
Anodizing

Forms a uniform oxide protective layer with basic corrosion resistance & insulation; offers natural/black standard colors, ideal for general architecture & electronics.
Provide cost-effective custom aluminum extrusions with ±0.05mm precision for general cross-sections.



Upload Your Design & Get an Instant Quote Now!
Get instant pricing, project lead times, and DFM feedback
STEP | STP | SLDPRT | DXF | DWG | PDF | IGS files
File size: 15MB
Trusted by Engineers and Purchasing Leaders at the World's Most Successful Companies



Our aluminum extrusion solutions have empowered over 20,000 businesses with reliable, high-performance custom profiles for diverse applications.

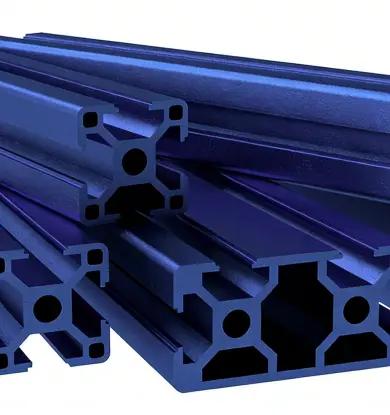
Provide customized aluminum extrusion services, suitable for prototype production and multi-batch manufacturing, enabling efficient forming of general/regular irregular cross-section aluminum profiles.
The manufacturing center is equipped with 90 standardized extrusion lines (300T-3900T tonnage), flexibly matching batch needs from hundreds to tens of thousands of pieces; all lines are ISO 9001:2015 certified to ensure reliable basic quality.
Customizable in shape and specification, it adapts to scenarios like general mechanical support frames and automotive interior parts, as well as daily fields such as furniture hardware accessories, architectural decorative profiles, and supermarket display racks.
JS Precision provides custom and standard aluminum profiles for your projects, combining high quality and cost-effectiveness to adapt to multi-scenario batch needs.
When standard profiles fail to adapt to requirements in function, cost, or design, customization is an efficient solution.
JS Precision's fully customized aluminum extrusion services allow you to specify the shape, color, surface finishing, and material of the profile, flexibly matching project requirements.
Our team quickly reviews your drawings, confirms feasibility, and selects adaptive processes to deliver high-quality results that meet your needs with short lead times.


Our standard alloys cover basic-to-medium strength levels, general corrosion resistance, and compatibility with batch processing, a cost-effective choice for civil construction, commercial vehicles, and general electronics. Need other aluminum alloy grades for extrusion? Inform us of your scenario requirements.

A medium-strength aluminum alloy balancing strength and processing economy, with good atmospheric corrosion resistance and compatibility with general machining, suitable for general mechanical structural parts, commercial vehicle chassis accessories, and scenarios requiring cost-performance balance. Welding operation threshold is low, with high batch assembly efficiency.
Surface finishes enhance protective performance & appearance of extruded aluminum parts. Below are JS Precision's mainstream finishing processes; we offer flexible solutions to match your general scenarios & cost needs.
Forms a uniform oxide protective layer with basic corrosion resistance & insulation; offers natural/black standard colors, ideal for general architecture & electronics.

General dry powder cured to form scratch-resistant, color-rich finish; resists outdoor erosion, ideal for batch decoration & outdoor parts.

Uniform coating on structural parts via electric field; smooth surface & corrosion resistance, ideal for general automotive accessories.

Standard mechanical brushing creates texture to hide daily scratches, ideal for general consumer electronics, appliances & architectural trim.

Standard-pressure glass beads create matte surface; removes surface machining marks, ideal for general parts & decorative components.

General liquid paint enables multi-color coverage; cost-effective for small-batch prototypes & quick color matching.

Durable ink prints clear logos/text, ideal for general control panels, nameplates & identification products.

General laser process creates permanent markings; neat edges, ideal for general product serial numbers & patterns.
Quality is the core principle of our aluminum extrusion production. With ISO-certified production lines and over 80 standardized extrusion & inspection machines, the precision and surface quality of our delivered parts can consistently meet the quality requirements of diverse application scenarios.




Measure core dimensions including cross-section, wall thickness, total length, and straightness; verify basic fit accuracy of holes/slots; inspection tools include calipers, micrometers, height gauges, and standard coordinate measuring machines, ensuring tolerance compliance with general industry specifications.
Full-batch inspection for common surface defects like scratches, burrs, and dents; standard lighting and visual magnification are used to meet surface quality requirements for general scenarios.
On request, we provide basic strength and hardness test results, along with RoHS reports and material certificates, adapting to compliance and performance verification needs for general projects.
Centered on flexible customization adaptability, stable quality standards, and efficient delivery rhythm, JS Precision's aluminum extrusion services provide highly adaptive professional support for various profile application needs.

Fully cover mainstream surface finish, regular complex profile shapes, common alloy material grades, and customized color options, precisely matching application specification needs for various scenarios, meeting differentiated assembly requirements of diverse industries.
Key dimension tolerance is strictly controlled within ±0.05mm, standard dimension tolerance ≤±0.1mm, with end-to-end dimension control covering core assembly dimensions, ensuring precision consistently meets regular assembly and functional use requirements.

Relying on rapid mold and material adaptation mechanism, standard profiles are delivered within 7 days; complex geometric profiles require no secondary mold modification and can be produced within 10-15 days, with standardized production line scheduling ensuring delivery rhythm controllability.
Aluminum extrusion is a forming processing technology that involves subjecting aluminum billets preheated to the process temperature to plastic deformation via custom forming dies, thereby obtaining profiles with specific cross-sectional contours. At JS Precision, we follow a standardized, highly adaptable mature production process:
First, standardized custom die manufacturing (covering solid, hollow, semi-hollow and other regular cross-sectional dies) is completed, then the aluminum billets are stably temperature-controlled and preheated to the 400-500℃ process range; then, according to the aluminum alloy grade and the general application scenario of the finished product, the appropriate extrusion process is selected—including direct/indirect extrusion processes, or hot/cold extrusion processes—to ensure the basic properties and cross-sectional precision of the profile.
After extrusion forming, the profile undergoes online cooling, tension stretch straightening and fixed-length cutting in sequence to obtain semi-finished products of target dimensions; according to actual needs, processes such as aging treatment (to improve basic strength and hardness), surface machining (to optimize appearance and basic functions), or component assembly can be further carried out. Before delivery, each batch of custom aluminum profiles must go through a standard quality inspection and standardized packaging process.

Industries across the board rely on custom aluminum extrusions for their cost-effective strength-to-weight ratio and batch adaptability, meeting structural and lightweight needs across multiple scenarios. Below are its core application directions.
General equipment frames, standardized workstation stations, regular structural components for automated production lines
General profiles for photovoltaic brackets, basic structural parts for wind power equipment, regular frames for new energy facilities
Basic body profiles for commercial vehicles, structural frames for freight trailers, regular interior components for rail transit
General enclosures for electronic equipment, heat sinks for regular-power LEDs, basic structural frames for consumer electronics
General profiles for civil building doors & windows, regular curtain wall frame components, general cross-section components for building decoration
General enclosures for medical equipment, basic structural frames for rehabilitation devices, universal profiles for medical carts







When the cut aluminum billets are preheated, a hydraulically powered ram pushes them into a die with stable pressure of approximately 10,000,000 pounds. The die can feature a standard aperture (e.g., round/square) or a regular-shaped cavity designed for general scenarios.
The extruded profiles are cooled rapidly on a continuous cooling table, then cut to batch lengths via CNC according to customer requirements. For strength needs in regular scenarios, standardized heat treatment can also improve the hardness and durability of the aluminum profiles.
Aluminum extrusion is divided into hot extrusion and cold extrusion, each adapted to different general production requirements:
Hot extrusion: Enables efficient feeding of large batches of aluminum billets for forming at low pressure, suitable for mass production of regular cross-sections.
Cold extrusion: Produces general components with a smooth surface, featuring good oxidation resistance and basic mechanical properties, ideal for ordinary structural parts.
In the hot extrusion process, aluminum billets are first standard-cut to target dimensions, then preheated stably to 300-600℃ in a continuous preheating furnace (softening the metal without liquefaction to ensure batch forming efficiency).
Cost-Effective Lightweight: Balanced strength-to-weight ratio effectively lowers structural costs for general equipment.
Natural Oxidation Protection: Surface oxide layer meets corrosion requirements of general scenarios without additional treatment.
Regular Complex Cross-Section Forming: Regular irregular/hollow cross-sections formed in one process, fitting most industry designs.
Batch Processing Cost Optimization: Higher efficiency than solid aluminum cutting, with clear cost benefits in mass production.
Standardized Interface Compatibility: Compatible with standard T-slot interfaces for quick equipment assembly.
Excellent Environmental Adaptability: 100% recyclable materials comply with general manufacturing environmental regulations.
Standard Mold Pre-Investment: Regular custom molds require initial funds, less economical for ultra-small batches.
Mold Replacement for Contour Updates: Design changes need new molds, slowing response to rapid iterations.
Batch Processing Scrap Generation: Moderate scrap produced during trimming, requiring basic recycling mechanisms.
Production Line Tonnage Limitation: Maximum profile size is restricted by existing line capacity; extra-large sections require customized capacity solutions.
Batch Surface Variation Control: Minor surface differences across batches require post-processing for appearance-sensitive applications.
High-Temperature Strength Attenuation:Strength decreases in high-temperature environments, requiring scenario-specific structural optimization.
Stay informed with the latest updates and announcements from JS Precision. Learn about our most recent projects.
Our tolerance control follows ISO 9001 certified standards: critical dimension tolerances are stably within ±0.1mm, and regular dimension tolerances are ±0.15mm. Standard tolerances can meet most general scenario needs and effectively control costs; we only recommend stricter tolerance schemes when parts require precise assembly.
We offer steel profile mechanical connection solutions: non-welding fastening via corner brackets, metal screws, or general mechanical connectors, suitable for regular rack requirements. In addition, combinations of mechanical fasteners and structural adhesives can also replace welding; steel profiles have higher strength but slightly higher assembly complexity, while aluminum extrusions still have core advantages in assembly convenience.
Wall thickness determination requires comprehensive practical considerations: • Alloy Grade: Soft alloys need increased wall thickness to ensure strength, while high-strength alloys can adapt to thin-wall designs • Profile Design: Deep channel or curved structures require thicker walls to improve stability • Press Capacity: The tonnage of extrusion equipment limits the forming limit of cross-sections • Surface Finishing: Coating or anodizing may require minimum wall thickness to avoid deformation • Dimensional Tolerance: Tolerance limits usually require increasing wall thickness to ensure processing consistency We will balance strength, weight, and cost during the design phase.
The typical recommended wall thickness is 1.0mm-2.5mm: • Structural or load-bearing parts: Wall thickness ≥2.0mm is recommended to ensure strength and rigidity • Lightweight or decorative parts: Wall thickness ≈1.0mm is sufficient The minimum feasible wall thickness is limited by alloy, cross-section complexity, and equipment capacity; the final choice needs to balance requirements and cost based on the actual scenario.
We provide prototyping and small-batch trial production services, which can produce sample parts for testing and verification before mass production. Prototyping services can help you: • Verify fit and function before committing to large quantities • Confirm that dimensions and tolerances meet requirements • Evaluate surface finishing effects • Optimize design early in development to reduce later risks.
Costs are determined by core factors: • Material Type: Common alloys like 6061/6063 are cheaper than specialty metals • Part Size: Larger profiles require more material and larger equipment, resulting in higher costs • Design Complexity: Complex cross-sections require custom molds, and tight tolerances increase processing time • Other Factors Affecting Price: Order volume (larger orders have lower unit costs), surface finish type, tooling and die costs for new profiles You can provide drawings and requirements, and we will give you an accurate quote.
Cost control can be effectively achieved through design and planning: • Optimize Structural Design: Keep wall thickness uniform, use rounded corners instead of sharp angles, design symmetrically as much as possible, and avoid difficult-to-form deep narrow channels • Choose Standard Materials: Prioritize standard alloys like 6061/6063 to reduce material costs • Plan Orders Reasonably: Increase order volume to spread tooling costs, and only choose tight tolerances when necessary • Simplify Surface Finishing: Prioritize standardized surface processes and consider reusing existing die profiles • Lock Design Early: Changing designs after mold completion will increase costs; we recommend early collaborative planning.
Aluminum extrusions are 100% recyclable without losing performance. The carbon emissions of recycled aluminum are much lower than primary aluminum, meeting environmental requirements; we support recycling systems and can reuse materials multiple times, which is both environmentally friendly and performance-guaranteed.
Core die types include: • Solid Dies: Used for simple solid profiles, with the lowest cost and highest efficiency • Hollow Dies: Used for profiles with hollow sections or tubes, with higher complexity and cost • Semi-Hollow Dies: Used for profiles with partially enclosed sections, with complexity and cost between solid and hollow dies We will match the optimal die solution based on your needs.
We offer a full range of standard T-slot profiles with sizes including: 10×10mm, 20×20mm, 30×30mm, 40×40mm, 45×45mm, 50×50mm, 60×60mm, 80×80mm, 100×100mm, 160×160mm. These sizes are suitable for regular rack and assembly scenarios, and you can select corresponding specifications according to needs.
Lead time depends on the project type: • Prototyping/Small Batch: 5-7 days (including mold development and trial production) • Mass Production: 10-20 days (including mold verification and production) • Regular projects: We can provide a stable delivery schedule to ensure batch supply.
We provide standardized post-processing solutions: • Aging Treatment: Improve alloy strength and hardness, suitable for regular industrial scenarios • Regular Surface Treatment: Achieve a surface finish of Ra≤1.6μm, meeting general needs • General Coating: Increase corrosion resistance, suitable for ordinary working conditions We will match a suitable post-processing process based on your needs.


