

Quando a lâmina da turbina do motor da aeronave opera de forma estável em alta temperatura e pressão, quando o chassi de um veículo de nova energia com peso leve garante a segurança geral e quando a proteção e a aparência do invólucro de instrumentos eletrônicos delicados se encontram, todos esses são problemas que dependem de uma decisão crucial: como atingir um equilíbrio perfeito entre desempenho, precisão e custo por meio da fundição de alumínio?
Nos setores de manufatura, as tensões impostas à fundição de alumínio são igualmente extremamente variadas, dependendo da situação. Alguns sofrem corrosão rápida em ambientes úmidos devido a um grau de liga inadequado, enquanto outros não atendem aos requisitos de alta precisão por utilizarem incorretamente o processo de fundição. Outros enfrentam dificuldades financeiras por ignorarem os fatores de custo.
Este artigo irá percorrer o quebra-cabeça da decisão de fundição de alumínio, desde a seleção do material até a comparação de processos, a fim de revelar os segredos para encontrar o melhor processo para seu projeto.
Resumo da resposta principal
| Aspecto | Desempenho | Precisão | Custo |
| Seleção de ligas | ADC12 (resistência moderada), A356 (impacto), 514,0 (corrosão). | Adapte-se à precisão do processo, o A356 se adapta a processos de alta precisão. | ADC12 (baixo custo), A356 (alto custo). |
| Processo de Fundição | Fundição sob pressão (300-400 MPa), fundição de investimento (350-450 MPa). | Fundição sob pressão (±0,05-0,1 mm), fundição de investimento (±0,02-0,05 mm). | Fundição sob pressão (baixo custo de lote), moldes de areia (baixo custo de lote). |
| Tecnologia do Molde | Moldes de aço H13 (melhoram a densidade da fundição e oferecem qualidade). | A precisão do controle do molde CNC/EDM é de até ±0,02 mm. | Moldes de aço H13 (caros), moldes de areia de quartzo (baratos). |
| Tratamento de superfície | Anodização (melhora a resistência à corrosão e o desempenho). | Jateamento de areia (Ra 3,2-6,3 μm), anodização (Ra 1,6-3,2 μm). | Jateamento de areia (baixo custo), anodização (alto custo). |
Por que adotar este guia de fundição de alumínio? Extraído da experiência prática de JS
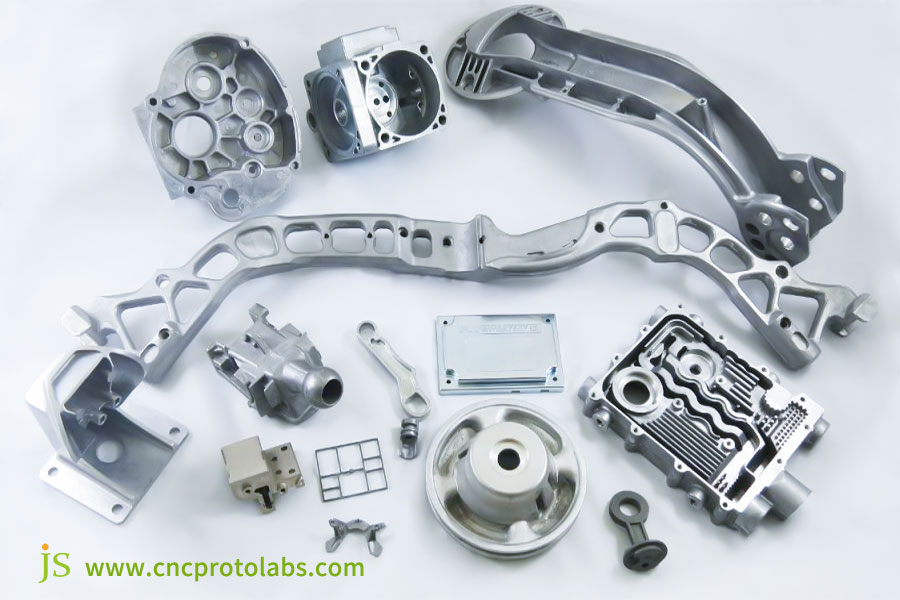
A JS acumulou vasta experiência prática ao longo de mais de dez anos de experiência em fundição de alumínio. Somos especializados em quatro processos principais: fundição sob pressão, fundição em areia, fundição de investimento e fundição de baixa pressão.
Podemos adaptar a solução ideal a uma necessidade específica. Por exemplo, na fundição de precisão de componentes personalizados para clientes aeroespaciais, podemos manter tolerâncias de 0,05 mm . Nosso portfólio de produtos abrange uma série de peças fundidas em metal, como pás de turbinas de nível aeronáutico, carcaças de transmissão de automóveis e suportes para dispositivos eletrônicos.
Este livro reúne a expertise técnica e a experiência coletivas da JS, obtidas em mais de mil projetos reais. Da redução de custos ao design de processos, ele é respaldado por exemplos reais, oferecendo soluções de fundição de alumínio bem-sucedidas e testadas.
A JS possui vasta experiência no processo de fundição de alumínio e habilidades nesses quatro processos básicos. Nossos serviços online de fundição de metais oferecem orçamentos rápidos em até uma hora. Basta fornecer suas especificações, receber uma proposta personalizada e começar a fazer o pedido. Nós lhe forneceremos uma solução confiável.
Como escolher uma liga de alumínio fundido?
A escolha do grau correto de liga de alumínio fundido é fundamental para garantir a qualidade do alumínio fundido. Os diferentes graus variam significativamente em composição, propriedades mecânicas e outros atributos, influenciando diretamente o desempenho das peças fundidas .
Critérios de seleção essenciais
1. Especificações de desempenho mecânico:
- Para aplicações estruturalmente críticas (por exemplo, peças estruturais), selecione um grau de alta resistência à tração e ao escoamento.
- Para aplicações de baixa carga (por exemplo, peças cosméticas), utilize uma classe de baixa resistência, mas de fácil fabricação.
2. Condições ambientais:
- A exposição à água ou a produtos químicos (por exemplo, usos marinhos) requer um tipo altamente resistente à corrosão.
- O uso em altas temperaturas (por exemplo, peças de motor) requer um tipo resistente a altas temperaturas para evitar falhas de desempenho.
3. Características de processamento e fundição:
- Ligas de alumínio de alta fluidez (por exemplo, ADC12) são melhores para componentes complexos de paredes finas.
- Ligas de alumínio de baixa contração reduzem a deformação e são mais adequadas para peças de alta precisão.
Graus e aplicações comuns de ligas de alumínio fundido
| Grau de liga de alumínio | Principais elementos de liga | Resistência Máxima à Tração (MPa) | Resistência à corrosão | Cenários aplicáveis | Processo Fundível |
| ADC12 | Si, Cu | ≥220 | Médio | Caixas de transmissão de automóveis, gabinetes eletrônicos | Fundição sob pressão |
| A356 | Si, Mg | ≥230 | Bom | Rodas de aeronaves, componentes de aeronaves | Fundição em areia , fundição de baixa pressão |
| A380 | Si, Cu, Fe | ≥240 | Médio | Componentes de eletrodomésticos, válvulas industriais | Fundição sob pressão |
| A413 | Si | ≥170 | Justo | Componentes finos de brinquedos, pequenos corpos de bombas | Fundição sob pressão |
| 514,0 | Magnésio | ≥175 | Muito bom | Componentes de equipamentos marítimos, conexões de tubos | Fundição em areia, fundição de investimento |
Não tem certeza sobre o grau da liga? A experiente equipe de produção de fundição de metais da JS está à sua disposição para ajudá-lo a tomar a decisão certa. Forneça as especificações da sua peça, nós lhe daremos recomendações de especialistas e fabricaremos peças de fundição de metal da mais alta qualidade para você.
Quais são os processos pelos quais o alumínio está disponível para ser fundido?
Depois de determinar o grau da liga, a seleção do processo de fundição adequado é crucial para alcançar o resultado ideal da fundição de alumínio.
A seguir, a comparação de cinco parâmetros do processo de fundição:
| Processo de fundição | Eficiência de produção | Precisão de fundição (tolerância dimensional) | Custo unitário (lote de 1.000 peças) | Peso da peça | Pontos fortes do núcleo |
| Fundição sob pressão | Alto (30s-5min/peça) | IT11-IT13 | Baixo (US$ 0,7-2,8/peça) | 0,1-10 kg | Alta eficiência de lote e alta precisão. |
| Fundição em areia | Baixo (várias horas a dias/peça) | IT14-IT16 | Médio (US$ 2-7/peça) | 1-1.000 kg | Baixo custo, bom para peças grandes |
| Fundição de investimento | Muito baixo (1-2 semanas/peça) | IT9-IT11 | Alto ($7-28/peça) | 0,01-5 kg | Precisão muito alta, ideal para peças complicadas |
| Fundição de baixa pressão | Médio (10-30 min/peça) | IT12-IT14 | Médio (US$ 2,8-8,5/peça) | 1-50 kg | Fundições densas e de alta qualidade. |
Principais tecnologias para fabricação de moldes de fundição de alumínio
O molde é o "esqueleto" da fundição de alumínio, e sua qualidade influenciará diretamente na precisão e estabilidade das peças fundidas de metal.
Seleção de material de molde
- Moldes de fundição sob pressão: aço para trabalho a quente H13, resistente ao calor (>650°C) e alta dureza (HRC42-48), adequado para produção em larga escala (>100.000 ciclos).
- Moldes de areia: feitos de areia de quartzo com resina (resistência à compressão ≥2MPa, adequada para alta precisão) ou vidro de água (baixo custo, adequado para componentes grandes de baixa precisão ).
- Moldes de fundição de investimento: use liga de alumínio 6061 ou aço P20 para garantir a precisão do padrão de cera.
Controle de Precisão do Molde
- Equipamento de processamento: Utiliza-se um centro de usinagem CNC de alta precisão com precisão de posicionamento ≤ 0,005 mm. Cavidades complexas são usinadas por eletroerosão para atingir uma tolerância de cavidade de 0,01-0,03 mm.
- Compensação dimensional: Usine a cavidade com base na taxa de contração da liga de alumínio (1,2%-2,5%). Por exemplo, uma peça fundida de 100 mm requer uma cavidade de 102 mm (contração de 2%).
- Precisão de montagem: folga da superfície de separação ≤ 0,02 mm para evitar vazamentos, tolerância de coaxialidade do pino guia e da luva ≤ 0,01 mm para evitar desalinhamento.
Projeto de sistema de resfriamento de molde
- Layout do canal: Próximo à cavidade (15-25 mm) e periódico, com foco especial no resfriamento de áreas de paredes espessas para evitar cavidades de contração.
- Meio de resfriamento: Água para fundição sob pressão e fundição de baixa pressão (20-40 ℃), resfriamento natural ou resfriamento a ar para fundição em areia.
- Controle de temperatura: Sensores estrategicamente posicionados controlam a temperatura do molde de fundição sob pressão entre 200-300°C.
A JS utiliza a mais avançada tecnologia de produção de moldes de fundição de alumínio para garantir precisão e durabilidade. Entre em contato conosco e facilite sua produção de peças fundidas.

Por que a fundição de alumínio é tão bem-sucedida? Comparação com outros processos de fundição
Na indústria de fundição de metais, a fundição de alumínio é uma concorrente da fundição de alumínio forjado e de ferro, e nessa comparação, suas vantagens são claras.
Alumínio forjado e alumínio fundido
| Medidas de comparação | Fundição de alumínio | Alumínio Forjado | Visão geral das diferenças essenciais |
| Processo de fabricação | A conformação de líquidos depende de um molde de cavidade | Conformação de pressão sólida, requer equipamento de forjamento. | O alumínio fundido pode ter formas complexas, enquanto o alumínio forjado requer formas simples. |
| Propriedades Mecânicas | 200-300 MPa significa resistência à tração, boa tenacidade | Resistência à tração de 300-500 MPa, boa tenacidade. | Melhores propriedades mecânicas são encontradas no alumínio forjado e podem ser utilizadas em peças de suporte de carga. |
| Complexidade da forma | Pode fundir cavidades complexas e peças de paredes finas (0,5 mm). | Só pode moldar formas simples, não com cavidades complexas. | O alumínio fundido tem a capacidade de assumir formas mais complexas. |
| Lote de produção | 10.000-100.000 unidades. | 1 milhão a 10.000 unidades. | O alumínio fundido oferece maior flexibilidade de lote. |
| Preço unitário (1.000 peças) | US$ 1,4-7 por peça | US$ 7-28 por peça | O alumínio fundido é mais barato. |
| Aplicações | Exterior de automóveis, peças de eletrodomésticos | Bielas de automóveis, peças de aeronaves de alta resistência. | Para uso leve, escolha alumínio fundido; para uso pesado, escolha alumínio forjado. |
Fundição de Alumínio e Fundição de Ferro
| Dimensões de comparação | Fundição de alumínio | Ferro fundido | Resumo das principais diferenças |
| Densidade do material | 2,7g/cm³ | 7,8g/cm³ | O alumínio fundido pesa aproximadamente um terço do peso do ferro fundido, muito mais leve. |
| Resistência à corrosão | Bom (bom após tratamento de superfície ) | Ruim (sujeito à ferrugem) | O alumínio fundido é adequado para condições úmidas. |
| Propriedades Mecânicas | Resistência à tração 200-300MPa, baixa fragilidade | Resistência à tração 150-250MPa, alta fragilidade | O alumínio fundido se destaca pela resistência ao impacto. |
| Condutividade térmica | 200 W/(m³/K) | 50 W/(m³/K) | O alumínio fundido é adequado para dissipadores de calor (por exemplo, radiadores). |
| Dificuldade de processamento | Fácil de processar, baixo desgaste da ferramenta. | Difícil de processar, alto desgaste da ferramenta. | O alumínio fundido é menos custoso para ser processado posteriormente. |
Preço de fundição de metal (componente de 100 kg) | $ 280-700 | $ 140-280 | O custo do material é menor para fundição de ferro, e o desempenho de custo geral é melhor para fundição de alumínio. |
| Aplicações | Radiadores eletrônicos, ferramentas para leito de máquinas | Bases para máquinas pesadas, peças leves para automóveis | Escolha fundição de alumínio para aplicações leves e fundição de ferro para cargas pesadas. |
A fundição de alumínio possui pontos fortes especiais, e a JS pode fornecer excelentes serviços de fundição de alumínio. Solicite uma comparação de processos e apresentaremos uma análise sistemática. Após negociação, faremos o pedido para atender às suas necessidades de fundição de metal.
Cinco métodos de tratamento de superfície para peças fundidas de alumínio
Após a fundição do alumínio, a superfície fundida deve ser tratada para melhorar o desempenho e a beleza. Aqui está a comparação de cinco parâmetros para tratamento de superfície:
| Opção de tratamento de superfície | Resistência à corrosão | Aparência | Custo por unidade (USD) | Ciclo de Processamento (por Unidade) | Aplicações |
| Jateamento de areia | Média | Fosco/Fosco, uniformemente áspero | 0,15-0,5 | <5 minutos | Tratamento de pré-revestimento, requisitos de aparência média. |
| Anodização | Excelente | Cores diferentes, alta dureza | 0,7-3 | 15-30 minutos | Alta resistência à corrosão, altos requisitos de aparência. |
| Pulverização | Bom | Cores ricas, brilhantes/foscas/texturizadas | 0,5-1,5 | 5-10 minutos | Produção em massa de peças decorativas. |
| Galvanoplastia | Bom - Excelente | Acabamento suave e delicado, textura metálica | 1,5-7 | 20-60 minutos | Requisitos funcionais e de alta qualidade. |
| Tratamento de Conversão Química | Pobre | Incolor/amarelo claro, sem efeito decorativo | 0,015-0,07 | 2-5 minutos | Tratamento de pré-revestimento, proteção básica |
Análise de custo-benefício: como escolher o processo mais econômico?
Ao escolher um processo de fundição de alumínio, é preciso ponderar cuidadosamente o custo em relação à demanda. A seguir, uma análise subjacente:
Estrutura de custos
Custos de fundição sob pressão: 10% a 50%, sendo a fundição sob pressão o processo mais caro (US$ 7.000 a US$ 70.000), enquanto a fundição em areia é a mais barata (US$ 14 a US$ 700). O custo unitário diminui quando o tamanho do lote é maior.
Custos de material: 30%-60%, onde o material de liga de alumínio custa US$ 3.000-4.000 por tonelada, o material de fundição em areia custa US$ 0,07-0,15 por kg de alumínio fundido e o material de fundição de investimento custa US$ 0,7-1,5 por kg de alumínio fundido.
Custos de mão de obra e equipamentos: 10%-30%, com fundição sob pressão altamente automatizada (custo de mão de obra de 5%-10%), enquanto a mão de obra de fundição de investimento compõe a maior parte (30%-40%).
Custos de processamento subsequentes: 5%-20%, com a fundição de investimento tendo o menor preço (US$ 0,15-0,7 por unidade) e a fundição em areia tendo o maior (US$ 1,5-4 por unidade).
Relação entre Lote e Custo (Fundição de Alumínio de Média Complexidade de 1kg)
| Lote de Produção (Peças) | Fundição sob pressão (USD/peça) | Fundição em areia (USD/peça) | Fundição de investimento (USD/peça) | Fundição de baixa pressão (USD/peça) |
| 100 | 70-140 (alto custo de molde) | 4-7 | 14-28 | 11-21 |
| 1000 | 7-14 | 3-6 | 11-21 | 7-14 |
| 10000 | 1-4 | 4-9 (Alto Custo de Mão de Obra) | 9-17 | 4-9 |
| 100000 | 1-3 | 7-15 (Baixa Eficiência) | 7-15 | 3-6 |
Seleção de Processos Econômicos para Diferentes Cenários
- Peças complexas em pequenos lotes: Fundição em areia (peças simples) ou Fundição de investimento (peças de alta precisão),
- Peças de média precisão em lotes médios: escolha fundição sob pressão (peças de paredes finas) ou fundição de baixa pressão (peças de paredes espessas e de alta qualidade).
- Peças padrão de alto volume: escolha fundição sob pressão, que tem preços unitários baixos (US$ 1-3/peça).
Fundição de alumínio acessível? A JS pode facilitar o seu processo. Você nos fornece as informações do lote e da peça, e nós lhe enviaremos um orçamento. Após a aprovação do seu projeto e a realização do pedido, nós o orientaremos em direção à qualidade, considerando o preço da fundição de metal.
Estudo de caso: Por que 95% das peças de aeronaves são fundidas por investimento? O estudo de caso da JS explica o porquê
Histórico do cliente e necessidades principais
Um importante produtor nacional de motores de aeronaves precisava produzir uma nova série de palhetas-guia de turbina (peças críticas para dissipação de calor) e tinha especificações muito rigorosas para precisão e desempenho de fundição de alumínio.
As palhetas eram ocas, com canais de resfriamento de precisão com menos de 0,8 mm de diâmetro. A tolerância da espessura da parede era de ± 0,05 mm, e não havia poros ou rachaduras visíveis na superfície.
Os processos de fundição anteriores, devido a problemas na construção dos rotores e tolerâncias excedidas, eram capazes de atingir uma taxa de aprovação na primeira passagem de apenas 65% , o que representava a qualidade da subaviação. Uma solução otimizada de fundição de metal era urgentemente necessária.
Solução Técnica de Fabricação de Precisão JS
Com base nas especificações do cliente e na natureza do processo de fundição de investimento, a JS Precision Manufacturing desenvolveu um plano completo de melhoria do processo:
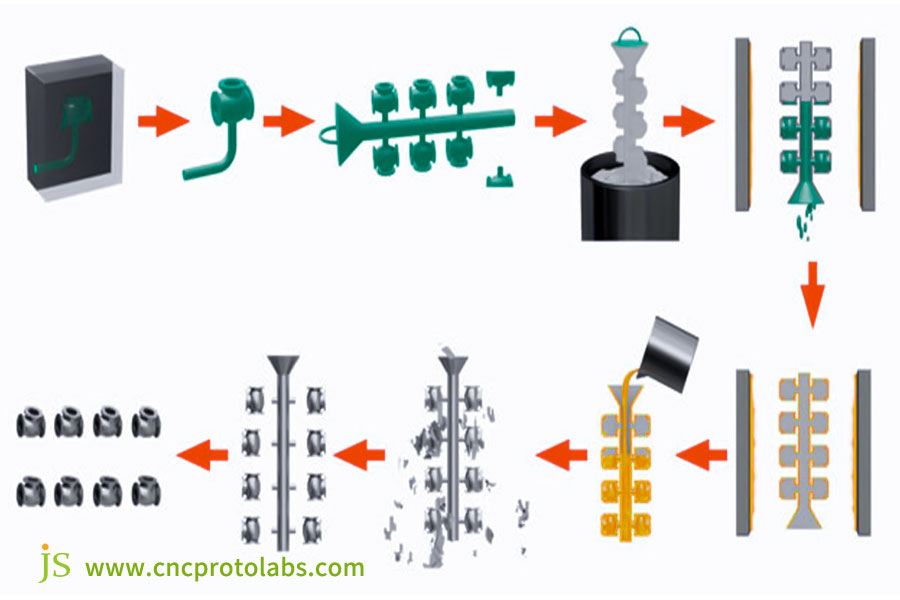
1. Fabricação de padrões de cera:
A fabricação tradicional de moldes foi evitada, e os moldes de cera foram construídos com tecnologia de impressão 3D em metal SLM e controle de precisão de ±0,03 mm. Isso garante a modelagem precisa dos canais de resfriamento e evita bloqueios ou deformações na fabricação tradicional de moldes.
2. Otimização do Processo Shell:
Foi selecionado apenas o material refratário de alumina de alta pureza, e o processo de " revestimento multicamadas + têmpera em alta temperatura " foi utilizado para tentar criar uma camada de fundição com espessura uniforme (controlada em 5-8 mm). Isso proporciona estabilidade ao molde durante o processo de fundição, além de evitar a deformação da cavidade do molde devido à lavagem do alumínio fundido.
3. Controle de enchimento e vazamento do molde:
Fundição da liga de alumínio fundido A356 em ambiente de vácuo para evitar a formação de impurezas oxidativas devido à reação entre o alumínio fundido e o ar. Também foram utilizados vazamento lento e baixa pressão, permitindo o livre fluxo do alumínio fundido para dentro dos microcanais e evitando a formação de poros.
4. Segundo tratamento térmico:
Após o resfriamento da peça fundida, ela passa por um processo de tratamento térmico T6 na tentativa de aumentar a resistência à tração da liga de alumínio para ≥260MPa, numa tentativa de garantir o desempenho da capacidade mecânica dos componentes da aeronave.
Resultados finais e valor
Após a implementação desta solução, a produção de palhetas-guia de turbina experimentou três avanços notáveis:
1. A taxa de qualificação aumentou drasticamente:
A taxa de qualificação de primeira aprovação foi aumentada de 65% para 98,5% , reduzindo significativamente os custos de retrabalho e reduzindo indiretamente o custo unitário do preço de fundição de metal em 22%.
2. Desempenho e conformidade com o peso leve:
O peso das unidades de lâminas foi reduzido em 30% em relação à solução base (em sincronia com a meta de redução de peso da indústria aeronáutica), todos os canais de resfriamento estavam desobstruídos e a tolerância na espessura da parede foi mantida inteiramente dentro de ±0,05 mm.
3. Entrega de massa uniforme:
A espada resistiu a testes de alta temperatura e fadiga no setor aeroespacial e, desde então, tem sido usada em uma série de motores de aeronaves com uma entrega acumulada de mais de 5.000 unidades , comprovando amplamente a confiabilidade da fundição de investimento no complexo processo de fundição de alumínio.
Perguntas frequentes
Q1: Qual é a espessura mínima possível da parede de fundição de alumínio?
A espessura mínima das peças fundidas de alumínio depende do processo . A fundição sob pressão pode ter 0,5 mm, enquanto a fundição em areia tem no máximo 3 mm ou mais. A fundição de precisão é bastante precisa e acomoda facilmente 1 mm, o que, por sua vez, é adequado para a maioria das especificações de peças de paredes finas.
P2: Quais são alguns defeitos típicos da fundição de alumínio? Como podem ser evitados?
Defeitos intermitentes em peças fundidas de alumínio incluem fechamento a frio, poros de contração e poros de ar. Para reduzir a ocorrência de defeitos em diferentes estágios, é essencial garantir a máxima abertura e ventilação do molde, o controle da composição e da desgaseificação do metal fundido, além do controle adequado da temperatura, pressão e resfriamento da peça fundida.
Q3: Qual é a resistência das peças fundidas de alumínio?
O tratamento térmico é responsável pela resistência do alumínio fundido. A resistência à tração é de 300-400 MPa após tratamentos como o T6, o que aumenta a dureza e a resistência à deformação. Este método é utilizado na maioria das aplicações industriais, com a adição de leveza e resistência mecânica.
Q4: Qual deve ser o nível profissional de uma fundição?
O profissionalismo de uma fundição é comprovado por seus equipamentos, pessoal, certificações de qualidade e estudos de caso. A JS se orgulha de possuir equipamentos de última geração, pessoal qualificado, certificações completas e estudos de caso sólidos. Somos superiores em todos os aspectos e demonstramos expertise consistente.
Resumo
O melhor método para fundição de alumínio nunca é uma resposta única, mas sim uma correspondência precisa entre demanda e solução. Desde que nos atenhamos à abordagem "orientada para a demanda", a fundição de alumínio pode se tornar um impulsionador da competitividade do produto.
A JS é a sua parceira ideal na sua busca pela "melhor solução de fundição de alumínio". Oferecemos serviços personalizados de fabricação de fundição de metal , com mais de mil estudos de caso reais para garantir a qualidade. Ligue agora mesmo para garantir que suas peças de fundição de metal tenham a precisão, o desempenho e o custo ideais!

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. JS Services Não há representações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da Rede Jusheng. É de responsabilidade do comprador . Solicitar cotação de peças. Identificar requisitos específicos para estas seções. Entre em contato conosco para obter mais informações .
Equipe JS
A JS é uma empresa líder do setor, focada em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência, atendendo mais de 5.000 clientes, e nos concentramos em usinagem CNC de alta precisão, fabricação de chapas metálicas , impressão 3D , moldagem por injeção , estampagem de metal e outros serviços de fabricação completos.
Nossa fábrica conta com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Oferecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Seja para produção em pequena escala ou personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. Escolha a JS Technology. Isso significa eficiência, qualidade e profissionalismo na seleção.
Para saber mais, visite nosso site: www.cncprotolabs.com
Recurso

