

Frequentemente, vemos clientes curiosos sobre como o chassi e suportes de metal podem ser transformados de placas planas em peças tridimensionais. De fato, o truque está nessa flexão. Use uma máquina de flexão para aplicar força com precisão para dobrar a placa de metal em uma forma de V, em forma de U e outros ângulos de acordo com o design. Este é o ofício básico deProcessamento de chapa metal.
De placas muito finas a placas de aço diário com alguns milímetros de espessura, eles estão todos dentro da nossa faixa de processamento. A chave é calcular a curvatura interna da curva e garantir que seja maior que a espessura da placa, para que a curva seja forte e não quebre.
Nós confiamos principalmente em várias máquinas de flexão para trabalhar com moldes.
De acordo com os requisitos da peça de trabalho e as características do material, escolha diferenteMétodos de flexão(como flexão de ar e flexão V). Transforme o design no desenho em um objeto tridimensional. Por trás dessa flexão e dobragem aparentemente simples é a experiência e o cálculo preciso.
Resumo das principais respostas:
| Aspecto | Descrever | Valor para você |
| Princípio central | Aplique a força externa na folha de metal para deformá-la permanentemente, formando um ângulo e forma específicos (como em forma de V, em forma de U). |
Converter com eficiência folhas 2D em componentes estruturais 3D.
|
| Principais processos | A flexão da imprensa é um método convencional que usa um soco e um molde para obter flexão. | Adequado para a produção de protótipo de peça única até a produção em massa. |
| Tipos comuns | Métodos básicos de flexão, como flexão em forma de V, flexão em forma de U e bordas enroladas. | Pode projetar e fabricar várias peças com diferentes estruturas e funções. |
| Considerações importantes | Raio de flexão (afetando a força), recuperação (recuperação elástica), K fator (calculando o comprimento desdobrado). | Afetando diretamente a precisão e a confiabilidade da qualidade do produto final. |
Este artigo responderá às suas perguntas:
- Este guia ajudará você a entender o significado da flexão de metal,
- Analise os métodos de flexão de metal mais usados,
- Dê -lhe algumas dicas de design prático,
- O objetivo final: ajudá -lo a entender melhor e fazer um trabalho melhor ao projetar e fabricar peças de metal.
Por que você deve confiar neste guia? A verdadeira experiência de especialistas em chapa de JS diz
Em JS,flexãoé o máximocoisa com a qual lidamossobre um diário base, Mas énão apenassobre sendo um mestreQuemoperamáquinas de flexão. Nós sãomais como engenheiros quepodeAjude os clientes a resolver problemas estruturais. Na última década, temosproduzidoMilhares de peças de chapas metálicas de precisão em fábricas eletrônicas, canteiros de obras e máquinas e equipamentos.
O que torna este guia digno de sua confiança? Ele depende das habilidades reais que acumulamos no workshop todos os dias:
- Sabemos: como calcular a quantidade de recuperação irritante com precisão para que cada ângulo de 90 graus seja bem ajustado. Isso não está escrito no livro, mas a sensação da máquina após inúmeros ajustes.
- Sabemos:Como para escolher o maioria adequado mofo quando encontrando Materiais de diferente grossura e temperamento.
O método no guia não é uma teoriacitadoDe um livro, mas um truque que descobrimos quando estávamos trabalhando e resolvendo problemas práticos todos os dias.Em fato,Mestre Zhang, que temestive trabalhandoAqui por 20 anos,sempredisse que,
"Não apenas olhe para as fórmulas no papel de carta, as habilidades reais estão ocultas nos registros de ferro na oficina. Este guia é o que resumimos na solução de problemas práticos todos os dias".
O princípio da flexão de metal: a ciência de fazer "rendimento" de metal
"A essência do processamento de metais é a arte de forçar os materiais a render dentro de uma faixa controlada com precisão. - James F. Lehr, uma autoridade no campo da fabricação de precisão".
Como diz esse verdadeiro conhecimento, devemos primeiro entender que a flexão não é quebrar o metal abruptamente, mas usar inteligentemente sua própria plasticidade. Ou seja, com a premissa de garantir que o material esteja intacto, uma força grande o suficiente é aplicada para fazê-lo exceder o ponto de rendimento, resultando em deformação permanente irreversível, moldando assim a forma de que precisamos (como em forma de V e em forma de U). Por fim, entender como o material muda internamente quando está dobrado é a coisa mais importante.
O limite entre elasticidade e plasticidade:
- Estágio inicial (deformação elástica): quando começamos a dobrar um pedaço deFolha de metalCom força, é inicialmente rígida. Assim como quando você pressiona uma mola levemente com o dedo, ele se deformará, mas assim que a força for removida, o material retornará completamente à sua forma original.
- Ponto de virada crítica (força de escoamento): Quando a força de flexão aplicada continua aumentando e excede um valor crítico do metal (chamamos isso de força de escoamento), a situação muda.
- Etapa do alvo (deformação plástica): Após exceder a força de escoamento, o material metálico começa a deformar plasticamente. Nesse ponto, mesmo que a força externa seja removida, o material não pode retornar completamente à sua forma original, mas mantém permanentemente alguma deformação. Quando fazemos o processamento de flexão, precisamos controlar inteligentemente a força para que a folha de metal atravesse esse ponto crítico e entre no estágio dedeformação plástica, para que a forma dobrada seja consertada.
Alongamento e compressão:
Imagine que você dobra um cartão. Na curva, o material mais externo é esticado? E o material mais íntimo é espremido e encurtado? O mesmo acontece quando uma placa de metal é dobrada: o lado externo é esticado e o lado interno é comprimido.
Então a questão é que, entre o lado externo esticado e o lado interno comprimido, deve haver uma camada intermediária especial, que chamamos de eixo neutro. Essa camada não é realmente esticada nem realmente encurtada durante o processo de flexão, e seu comprimento permanece basicamente inalterado. A posição deste eixo neutro é a chave para calcular o comprimento real da placa de metal após a flexão!
A chave para calcular o comprimento desdobrado-K fator:
O eixo neutro mencionado acima não é necessariamente exatamente no meio da espessura da placa de metal! Usamos um decimal para representar o quanto é compensado, que é oK fator. É um decimal entre 0 e 1 (geralmente 0,3 - 0,5).
Esse valor é crucial para calcularmos o comprimento desdobrado da placa de metal após a flexão. Materiais diferentes, diferentes métodos de flexão e até diferentes moldes afetarão o tamanho do fator K. Este é um parâmetro muito essencial em nosso processo.
Lidando com Springback após dobrar:
Recuperação elástica: Mesmo que o material seja deformado com sucesso durante o processo de flexão, a força de sua deformação elástica anterior não desapareceu completamente. Portanto, quando você remove o dado que a dobrou, a folha de metal se recuperará um pouco, como um elástico esticado quando você solta! Esse fenômeno é chamado Springback.
Resultado: Isso faz com que o ângulo real que você dobra seja um pouco maior que o ângulo definido pelo dado. Por exemplo, se você dobrar com um dado de 90 graus, o ângulo real poderá se tornar 91 ou 92 graus após liberá-lo.
Como a equipe do JS lida com essa situação?
Springback é um fenômeno inevitável, e temos uma maneira de lidar com isso! A experiência central acumulada por nossa equipe JS na prática de longo prazo é:
Exagerado:
Este é o método mais comumente usado. Precisamos um ângulo de flexão menor que o ângulo de destino para o processamento. Por exemplo, se o alvo for 90 graus, podemos definir o dado para 88 ou 87graus para flexão. Dessa forma, quando a folha se recupera, o ângulo apenas volta aos 90 graus de que precisamos.
Ferramentas compensadas personalizadas:
Para produção de alto volume e alta precisão, projetamos e fabricamos ferramentas especiais com ângulos de compensação especiais. O ângulo da própria ferramenta levou em consideração o valor do Springback, de modo que, quando for pressionado e liberado, será naturalmente o ângulo de destino.
"A flexão de metal é uma ciência e uma arte de artesanato. Você está buscando o efeito de flexão de chapa de chapa perfeita? Com conhecimento profissional do processo, ferramentas de cálculo de simulação e rica experiência prática, a equipe JS pode resolver os desafios de flexão mais complexos para você".
Métodos e tecnologias de flexão de metal convencionais
Pressione a flexão da prensa de freio - nossa arma principal
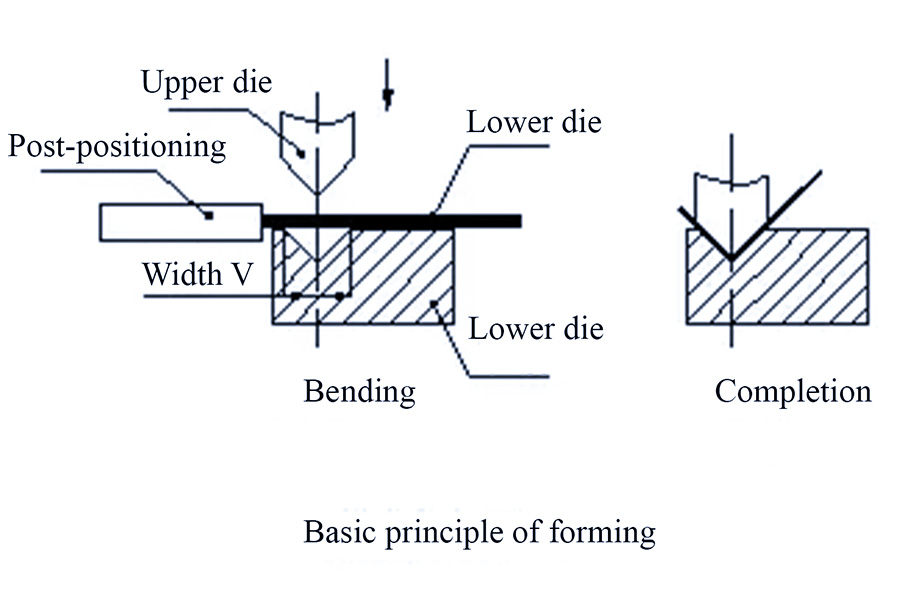
Princípio de funcionamento: imagine colocar uma folha de metal em uma ranhura em forma de V (chamamos de matriz inferior) e, em seguida, usando um soco da forma correspondente (chamamos de matriz superior) para pressionar de cima. A folha de metal é fixada no meio e, sob forte pressão, dobra obedientemente ao longo da borda em forma de V da matriz inferior.Este é o princípio básico do processamento do freio da imprensa. Confiamos nele para completar as curvas mais precisas do ângulo.
Três métodos de prensagem comuns:
(1) flexão do ar:
O mais flexível e mais usado! Este método permite que a matriz superior pressione, mas não pressiona completamente a placa de metal na parte inferior da matriz inferior. O ângulo de flexão é determinado pelo controle da profundidade domorrer superiorpressionado na matriz inferior. Quanto mais profunda a pressão, mais profundo o ângulo. Quanto mais raso a pressão, maior o ângulo.
Quais são as vantagens? Um conjunto de moldes pode ser dobrado em muitos ângulos diferentes, com velocidade de troca rápida e alta eficiência! Adivinha qual é usado para mais de 90% do processamento em nossa oficina? Sim, é este!
(2) Bottoming:
Maior precisão e menos recuperação. Desta vez, o dado superior pressionará a placa de metal firmemente na parede lateral da matriz inferior.ângulo de flexãoé basicamente determinado pela forma do próprio molde, diferentemente da flexão do ar, o que depende da profundidade da pressão.
- A vantagem é que a pressão é sólida, a recuperação é menor que a flexão do ar e o ângulo é mais estável.
- A desvantagem é que um conjunto de moldes pode basicamente corresponder apenas a um ângulo e o molde deve ser alterado quando o ângulo é alterado.
(3) cunhagem:
É muito poderoso, mas raramente é usado. Requer pressão muito alta (várias vezes maior que as duas anteriores) para apertar completamente a folha de metal na lacuna entre os moldes superior e inferior, para que o material possa ser moldado no molde. Isso pode espremer quase completamente o rebote e ter uma precisão extremamente alta.
No entanto! Os requisitos de tonelagem da máquina são muito altos, o molde veste rapidamente e o custo aumentará. Agora, a menos que os requisitos de precisão sejam extremamente altos ou os materiais especiais sejam usados, geralmente não usamos esse método.
Comparação das características e requisitos dos três processos de flexão:
| Características/requisitos | Flexão de ar | Bottoming | Curvatura de curvatura |
| Tonelagem necessária | Baixo (≈ 20-40% da cunhagem) | Médio (≈ 1,5-2,5x flexão de ar) | Extremamente alto (≈ 4-10x de fundo, 8-25x de flexão de ar) |
| Precisão do ângulo (tolerância típica) | ± 0,5 ° - ± 1,5 ° | ± 0,25 ° - ± 0,75 ° | <± 0,25 ° |
| Controle de rebote | Alta (compensação dependente) | Médio a baixo (bom) | Extremamente baixo (quase eliminado) |
| Mold Lifespan | O mais alto | Médio | Mínimo |
| Molde Universalidade | Extremamente alto (um modelo para vários usos) | Baixo (principalmente para uso de ângulo único) | Extremamente baixo (dedicado) |
| Razão de cenário de aplicação | > 85% | ≈ 10-12% | <3% |
Fontes de dados principais:
- Associação de Formação de Metal de Precisão (PMPA) - Associação de Formação de Metal de Precisão (EUA)
- International Journal of Advanced Manufacturing Technology - "International Advanced Manufacturing Technology Magazine"
- Revista Fabricating & Metalworking - "Fabricating & Metalworking"
Outras tecnologias comuns de flexão:
Além da tecnologia de flexão da imprensa (especialmente a flexão do ar) comumente usada por máquinas de flexão, existem vários processos importantes de flexão adequados para diferentes cenários:
(1) Rolling:
- Características funcionais: Especialmente usado para dobrar continuamente as folhas de metal em arcos de raio grandes ou formam componentes cilíndricos fechados.
- Aplicações típicas: dutos de ventilação de fabricação, grandes corpos de tanque de armazenamento, telhados de construção curvos, painéis de parede de cortina e outras peças que requerem curvatura granderaio formando.
- Princípio do equipamento: uma máquina de rolagem com uma estrutura de três roladores ou quatro roladores é geralmente usada. A folha passa pelo meio desses rolos e, ajustando a posição e a pressão dos rolos, a folha pode ser dobrada de maneira suave e continuamente dobrada em um arco ou um cilindro completo.
- Vantagens do processo: é adequado para a produção de grandes curvas ou cilíndricasPeças de chapas metálicas, e é o processo principal para a fabricação de tais produtos.
(2) dobrar:
- Características funcionais: Este método é particularmente adequado para dobrar as bordas de placas grandes ou processar algumas peças de caixa relativamente complexas.
- Cenários de aplicação: é mais vantajoso quando o tamanho da peça é grande demais para dificultar a operação da máquina de flexão ou quando a estrutura da peça envolve dobragem complexa.
- Princípio do equipamento: use uma máquina dobrável. É caracterizado por um "feixe de flexão" (feixe de balanço) que pode ser levantado. Durante a operação, primeiro prenda a placa sobre a mesa e, em seguida, o feixe de flexão se move para cima ou para baixo ao longo da trajetória definida para dobrar a parte saliente da placa.
- Vantagens do processo: tem boa visibilidade e facilidade de operação para a dobra de borda de placas grandes e pode completar com eficiência uma borda mais complexaestruturas dobráveiscom um fator de segurança relativamente alto.
"Na linha de produção JS, a máquina de flexão é a força principal absoluta, responsável pela maior parte da flexão precisa do ângulo. Diante de placas super grandes ou estruturas de caixas complexas, a máquina dobrável é a melhor escolha. Se você tem um projeto de flexão de metal à mão, fique à vontade para deixá -lo para a nossa equipe JS!"
4 tipos básicos de flexão e suas aplicações
Em seguida, vamos mostrar a vocêOs quatro tipos de flexão básica mais comuns em peças de chapa metal. Conhecendo isso, você pode reproduzir melhor as vantagens da tecnologia de chapas metálicas ao projetar. Os desenhos que você desenha não são apenas bonitos, mas também fáceis de fazer em nossa oficina e mais econômicos!
4 tipos básicos de flexão e suas aplicações
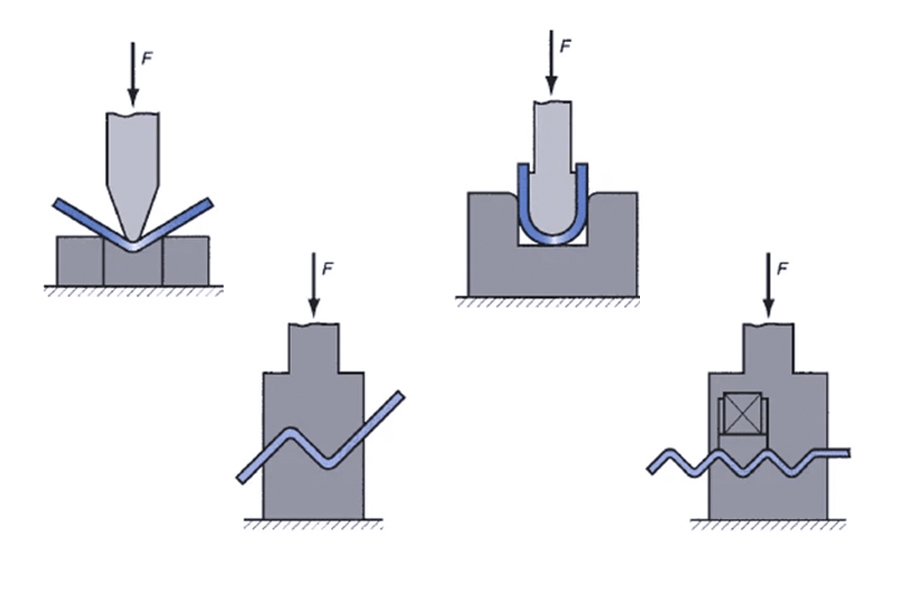
O primeiro tipo: flexão geral em V-Bend-Basic
Descrição do processo: Usando a matriz inferior em forma de V e a matriz superior correspondente (perfuração) da máquina de flexão, a pressão é aplicada a uma posição específica da folha para formar uma curva com um ângulo específico. Essa é a mais básica e amplamente utilizadaMétodo de flexão.
Aplicações típicas: aplicável à maioria das peças estruturais de chapa metal que precisam formar um ângulo.
Por exemplo: ângulos de suporte de vários colchetes, flexão de borda de chassi/carcaças de equipamentos, flangeamento de painéis de montagem, etc. Suas vantagens são tecnologia madura, forte versatilidade do molde e alta eficiência. É o principal processo de produção diária no workshop.
Segundo Tipo: U -Bend - dobras duplas em uma etapa
Descrição do processo: Usando um dado superior especial em forma de U e uma ranhura de matriz inferior correspondente, duas dobras paralelas na mesma direção são formadas na folha ao mesmo tempo através de um único golpe de estampagem e, finalmente, uma seção em forma de U é obtida.
Aplicações típicas: principalmente usadas parafabricar peçasque requerem uma seção em forma de U.
Exemplos típicos incluem: calhas em forma de U, canais para roteamento de cabos ou tubulações, slots para acessórios de chapa metal, trilhos de montagem em armários elétricos, etc.
Comparados com a fabricação de duas curvas em forma de V separadamente, as curvas em forma de U podem melhorar significativamente a eficiência da produção, garantir o paralelismo e a precisão dimensional entre as duas curvas e são especialmente adequadas paraprodução em massa.
Terceiro Tipo: Z -Bend - Alcance a conexão da diferença de altura
Descrição do processo: Concluído através de duas operações de flexão em direções opostas. Primeiro, faça a primeira curva em uma extremidade da folha (por exemplo, 90 ° para baixo) e depois faça a segunda curva na direção oposta (por exemplo, 90 ° para cima) na posição apropriada, finalmente formando um perfil escalonado semelhante à letra "Z", criando um deslocamento de altura entre os dois planos.
Aplicações típicas: o valor principal está na solução do problema de conexão entre diferentes planos.
Por exemplo: uma peça de chapa de metal precisa abranger e sobrepor outra parte da chapa de diferentes alturas. O design do painel precisa evitar a estrutura elevada na parte traseira (como costelas, soldas ou componentes) ou fornecer uma etapa de alinhamento para a montagem. Quando seu design envolve desalinhamento de altura, a flexão de z é geralmente uma solução estrutural eficaz.
O quarto tipo: bainha
Descrição do processo: Um processo de processamento especial para a borda da folha, geralmente concluído em duas etapas. Primeiro, a borda é pré-dobrada em um pequeno ângulo (geralmente 90 °). Posteriormente, essa borda pré-dobrada é achatada para caber firmemente de volta ao corpo da folha, envolvendo completamente a borda original.
Aplicações típicas:
- Melhorar a rigidez da borda: Ao aumentar a espessura da borda, a resistência estrutural geral e a resistência à deformação das partes da placa fina são significativamente melhoradas, especialmente para as bordas submetidas à força ou facilmente deformadas.
- Melhorar a segurança e a estética: eliminar completamente rebarbas e bordas afiadas produzidas por cisalhamento oucorte a laser, forneça um toque suave e seguro e dê às bordas uma aparência arrumada e profissional. Amplamente utilizado nas bordas que exigem contato do usuário (como bordas da porta do gabinete, painéis de gaveta), componentes de paredes finas (como painéis laterais de concha) e produtos com altos requisitos para a qualidade da aparência.
Principais sugestões para designers:
- Ângulo básico formando:Flexão em forma de V.é a primeira escolha. Eficiente e versátil, atendendo à maioria das necessidades de dobramento de canto.
- Componentes da seção em forma de U: a flexão em forma de U é usada. A flexão dupla é formada em uma etapa para garantir a precisão e a eficiência.
- Conexão de altura do plano de abrangência: Escolha a flexão em forma de Z. Crie etapas precisas para resolver problemas de desalinhamento de montagem.
- Reforço e proteção da borda: aplique bemming (bainha). Melhore a força, elimine as rebarbas, otimize a aparência e a segurança.
"Os engenheiros da JS sugerem que, durante o processo de design, esclareça os requisitos funcionais e as relações de montagem das peças, a fim de selecionar melhor o tipo de flexão mais apropriado. Isso não apenas otimizará o desempenho estrutural, mas também aprimorará significativamente a viabilidade e a efeito de custo-efetividade da produção.
Perguntas frequentes - Responda a todas as suas perguntas sobre flexão de metal
Pergunta 1: O que a flexão do metal pode fazer?
Significa simplesmente que podemos fazer uma placa de metal plana e barata se tornar uma parte tridimensional que carrega carga e é praticamente útil usando nossas máquinas e experiência.
Desde as linhas de desenho até a caixa, prateleira ou concha da máquina em sua mão, esse processo de flexão é o passo mais fundamental e importante? Isso faz as idéias se transformarem em objetos físicos de maneira rápida, bem e economicamente!
Pergunta 2: Existe uma diferença entre flexão de metal e flexão de chapas de metal?
Muitas pessoas se perguntam sobre isso! A flexão de metal é um termo genérico. Em teoria, qualquer metal pode ser dobrado, varia em dificuldade. O termo flexão de chapas de metal é específico e descreve a flexão de folhas ou folhas de metal relativamente finas, geralmente com menos de 6 mm na prática da indústria. Esses termos são trocados e geralmente se referem à flexão de chapas metálicas na maioria dos cenários de fabricação industrial, especialmente quando se referem ao processamento de placas finas.
Pergunta 3: Em que arte marcial se baseia em metal?
Esta é uma pergunta interessante! O MetalBending vem de "Avatar: The Last Airbender" e foi criado pelo personagem Toph Beifang. Sua ação é baseada em Hong Jiaquan, uma arte marcial do sul chinesa que enfatiza uma parte inferior do corpo estável e fortes habilidades de ataque linear.
Obviamente, no campo de fabricação real (como nossa equipe JS), o núcleo de nosso controle preciso do metal não se baseia em artes marciais, mas equipamentos de flexão hidráulica de alto desempenho e rica experiência prática dos engenheiros com base em materiais, mas no controle preciso das forças metálicas, existem de fato atividades semelhantes.
Pergunta 4: Como obter materiais em PDF para processos de flexão de chapas metálicas?
Embora existam muitos materiais em PDF comuns na Internet, geralmente é fácil cair em armadilhas devido à sua universalidade!
O que causa esse problema? A situação específica de cada projeto é muito diferente, com diferentes materiais, espessuras, requisitos de ângulo e máquinas. Portanto, o método mais confiável é se comunicar com engenheiros experientes.
Nossa equipe JS é gratuita para consultoria de design. Envie seu esboço de design e nossos engenheiros fornecerão uma avaliação e sugestões de processos profissionais. Se você precisar de uma referência por escrito, podemos fornecer a você um guia prático "Referência de pontos do processo de curvatura de chapas de metal" (PDF) resumindo os parâmetros de design -chave. Entre em contato conosco para uma cópia.
Resumo
A flexão de metal é muito mais do que apenas "dobrar com força". É uma tecnologia que combina com precisão propriedades materiais, princípios mecânicos e experiência prática. Compreender os conceitos centrais de força de escoamento, eixo neutro, K fator e springback e dominar processos básicos, como V-Bend, U-Bend, Z-Bend e Hemming, são a base para nós de maneira contínua e estávelFABRICAÇÃO MACHER METALPeças com estrutura forte, dimensões precisas e custos controláveis. Por trás de todas as curvas precisas estão a adesão aos princípios científicos e a personificação de inúmeras acumulação prática.
Deixe a equipe JS ser seu parceiro de fabricação sólido e confiável!
Quando seus desenhos de design precisam ser transformados em produtos de metal de alta qualidade, é crucial escolher um parceiro com profundo acúmulo técnico e rica experiência de engenharia.
Se o seu próximo projeto envolve flexão de metal ou processamento de chapa metal, oEquipe JSestá pronto para fornecer apoio profissional a qualquer momento:
Equipe especializada, escolta durante todo o processo: não somos operadores simples. A partir do momento em que você envia os desenhos ou modelos 3D, nossos engenheiros experientes (como eu) intervirão:
- Análise aprofundada de sua intenção de projeto e requisitos funcionais.
- Avalie a seleção de materiais e a viabilidade do processo e identifique possíveis desafios.
- Desenvolva rotas de processo ideais e parâmetros precisos de processamento, incluindo cálculos de expansão precisos, aplicação de fatores K e estratégias de compensação de Springback.
- Equipamento avançado, execução precisa: os workshops JS estão equipados com máquinas de flexão de precisão convencionais, máquinas de corte a laser,Máquinas de perfuração CNCe outros equipamentos para garantir que os planos de engenharia sejam transformados com precisão e eficiência em objetos físicos.

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos.Série JSNão há representações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante de terceiros fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas do projeto, qualidade e tipo de material ou mão de obra através da rede Longsheng. É responsabilidade do compradorRequer cotação de peçasIdentifique requisitos específicos para essas seções.Entre em contato conosco para obter mais informações.
Equipe JS
JS é uma empresa líder do setorConcentre -se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisãoUsinagem CNC, Assim,Fabricação de chapa metal, Assim,Impressão 3D, Assim,Moldagem por injeção, Assim,Carimbo de metal,e outros serviços de fabricação única.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados ISO 9001: 2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para os clientes em mais de 150 países em todo o mundo. Seja a produção de pequeno volume ou a personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. escolherJS TechnologyIsso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, visite nosso site:www.cncprotolabs.com
Recurso

