах необходимо обеспечить максимальную литниковую и вентиляционную способность формы, контроль состава и дегазацию расплавленного металла, а также надлежащий контроль температуры, давления и охлаждения литья.
В3: Какова прочность алюминиевых отливок?
Прочность алюминиевого литья определяется термической обработкой. Прочность на разрыв после обработки, например, до Т6, составляет 300–400 МПа , что повышает твёрдость и устойчивость к деформации. Этот метод используется в большинстве промышленных применений, обеспечивая лёгкость и механическую прочность.
В4: Каким должен быть профессиональный уровень литейного цеха?
Профессионализм литейного завода определяется его оборудованием, персоналом, сертификатами качества и практическими примерами. JS может похвастаться современным оборудованием, квалифицированным персоналом, полным набором сертификатов и убедительными практическими примерами. Мы превосходим всех во всех аспектах и демонстрируем неизменно высокий уровень профессионализма.
Краткое содержание
Лучший метод литья алюминия — это не однозначный ответ, а точное соответствие спроса и решения. При условии, что мы будем придерживаться подхода, ориентированного на спрос, литье алюминия может стать фактором повышения конкурентоспособности продукции.
JS — ваш надежный партнер в поиске «лучшего решения для литья алюминия». Мы предлагаем услуги по изготовлению литья металла на заказ , опираясь на более чем тысячу реальных примеров, что гарантирует качество. Позвоните нам прямо сейчас, чтобы ваши литые металлические детали получили идеальное сочетание точности, производительности и стоимости !

Отказ от ответственности
Содержимое этой страницы предназначено исключительно для информационных целей. Услуги JS. Нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит данные о рабочих характеристиках, геометрических допусках, конкретных конструктивных характеристиках, качестве и типе материалов или качестве изготовления через сеть Jusheng. Ответственность за это несет покупатель. Запросить коммерческое предложение на детали. Указать конкретные требования к этим разделам. Свяжитесь с нами для получения дополнительной информации .
Команда JS
JS — ведущая компания в отрасли, специализирующаяся на индивидуальных производственных решениях. Мы обладаем более чем 20-летним опытом работы с более чем 5000 клиентов и специализируемся на высокоточной обработке на станках с ЧПУ , производстве листового металла , 3D-печати , литье под давлением , штамповке металла и других комплексных производственных услугах.
Наш завод оснащён более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предлагаем быстрые, эффективные и высококачественные производственные решения для клиентов более чем в 150 странах мира. Будь то мелкосерийное производство или крупносерийная продукция по индивидуальному заказу, мы готовы удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте JS Technology . Это означает эффективность, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Ресурс

