

Quando la pala della turbina di un motore di un aereo funziona stabilmente ad alta temperatura e pressione, quando il telaio di un nuovo veicolo energetico con il suo peso leggero garantisce la sicurezza complessiva in generale e quando la protezione e l'aspetto dell'involucro di delicati strumenti elettronici si incontrano, tutti questi sono problemi che dipendono da una decisione cruciale: come ottenere un equilibrio perfetto tra prestazioni, precisione e costi attraverso la fusione di alluminio?
Nei settori manifatturieri, le sollecitazioni a cui è sottoposta la fusione di alluminio variano notevolmente a seconda della situazione. Alcuni settori subiscono una rapida corrosione in ambienti umidi a causa di un grado di lega inadeguato, mentre altri non soddisfano i requisiti di elevata precisione perché utilizzano in modo improprio il processo di fusione. Altri ancora si trovano in difficoltà finanziarie a causa della scarsa considerazione dei fattori di costo.
Questo articolo esaminerà il puzzle decisionale della fusione dell'alluminio, dalla scelta del materiale al confronto dei processi, per svelare i segreti per trovare il processo migliore per il tuo progetto.
Riepilogo delle risposte principali
| Aspetto | Prestazione | Precisione | Costo |
| Selezione della lega | ADC12 (resistenza moderata), A356 (impatto), 514.0 (corrosione). | Adattabile alla precisione del processo, A356 si adatta ai processi ad alta precisione. | ADC12 (basso costo), A356 (alto costo). |
| Processo di fusione | Pressofusione (300-400 MPa), fusione a cera persa (350-450 MPa). | Pressofusione (±0,05-0,1 mm), fusione a cera persa (±0,02-0,05 mm). | Pressofusione (basso costo del lotto), stampi in sabbia (basso costo del lotto). |
| Tecnologia dello stampo | Stampi in acciaio H13 (migliorano la densità di colata e garantiscono qualità). | La precisione del controllo dello stampo CNC/EDM è fino a ±0,02 mm. | Stampi in acciaio H13 (costosi), stampi in sabbia di quarzo (economici). |
| Trattamento superficiale | Anodizzazione (migliora la resistenza alla corrosione e le prestazioni). | Sabbiatura (Ra 3,2-6,3 μm), anodizzazione (Ra 1,6-3,2 μm). | Sabbiatura (basso costo), anodizzazione (alto costo). |
Perché adottare questa guida alla fusione dell'alluminio? Distillata dall'esperienza pratica di JS
JS vanta una vasta esperienza pratica maturata in oltre dieci anni di esperienza nella fusione dell'alluminio. Siamo specializzati in quattro processi principali: pressofusione, fusione in sabbia, fusione a cera persa e fusione a bassa pressione.
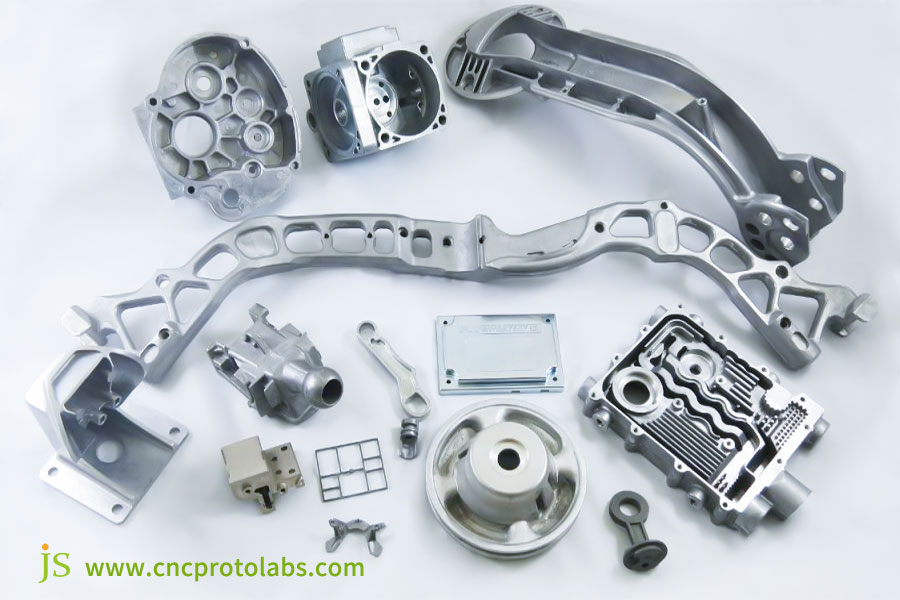
Siamo in grado di adattare la soluzione ottimale a un'esigenza specifica. Ad esempio, quando realizziamo componenti su misura tramite microfusione di precisione per clienti del settore aerospaziale, possiamo mantenere tolleranze fino a 0,05 mm . Il nostro portafoglio prodotti comprende una serie di componenti in metallo fuso, come pale di turbine per uso aeronautico, alloggiamenti per trasmissioni automobilistiche e staffe per dispositivi elettronici.
Questo libro raccoglie la competenza tecnica e l'esperienza collettiva di JS, derivate da oltre mille progetti concreti. Dal risparmio sui costi alla progettazione dei processi, è supportato da esempi concreti, offrendo soluzioni di fusione dell'alluminio collaudate e di successo.
JS vanta una profonda esperienza nel processo di fusione dell'alluminio e competenze specifiche in questi quattro processi fondamentali. I nostri servizi di fusione dei metalli online ti forniscono preventivi rapidi entro un'ora. Fornisci semplicemente le tue specifiche, ricevi un preventivo personalizzato e inizia a ordinare. Ti forniremo una soluzione affidabile.
Come scegliere un grado di lega di alluminio da fusione?
La scelta del grado corretto di lega di alluminio per fusione è fondamentale per garantire la qualità della fusione. I diversi gradi variano significativamente in termini di composizione, proprietà meccaniche e altri attributi, influenzando direttamente le prestazioni dei pezzi fusi in metallo .
Criteri di selezione del nucleo
1. Specifiche delle prestazioni meccaniche:
- Per applicazioni strutturalmente critiche (ad esempio, parti strutturali), selezionare un grado con elevata resistenza alla trazione e allo snervamento.
- Per applicazioni a basso carico (ad esempio, parti estetiche), utilizzare un grado a bassa resistenza ma facilmente producibile.
2. Condizioni ambientali:
- L'esposizione all'acqua o a sostanze chimiche (ad esempio, per usi marini) richiede un tipo altamente resistente alla corrosione.
- L'uso ad alte temperature (ad esempio, parti del motore) richiede un tipo resistente alle alte temperature per evitare problemi di prestazioni.
3. Caratteristiche di lavorazione e fusione:
- Le leghe di alluminio ad alta fluidità (ad esempio ADC12) sono ideali per componenti complessi con pareti sottili.
- Le leghe di alluminio a basso ritiro riducono la deformazione e sono particolarmente adatte per componenti ad alta precisione.
Gradi e applicazioni comuni delle leghe di alluminio da fusione
| Grado di lega di alluminio | Principali elementi di lega | Resistenza massima alla trazione (MPa) | Resistenza alla corrosione | Scenari applicabili | Processo di fusione |
| ADC12 | Sì, Cu | ≥220 | Medio | Alloggiamenti per trasmissioni di automobili, custodie elettroniche | pressofusione |
| A356 | Si, Mg | ≥230 | Bene | Ruote per aeromobili, componenti per aeromobili | Fusione in sabbia , fusione a bassa pressione |
| A380 | Si, Cu, Fe | ≥240 | Medio | Componenti per elettrodomestici, valvole industriali | pressofusione |
| A413 | Sì | ≥170 | Giusto | Componenti sottili di giocattoli, piccoli corpi pompa | pressofusione |
| 514.0 | Mg | ≥175 | Molto bene | Componenti per attrezzature marine, raccordi per tubi | Fusione in sabbia, fusione a cera persa |
Non sei sicuro del grado di lega? Il personale esperto di JS nella produzione di fusioni metalliche ti aspetta per aiutarti a prendere la decisione giusta. Fornisci le specifiche del tuo componente, noi ti forniremo consigli esperti e realizzeremo per te fusioni metalliche di alta qualità.
Quali sono i processi con cui è possibile fondere l'alluminio?
Dopo aver determinato il grado di lega, la scelta del processo di fusione più adatto è fondamentale per ottenere il risultato ottimale dalla fusione dell'alluminio.
Di seguito il confronto di cinque parametri del processo di fusione:
| Processo di fusione | Efficienza produttiva | Precisione di fusione (tolleranza dimensionale) | Costo unitario (lotto di 1.000 pezzi) | Peso della parte | Punti di forza principali |
| Pressofusione | Alto (30s-5min/pezzo) | IT11-IT13 | Basso ($ 0,7-2,8/pezzo) | 0,1-10 kg | Elevata efficienza in batch e alta precisione. |
| Fusione in sabbia | Basso (da diverse ore a giorni/pezzo) | IT14-IT16 | Medio ($ 2-7/pezzo) | 1-1.000 kg | Basso costo, adatto per pezzi di grandi dimensioni |
| Fusione a cera persa | Molto basso (1-2 settimane/pezzo) | IT9-IT11 | Alto ($ 7-28/pezzo) | 0,01-5 kg | Altissima precisione, ideale per parti complesse |
| Fusione a bassa pressione | Medio (10-30 min/pezzo) | IT12-IT14 | Medio ($ 2,8-8,5/pezzo) | 1-50 kg | Getti densi e di alta qualità. |
Tecnologie chiave per la produzione di stampi per fusione di alluminio
Lo stampo è lo "scheletro" della fusione di alluminio e la sua qualità influirà direttamente sulla precisione e sulla stabilità delle parti fuse in metallo.
Selezione del materiale dello stampo
- Stampi per pressofusione: acciaio per stampi per lavorazioni a caldo H13, resistente al calore (>650°C) e ad alta durezza (HRC42-48), adatto per produzioni su larga scala (>100.000 cicli).
- Stampi in sabbia: realizzati in sabbia di quarzo con resina (resistenza alla compressione ≥2 MPa, adatti per alta precisione) o vetro solubile (a basso costo, adatti per componenti di grandi dimensioni a bassa precisione ).
- Stampi per fusione a cera persa: utilizzare lega di alluminio 6061 o acciaio P20 per garantire la precisione del modello in cera.
Controllo di precisione dello stampo
- Attrezzatura di lavorazione: utilizzo di un centro di lavoro CNC ad alta precisione con precisione di posizionamento ≤ 0,005 mm. Le cavità complesse vengono lavorate tramite elettroerosione a tuffo per ottenere una tolleranza di 0,01-0,03 mm.
- Compensazione dimensionale: lavorare la cavità in base al tasso di ritiro della lega di alluminio (1,2%-2,5%). Ad esempio, una fusione da 100 mm richiede una cavità da 102 mm (ritiro del 2%).
- Precisione di assemblaggio: spazio della superficie di separazione ≤ 0,02 mm per evitare perdite, tolleranza di coassialità del perno guida e del manicotto ≤ 0,01 mm per evitare disallineamenti.
Progettazione del sistema di raffreddamento dello stampo
- Disposizione dei canali: vicina alla cavità (15-25 mm) e periodica, con particolare attenzione al raffreddamento delle aree con pareti spesse per prevenire il restringimento delle cavità.
- Mezzo di raffreddamento: acqua per pressofusione e fusione a bassa pressione (20-40 ℃), raffreddamento naturale o raffreddamento ad aria per fusione in sabbia.
- Controllo della temperatura: sensori posizionati strategicamente controllano la temperatura dello stampo di pressofusione a 200-300°C.
JS sfrutta la più avanzata tecnologia di produzione di stampi per fusione di alluminio per garantire precisione e durata degli stampi. Contattateci e semplificate la produzione dei vostri getti.

Perché la fusione dell'alluminio ha così tanto successo? Confronto con altri processi di fusione
Nel settore della fusione dei metalli, la fusione di alluminio è un concorrente della fusione di alluminio lavorato e di quella di ghisa e, in questo confronto, i suoi vantaggi sono evidenti.
Alluminio forgiato e alluminio fuso
| Misure di confronto | Fusione di alluminio | Alluminio forgiato | Panoramica delle differenze essenziali |
| Processo di produzione | Formatura liquida, si basa su uno stampo a cavità | Formatura a pressione solida, richiede attrezzature di forgiatura. | L'alluminio fuso può avere forme complesse, mentre l'alluminio forgiato richiede forme semplici. |
| Proprietà meccaniche | Resistenza alla trazione media 200-300 MPa, buona tenacità | Resistenza alla trazione 300-500 MPa, buona tenacità. | L'alluminio forgiato presenta proprietà meccaniche migliori e può essere utilizzato per parti portanti. |
| Complessità della forma | Può fondere cavità complesse e parti con pareti sottili (0,5 mm). | Può realizzare solo forme semplici, non cavità complesse. | L'alluminio fuso ha la capacità di assumere forme più complesse. |
| Lotto di produzione | 10.000-100.000 unità. | Da 1 milione a 10.000 unità. | L'alluminio fuso offre una maggiore flessibilità di produzione. |
| Prezzo unitario (1.000 pezzi) | $ 1,4-7 al pezzo | $7-28 al pezzo | L'alluminio fuso è meno costoso. |
| Applicazioni | Esterno dell'auto, parti di elettrodomestici | Bielle per automobili, parti di aeromobili ad alta resistenza. | Per un uso leggero, scegli l'alluminio fuso, per un uso pesante, scegli l'alluminio forgiato. |
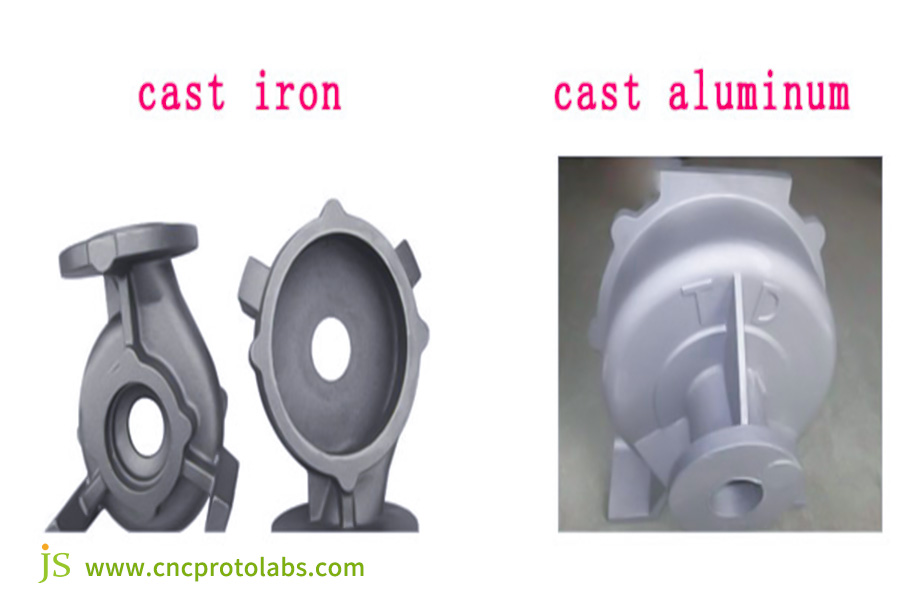
Fusione di alluminio e fusione di ghisa
| Dimensioni di confronto | Fusione di alluminio | Ghisa | Riepilogo delle differenze chiave |
| Densità del materiale | 2,7 g/cm³ | 7,8 g/cm³ | L'alluminio fuso pesa circa un terzo della ghisa, ed è molto più leggero. |
| Resistenza alla corrosione | Buono (buono dopo il trattamento superficiale ) | Scarso (tendente alla ruggine) | L'alluminio pressofuso è adatto alle condizioni di bagnato. |
| Proprietà meccaniche | Resistenza alla trazione 200-300 MPa, bassa fragilità | Resistenza alla trazione 150-250 MPa, elevata fragilità | L'alluminio fuso eccelle nella resistenza agli urti. |
| Conduttività termica | 200W/(m・K) | 50W/(m・K) | L'alluminio pressofuso è adatto per i dissipatori di calore (ad esempio, i radiatori). |
| Difficoltà di elaborazione | Facile da lavorare, bassa usura degli utensili. | Difficile da lavorare, elevata usura degli utensili. | La lavorazione successiva dell'alluminio fuso è meno costosa. |
Prezzo della fusione di metallo (componente da 100 kg) | $280-700 | $140-280 | Il costo del materiale è inferiore per la fusione di ghisa e il rapporto costo-prestazioni complessivo è migliore per la fusione di alluminio. |
| Applicazioni | Radiatori elettronici, utensili per basamenti di macchine | Basi per macchinari pesanti, parti leggere per automobili | Per le applicazioni leggere, scegli la fusione di alluminio, mentre per i carichi pesanti scegli la fusione di ghisa. |
La fusione di alluminio ha punti di forza particolari e JS può fornire eccellenti servizi di fusione di alluminio. Richiedete un confronto di processo e vi mostreremo un'analisi sistematica. Dopo una negoziazione di collaborazione, vi aiuteremo a soddisfare le vostre esigenze di fusione dei metalli.
Cinque metodi di trattamento superficiale per getti di alluminio
Dopo la fusione dell'alluminio, la superficie del pezzo fuso deve essere trattata per migliorarne le prestazioni e l'estetica. Ecco il confronto tra cinque parametri per il trattamento superficiale:
| Opzione di trattamento superficiale | Resistenza alla corrosione | Aspetto | Costo per unità (USD) | Ciclo di elaborazione (per unità) | Applicazioni |
| Sabbiatura | Media | Opaco/Opaco, uniformemente ruvido | 0,15-0,5 | <5 minuti | Trattamento di pre-rivestimento, requisiti di aspetto medio. |
| Anodizzazione | Eccellente | Diversi colori, elevata durezza | 0,7-3 | 15-30 minuti | Elevata resistenza alla corrosione, elevati requisiti estetici. |
| Spruzzatura | Bene | Colori intensi, lucidi/opachi/testurizzati | 0,5-1,5 | 5-10 minuti | Parti decorative prodotte in serie. |
| Galvanotecnica | Buono - Eccellente | Finitura liscia e delicata, consistenza metallica | 1.5-7 | 20-60 minuti | Requisiti funzionali e di alta qualità. |
| Trattamento di conversione chimica | Povero | Incolore/giallo chiaro, nessun effetto decorativo | 0,015-0,07 | 2-5 minuti | Trattamento di pre-rivestimento, protezione di base |
Analisi costi-benefici: come scegliere il processo più economico?
Nella scelta del processo di fusione dell'alluminio, è necessario valutare attentamente il rapporto tra costi e domanda. Ecco un'analisi di base:
Struttura dei costi
Costi della pressofusione: 10%-50%; la pressofusione è la più costosa (7.000-70.000 dollari), mentre la fusione in sabbia è la più economica (14-700 dollari). Il costo unitario diminuisce all'aumentare delle dimensioni del lotto.
Costi dei materiali: 30%-60%, dove il materiale in lega di alluminio costa 3.000-4.000 $ per tonnellata, il materiale per fusione in sabbia 0,07-0,15 $ per kg di alluminio fuso e il materiale per fusione a cera persa 0,7-1,5 $ per kg di alluminio fuso.
Costi di manodopera e attrezzature: 10%-30%, con la pressofusione altamente automatizzata (costo della manodopera 5%-10%), mentre la manodopera per la fusione a cera persa costituisce la maggioranza (30%-40%).
Costi di lavorazione successivi: 5%-20%, con la fusione a cera persa che ha il prezzo più basso ($ 0,15-0,7 per unità) e la fusione in sabbia che ha il prezzo più alto ($ 1,5-4 per unità).
Rapporto tra lotto e costo (fusione di alluminio di media complessità da 1 kg)
| Lotto di produzione (pezzi) | Pressofusione (USD/pezzo) | Fusione in sabbia (USD/pezzo) | Fusione a cera persa (USD/pezzo) | Fusione a bassa pressione (USD/pezzo) |
| 100 | 70-140 (costo elevato dello stampo) | 4-7 | 14-28 | 11-21 |
| 1000 | 7-14 | 3-6 | 11-21 | 7-14 |
| 10000 | 1-4 | 4-9 (Costo elevato della manodopera) | 9-17 | 4-9 |
| 100000 | 1-3 | 7-15 (bassa efficienza) | 7-15 | 3-6 |
Selezione del processo economico per diversi scenari
- Parti complesse in piccoli lotti: fusione in sabbia (parti semplici) o fusione a cera persa (parti ad alta precisione),
- Parti di media precisione in lotti medi: scegli la pressofusione (parti a pareti sottili) o la fusione a bassa pressione (parti a pareti spesse, di alta qualità).
- Parti standard ad alto volume: scegli la pressofusione, che ha prezzi unitari bassi (1-3 $/pezzo).
Fusione di alluminio a prezzi accessibili? JS può semplificarti la vita. Forniscici informazioni su lotto e componenti e ti invieremo un preventivo. Una volta approvato il progetto e inoltrato l'ordine, ti guideremo verso la qualità, tenendo sempre a mente il prezzo della fusione.
Caso di studio: perché il 95% dei componenti degli aeromobili è microfuso? Il caso di studio di JS spiega perché
Background del cliente e bisogni fondamentali
Un importante produttore nazionale di motori per aeromobili aveva bisogno di produrre una nuova serie di palette di guida per turbine (parti critiche per la dissipazione del calore) e aveva specifiche molto rigorose per la precisione e le prestazioni della fusione di alluminio.
Le palette erano cave, con canali di raffreddamento di precisione di diametro inferiore a 0,8 mm . La tolleranza sullo spessore delle pareti era di ±0,05 mm e non erano visibili pori o crepe sulla superficie.
I precedenti processi di fusione, a causa di problemi di costruzione dei canali di colata e di superamento delle tolleranze, consentivano un tasso di successo al primo passaggio di solo il 65% , ovvero di qualità inferiore a quella aeronautica. Era urgentemente necessaria una soluzione di fusione ottimizzata per i metalli .
Soluzione tecnica di produzione di precisione JS
Sulla base delle specifiche del cliente e della natura del processo di fusione a cera persa, JS Precision Manufacturing ha sviluppato un piano completo di miglioramento del processo:
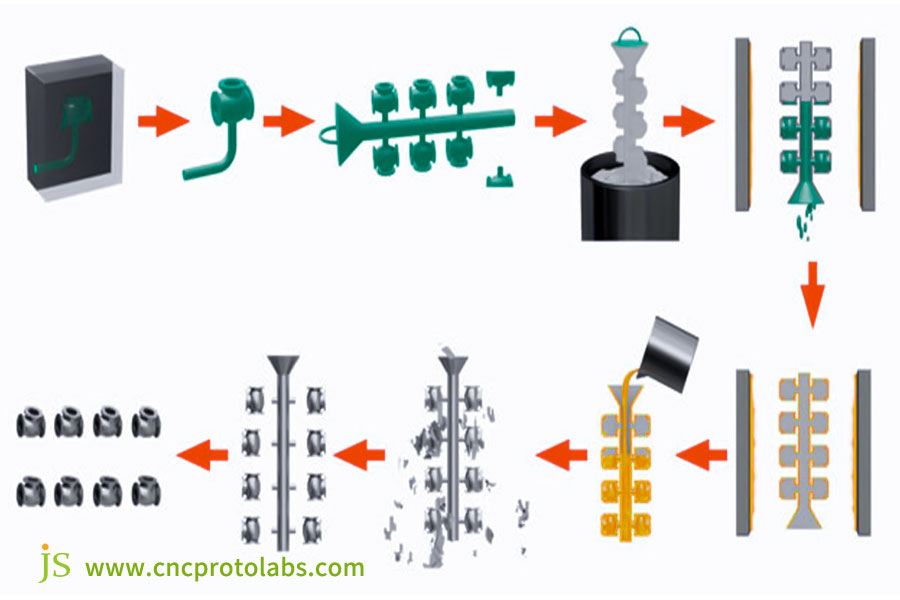
1. Realizzazione del modello in cera:
È stata evitata la tradizionale realizzazione di stampi e i modelli in cera sono stati realizzati con la tecnologia di stampa 3D SLM in metallo e con un controllo di precisione di ±0,03 mm. Ciò garantisce una sagomatura precisa dei canali di raffreddamento ed evita blocchi o deformazioni dovuti alla tradizionale realizzazione di stampi.
2. Ottimizzazione del processo Shell:
È stato selezionato esclusivamente materiale refrattario di allumina ad alta purezza e si è utilizzato un processo di " rivestimento multistrato + tempra ad alta temperatura " per cercare di creare un guscio di colata di spessore uniforme (controllato a 5-8 mm). Ciò garantisce stabilità allo stampo durante il processo di colata e previene la deformazione della cavità dello stampo dovuta al dilavamento dell'alluminio fuso.
3. Controllo del riempimento e della colata dello stampo:
Fusione della lega di alluminio fuso A356 sotto vuoto per prevenire la formazione di impurità ossidative dovute alla reazione tra l'alluminio fuso e l'aria. Sono state inoltre utilizzate tecniche di colata lenta e a bassa pressione, che consentono il libero flusso dell'alluminio fuso nei microcanali e prevengono la formazione di pori.
4. Secondo trattamento termico:
Dopo il raffreddamento, la fusione viene sottoposta a un processo di trattamento termico T6 nel tentativo di aumentare la resistenza alla trazione della lega di alluminio a ≥260 MPa, nel tentativo di garantire le prestazioni meccaniche dei componenti dell'aeromobile.
Risultati finali e valore
In seguito all'implementazione di questa soluzione, la produzione delle palette di guida delle turbine ha registrato tre notevoli progressi:
1. Il tasso di qualificazione è aumentato drasticamente:
Il tasso di qualificazione al primo passaggio è stato aumentato dal 65% al 98,5% , riducendo significativamente i costi di rilavorazione e diminuendo indirettamente il costo unitario del prezzo della fusione dei metalli del 22%.
2. Conformità alle prestazioni e al peso leggero:
Il peso delle unità lama è stato ridotto del 30% rispetto alla soluzione base (in linea con l'obiettivo di alleggerimento dell'industria aeronautica), tutti i canali di raffreddamento erano liberi da ostruzioni e la tolleranza nello spessore delle pareti è stata mantenuta interamente entro ±0,05 mm.
3. Consegna di massa uniforme:
La spada ha resistito a prove di fatica e ad alte temperature nel settore aerospaziale e da allora è stata utilizzata in una serie di motori per aerei con una consegna cumulativa di oltre 5.000 unità , a testimonianza dei volumi riguardanti l'affidabilità della fusione a cera persa nel complesso processo di fusione dell'alluminio.
Domande frequenti
D1: Qual è lo spessore minimo possibile della parete di una fusione di alluminio?
Lo spessore minimo delle fusioni di alluminio dipende dal processo . La pressofusione può essere di 0,5 mm, mentre la fusione in sabbia arriva al massimo a 3 mm o anche di più. La microfusione è piuttosto precisa e consente di ottenere facilmente spessori di 1 mm, il che a sua volta è adeguato per le specifiche della maggior parte dei componenti a pareti sottili.
D2: Quali sono alcuni difetti tipici della fusione di alluminio? Come si possono evitare?
I difetti intermittenti delle fusioni in alluminio sono: chiusure fredde, pori da ritiro e pori d'aria. Per ridurre la comparsa di difetti nelle diverse fasi, è essenziale garantire la massima apertura e ventilazione dello stampo, il controllo della composizione e del degasaggio del metallo fuso e un adeguato controllo della temperatura, della pressione e del raffreddamento della fusione.
D3: Qual è la resistenza delle fusioni in alluminio?
Il trattamento termico è responsabile della resistenza della fusione di alluminio. La resistenza alla trazione è di 300-400 MPa dopo trattamenti come il T6, che ne migliora la durezza e la resistenza alla deformazione. Questo trattamento viene utilizzato nella maggior parte delle applicazioni industriali, aggiungendo leggerezza e resistenza meccanica.
D4: Quale dovrebbe essere il livello professionale di una fonderia?
La professionalità di una fonderia è dimostrata dalle sue attrezzature, dal personale, dalle certificazioni di qualità e dai casi di studio. JS vanta attrezzature all'avanguardia, personale qualificato, certificazioni complete e solidi casi di studio. Siamo all'avanguardia sotto ogni aspetto e vantiamo una competenza costante.
Riepilogo
Il metodo migliore per la fusione dell'alluminio non è mai una risposta univoca, ma un perfetto abbinamento tra domanda e soluzione. Finché si mantiene un approccio "orientato alla domanda", la fusione dell'alluminio può diventare un fattore determinante per la competitività del prodotto.
JS è il partner di riferimento nella ricerca della "migliore soluzione di fusione di alluminio". Offriamo servizi di produzione di fusioni di metallo personalizzate , con oltre mille casi di studio reali a garanzia della qualità. Chiamaci subito per assicurarti che i tuoi componenti in fusione di metallo ottengano il livello ideale di precisione, prestazioni e costi !

Disclaimer
Il contenuto di questa pagina è solo a scopo informativo. Servizi JS Non vi sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o lavorazione tramite la rete Jusheng. È responsabilità dell'acquirente richiedere un preventivo per i componenti. Identificare i requisiti specifici per queste sezioni. Contattateci per ulteriori informazioni .
Squadra JS
JS è un'azienda leader del settore, specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo su lavorazioni CNC ad alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione completi.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccoli volumi di produzione o di personalizzazioni su larga scala, possiamo soddisfare le vostre esigenze con consegne rapide entro 24 ore. Scegli JS Technology : efficienza nella selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

