
Anodisation

Forme une couche protectrice d'oxyde uniforme avec une résistance à la corrosion et une isolation de base ; propose des couleurs standard naturel/noir, idéales pour l'architecture générale et l'électronique.
Fournissez des extrusions d'aluminium personnalisées et économiques avec une précision de ± 0,05 mm pour les sections transversales générales.



Téléchargez votre design et obtenez un devis instantané maintenant !
Obtenez des tarifs instantanés, des délais de réalisation des projets et des commentaires DFM
ÉTAPE | STP | SLDPRT | DXF | DWG | PDF | Fichiers IGS
Taille du fichier: 15 Mo
Approuvé par les ingénieurs et les responsables des achats des entreprises les plus performantes au monde



Nos solutions d'extrusion d'aluminium ont permis à plus de 20 000 entreprises de disposer de profils personnalisés fiables et performants pour diverses applications.

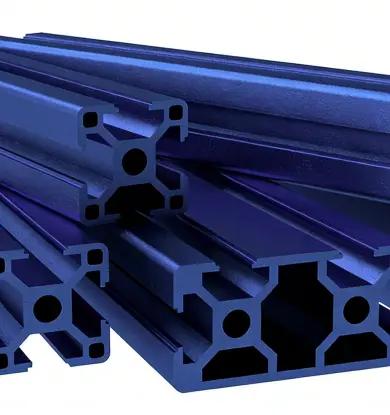
Fournissez des services d'extrusion d'aluminium personnalisés, adaptés à la production de prototypes et à la fabrication en plusieurs lots, permettant le formage efficace de profilés en aluminium à section irrégulière générale/régulière.
Le centre de fabrication est équipé de 90 lignes d'extrusion standardisées (tonnage 300T-3900T), correspondant de manière flexible aux besoins en lots allant de centaines à des dizaines de milliers de pièces ; toutes les lignes sont certifiées ISO 9001 : 2015 pour garantir une qualité de base fiable.
Personnalisable en forme et en spécifications, il s'adapte à des scénarios tels que les cadres de support mécanique général et les pièces intérieures automobiles, ainsi qu'aux domaines quotidiens tels que accessoires de quincaillerie d'ameublement, profils décoratifs architecturaux et présentoirs de supermarché.
JS Precision fournit des profilés en aluminium personnalisés et standards pour vos projets, combinant haute qualité et rentabilité pour s'adapter aux besoins de lots multi-scénarios.
Lorsque les profils standards ne parviennent pas à s’adapter aux exigences en matière de fonction, de coût ou de conception, la personnalisation est une solution efficace.
Les services d'extrusion d'aluminium entièrement personnalisés de JS Precision vous permettent de spécifier la forme, la couleur, la finition de surface et le matériau du profilé, correspondant de manière flexible aux exigences du projet.
Notre équipe examine rapidement vos dessins, confirme la faisabilité et sélectionne des processus adaptatifs pour fournir des résultats de haute qualité qui répondent à vos besoins dans des délais courts.


Nos alliages standards couvrent niveaux de résistance basiques à moyens, résistance générale à la corrosion et compatibilité avec le traitement par lots, un choix rentable pour la construction civile, les véhicules commerciaux et l'électronique générale. Besoin d’autres qualités d’alliage d’aluminium pour l’extrusion ? Informez-nous des exigences de votre scénario.

Un alliage d'aluminium de résistance moyenne équilibrant la résistance et l'économie de traitement, avec une bonne résistance à la corrosion atmosphérique et une compatibilité avec l'usinage général, adapté aux pièces structurelles mécaniques générales, aux accessoires de châssis de véhicules utilitaires et aux scénarios nécessitant un équilibre coût-performance. Le seuil d'opération de soudage est faible, avec une efficacité d'assemblage par lots élevée.
Les finitions de surface améliorent les performances de protection et l'apparence des pièces en aluminium extrudé. Vous trouverez ci-dessous les principaux processus de finition de JS Precision ; nous proposons des solutions flexibles pour correspondre à vos scénarios généraux et à vos besoins en matière de coûts.
Forme une couche protectrice d'oxyde uniforme avec une résistance à la corrosion et une isolation de base ; propose des couleurs standard naturel/noir, idéales pour l'architecture générale et l'électronique.

Poudre sèche générale durcie pour former une finition riche en couleurs et résistante aux rayures ; résiste à l'érosion extérieure, idéal pour la décoration par lots et les pièces extérieures.

Revêtement uniforme sur les pièces structurelles via champ électrique ; Surface lisse et résistance à la corrosion, idéale pour les accessoires automobiles généraux.

Le brossage mécanique standard crée une texture pour masquer les rayures quotidiennes, idéal pour les appareils électroniques grand public, les appareils électroménagers et les garnitures architecturales.

Les perles de verre à pression standard créent une surface mate ; élimine les marques d'usinage de surface, idéal pour les pièces générales et les composants décoratifs.

La peinture liquide générale permet une couverture multicolore ; rentable pour les prototypes en petits lots et la correspondance rapide des couleurs.

L'encre durable imprime des logos/textes clairs, idéale pour les panneaux de commande généraux, les plaques signalétiques et les produits d'identification.

Le processus laser général crée des marquages permanents ; Bords soignés, idéaux pour les numéros de série et les modèles généraux de produits.
La qualité est le principe fondamental de notre production d’extrusion d’aluminium. Avec des lignes de production certifiées ISO et plus de 80 machines d'extrusion et d'inspection standardisées, la précision et la qualité de surface de nos pièces livrées peuvent répondre de manière cohérente aux exigences de qualité de divers scénarios d'application.




Mesurer les dimensions du noyau, notamment la section transversale, l'épaisseur de la paroi, la longueur totale et la rectitude ; vérifier la précision d'ajustement de base des trous/fentes ; Les outils d'inspection comprennent des pieds à coulisse, des micromètres, des jauges de hauteur et des machines de mesure tridimensionnelles standard, garantissant le respect des tolérances par rapport aux spécifications générales de l'industrie.
Inspection par lots complets pour les défauts de surface courants tels que les rayures, les bavures et les bosses ; un éclairage standard et un grossissement visuel sont utilisés pour répondre aux exigences de qualité de surface pour des scénarios généraux.
Sur demande, nous fournissons des résultats de tests de base de résistance et de dureté, ainsi que des rapports RoHS et des certificats de matériaux, nous adaptant aux besoins de vérification de conformité et de performance des projets généraux.
Centré sur adaptabilité flexible de la personnalisation, normes de qualité stables et rythme de livraison efficace, les services d'extrusion d'aluminium de JS Precision fournissent un support professionnel hautement adaptatif pour divers besoins d'applications de profilés.

Couvre entièrement la finition de surface courante, les formes de profils complexes régulières, les qualités de matériaux d'alliage courantes et les options de couleurs personnalisées, correspondant précisément aux besoins des spécifications d'application pour divers scénarios, répondant aux exigences d'assemblage différenciées de diverses industries.
La tolérance des dimensions clés est strictement contrôlée à ± 0,05 mm, la tolérance des dimensions standard ≤ ± 0,1 mm, avec un contrôle dimensionnel de bout en bout couvrant les dimensions de l'assemblage de base, garantissant que la précision répond systématiquement aux exigences régulières d'assemblage et d'utilisation fonctionnelle.

S'appuyant sur un mécanisme d'adaptation rapide des moules et des matériaux, les profils standard sont livrés dans les 7 jours ; les profils géométriques complexes ne nécessitent aucune modification secondaire du moule et peuvent être produits dans un délai de 10 à 15 jours, avec une planification de ligne de production standardisée garantissant le contrôle du rythme de livraison.
L'extrusion d'aluminium est une technologie de traitement de formage qui consiste à soumettre des billettes d'aluminium préchauffées à la température du processus à une déformation plastique via des matrices de formage personnalisées, obtenant ainsi des profils avec des contours de section spécifiques. Chez JS Precision, nous suivons un processus de production mature, standardisé et hautement adaptable :
Tout d'abord, fabrication de matrices personnalisées standardisées (couvrant les matrices pleines, creuses, semi-creuses et autres matrices à section transversale régulière) est terminé, puis les billettes d'aluminium sont température contrôlée de manière stable et préchauffée dans la plage de processus de 400 à 500 ℃; puis, en fonction de la qualité de l'alliage d'aluminium et du scénario d'application général du produit fini, le processus d'extrusion approprié est sélectionné, y compris les processus d'extrusion directe/indirecte ou les processus d'extrusion à chaud/à froid, pour garantir les propriétés de base et la précision transversale du profilé.
Après formage par extrusion, le profilé subit refroidissement en ligne, redressage par étirement sous tension et coupe à longueur fixe en séquence pour obtenir des produits semi-finis de dimensions cibles ; en fonction des besoins réels, des processus tels que le traitement de vieillissement (pour améliorer la résistance et la dureté de base), l'usinage de surface (pour optimiser l'apparence et les fonctions de base) ou l'assemblage de composants peuvent être réalisés. Avant livraison, chaque lot de profilés aluminium sur mesure doit passer par un inspection de qualité standard et un processus d'emballage standardisé.

Les industries à tous les niveaux s'appuient sur des extrusions d'aluminium personnalisées pour leur rapport résistance/poids économique et adaptabilité des lots, répondant aux besoins structurels et légers dans plusieurs scénarios. Vous trouverez ci-dessous ses principales orientations d’application.
Bâtis d'équipements généraux, postes de travail standardisés, composants structurels réguliers pour lignes de production automatisées
Profilés généraux pour supports photovoltaïques, pièces structurelles de base pour équipements éoliens, cadres réguliers pour nouvelles installations énergétiques
Profilés de carrosserie de base pour véhicules utilitaires, cadres structurels pour remorques de fret, composants intérieurs réguliers pour le transport ferroviaire
Boîtiers généraux pour équipements électroniques, dissipateurs thermiques pour LED de puissance normale, cadres structurels de base pour l'électronique grand public
Profilés généraux pour portes et fenêtres de bâtiments civils, composants de cadre de murs-rideaux ordinaires, composants de section générale pour la décoration de bâtiments
Enceintes générales pour équipements médicaux, cadres structurels de base pour appareils de rééducation, profils universels pour chariots médicaux







Lorsque les billettes d'aluminium coupées sont préchauffées, un vérin hydraulique les pousse dans une matrice avec une pression stable d'environ 10 000 000 livres. La matrice peut comporter une ouverture standard (par exemple ronde/carrée) ou une cavité de forme régulière conçue pour des scénarios généraux.
Les profilés extrudés sont refroidis rapidement sur une table de refroidissement continue, puis découpés en lots via CNC selon les exigences du client. Pour les besoins de résistance dans des scénarios réguliers, un traitement thermique standardisé peut également améliorer la dureté et la durabilité des profilés en aluminium.
L'extrusion d'aluminium est divisée en extrusion à chaud et extrusion à froid, chacune adaptée aux différentes exigences générales de production :
Extrusion à chaud : Permet une alimentation efficace de grands lots de billettes d'aluminium pour le formage à basse pression, adapté à la production en série de sections transversales régulières.
Extrusion à froid : Produit des composants généraux avec une surface lisse, présentant une bonne résistance à l'oxydation et des propriétés mécaniques de base, idéales pour les pièces structurelles ordinaires.
Dans le processus d'extrusion à chaud, les billettes d'aluminium sont d'abord découpées aux dimensions cibles, puis préchauffées. de manière stable à 300-600℃ dans un four de préchauffage continu (ramollissement du métal sans liquéfaction pour assurer l'efficacité du formage des lots).
Léger et économique : Un rapport résistance/poids équilibré réduit efficacement les coûts structurels des équipements généraux.
Protection naturelle contre l'oxydation : La couche d'oxyde de surface répond aux exigences de corrosion des scénarios généraux sans traitement supplémentaire.
Formation de sections complexes régulières : Sections transversales irrégulières/creuses régulières formées en un seul processus, adaptées à la plupart des conceptions industrielles.
Optimisation des coûts de traitement par lots : Efficacité supérieure à celle de la découpe de l'aluminium massif, avec des avantages évidents en termes de coûts dans la production de masse.
Compatibilité d'interface standardisée : Compatible avec les interfaces standard à fente en T pour un assemblage rapide de l'équipement.
Excellente adaptabilité environnementale : Les matériaux 100 % recyclables sont conformes aux réglementations environnementales générales de fabrication.
Pré-investissement de moule standard : Les moules personnalisés réguliers nécessitent des fonds initiaux, moins économiques pour les très petits lots.
Remplacement du moule pour les mises à jour de contour : Les changements de conception nécessitent de nouveaux moules, ce qui ralentit la réponse aux itérations rapides.
Génération de rebuts de traitement par lots : Déchets modérés produits lors du parage, nécessitant des mécanismes de recyclage de base.
Limite de tonnage de la ligne de production : La taille maximale du profil est limitée par la capacité de la ligne existante ; les sections extra-larges nécessitent des solutions de capacité personnalisées.
Contrôle des variations de surface des lots : Des différences de surface mineures entre les lots nécessitent un post-traitement pour les applications sensibles à l'apparence.
Atténuation de la résistance aux hautes températures :La résistance diminue dans les environnements à haute température, nécessitant une optimisation structurelle spécifique au scénario.
Restez informé des dernières mises à jour et annonces de JS Precision. Découvrez nos plus récents projets.
Notre contrôle des tolérances suit les normes certifiées ISO 9001 : les tolérances des dimensions critiques sont stables à ± 0,1 mm et les tolérances aux dimensions régulières sont à ± 0,15 mm. Les tolérances standard peuvent répondre aux besoins de la plupart des scénarios généraux et contrôler efficacement les coûts ; nous recommandons uniquement des schémas de tolérance plus stricts lorsque les pièces nécessitent un assemblage précis.
Nous proposons des solutions de connexion mécanique de profilés en acier : fixation sans soudure via des équerres, des vis métalliques ou des connecteurs mécaniques généraux, adaptées aux besoins courants des racks. De plus, des combinaisons de fixations mécaniques et d’adhésifs structurels peuvent également remplacer le soudage ; les profilés en acier ont une résistance plus élevée mais une complexité d'assemblage légèrement plus élevée, tandis que les extrusions d'aluminium présentent toujours des avantages essentiels en termes de commodité d'assemblage.
La détermination de l'épaisseur de paroi nécessite des considérations pratiques complètes : • Qualité d'alliage : les alliages souples nécessitent une épaisseur de paroi accrue pour garantir la résistance, tandis que les alliages à haute résistance peuvent s'adapter aux conceptions à paroi mince. • Conception de profil : les canaux profonds ou les structures courbes nécessitent des parois plus épaisses pour améliorer la stabilité. • Capacité de la presse : le tonnage de l'équipement d'extrusion limite la limite de formage des sections transversales. • Finition de surface : le revêtement ou l'anodisation peut nécessiter une épaisseur de paroi minimale pour éviter la déformation. • Tolérance dimensionnelle : les limites de tolérance nécessitent généralement une augmentation de l'épaisseur de la paroi pour garantir l'uniformité du traitement. Nous équilibrerons la résistance, le poids et le coût pendant la phase de conception.
L'épaisseur de paroi typique recommandée est de 1,0 mm à 2,5 mm : • Pièces structurelles ou porteuses : une épaisseur de paroi ≥ 2,0 mm est recommandée pour garantir résistance et rigidité. • Pièces légères ou décoratives : une épaisseur de paroi ≈1,0 mm est suffisante L'épaisseur de paroi minimale réalisable est limitée par l'alliage, la complexité de la section transversale et la capacité de l'équipement ; le choix final doit équilibrer les exigences et les coûts en fonction du scénario réel.
Nous fournissons des services de prototypage et de production d'essais en petits lots, qui peuvent produire des échantillons de pièces à des fins de test et de vérification avant la production en série. Les services de prototypage peuvent vous aider : • Vérifiez l'ajustement et la fonction avant de vous engager dans de grandes quantités. • Confirmer que les dimensions et les tolérances répondent aux exigences • Évaluer les effets de finition de surface • Optimiser la conception dès le début du développement pour réduire les risques ultérieurs.
Les coûts sont déterminés par des facteurs fondamentaux : • Type de matériau : les alliages courants comme le 6061/6063 sont moins chers que les métaux spéciaux. • Taille des pièces : des profils plus grands nécessitent plus de matériel et un équipement plus grand, ce qui entraîne des coûts plus élevés. • Complexité de conception : les sections transversales complexes nécessitent des moules personnalisés et les tolérances serrées augmentent le temps de traitement. • Autres facteurs affectant le prix : volume de commande (les commandes plus importantes ont des coûts unitaires inférieurs), type de finition de surface, coûts d'outillage et de matrice pour les nouveaux profils. Vous pouvez fournir des dessins et des exigences, et nous vous donnerons un devis précis.
Le contrôle des coûts peut être réalisé efficacement grâce à la conception et à la planification : • Optimiser la conception structurelle : conserver une épaisseur de paroi uniforme, utiliser des coins arrondis au lieu d'angles vifs, concevoir de manière symétrique autant que possible et éviter les canaux étroits et profonds difficiles à former. • Choisissez des matériaux standard : donnez la priorité aux alliages standard comme le 6061/6063 pour réduire les coûts des matériaux. • Planifiez les commandes de manière raisonnable : augmentez le volume des commandes pour répartir les coûts d'outillage et ne choisissez des tolérances serrées que lorsque cela est nécessaire. • Simplifiez la finition de surface : donnez la priorité aux processus de surface standardisés et envisagez de réutiliser les profils de matrice existants. • Verrouillage précoce de la conception : la modification des conceptions une fois le moule terminé entraînera une augmentation des coûts ; nous recommandons une planification collaborative précoce.
Les extrusions d'aluminium sont 100 % recyclables sans perte de performances. Les émissions de carbone de l'aluminium recyclé sont bien inférieures à celles de l'aluminium primaire, répondant ainsi aux exigences environnementales ; nous soutenons les systèmes de recyclage et pouvons réutiliser les matériaux plusieurs fois, ce qui est à la fois respectueux de l'environnement et garantissant des performances.
Les types de matrices de base comprennent : • Matrices solides : utilisées pour les profils solides simples, avec le coût le plus bas et la plus grande efficacité • Matrices creuses : utilisées pour les profilés à sections ou tubes creux, avec une complexité et un coût plus élevés. • Matrices semi-creuses : utilisées pour les profilés à sections partiellement fermées, avec une complexité et un coût entre matrices pleines et creuses Nous trouverons la solution de matrice optimale en fonction de vos besoins.
Nous proposons une gamme complète de profilés à rainure en T standard avec des tailles telles que : 10 × 10 mm, 20 × 20 mm, 30 × 30 mm, 40 × 40 mm, 45 × 45 mm, 50 × 50 mm, 60 × 60 mm, 80 × 80 mm, 100 × 100 mm, 160 × 160 mm. Ces tailles conviennent aux scénarios de rack et d'assemblage classiques, et vous pouvez sélectionner les spécifications correspondantes en fonction des besoins.
Le délai de réalisation dépend du type de projet : • Prototypage/petits lots : 5 à 7 jours (y compris le développement du moule et la production d'essais) • Production de masse : 10 à 20 jours (y compris la vérification du moule et la production) • Projets réguliers : nous pouvons fournir un calendrier de livraison stable pour garantir un approvisionnement en lots.
Nous proposons des solutions de post-traitement standardisées : • Traitement de vieillissement : améliore la résistance et la dureté de l'alliage, adapté aux scénarios industriels réguliers • Traitement de surface régulier : obtenez une finition de surface de Ra≤1,6 μm, répondant aux besoins généraux • Revêtement général : augmente la résistance à la corrosion, adapté aux conditions de travail ordinaires Nous adapterons un processus de post-traitement adapté à vos besoins.


