

Wir sehen Kunden oft neugierig darauf, wie Metall-Chassis und -Krackets von flachen Platten in dreidimensionale Teile umgewandelt werden können. Tatsächlich liegt der Trick in dieser Biegung. Verwenden Sie eine Biegermaschine, um die Kraft genau aufzutragen, um die Metallplatte in eine V-Form, U-Form und andere Winkel gemäß dem Design zu beugen. Dies ist das grundlegende Handwerk vonBlechverarbeitung.
Von sehr dünnen Tellern bis hin zu täglichen Stahlplatten, die einige Millimeter dick sind, befinden sie sich alle in unserem Verarbeitungsbereich. Der Schlüssel ist, die innere Krümmung der Biegung zu berechnen und sicherzustellen, dass sie größer ist als die Dicke der Platte, damit die Biegung stark ist und nicht knackt.
Wir verlassen uns hauptsächlich auf verschiedene Biegermaschinen, um mit Formen zu arbeiten.
Entsprechend den Anforderungen des Werkstücks und den Eigenschaften des Materials wählen Sie unterschiedlichBiegemethoden(wie Luftbiegung und V -Biegung). Verwandeln Sie das Design auf der Zeichnung in ein dreidimensionales Objekt. Hinter dieser scheinbar einfachen Biegung und Faltung steht Erfahrung und genaue Berechnung.
Zusammenfassung der wichtigsten Antworten:
| Aspekt | Beschreiben | Wert für Sie |
| Kernprinzip | Tragen Sie die externe Kraft auf das Metallblech auf, um sie dauerhaft zu verformen und einen bestimmten Winkel und eine bestimmte Form (z. B. V-förmig, u-förmlich) zu bilden. |
2D -Blätter effizient in 3D -Strukturkomponenten umwandeln.
|
| Hauptprozesse | Drücken Sie Biege ist eine Mainstream -Methode, bei der ein Stempel und eine Schimmelpilze verwendet werden, um das Biegen zu erreichen. | Geeignet für ein Stück Prototypenproduktion bis zur Massenproduktion. |
| Gemeinsame Typen | Grundlegende Biegemethoden wie V-förmige Biegung, U-förmige Biegung und gekräuselte Kanten. | Kann verschiedene Teile mit unterschiedlichen Strukturen und Funktionen entwerfen und herstellen. |
| Schlüsselüberlegungen | Biegeradius (beeinflussen Stärke), Rebound (elastische Erholung), K -Faktor (Berechnung der entfalteten Länge). | Direkte Auswirkungen auf die Genauigkeit und Qualitätszuverlässigkeit des Endprodukts. |
Dieser Artikel beantwortet Ihre Fragen:
- Dieser Leitfaden hilft Ihnen, die Bedeutung der Metallbiegung zu verstehen.
- Analysieren Sie die am häufigsten verwendeten Metallbiegemethoden,
- Geben Sie Ihnen einige praktische Designtipps,
- Das ultimative Ziel: um Ihnen dabei zu helfen, ein besseres Verständnis zu haben und bei der Gestaltung und Herstellung von Metallteilen bessere Arbeit zu leisten.
Warum sollten Sie diesem Leitfaden vertrauen? Die eigentliche Erfahrung von JS -Blechexperten erzählt es Ihnen
Bei JS,Biegenist das meistewas wir umgehen, mit denen wir uns befassenAn A täglich Basis, aber es istNicht nurum ein Meister seinWHOoperiertBiegermaschinen. Wir Sindeher wie Ingenieure, diedürfenHelfen Sie Kunden, strukturelle Probleme zu lösen. In den letzten zehn Jahren haben wirproduziertTausende von Präzisionsblechteilen in Elektronikfabriken, Baustellen sowie Maschinen und Ausrüstung.
Was macht diesen Leitfaden für Ihr Vertrauen wert? Es stützt sich auf die tatsächlichen Fähigkeiten, die wir jeden Tag im Workshop angesammelt haben:
- Wir wissen: Wie man den nervigen Rückprallbetrag genau berechnet, damit jeder 90-Grad-Winkel eng angepasst ist. Dies ist nicht im Buch geschrieben, sondern das Gefühl der Maschine nach unzähligen Anpassungen.
- Wir wissen:Wie Zu wählen Die am meisten geeignet Schimmel Wann Begegnung Materialien von anders Dicke Und Temperament.
Die Methode in der Anleitung ist keine TheoriezitiertAus einem Lehrbuch, aber ein Trick fand wir heraus, als wir jeden Tag praktische Probleme lösten.In Tatsache,Meister Zhang, der hatgewesen Arbeitenhier seit 20 Jahren,stetssagte Das,
"Schauen Sie sich nicht nur die Formeln auf dem Buchstabenpapier an, die wirklichen Fähigkeiten sind in den Eisenanträgen im Workshop versteckt. Dieser Leitfaden ist das, was wir dazu zusammengefasst haben, jeden Tag praktische Probleme zu lösen."
Das Prinzip der Metallbiegung: Die Wissenschaft des Metalls "Ertrag"
"Die Essenz der Metallverarbeitung ist die Kunst, Materialien zu zwingen, innerhalb eines genau kontrollierten Bereichs zu ergeben. - James F. Lehr, eine Autorität im Bereich der Präzisionsherstellung."
Wie dieses wahre Wissen sagt, müssen wir zunächst verstehen, dass das Biegen nicht abrupt das Metall brechen, sondern seine eigene Plastizität geschickt verwenden soll. Das heißt, es wird vorliegt, sicherzustellen, dass das Material intakt ist, wird eine ausreichend ausreichende Kraft angewendet, um den Ertragspunkt zu überschreiten, was zu einer irreversiblen dauerhaften Verformung führt, wodurch die von uns benötigte Form (wie V-förmig, u-förmig) gestaltet wird. Letztendlich ist es das Wichtigste, zu verstehen, wie sich das Material intern im Bogen verändert.
Die Grenze zwischen Elastizität und Plastizität:
- Anfangsstufe (elastische Verformung): Wenn wir anfangen, ein Stück zu biegenMetallblattMit Kraft ist es anfangs steif. Genau wie beim Leichtfilmen mit Ihrem Finger wird es sich verformen, aber sobald die Kraft entfernt wird, kehrt das Material vollständig in seine ursprüngliche Form zurück.
- Kritischer Wendepunkt (Ertragsfestigkeit): Wenn die angewendete Biegemittel weiter zunimmt und einen kritischen Wert des Metalls überschreitet (wir nennen dies die Ertragsfestigkeit), ändert sich die Situation.
- Zielstufe (plastische Deformation): Nach dem Überschreiten der Streckgrenze beginnt das Metallmaterial plastisch zu verformen. Selbst wenn die externe Kraft entfernt wird, kann das Material nicht vollständig in seine ursprüngliche Form zurückkehren, behält jedoch dauerhaft eine Verformung. Wenn wir die Biegeverarbeitung durchführen, müssen wir die Kraft geschickt kontrollieren, damit das Metallblatt diesen kritischen Punkt nur überschreitet und in die Stufe von eintrittPlastische Verformung, damit die gebogene Form repariert wird.
Dehnung und Komprimierung:
Stellen Sie sich vor, Sie biegen eine Karte. Ist das äußerste Material in der Kurve gedehnt? Und wird das innerste Material zusammen gepresst und verkürzt? Das Gleiche gilt, wenn eine Metallplatte gebogen ist: Die äußere Seite ist gedehnt und die innere Seite wird komprimiert.
Dann ist die Frage zwischen der gestreckten äußeren Seite und der komprimierten inneren Seite eine spezielle mittlere Schicht, die wir die neutrale Achse nennen. Diese Schicht wird während des Biegeprozesses weder wirklich gedehnt noch wirklich verkürzt, und ihre Länge bleibt im Grunde unverändert. Die Position dieser neutralen Achse ist der Schlüssel zur Berechnung der tatsächlichen Länge der Metallplatte nach dem Biegen!
Der Schlüssel zur Berechnung der entfalteten Länge-K-Faktor:
Die oben erwähnte neutrale Achse befindet sich nicht unbedingt genau in der Mitte der Dicke der Metallplatte! Wir verwenden eine Dezimalzahl, um zu repräsentieren, wie viel es ausgeglichen ist.K -Faktor. Es ist eine Dezimalzahl zwischen 0 und 1 (normalerweise 0,3 - 0,5).
Dieser Wert ist für uns entscheidend, um die entfaltete Länge der Metallplatte nach dem Biegen zu berechnen. Unterschiedliche Materialien, unterschiedliche Biegermethoden und sogar unterschiedliche Formen beeinflussen die Größe des K -Faktors. Dies ist ein sehr Kernparameter in unserem Prozess.
Umgang mit Frühlingsback nach dem Biegen:
Elastische Erholung: Selbst wenn das Material während des Biegeprozesses erfolgreich plastisch deformiert wird, ist die Kraft seiner früheren elastischen Verformung nicht vollständig verschwunden. Wenn Sie den Sterbchen entfernen, der ihn gebogen hat, erholt sich das Metallblech leicht, genau wie ein gedehntes Gummiband, wenn Sie loslassen! Dieses Phänomen heißt Frühlingsback.
Ergebnis: Dies führt dazu, dass der tatsächliche Winkel, den Sie sich biegen, etwas größer ist als der vom Würfel festgelegte Winkel. Wenn Sie sich beispielsweise mit einem 90-Grad-Würfel beugen, kann der tatsächliche Winkel nach der Freigabe 91 oder 92 Grad werden.
Wie geht das JS -Team mit dieser Situation um?
Springback ist ein unvermeidliches Phänomen, und wir haben eine Möglichkeit, damit umzugehen! Die Kernerfahrung, die unser JS-Team in langfristiger Praxis angesammelt hat, ist:
Überbiegung:
Dies ist die am häufigsten verwendete Methode. Wir haben einen Biegewinkel voreingestellt, der kleiner als der Zielwinkel für die Verarbeitung ist. Wenn das Ziel beispielsweise 90 Grad beträgt, können wir den Würfel auf 88 oder 87 setzenGrad zum Biegen. Auf diese Weise springt der Winkel, wenn sich das Blatt abprallt, auf die 90 Grad zurück, die wir brauchen.
Benutzerdefinierte kompensierte Werkzeuge:
Für hochvolumige, hochpräzise Produktion entwerfen und stellen wir spezielle Werkzeuge mit speziellen Kompensationswinkeln her. Der Winkel des Werkzeugs selbst hat die Menge an Friseur berücksichtigt, so dass es natürlich der Zielwinkel ist, wenn es nach unten gedrückt und freigegeben wird.
"Die Metallbiegung ist sowohl eine Wissenschaft als auch eine Kunsthandwerkskunst. Verfolgen Sie den perfekten Blech -Biege -Effekt? Mit professionellem Prozesswissen, Simulationsberechnungstools und reichhaltigen praktischen Erfahrungen kann das JS -Team die komplexesten Biegeherausforderungen für Sie lösen."
Mainstream -Metallbiegemethoden und -technologien
Presse Bremspresse Biegung - unsere Hauptwaffe
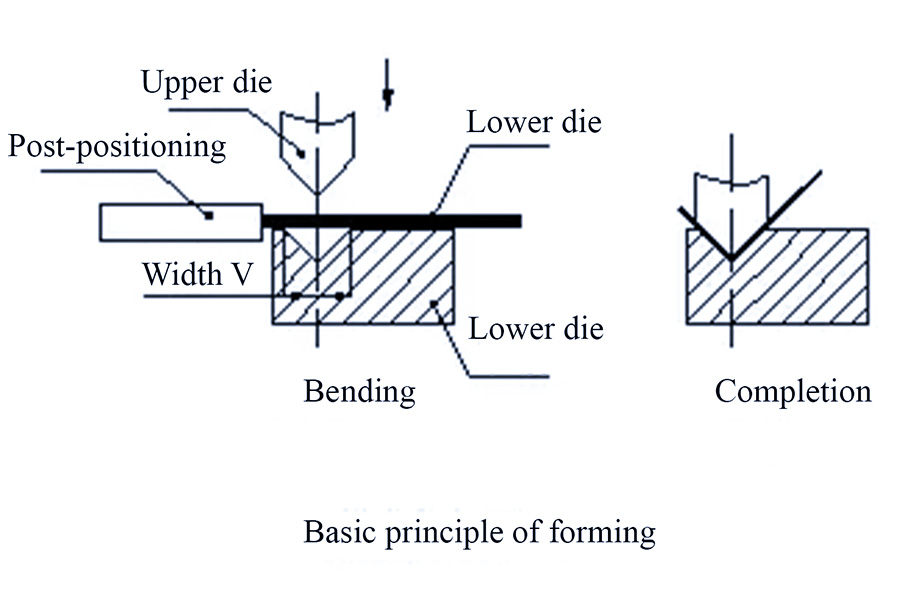
Arbeitsprinzip: Stellen Sie sich vor, Sie legen ein Metallblatt auf eine V-förmige Rille (wir nennen es den unteren Würfel) und verwenden dann einen Schlag mit passender Form (wir nennen es den oberen Würfel), um von oben nach unten zu drücken. Das Metallblech ist in der Mitte festgeklemmt und biegt unter starkem Druck gehorsam entlang der V-förmigen Kante des unteren Würfelers.Dies ist das Grundprinzip der Pressebremsenverarbeitung. Wir verlassen uns darauf, dass es die meisten genauen Winkelbiegungen vervollständigt.
Drei übliche Pressemethoden:
(1) Luftbiegung:
Das flexibelste und am häufigsten verwendete! Diese Methode ermöglicht den oberen Würfel nach unten, drückt die Metallplatte jedoch nicht vollständig auf den Boden des unteren Würfelers. Der Biegewinkel wird durch Steuerung der Tiefe der Tiefe bestimmtobere Würfelin den unteren Würfel gedrückt. Je tiefer der Druck, desto tiefer der Winkel. Je flacher der Druck, desto größer der Winkel.
Was sind die Vorteile? Ein Satz von Formen kann in viele verschiedene Winkel gebogen werden, mit schneller Austauschgeschwindigkeit und hoher Effizienz! Ratet mal, welches für mehr als 90% der Verarbeitung in unserem Workshop verwendet wird? Ja, es ist dieser!
(2) Bottoming:
Höhere Präzision und weniger Rückprall. Diesmal drückt der obere Würfel die Metallplatte fest an die Seitenwand der unteren Würfel. Das FinaleBiegewinkelwird im Grunde genommen durch die Form der Form selbst bestimmt, im Gegensatz zur Luftbiegung, die von der Drucktiefe abhängt.
- Der Vorteil ist, dass der Druck fest ist, der Rückprall weniger als Luftbiege und der Winkel stabiler ist.
- Der Nachteil ist, dass eine Reihe von Formen im Grunde nur einem Winkel entsprechen und die Form geändert werden muss, wenn der Winkel geändert wird.
(3) Prägung:
Es ist sehr mächtig, aber es wird selten verwendet. Es erfordert sehr hohen Druck (mehrmals größer als die beiden vorherigen), um das Metallblech vollständig in den Spalt zwischen den oberen und unteren Formen zu drücken, damit das Material in der Form geformt werden kann. Dies kann den Abpraller fast vollständig ausdrücken und hat eine extrem hohe Präzision.
Jedoch! Die maschinellen Tonnage -Anforderungen sind zu hoch, die Form vergibt sich schnell und die Kosten steigen. Wenn die Präzisionsanforderungen nicht extrem hoch sind oder spezielle Materialien verwendet werden, verwenden wir diese Methode im Allgemeinen nicht.
Vergleich der Merkmale und Anforderungen der drei Biegeprozesse:
| Eigenschaften/Anforderungen | Luftbiegung | Bottoming | Biegerei |
| Erforderliche Tonnage | Niedrig (≈ 20-40% der Prägung) | Medium (≈ 1,5-2,5x Luftbiegung) | Extrem hoch (≈ 4-10x Boden, 8-25x Luftbiegung) |
| Winkelgenauigkeit (typische Toleranz) | ± 0,5 ° - ± 1,5 ° | ± 0,25 ° - ± 0,75 ° | <± 0,25 ° |
| Rückprallkontrolle | Hohe (abhängige Kompensation) | Mittel bis niedrig (gut) | Extrem niedrig (fast beseitigt) |
| Schimmellebensdauer | Am höchsten | Medium | Minimum |
| Schimmeluniversität | Extrem hoch (ein Modell für mehrere Verwendungen) | Niedrig (hauptsächlich für den einzelnen Winkelgebrauch) | Extrem niedrig (engagiert) |
| Anwendungsszenario -Verhältnis | > 85% | ≈ 10-12% | <3% |
Kerndatenquellen:
- Precision MetalForming Association (PMPA) - Precision MetalForming Association (USA)
- Internationales Journal of Advanced Manufacturing Technology - "International Advanced Manufacturing Technology Magazine"
- Herstellung & Metalworking Magazine - "Fabricating & Metalworking"
Andere gemeinsame Biegetechnologien:
Zusätzlich zur Pressebendtechnologie (insbesondere der Luftbiege), die üblicherweise von Biegerautomaten verwendet werden, gibt es mehrere wichtige Biegeprozesse, die für verschiedene Szenarien geeignet sind:
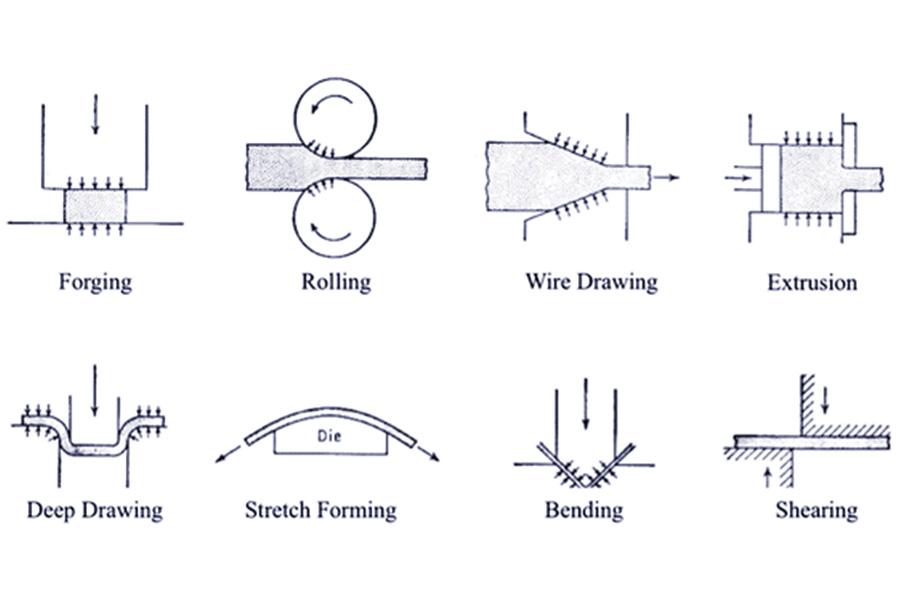
(1) Rollen:
- Funktionelle Eigenschaften: Speziell verwendet, um Metallblätter kontinuierlich in große Radiusbögen zu biegen oder geschlossene zylindrische Komponenten zu bilden.
- Typische Anwendungen: Herstellungslüftungsanschlüsse, große Lagertankkörper, gekrümmte Gebäudedächer, Vorhangwandpaneele und andere Teile, die eine große Krümmung erfordernRadius bilden.
- Ausrüstungsprinzip: In der Regel wird eine Rollmaschine mit einer Drei-Roller- oder Vier-Roller-Struktur verwendet. Das Blatt verläuft durch die Mitte dieser Walzen und durch Einstellen der Position und des Drucks der Walzen kann das Blatt glatt und kontinuierlich in einen Bogen oder einen vollständigen Zylinder gebeugt werden.
- Prozessvorteile: Es ist für die Produktion von großem gekrümmtem oder zylindrischem geeignetBlechenteileund ist der Kernprozess für die Herstellung solcher Produkte.
(2) Falten:
- Funktionseigenschaften: Diese Methode ist besonders geeignet, um die Kanten großer Platten zu biegen oder einige relativ komplexe Kastenteile zu verarbeiten.
- Anwendungsszenarien: Es ist vorteilhafter, wenn die Teilgröße zu groß ist, um die Biegermaschine zu bedienen, oder wenn die Teilstruktur eine komplexe Kantenfaltung beinhaltet.
- Ausrüstungsprinzip: Verwenden Sie eine Klappmaschine. Es zeichnet sich durch einen "Biegestrahl" (schwingender Strahl) aus, der angehoben werden kann. Während des Betriebs klemmen Sie zuerst die Platte auf den Tisch, und dann bewegt sich der Biegerstrahl entlang der eingestellten Flugbahn nach oben oder unten, um den überhängenden Teil der Platte zu biegen.
- Prozessvorteile: Es hat eine gute Sichtbarkeit und Einfachheit des Betriebs für die Kantenbiegung großer Platten und kann effizient komplexere Kanten vervollständigenKlappstrukturenmit einem relativ hohen Sicherheitsfaktor.
"Auf der JS -Produktionslinie ist die Biegermaschine die absolute Hauptkraft, die für den größten Teil des genauen Winkelbiegens verantwortlich ist. Angesichts von super großen Tellern oder komplexen Boxstrukturen ist die Faltmaschine die beste Wahl. Wenn Sie ein Metallbiegeprojekt zur Hand haben, können Sie es unserem JS -Team überlassen!"
4 grundlegende Biegertypen und deren Anwendungen
Als nächstes werden wir es Ihnen zeigenDie vier häufigsten grundlegenden Biegertypen in Blechteilen. Wenn Sie diese kennen, können Sie die Vorteile der Blechentechnologie beim Entwerfen besser spielen. Die Zeichnungen, die Sie zeichnen, sind nicht nur schön, sondern auch einfach in unserem Workshop und kostengünstiger!
4 grundlegende Biegertypen und deren Anwendungen
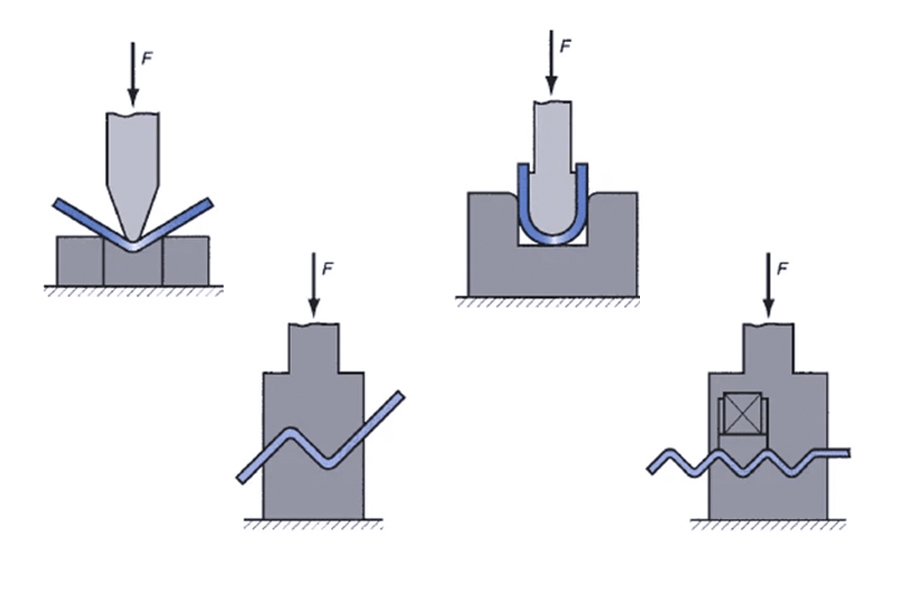
Der erste Typ: V-Bend-Basic General Bending
Prozessbeschreibung: Verwenden des V-förmigen unteren Würfel- und passenden oberen WürfelBiegemethode.
Typische Anwendungen: Anwendung für die meisten Blechstrukturteile, die einen Winkel bilden müssen.
Zum Beispiel: Unterstützungswinkel verschiedener Klammern, Kantenbiegung von Geräte -Chassis/-hülsen, Flanschen von Montagemitteln usw. Die Vorteile sind reife Technologie, starke Vielseitigkeit und hohe Effizienz. Es ist der Hauptprozess für die tägliche Produktion im Workshop.
Zweiter Typ: U -Bend - Doppelte Biegungen in einem Schritt
Prozessbeschreibung: Unter Verwendung einer speziellen U-förmigen oberen Würfel und einer entsprechenden unteren Würfelrille werden zwei parallele Biegungen in dieselbe Richtung auf dem Blatt gleichzeitig durch einen einzelnen Stempelhub gebildet, und schließlich wird ein U-förmiger Abschnitt erhalten.
Typische Anwendungen: hauptsächlich verwendet zuHerstellung von TeilenDas erfordern einen U-förmigen Abschnitt.
Typische Beispiele sind: U-förmige Trogs, Kanäle für Kabel- oder Pipeline-Routing, Schlitze für Blechvorrichtungen, Montageschienen in Elektroschränken usw.
Im Vergleich zur getrennten Herstellung von zwei V-förmigen Biegungen können U-förmige Biegungen die Produktionseffizienz erheblich verbessern, die parallelstMassenproduktion.
Dritter Typ: Z -BEND - Erreichen Sie die Höhendifferenzverbindung
Prozessbeschreibung: Durch zwei Biegevorgänge in entgegengesetzte Richtungen abgeschlossen. Machen Sie zuerst die erste Biegung an einem Ende des Blattes (z. B. 90 ° nach unten) und dann die zweite Biegung in die entgegengesetzte Richtung (z. B. 90 ° nach oben) an der entsprechenden Position und bilden schließlich ein mit dem Buchstaben "z" ähnlicher Stufenprofil, wodurch ein Höhe zwischen den beiden Flugzeugen entsteht.
Typische Anwendungen: Der Kernwert liegt in der Lösung des Verbindungsproblems zwischen verschiedenen Ebenen.
Zum Beispiel: Ein Blechenteil muss einen anderen Blechanteil unterschiedlicher Höhen überspannen und überlappen. Das Panel -Design muss die erhöhte Struktur auf der Rückseite (z. B. Rippen, Schweißnähte oder Komponenten) vermeiden oder einen Ausrichtungsschritt für die Montage bereitstellen. Wenn Ihr Design eine Größe von Höhenausrichtung beinhaltet, ist Z-Biegen normalerweise eine wirksame strukturelle Lösung.
Der vierte Typ: Saumbiegung
Prozessbeschreibung: Ein spezieller Verarbeitungsprozess für die Kante des Blattes, die normalerweise in zwei Schritten abgeschlossen ist. Erstens wird die Kante in einem kleinen Winkel (gewöhnlich 90 °) vorgefertigt. Anschließend ist diese vorgefertigte Kante weiter abgeflacht, um fest zurück zum Blechkörper zu passen und die ursprüngliche Kante vollständig zu wickeln.
Typische Anwendungen:
- Verbesserung der Randsteifigkeit: Durch Erhöhen der Kantendicke werden die Gesamtstrukturstärke und die Verformungsbeständigkeit von dünnen Plattenteilen erheblich verbessert, insbesondere für Kanten, die Kraft ausgesetzt sind oder leicht deformiert werden.
- Sicherheit und Ästhetik verbessern: Beseitigen Sie scharfe Grat und Kanten vollständig durch Scheren oderLaserschnittNehmen Sie eine glatte und sichere Note an und geben Sie den Kanten ein ordentliches und professionelles Erscheinungsbild. In Kanten, für die Benutzerkontakt (z. B. Schranktürkanten, Schubladenpaneele), dünnwandige Komponenten (z. B. Schalen-Seitenpaneele) und Produkte mit hohen Anforderungen an die Qualität der Erscheinungsqualität verwendet werden.
Schlüsselvorschläge für Designer:
- Grundwinkelformung:V-förmige Biegungist die erste Wahl. Effizient und vielseitig, erfüllen die meisten Anforderungen an die Ecke.
- U-förmige Abschnittskomponenten: U-förmige Biegung wird verwendet. In einem Schritt wird eine Doppelbiegung gebildet, um Genauigkeit und Effizienz zu gewährleisten.
- Spannungsgrößenhöhenanschluss: Wählen Sie Z-förmige Biegung. Erstellen Sie genaue Schritte zur Lösung von Fehlausrichtungsproblemen der Baugruppe.
- Kantenverstärkung und Schutz: Säumen auftragen (Saum). Stärke verbessern, Burrs beseitigen, das Aussehen und die Sicherheit optimieren.
"JS-Ingenieure schlagen vor, dass während des Entwurfsprozesses die funktionalen Anforderungen und Montagebeziehungen der Teile klären, um den am besten geeigneten Biegertyp am besten auszuwählen.
FAQ - Beantworten Sie alle Ihre Fragen zur Metallbiegung
Frage 1: Was kann Metallbiegen tun?
Es bedeutet einfach, dass wir eine flache, kostengünstige Metallplatte zu einem dreidimensionalen Teil werden, der Belastung trägt und praktisch nützlich ist, indem wir unsere Maschinen und Erfahrung nützlich sind.
Ist dieser Biegeprozess der grundlegendste und wichtigste Schritt von Zeichnungslinien bis zum Box, Regal oder Maschinenhülle in der Hand? Es macht Ideen schnell, gut und wirtschaftlich zu physischen Objekten!
Frage 2: Gibt es einen Unterschied zwischen Metallbiegung und Blechbiegung?
Viele Leute wundern sich darüber! Metallbiegung ist ein generischer Begriff. Theoretisch kann jedes Metall einen Kursbogen haben, es variiert in Schwierigkeiten. Der Begriff Blechbiegung ist spezifisch und beschreibt die Biegung relativ dünner Metallblätter oder Blätter, normalerweise unter 6 mm in der Branchenpraxis. Diese Begriffe werden ausgetauscht und beziehen sich im Allgemeinen in den meisten industriellen Herstellungsszenarien auf Blechbiege, insbesondere wenn sie sich auf die Verarbeitung von dünnen Platten beziehen.
Frage 3: Auf welcher Kampfkunst basiert Metallbiegung?
Das ist eine interessante Frage! Metalbending stammt von "Avatar: The Last Airbender" und wurde von dem Charakter Toph Zuiffang erstellt. Seine Aktion basiert auf Hong Jiaquan, einer chinesischen südlichen Kampfkunst, die einen stabilen Unterkörper und starke, direkte Angriffsfähigkeiten betont.
Natürlich basiert im realen Fertigungsfeld (wie unser JS-Team) der Kern unserer genauen Metallkontrolle nicht auf Kampfkunst, sondern auf der hohen Leistung hydraulischer Biegergeräte und der reichhaltigen praktischen Erfahrung der Ingenieure, die auf Materialien basieren, aber bei der genauen Kontrolle der Metallkräfte gibt es in der Tat ähnliche Verfolgungen.
Frage 4: Wie erhalten Sie PDF -Materialien für Blechbiegeprozesse?
Obwohl es im Internet viele häufige PDF -Materialien gibt, ist es aufgrund ihrer Universalität oft leicht, in Fallen zu fallen!
Was verursacht dieses Problem? Die spezifische Situation jedes Projekts ist sehr unterschiedlich, mit unterschiedlichen Materialien, Dicken, Winkelanforderungen und Maschinen. Die zuverlässigste Methode besteht daher darin, mit erfahrenen Ingenieuren zu kommunizieren.
Unser JS -Team ist kostenlos für die Designberatung. Senden Sie Ihre Entwurfskizze und unsere Ingenieure geben Ihnen eine professionelle Prozessbewertung und Vorschläge. Wenn Sie eine schriftliche Referenz benötigen, können wir Ihnen einen praktischen Leitfaden "Blechbiegeprozess -Kernverweis" (PDF) zur Zusammenfassung der wichtigsten Entwurfsparameter zur Verfügung stellen. Kontaktieren Sie uns für eine Kopie.
Zusammenfassung
Metallbiegung ist viel mehr als nur "Biegung mit Gewalt". Es ist eine Technologie, die präzise Materialeigenschaften, mechanische Prinzipien und praktische Erfahrungen kombiniert. Verständnis der Kernkonzepte der Ertragsfestigkeit, der neutralen Achse, des K-Faktors und des Frühlings sowie der Beherrschung grundlegender Prozesse wie V-Bend, U-Bend, Z-Bend und Hemming sind die Grundlage für uns, kontinuierlich und stabil zu seinHerstellung von Blech herstellenTeile mit starker Struktur, präzisen Abmessungen und steuerbaren Kosten. Hinter jeder präzisen Biegung befindet sich die Einhaltung wissenschaftlicher Prinzipien und die Verkörperung unzähliger praktischer Akkumulation.
Lassen Sie das JS -Team Ihr solider und zuverlässiger Fertigungspartner sein!
Wenn Ihre Entwurfszeichnungen in hochwertige Metallprodukte umgewandelt werden müssen, ist es wichtig, einen Partner mit tiefem technischer Akkumulation und reichhaltiger technischer Erfahrung zu wählen.
Wenn Ihr nächstes Projekt Metallbiege oder Blechverarbeitung umfasst, ist dieJS -Teamist bereit, Ihnen jederzeit professionelle Unterstützung zu bieten:
Expertenteam, Eskorte während des gesamten Prozesses: Wir sind keine einfachen Betreiber. Ab dem Moment, in dem Sie die Zeichnungen oder 3D -Modelle senden, werden unsere erfahrenen Ingenieure (wie ich) eingreifen:
- Eingehende Analyse Ihrer Entwurfsabsicht und funktionalen Anforderungen.
- Bewerten Sie die Materialauswahl und die Machbarkeit des Prozesses und identifizieren Sie mögliche Herausforderungen.
- Entwickeln Sie optimale Prozessrouten und präzise Verarbeitungsparameter, einschließlich genauer Expansionsberechnungen, K -Faktor -Anwendung und Springback -Kompensationsstrategien.
- Fortgeschrittene Geräte, präzise Ausführung: JS -Workshops sind mit Mainstream -Präzisions -Biegermaschinen, Laserschneidemaschinen ausgestattet,CNC -Stanzmaschinenund andere Geräte, um sicherzustellen, dass technische Pläne genau und effizient in physische Objekte umgewandelt werden.

Haftungsausschluss
Der Inhalt dieser Seite dient nur zu Informationszwecken.JS -SerieIn Bezug auf die Genauigkeit, Vollständigkeit oder Gültigkeit der Informationen gibt es keine Darstellungen oder Garantien. Es sollte nicht geschlossen werden, dass ein Lieferant oder Hersteller von Drittanbietern Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionseigenschaften, materielle Qualität und Art oder Verarbeitung über das Longsheng-Netzwerk bereitstellt. Es liegt in der Verantwortung des KäufersErfordern TeileangeboteIdentifizieren Sie spezifische Anforderungen für diese Abschnitte.Bitte kontaktieren Sie uns für weitere Informationen.
JS -Team
JS ist ein branchenführendes UnternehmenKonzentrieren Sie sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und konzentrieren uns auf hohe PräzisionCNC -BearbeitungAnwesendBlechherstellungAnwesend3D -DruckAnwesendInjektionsformungAnwesendMetallstempel,und andere One-Stop-Produktionsdienste.
Unsere Fabrik ist mit über 100 modernsten 5-Achsen-Bearbeitungszentren ausgestattet, ISO 9001: 2015 Certified. Wir bieten Kunden in mehr als 150 Ländern auf der ganzen Welt schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Unabhängig davon, ob es sich um eine kleine Volumenproduktion oder eine große Anpassung an die Anpassung, können wir Ihre Bedürfnisse innerhalb von 24 Stunden mit der schnellsten Lieferung erfüllen. wählenJS -TechnologieDies bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website:www.cncprotolabs.com
Ressource

