Customized overmolding services bring you benefits directly: better assembly efficiency, lower labor costs, tailor made materials for guaranteed performance, and the possibility of being compliant with AS9100D standards which will reduce compliance risks.
Case Study: Customized Complex Aerospace Components
An aerospace customer wanted an electronic junction box that integrates 12 metal terminals and has 3 sensor mounting points. JS Precision by offering customized services was able to carry out a single design satisfying both their EMI shielding and temperature resistance requirements.
With this solution, the number of junction box parts was decreased from 28 to 1, which resulted in a huge reduction of assembly time, EMI shielding of 88dB was achieved, and unit cost got lowered by 25% which means that the customer is saved $450,000 annually.
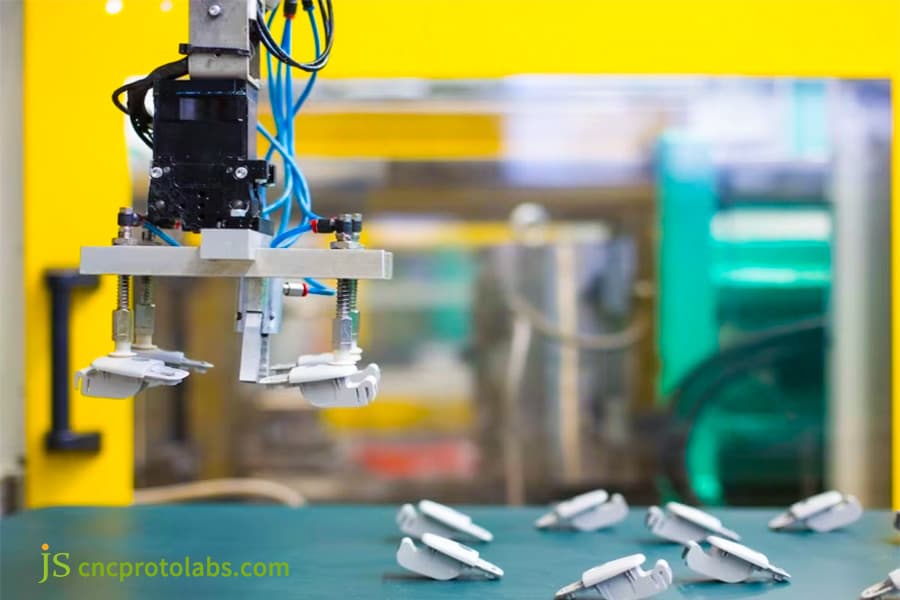
Figure 3: A robotic arm in an industrial setting precisely picking up multiple white, metal-overmolded components from a work surface, demonstrating automated handling in precision manufacturing.
How Do AS9100 Overmolding Manufacturers Balance Costs And Delivery Cycles In The Face Of High Mix, Small Batch Aviation Demand?
The aerospace sector mostly requires manufacturing a few different types of items in very small quantities (only 50-500 pcs per batch). JS Precision offers very affordable pricing by combining production cost and delivery time using modular molds, process parameter library, and an optimized supply chain.
Using Modular Molds Brings Down Small Batch Production Costs
One off molds are extremely expensive. JS Precision's modular concept, uniting a standard mold base with changeable cavities will on average, cut the cost of molds by 40-50%, changeover time to 1 hour and lastly increase your overall production efficiency.
Process Parameter Library at Your Fingertips for Better Efficiency in Delivery
The process parameter library having been expanded to contain more than 500 sets of parameters, providing an instant access and allowing adjustments, will lower the time needed for production preparation to 8 hours.
The flexible production is capable of handling many batches, each comprising several orders, standard delivery lasts for 6 weeks and fast delivery can be arranged in 4 weeks only, in line with your delivery needs.
Supply Chain Management Makes Sure that Cost and Delivery Remain Stable
JS Precision has alliances with top global PEEK and PEI manufacturers so bulk purchase enabled 15-20% cost reduction. Rework is excluded by 100% inspection, stable cost, and delivery cycle control is ensured for you.
Being an AS9100 certified overmolding manufacturer, we continuously listen to our customers' needs, balancing cost and delivery in a high mix, small batch production environment.
JS Precision Case Study: Peek Coated Aluminum Alloy Hydraulic Manifold Reduces Weight By 32%!
The following case study vividly portrays the superiority of aerospace overmolding services in the areas of weight reduction, cost reduction, and failure resistance, thereby confirming our expertise as a professional AS9100 overmolding manufacturer.
Challanges:
The customer's hydraulic manifold is constructed from aluminum 7075 (thermal expansion coefcient 23 ppm/℃).
PEEK, the conventional polymer, (26 ppm/℃) loses interfacial shear strength(15 MPa) by 45% when subjected to temperature differences with metal, dropping below 20MPa - the aerospace standard - and becomes susceptible to cracking.
The pressure from hydraulic pulsation is 21MPa, the vibration is 30Hz, and the wear depth of metal-to-metal contact surface is 18μm/500 hour, which results in an excessive leakage and a yearly maintenance cost of $150,000.
Besides, the customer wants the weight to be reduced by more than 30% and the unit cost 20% less.
Solutions
1. Material Upgrade: PEEK + 30% carbon fiber composite material, the thermal expansion coefficient is lowered to 20 ppm/℃, and the difference with aluminum 7075 is reduced to 3 ppm/℃, which contributes to the reduction of the interfacial stress.
<强>2。 Interface Treatment: Laser etching (Ra=4.5μm) + silane coupling agent, helps to raise the bonding strength up to 38MPa, thus making the issue of cracking resolved.
<强>3。 Process Optimization: Overmold injection molding process, injection pressure 90MPa, mold temperature 170℃, cooling rate 4℃/min, internal stress <8MPa.
The enhanced hydraulic manifold surpassed the customer's expectations quite significantly:
The interfacial shear strength was maintained at 32MPa, and no cracks were found even after 2000 cycles of -55℃←→150℃ thermal cycling.
The wear depth was 2.8m and the leakage rate was 4×10⁻⁵ Pa·m³/s after 10 million cycles, which complies with the aerospace standards.
32% weight reduction (2.5kg→1.7kg), 20% unit cost decrease ($90→$72), customer annual production capacity of 5000 units, annual cost savings of $90 000 maintenance cost reduction of 80%, long term cooperation has been established.
<块引用>
Want to replicate this weight reduction and cost reduction achievement? Submit your 3D drawings, and we'll customize a dedicated aerospace overmolding services solution for you, providing a detailed quote and weight reduction assessment within 48 hours.
Figure 4: Two detailed metal hydraulic components for aviation applications, showcasing the complexity and precision achievable through advanced overmolding injection molding processes.
FAQs
Q1. What is the minimum order quantity for aerospace overmolding services?
JS Precision is able to assist you with orders as low as 50 pieces since it is our main goal to satisfy aerospace industry demands of highly mixed small batches. Besides rightly equipped service and stringent quality test, smaller orders are also welcome.
Q2. Can overmolding parts pass AS9100D certification?
Certainly. Manufacturing of all products strictly follows the AS9100D standards, and each batch of overmolding parts is accompanied by a complete inspection report ensuring that all are in compliance and stable enough to meet the extremely stringent aerospace requirements.
Q3. What is the max metal insert size that can be overmolded with metal?
The biggest size allowed for this is 300mm×200mm×150mm, with weight 5kg, which is suitable for the majority of the aerospace components. We can also manufacture special sizes on request.
Q4. What are the standard tolerances in overmold injection molding?
Polymer layer 0.05mm, metal insert 0.02mm, assembly 0.08mm. Of course, we can adjust the tolerances if you wish.
Q5. What is the temperature limit of the PEEK coating?
The PEEK coating can withstand continuous operation at 260℃ and short exposure at 30 minutes can raise the limit up to 300℃. It is the type of coating normally used in aviation for the extraordinary high temperature environment.
Q6. What is the typical delivery cycle for AS9100 overmolding manufacturers?
The typical delivery timeline is 6 weeks (counting the whole process). Rush orders could be squeezed into 4 weeks, but will have to be agreed upon based on the details of the order.
Q7. Does JS Precision offer support for mold design?
Indeed, we do have a specialized mold design team that can conduct mold flow analysis, offer us a free initial assessment, and make structural enhancements that will help in cost reduction.
Q8. Is metal overmolding applicable to aviation fuel systems?
Indeed, with the PEEK + stainless steel insert system, the component has been capable of handling 5000 hours of exposure to Jet A-1 fuel without swelling and demonstrates excellent sealing properties.
Summary
Continuous efforts for weight reduction, cost reduction, and failure resilience in the aerospace industry demand a fine balance of compliance, performance, and cost. Aerospace overmolding services is the perfect answer to this challenge.
JS Precision tackles the most pressing issues of aerospace parts with metal overmolding technology, thebest selection of materials, and accurate process control, resulting in a 20-35% weight reduction and 25-30% TCO reduction.
Be it high mix, small batch customization or component integration, we have the professional technology, high level standards, and efficient delivery to provide clients with tailored solutions.
Feel free to contact JS Precision for a free design consultation and Moldflow analysis. Send 3D files and get a weight reduction plan and quotation in 2 working days. Overmolding services will give a new strength to your aerospace projects.
Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified.我们为全球150多个国家的客户提供快速、高效、高质量的制造解决方案。无论是小批量生产还是大规模定制,我们都能以最快的24小时内交货满足您的需求。 Choose JS Precision this means selection efficiency, quality and professionalism. To learn more, visit our website:www.cncprotolabs.com