

Le surmoulage de circuits imprimés crée une nouvelle approche d'encapsulation qui permet aux emballages de dispositifs automobiles et médicaux de résoudre des problèmes de fiabilité que les méthodes existantes ne peuvent pas traiter.
Le capteur de votre voiture tombe-t-il en panne après 30 000 kilomètres à cause d'une fuite d'huile ? Les interstices du boîtier de votre appareil médical portable constituent-ils une zone morte pour la stérilisation ?
Les solutions d'emballage traditionnelles engendrent des coûts cachés qui nuisent à la fiabilité et nécessitent une maintenance continue. La solution exige une transformation complète des méthodes d'emballage existantes.
Résumé des réponses clés
Questions clés | Points faibles des solutions traditionnelles | Avantages du surmoulage de précision JS |
|---|---|---|
Étanchéité et protection | Les vis créent des espaces, le collage est sujet au vieillissement | Surmoulage sans joint au niveau moléculaire, résistant à la corrosion chimique |
Précision dimensionnelle | Les tolérances d'assemblage s'accumulent, les capteurs ADAS sont sujets à des défauts d'alignement. | Contrôle de la déformation à 0,1 mm près, garantissant une précision de mesure. |
Normes de certification | Les matériaux ne possèdent pas de certification de qualité médicale et sont difficiles à obtenir selon la norme ISO 10993. | Fournit une production conforme à la norme USP Classe VI et en salle blanche |
Points clés à retenir
- Abandonnez les vis et les boîtiers :
La seule méthode efficace pour obtenir une isolation physique dans les situations où les vibrations sont élevées et où le nettoyage est constant exige que les entreprises utilisent la technologie de surmoulage de circuits imprimés.
- Critères de sélection du matériel médical :
Le secteur médical utilise les services d'enrobage de circuits imprimés pour les implants, tandis que le surmoulage de circuits imprimés sert de composant essentiel pour les équipements nécessitant plusieurs cycles de stérilisation externe .
- Coût total de possession :
Chez JS Precision, les coûts totaux d'assemblage et de retouche peuvent être réduits de plus de 30 % grâce à leurs services complets de surmoulage.
Pourquoi faire confiance à JS Precision pour le surmoulage de circuits imprimés ?
Choisir le bon partenaire de surmoulage détermine directement la fiabilité de vos produits et votre compétitivité sur le marché.
Avec 20 ans d'expérience dans le surmoulage de circuits imprimés, JS Precision offre un soutien stable et fiable, ayant servi plus de 200 clients des secteurs automobile et médical dans le monde entier et réalisé plus de 500 projets personnalisés, vous aidant ainsi à atténuer les risques de coopération.
Nos processus de production respectent scrupuleusement la norme ISO 13485:2016 relative au système de gestion de la qualité médicale , ce qui garantit que chaque produit que vous recevez répond aux normes les plus élevées du secteur et ne présente aucun problème de qualité.
Les services de surmoulage de JS Precision offrent des solutions précises à vos problèmes d'emballage liés au radar à ondes millimétriques de niveau 3 pour conduite autonome. Ces problèmes incluent la déformation de l'antenne et les écarts de portée excessifs engendrés par les fixations par vis traditionnelles.
Le procédé de moulage à basse pression permet de réduire les écarts de portée de 2,5 mètres à 0,3 mètre. Le test de brouillard salin de 1 000 heures garantit une protection totale contre les fuites.
Nos circuits imprimés surmoulés personnalisés permettent aux entreprises de dispositifs médicaux d' obtenir la certification USP Classe VI , ce qui leur permet d'accéder aux marchés européens et américains tout en poursuivant des opportunités commerciales internationales.
L'environnement de salle blanche de classe 7 de JS Precision, associé à ses machines de moulage par injection entièrement automatisées, vous permet d'atteindre une précision de contrôle de 0,1 mm pour vos besoins en matière de produits.
Notre service tout compris, qui commence par l'analyse DFM et la conception du moule et se termine par la livraison en production de masse, vous permet de réduire les intermédiaires de la chaîne d'approvisionnement tout en réduisant le délai de livraison de 3 à 5 jours et en réalisant des économies de temps et d'argent.
Nous proposons des solutions personnalisées pour répondre aux besoins de résistance aux vibrations des composants électroniques automobiles et aux exigences de stérilité des dispositifs médicaux, ce qui vous permet de réduire les coûts totaux de possession tout en améliorant la commercialisation de vos produits.
Si vous rencontrez des difficultés concernant la fiabilité, la précision ou la certification de vos emballages de circuits imprimés, contactez nos ingénieurs, soumettez vos exigences et recevez une analyse de fabricabilité DFM gratuite pour obtenir une solution personnalisée.
Pourquoi utiliser le surmoulage de circuits imprimés pour les boîtiers automobiles et médicaux ?
Le procédé de surmoulage de circuits imprimés utilise des matériaux polymères thermoplastiques ou thermodurcissables pour créer une enveloppe protectrice unique et continue qui protège le circuit imprimé.
Ce système offre une meilleure protection contre les vibrations et les déversements de liquides que les méthodes de fixation par vis traditionnelles, car il élimine les liaisons physiques qui sont à l'origine de ces problèmes.
Le système permet aux équipements de fonctionner de manière fiable pendant de longues périodes dans des conditions extrêmes, tout en minimisant les besoins de maintenance et les coûts de remplacement des équipements .
Performances NVH automobiles : élimination du desserrage des vis et de la résonance
Le fonctionnement des véhicules génère des vibrations sur une large gamme de fréquences, de 10 à 2 000 Hz. Le système de fixation par vis traditionnel perd 40 % de sa résistance à la précontrainte après 500 heures, ce qui augmente le risque de panne.
Le surmoulage basse pression est la principale méthode utilisée pour le surmoulage des circuits imprimés. Il protège à la fois le circuit imprimé et le connecteur en créant un système d'amortissement qui élimine toutes les vibrations dans l'ensemble de la structure.
Ce procédé met en place un système de protection complet qui absorbe toutes les vibrations à haute fréquence lors du contact entre la voiture et son environnement.
Nettoyage approfondi des dispositifs médicaux : obtention de surfaces stériles
Les dispositifs médicaux exigent une stérilité extrêmement élevée, les résidus bactériens au niveau des joints du boîtier étant bien plus importants que sur les surfaces lisses.
Le surmoulage par injection produit des boîtiers sans coutures, avec une rugosité de surface Ra < 0,8 μm, ce qui permet au matériau de résister à de multiples cycles de stérilisation dans un autoclave à 134 °C tout en maintenant les normes de stérilité.
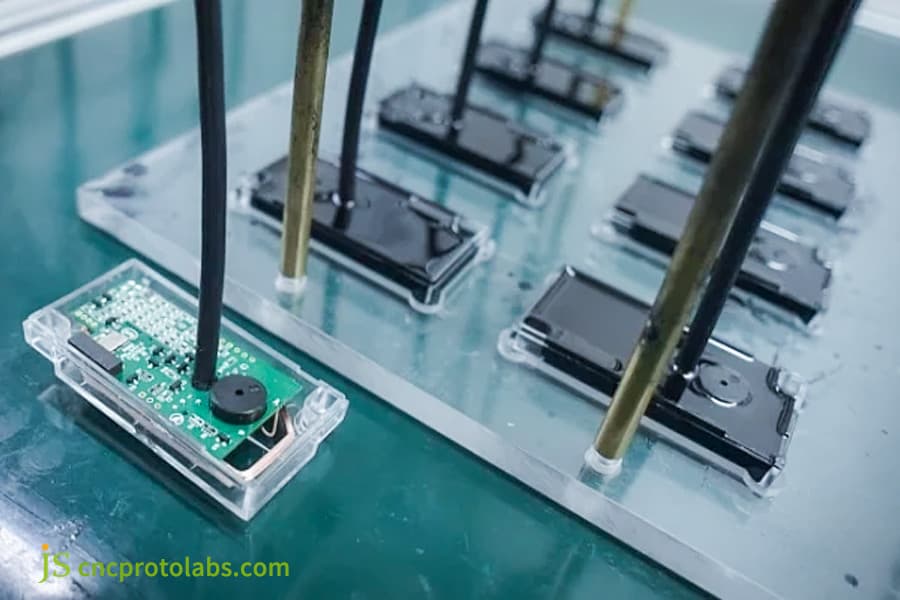
Figure 1 : Vue rapprochée d'un circuit imprimé vert positionné à l'intérieur d'un moule transparent, avec des fils insérés dans ses composants, illustrant la configuration pour le surmoulage de circuit imprimé.
Services d'enrobage de circuits imprimés vs surmoulage : qu'est-ce qui est de qualité médicale ?
L'industrie médicale utilise des composés d'enrobage élastomères pour les services d'enrobage de circuits imprimés, car ces matériaux contrôlent la pression à l'intérieur des implants.
L'industrie médicale utilise le surmoulage de qualité médicale pour créer des boîtiers thermoplastiques fins et légers . Ces deux matériaux ont des usages différents : l'un est destiné aux implants internes, l'autre aux dispositifs externes.
Enrobage des circuits imprimés : Amortissement des contraintes pour les implants
Les services d'enrobage de circuits imprimés à base de silicone, avec un module d'élasticité inférieur à 5 MPa, constituent un système de protection efficace contre les contraintes cycliques de pression de 0,1 à 10 Hz affectant les joints de soudure des stimulateurs cardiaques. Tous les composés d'enrobage utilisés sont certifiés USP Classe VI, garantissant ainsi la sécurité des utilisateurs.
Le circuit imprimé implanté nécessite un revêtement protecteur agissant comme une « éponge douce et amortissante » qui absorbe les mouvements du corps tout en protégeant les joints de soudure des dommages.
Surmoulage : utilisé pour les dispositifs externes stérilisés à plusieurs reprises
Les pièces à main chirurgicales et autres dispositifs externes doivent résister à plus de 1 000 cycles de stérilisation. Le surmoulage par injection utilise des matériaux PP ou COC dont la dureté de surface Shore D est supérieure à 65, créant ainsi une surface résistante aux rayures qui n’absorbe pas les désinfectants et reste propre pendant de longues périodes.
Comparaison des matériaux de surmoulage de qualité médicale
Type de matériau | Dureté de surface (Shore D) | Cycles de stérilisation | Constante diélectrique (1 MHz) | Taux de variation de volume (immersion de 24 heures) | Scénarios applicables |
|---|---|---|---|---|---|
PP | 65-70 | ≥1000 cycles | 2.2-2.4 | <0,3% | Équipement de stérilisation in vitro |
COC | 75-80 | ≥1500 cycles | 2.8-3.0 | <0,2% | Capteurs médicaux de haute précision |
Pennsylvanie | 70-75 | ≥800 cycles | 3.2-3.4 | <0,5% | Boîtiers pour dispositifs médicaux |
TPU | 55-60 | ≥500 cycles | 3.0-3.2 | <0,4% | Câbles de connexion pour dispositifs médicaux |
PVDF | 80-85 | ≥2000 cycles | 2,5-2,7 | <0,1% | Dispositifs médicaux en environnements hautement corrosifs |
Vous hésitez entre l'enrobage et le surmoulage de circuits imprimés pour votre équipement médical ? Contactez-nous pour obtenir des conseils gratuits et minimiser les risques liés au choix des matériaux.
Quelles certifications de biocompatibilité sont requises pour le surmoulage par injection de qualité médicale ?
Le surmoulage par injection à usage médical doit satisfaire aux tests ISO 10993-4/-5/-10 relatifs à la cytotoxicité, à la sensibilisation et à la compatibilité sanguine, ainsi qu'au test d'extraction USP Classe VI à 121 °C, conformément à la norme ISO 10993-1:2021. L'environnement de production doit répondre aux normes de salle blanche ISO 14644-1 Classe 7.
Production en salle blanche et sécurité des matériaux
Le surmoulage par injection de qualité médicale doit être produit dans une salle blanche de classe 7 (< 352 000 particules > 0,5 μm par mètre cube) pour éviter toute contamination.
Les matériaux utilisés dans ce procédé doivent obtenir la certification USP Classe VI, qui démontre leur innocuité pour la consommation humaine puisqu'ils ne produisent aucune toxicité systémique aiguë.
Résistance à la stérilisation : résistance à l'autoclavage et aux rayons gamma
Les dispositifs médicaux nécessitent une stérilisation répétée. Le circuit imprimé surmoulé encapsulé doit résister à 100 cycles de traitement à 134 °C, à la vapeur sous 2 bars ou à une irradiation gamma de 25 à 50 kGy sans jaunissement ni fissuration. Nos matériaux PP et COC, couramment utilisés, répondent aisément à cette exigence.
Conditionnement ultra-miniaturisé : dispositifs portables et implantables
La conception des dispositifs portables et implantables de petite taille nécessite une épaisseur de paroi globale ne dépassant pas 1,5 mm, tandis que le processus d'injection doit atteindre des niveaux de pression supérieurs à 2000 bars pour remplir efficacement leurs espaces internes.
Le moule nécessite un système de canaux chauds et un système de vannes à aiguille pour fonctionner efficacement. Notre équipe technique est en mesure de réaliser cela avec précision, ce qui permet de concevoir des dispositifs plus compacts et plus portables.
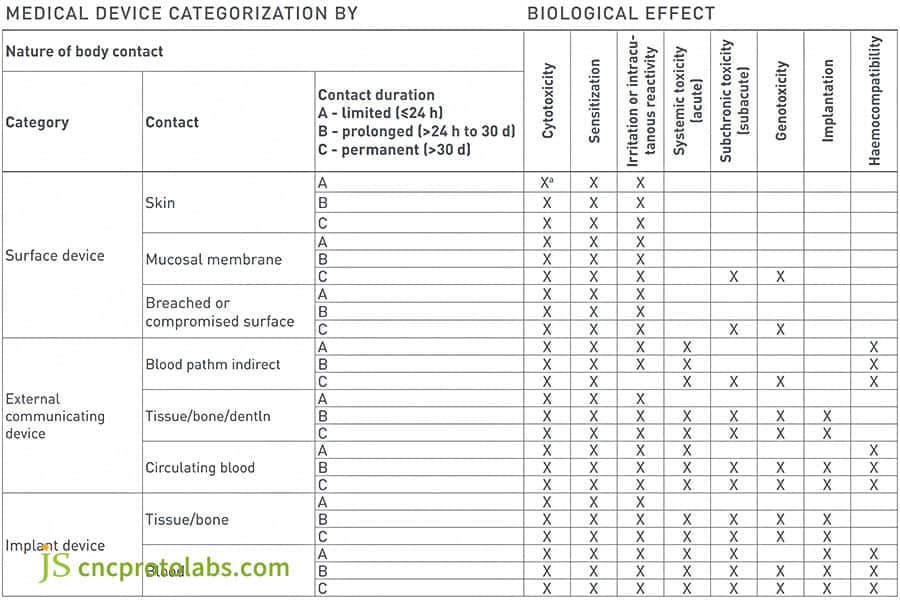
Figure 2 : Un tableau détaillé catégorisant les dispositifs médicaux en fonction des effets biologiques, de la nature du contact et de la durée, décrivant les normes de biocompatibilité requises pour la certification.
Le moulage basse pression peut-il résister aux fluides automobiles et aux démarrages à froid ?
Le moulage basse pression utilise des matériaux en polyamide ou en polyoléfine pour former des liaisons chimiques au niveau moléculaire avec des inserts métalliques qui permettent au matériau de résister à la pénétration du liquide de transmission, du liquide de frein et du sel de dégivrage tout en maintenant une étanchéité lors de démarrages à froid à -40 °C.
Modes de défaillance des joints traditionnels
L'utilisation de fluide de transmission provoque une dilatation des joints en caoutchouc NBR traditionnels de 15 à 25 %, ce qui entraîne une réduction de dureté de 30 % et, à terme, des problèmes de fuite lors d'un fonctionnement prolongé.
Nos services de surmoulage utilisent des matériaux en polyamide non polaire qui présentent une variation de volume d'immersion maximale de moins de 0,5 % sur 24 heures, garantissant ainsi une étanchéité fiable.
Réalisation de canaux à perméabilité nulle
Le moulage basse pression utilise une plage de pression d'injection de 5 à 30 bars, ce qui nécessite une viscosité à l'état fondu inférieure à 500 Pa·s pour permettre l'infiltration du matériau à travers des espaces de 0,2 mm entre les composants et les fils du circuit imprimé.
Après le processus de durcissement, le matériau crée désormais une barrière au niveau moléculaire qui empêche l'huile et la vapeur d'eau de pénétrer dans l'espace à un taux de perméabilité à la vapeur d'eau inférieur à 0,01 g/m²/jour.
En clair, c'est comme appliquer un « imperméable polymère sans couture » sur le circuit imprimé, empêchant ainsi l'huile et la vapeur d'eau de pénétrer dans le moindre interstice.
Tableau comparatif des données d'essais de tolérance aux fluides automobiles
Fluide d'essai | Condition d'essai | Bague d'étanchéité traditionnelle (NBR) | Moulage basse pression (matériau PA) | Norme d'acceptation | Avantages pour le client |
|---|---|---|---|---|---|
Fluide de transmission | 120 °C, 1000 heures | Dilatation volumique de 22 %, fuite | Dilatation volumique de 0,4 %, aucune fuite | Expansion volumique < 1 %, aucune fuite | Prévient les pannes de capteurs, réduit les coûts de maintenance |
Liquide de frein | 80 °C, 500 heures | Augmentation du volume de 18 %, diminution de la dureté de 28 % | Dilatation volumique de 0,3 %, aucune modification de la dureté | Variation de dureté < 5 %, aucune fuite | Assure la stabilité des équipements électroniques du système de freinage |
Sel de déneigement | Température ambiante, 1 000 heures d'exposition au brouillard salin | Corrosion de surface, vieillissement de la bague d'étanchéité | Aucune corrosion superficielle, joint intact | Aucune corrosion, aucune fuite | Adaptable aux conditions hivernales rigoureuses, prolonge la durée de vie du produit |
Essence | Température ambiante, immersion de 24 heures | Enflure importante, inutilisable | Dilatation volumique de 0,2 %, aucune fuite | Augmentation du volume < 0,5 %, aucune fuite | Convient aux équipements électroniques liés au carburant |
liquide de refroidissement | 100 °C, 800 heures | Dilatation volumique de 15 %, fuite | Augmentation de volume de 0,3 %, sans fuite | Augmentation du volume inférieure à 1 %, sans fuite | Garantir la fiabilité des équipements électroniques périphériques |
Comment parvenir à une fabrication sans défaut de composants électroniques automobiles grâce aux services de surmoulage ?
Les composants électroniques utilisés dans les véhicules doivent répondre à des normes de fiabilité extrêmement élevées.
Les services de surmoulage garantissent une livraison sans défaut de composants électroniques automobiles grâce à leur système de production standardisé et à leur contrôle précis des processus, ce qui se traduit par moins de 10 défauts par million de pièces, permettant ainsi aux clients de réaliser des économies sur les frais de retouche.
Système de fabrication conforme à la norme IATF 16949
Nos lignes de production fonctionnent conformément aux exigences de la norme IATF 16949 grâce à l'utilisation de méthodes PFMEA et de plans de contrôle . Le système enregistre et suit les paramètres du processus de moulage par injection, notamment la température (à 1 °C près) et la pression (à 0,5 bar près).
Structure d'emballage renforcée du capteur et du calculateur
Le procédé de surmoulage assure une protection complète du circuit imprimé et des bornes du connecteur, ce qui augmente la résistance à l'arrachement de 5 kgf à 30 kgf, tandis que le composant peut résister à un impact mécanique de 50 g, le protégeant ainsi des vibrations et des chocs automobiles qui pourraient autrement provoquer le détachement et l'endommagement du connecteur.
Résistance aux vibrations à haute fréquence et à la fatigue due aux cycles thermiques
Le circuit imprimé surmoulé a subi des tests selon les normes ISO 16750 qui ont démontré qu'aucune fissure de délamination ne s'est développée après 500 cycles thermiques entre -40℃ et 125℃.
Nous avons sélectionné des matériaux à faible module (tels que le TPU) pour absorber la différence de dilatation thermique entre le circuit imprimé et le boîtier, évitant ainsi une défaillance de l'encapsulation.
Surmoulage de circuits imprimés pour ADAS : comment maintenir la précision du pointage du lidar ?
Grâce à l'utilisation d'une conception de moule à faible retrait qui compense le retrait entre 0,2 % et 0,5 % et d'un renforcement en fibre de verre, nous avons obtenu un contrôle de planéité du circuit imprimé surmoulé à 0,1 mm près, ce qui permet au LiDAR de maintenir une précision de télémétrie conforme aux exigences ADAS à des distances de 100 mètres.
Impact d'une déformation de 0,1 mm sur le LiDAR
Le plan de montage de la lentille optique du LiDAR doit présenter une inclinaison de 0,1 mm, car une inclinaison excessive entraîne un décalage du point focal de 0,5 mètre à 100 mètres, ce qui provoque une erreur de reconnaissance de voie et, par conséquent, un freinage intempestif. Le surmoulage des circuits imprimés doit donc respecter des exigences strictes afin de contrôler la déformation.
Matériaux à faible retrait et conception de compensation de moule
Les matériaux amorphes présentent un taux de retrait compris entre 0,5 % et 0,7 %, tandis que les matériaux semi-cristallins atteignent un taux de retrait compris entre 1,5 % et 2,0 %, selon leurs mesures. Les cavités des moules 3D de notre système utilisent le taux de retrait mesuré pour compenser ce dernier, et nous appliquons un angle de dépouille de 0,2° afin d'éviter toute déformation du produit.
Besoin d'une planéité de surmoulage de circuit imprimé à 0,1 mm près ? Soumettez vos plans pour obtenir un devis et profitez de nos services de surmoulage clés en main.
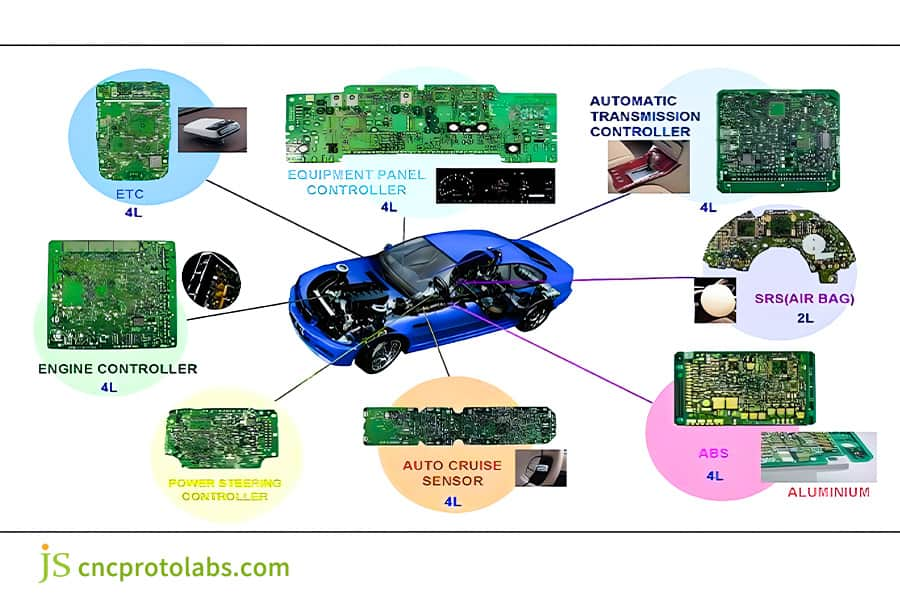
Figure 3 : Un schéma illustratif montrant diverses unités de commande électroniques automobiles et leurs PCB correspondants, intégrés dans la structure d'une voiture, mettant en évidence l'application du surmoulage dans les systèmes ADAS et autres systèmes du véhicule.
Quelles sont les défaillances techniques courantes et les mesures préventives dans la conception des moules pour les pièces surmoulées ?
La qualité des pièces surmoulées est évaluée en premier lieu lors de la conception du moule, qui définit les critères initiaux d'évaluation. Les trois principaux types de défaillances de moule sont les problèmes de débordement, de porosité et de désalignement des composants insérés.
L'étape DFM peut prévenir 90 % des défauts grâce à trois processus spécifiques, qui impliquent une fermeture précise du moule, une conception de rainure d'évacuation et des piliers de localisation dans le moule qui répondent aux normes de conception de moule ASTM D3641-21 .
Contrôle du débordement : Ligne de joint de précision du moule
Les opérations d'assemblage deviennent impossibles lorsque l'épaisseur du surmoulage dépasse 0,05 mm. Nos services de surmoulage exigent une dureté de l'acier du moule HRC 52 ou supérieure, une planéité de la surface de séparation inférieure à 0,01 mm et un point de commutation de la pression de maintien d'injection précis à 0,1 seconde près afin de contrôler efficacement le débordement.
Élimination de la porosité : optimisation de la ventilation et des paramètres de procédé
La porosité peut réduire la rigidité diélectrique de 30 %. Nous utilisons un moulage par injection en plusieurs étapes, qui combine un remplissage à basse vitesse de 95 % de la cavité avec un estampage à haute vitesse, et des rainures d'évacuation de 0,02 mm de large pour réduire les gaz résiduels à moins de 0,1 % , éliminant ainsi complètement la porosité.
Positionnement des inserts : Prévention du mauvais alignement des injections
La pression d'injection peut déformer un circuit imprimé de 0,2 mm d'épaisseur de plus de 0,1 mm, ce qui entraîne un mauvais alignement des composants insérés. Notre moule est conçu avec des piliers de support de 1,0 mm de diamètre, utilisés pour pré-percer les trous de positionnement sur le circuit imprimé. Le jeu des broches de positionnement est réglé entre 0,005 et 0,01 mm afin d'obtenir un positionnement précis.
Étude de cas : Projet d'encapsulation d'un module d'antenne radar à ondes millimétriques autonome
Une entreprise spécialisée dans la conduite autonome, reconnue pour son radar à ondes millimétriques de niveau 3 (77 GHz), a rencontré des difficultés lors du déploiement de sa production en série en raison de problèmes liés à son processus d'encapsulation. Ce problème a finalement été résolu avec succès grâce aux services de surmoulage de JS Precision.
Défis rencontrés :
Le client a initialement utilisé des vis pour fixer le boîtier. Les tolérances d'assemblage ont engendré une déformation de 0,12 mm affectant le plan de l'antenne, ce qui a généré une erreur de distance de 2,5 mètres à 150 mètres, provoquant un freinage intempestif et rendant le système non conforme aux exigences des tests automobiles.
Les interstices du boîtier ont permis aux cycles thermiques d'entraîner l'infiltration de sel de dégivrage, ce qui a provoqué la corrosion de la conduite d'alimentation et une baisse de performance de 4 dB. Le rendement du produit a atteint 75 %, tandis que les cinq étapes d'assemblage ont nécessité une main-d'œuvre excessive, ce qui a engendré une faible productivité.
Solution:
JS Precision a fourni au client des services de surmoulage complets, en développant une solution personnalisée pour répondre à ses problématiques.
Le système de moulage par injection basse pression que nous avons utilisé pour créer le circuit imprimé du radar et la zone de la ligne d'alimentation de l'antenne a complètement éliminé toutes les tolérances d'assemblage et les jeux du boîtier.
Le matériau polyoléfine à faible constante diélectrique sélectionné (Dk=3,0, 1 MHz) offre d'excellentes propriétés d'isolation tout en réduisant les interférences de signal pour maintenir une détection radar précise.
Le système a maintenu la pression d'injection à 20 bars tandis que la température du moule est restée à 90 °C afin d'éviter que les pièces surmoulées de PCB ne subissent des dommages résultant de conditions de température et de pression élevées.
La conception de notre moule comprend huit piliers de support pour circuit imprimé d'un diamètre de 0,6 mm afin d'éviter la flexion et la déformation du circuit imprimé pendant le moulage par injection.
Nous avons utilisé une compensation de cavité 3D pour corriger le taux de retrait du matériau (0,4 %) tandis que nous avons ajouté un angle de dépouille de 0,2° pour atteindre les exigences de planéité standard des produits finis.
L'épaisseur du revêtement a été rigoureusement contrôlée à 1,2 mm ± 0,05 mm, garantissant ainsi l'étanchéité sans incidence sur la transmission du signal radar. Le processus de production a été optimisé, ce qui a permis de réduire le nombre d'étapes d'assemblage de cinq à une seule , et d'obtenir ainsi des gains de productivité importants.
Résultats finaux :
Les tests ont montré que la déformation de l'antenne atteignait 0,03 mm et que le test de portée de 150 mètres a donné lieu à une erreur de mesure de 0,3 mètre, ce qui répond aux normes automobiles.
Les tests ont démontré l' absence de fuite de produit après 1 000 heures de test au brouillard salin et 2 000 heures de test aux chocs thermiques. Les pertes d'insertion du système d'alimentation ont été améliorées pour atteindre -5,1 dB. Le rendement du produit a progressé de 99,8 %.
Le processus d'assemblage s'est simplifié, ce qui a permis de réduire le temps d'assemblage de chaque unité de 12 minutes à 3 minutes, de diminuer les coûts de main-d'œuvre de 40 % et les coûts unitaires globaux de 18 %, ce qui a permis aux clients de réaliser des économies annuelles de près de 500 000 $.
Le processus de fabrication nécessite désormais 18 jours au lieu des 25 jours précédents pour la livraison du produit.
Si votre équipement rencontre des difficultés d'emballage similaires, soumettez votre modèle 3D pour bénéficier d'une analyse DFM gratuite, trouver rapidement des solutions et réduire vos coûts de production.
FAQ
Q1 : Quelle est la quantité minimale de commande pour le surmoulage de circuits imprimés ?
Une commande minimale de 10 pièces suffit pour les tests. Pour la production en série, nous recommandons 1 000 pièces par an ou plus afin de mieux amortir les coûts de moule et de réduire les coûts unitaires de production.
Q2 : Quelle épaisseur de composants de PCB peut être recouverte par moulage basse pression ?
Le moulage basse pression permet de recouvrir des composants jusqu'à 15 mm d'épaisseur avec une épaisseur de paroi minimale de 0,8 mm, ce qui répond aux exigences de la plupart des dispositifs électroniques automobiles et médicaux et des applications de conception miniaturisée.
Q3 : Les circuits imprimés surmoulés peuvent-ils être retravaillés ?
En théorie, il est possible de les retravailler en ramollissant le matériau à la chaleur, mais le procédé est complexe et coûteux et, de ce fait, il est généralement considéré comme irrémédiable. Un contrôle qualité rigoureux en production est recommandé.
Q4 : Les matériaux de surmoulage de qualité médicale possèdent-ils des propriétés antibactériennes intrinsèques ?
Les matériaux de base de qualité médicale, tels que le PP et le COC, ne possèdent pas de propriétés antibactériennes. Des agents antibactériens à base d'ions argent/zinc peuvent être ajoutés pour répondre aux exigences de stérilité médicale.
Q5 : Le surmoulage de qualité automobile peut-il résister au diesel ou à l'essence ?
Les polyamides ordinaires ne résistent pas aux carburants. Pour les équipements liés aux carburants, nous utilisons des fluoropolymères (comme le PVDF), qui résistent à la corrosion par les carburants sur le long terme.
Q6 : Quelle est la fourchette approximative des coûts de moule pour le surmoulage ?
Le coût des moules varie de 20 000 $ à 80 000 $, principalement en fonction du nombre de cavités, du mécanisme d'extraction du noyau et du système de canaux chauds. Les structures plus complexes engendrent des coûts plus élevés.
Q7 : Quelle est la plus petite taille de circuit imprimé pouvant être encapsulée ?
Nous pouvons encapsuler des composants de dimensions très variées, allant de micro-circuits imprimés de 2 mm x 2 mm à des circuits imprimés de grande taille de 500 mm x 500 mm . Les dimensions peuvent être adaptées à des besoins spécifiques.
Q8 : JS Precision peut-il fournir simultanément des services d'assemblage de circuits imprimés et de surmoulage ?
Notre société propose des services complets d'assemblage et de surmoulage de circuits imprimés, ce qui permet de rationaliser les opérations de la chaîne d'approvisionnement, de réduire les coûts et d'accélérer la livraison de 3 à 5 jours.
Résumé
Les industries automobile et médicale ont besoin de solutions plus avancées que les méthodes standard de vissage et d'enrobage, car ces méthodes ne permettent pas d'atteindre les normes essentielles de contrôle des vibrations et des fluides, de stérilité et de précision.
Le surmoulage de circuits imprimés, et plus particulièrement la technologie de moulage à basse pression, offre une protection permanente car il assure l'étanchéité au niveau moléculaire et résiste aux vibrations et à la corrosion tout en maintenant une précision élevée.
Les services de surmoulage de précision de JS Precision vous permettent d'obtenir des produits répondant aux exigences des secteurs automobile et médical. Notre service complet réduit les coûts de retouche d'assemblage de plus de 30 % et raccourcit les délais de livraison.
Notre équipe d'ingénieurs vous invite à soumettre votre modèle 3D et vos spécifications opérationnelles afin que nous puissions vous fournir une analyse DFM gratuite et des suggestions de matériaux sur mesure.
Nous offrons un soutien complet, du prototypage à la production en série, vous aidant ainsi à réduire le coût total de possession et à obtenir un avantage concurrentiel.

Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. JS Precision Services n'offre aucune garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau JS Precision, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la fabrication. Il est de la responsabilité de l'acheteur de demander un devis pour les pièces et de préciser ses exigences concernant ces sections. Veuillez nous contacter pour plus d'informations .
Équipe de précision JS
JS Precision est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle propose des services complets de fabrication, notamment l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection , l'emboutissage et d'autres prestations de fabrication intégrées.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir JS Precision, c'est opter pour l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, consultez notre site web : www.cncprotolabs.com
Ressource

