

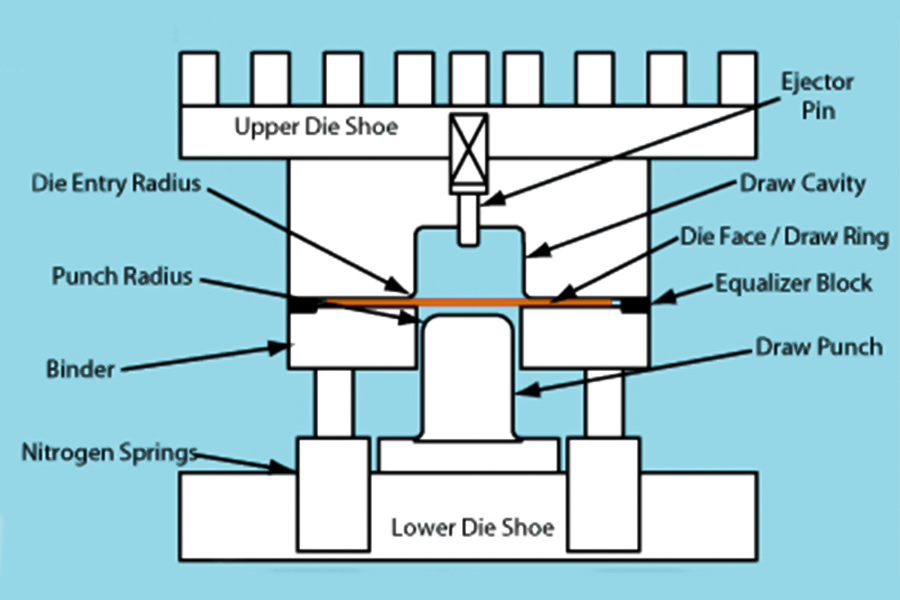
Math Metal, как основной процесс современной обрабатывающей промышленности, постоянно меняет методы производства в автомобиле, электронике, аэрокосмической и других областях с его высокой эффективностью, высокой точностью и широкой адаптивностью. Через глубокое слияние технологии дизайна Die,Технология штамповкипродвинулся от традиционного обширного производства до точности интеллектуального производства, от точного точного комплекса микрометра, формирующейся до легких материалов.
Его совместные инновации сОбработка с ЧПУ3D-печать и термическая обработка не только преодолевают ограничения одной технологии, но также дают ультрасовременные модели производства, такие как гетерогенная интеграция материалов и градиентные функциональные структуры, которые обеспечивают ядро для глобального производственного преобразования и обновления.
Что такое штамповка металла?
Металлическая штамповка - это своего рода передовая технология производства. Комбинируя металлические марки с прессой, металлическая пластина может быть эффективно обработана в определенную форму. Высокая твердость сплавная сталь обычно используется для обеспечения консистенции и качества поверхности деталей в массовом производстве.
Сердечником является использование точной структуры давления металла, сдвига,изгиб, растяжение и другие процессы деформации, широко используемые в автомобилях, электронике, домашних приборах и других областях.
По сравнению с традиционным процессом литья, металлическая штамповка имеет преимущества высокой эффективности, энергосбережения и низкой стоимости, особенно для крупномасштабного производства. Оптимизируя конструкцию плесени и параметры штамповки (например, давление и скорость перемещения), использование материала может быть значительно улучшено, а последующие этапы обработки могут быть уменьшены.
Каковы шаги обработки для металлов?
Металлический штамп - это процесс, который эффективно преобразует металлические листы в точные детали через комбинацию матрицы и прессы.Вот основные шаги, которые нужно предпринять:
1Подготовка материалов
Выберите металлические листы (такие как алюминий, сталь, медь и т. Д.) В соответствии с требованиями конструкции продукта и определяют толщину и спецификацию.На этом этапе необходимо учитывать пластичность, прочность и поверхность материала, чтобы обеспечить стабильность последующего процесса штамповки и качества готового продукта.Например, автомобильные покрытия обычно используют очень податливые листы из сплава, в то время как электронные компоненты предпочитают нержавеющая сталь для повышения коррозионной стойкости.
2Дизайн и изготовление металлических штампов
- Разработка плесени: инженеры проектируют металлические марки на основе 3D -чертежей, включая пунш, матрица и направляющий механизм.Точные формы JS требуют обработки с ЧПУ или проводной резки для точности ± 0,005 мм.
- Проверка проверки матрицы: тестируйте матрицу перед формальным производством, отрегулируйте зазор плесени, скорость матрицы и другие параметры, чтобы гарантировать, что части матрицы соответствуют размеру иКачество поверхноститребования.
3. Печать на металле
Это основной процесс применения давления на металлическую пластину, используя пресс для привлечения матрицы, чтобы завершить следующее:
- Штамповка: разделение материалов, создание отверстий или контуров (таких как фирменные панели, терминалы).
- Изгиб: измените угол металлической пластины (например, U-образный кронштейн).
- Рисунок: чтобы сформировать полную или сложную поверхность, такую как автомобильный топливный бак.
- Совместная штамповка: несколько процессов (такие как штамповка и изгиб) выполняются в одном формовании для повышения эффективности.
4. Посторонние обработки обработки
- Удаление заусенца: устранить острые заусенцы от штамповки края путем шлифования, лазерной или химической обработки.
- Обработка поверхности: выберите покрытие (профилактика ржавчины), распыление (украшение), анодное окисление (повышенная износостойкость) и т. Д.
- Тепловая обработка: гашение или отпуск высокопрочных стальных деталей для улучшения их механических свойств.
5Контроль качества
- Измерение размеров: допуски критического размера (± 0,01 мм) были проверены с использованием CMM.
- Инспекция внешнего вида: используйте ручное или автоматическое оборудование для обнаружения царапин, деформации, разности цвета и т. Д.
- Функциональный тест: сила введения теста, сила экстракции, проводимостьточные компоненты(например, электронные разъемы).
Как оптимизировать эффективность штамповки с помощью дизайна плесени в металле штата?
1Выбор и изготовление высокопроизводительного выбора материала металла.
- Обновление материала: принятие высокой твердости, высокопроизводительная сталь для сопротивления истирания (например, SKD11, ASP23) или металлургия порошковой металлургии стали, продление срока службы плесени (цикл штамповки до миллионов раз) и сокращение времени простоя и технического обслуживания из -за износа.
- Модульная конструкция: разделяйте матрицу на независимо заменяемые вставки, поддерживайте хрупкие детали независимо, избегайте всего лома и снижайте стоимость технического обслуживания.
- Улучшение термообработки: поверхностная твердость матрица (HV> 600) улучшается из -за экструзии азота и вакуумного гасителя, в то время как крепкость сердечника сохраняется для предотвращения растрескивания.
2. Оптимизация штамповки металла в конструкции процесса композитной штамповки
- Интеграция с несколькими процессами: интеграция интеграции процессов перемешивания, изгиба и растяжения (таких как формы подачи), снижение частоты штамповки и ручного вмешательства и увеличение производительности на 30-50%.
- Оптимизация пути: моделирование CAE траектория движения пунша, чтобы избежать неэффективного движения и сокращения цикла штамповки (например, от 2 секунд до 0,8 секунды).
- Синхронная инженерия: сотрудничать, чтобы оптимизировать параметры оборудования для проектирования и штамповки (например, скорость ползунга и тоннаж), чтобы обеспечить плавный поток металлических листов и снизить риск запуска плесени.
3. Технология лечения и смазки
- Поверхностное покрытие плесени: используя TICN, DLC и другиеТехнологии покрытия, уменьшить коэффициент трения (30% -40%) между металлической пластиной и матрицей, уменьшите заусенс, улучшить плавность поверхности.
- Самосмазывание матрица: встраивание масла, содержащего керамические частицы или PTFE, покрытие в матрицу для достижения сухой штамповки, избегайте загрязнения смазочного масла и улучшения скорости штамповки.
- Предварительная обработка листового металла: фосфодирование и оцинкование штамповки металла для улучшения производительности смазки и уменьшения износа.
4. Интелтригентный мониторинг плесени и обратную связь
- Интеграция датчика: встраивание датчиков давления и температуры на металлическом заглушке для мониторинга распределения напряжений во время штамповки в режиме реального времени и предупреждения о ненормальной деформации или рисках перелома.
- Оптимизация, управляемая данными: собирать данные штамповки через Интернет вещей (IoT), используйте алгоритмы искусственного интеллекта для анализа схемы износа плесени и заранее планировать обслуживание, чтобы избежать внезапного простоя.
- Адаптивная корректировка. Использование функции обратной связи в реальном времени гидравлической прессы или сервоприводов, динамическая регулировка силы перканала для адаптации к характеристикам различных партий металлических материалов.
5. Высокая скорость штата и сотрудничество автоматизации
- Высокоскоростная точная плесень: легкие удары перфоратора, предназначенные для штамповки металла, таких как алюминиевая фольга и ультратонкие стальные пластины с высокоскоростным ударом (скорость> 1000 раз/минута) для стабильной штамповки тысяч раз в минуту.
- Система автоматической загрузки и разгрузки: интегрированнаяроботизированная рукаили AGV Logistics Aparss для бесшовного интерфейса и штамповки, сокращают время заправки вручную (время изменения плесени <5 минут).
- Конструкция утилизации отходов: форму оснащена слотом для направляющих отходов или дробленным устройством, которое может транспортировать отходы непосредственно в линию утилизации, сокращать время очистки ручной работы и улучшать линию производства непрерывности линии.
Как добиться бесплатной обработки сложных изогнутых штамповых деталей?
1. Дизайн металлической марки высокого назначения
- Контур биомиметической плесени: на основе данных о поверхности продукта 3D лезвия с переходом дуга (r ≥0,5 мм) были разработаны для уменьшения точек концентрации напряжений и снижения риска разрыва материала.
- Компенсация динамического давления: в матрице встроен массив датчиков, чтобы контролировать распределение давления во время штамповки в режиме реального времени. Давление динамически регулируется серво -гидравлической системой (точность +5%), чтобы обеспечить равномерный металлический поток.
- Повышение поверхности: покрытие Tialn (толщина 3-5 мкм) или DLC Coter (алмазоподобный углерод) используется для обеспечения твердости поверхности матрицы HV3000 или выше, увеличить сопротивление истирания в 5-8 раз и уменьшить засоры, вызванные износом лезвия.
2Оптимизация синергии смазки и процесса
- Смазочная пленка нано -уровня: смазочный графен (толщина ≤5 мкм) распыляется на поверхность штамповки штампов перед штампочками, уменьшая коэффициент трения до ниже 0,08 и эффективно ингибируя адгезию металлов.
- Изотермическая технология штамповки: использование системы нагрева плесени (контроль температуры ± 1 ℃) для поддержания материала в эфикнитовом состоянии (например, нагревающие стальные детали до 950 ° C) улучшает способность пластической деформации и уменьшает отскок и норр.
- Multi Processсоставная печать: Процессы штамповки, изгиба и литья интегрируются в один и тот же набор матрицы, а скорость штамповки контролируется рамой сервопривод с ЧПУ (регулируемые 0,1-5 м/с), чтобы избежать ошибок позиционирования, вызванных множественной разгрузкой.
3Инновации в материалах и процессах
- Сплавы с высокой пластичностью: DP780 Двухфазная сталь или алюминиевый сплав 6061-T6 выбирается для снижения риска перелома штамповки за счет увеличения пластичности материала (удлинение ≥15%) посредством термообработки (например, твердого раствора+старения).
- Лазерная предварительная технология: технология лазерной микроформирования (5-20 кВт, скорость сканирования 5-50 мм/с) включает в себя предварительный профиль кривизны на сложных изогнутых металлических листах, а затем штамповка, которая требует только полировки, чтобы уменьшить генерацию заусенца.
- Металлические аддитивные производственные формы: для небольших партий сложных деталей используются 3D-печать металлических форм (например, технология SLM с плотностью ≥99,5%) для быстрого реагирования на проектные изменения и снижение стоимости пробной формы.
4Основная технология контроля с замкнутым циклом для обнаружения и переработки
- Система осмотра онлайн-зрения: оснащенная промышленными камерами с высоким разрешением (разрешение 5 мкм/пиксель) и искусственным интеллектом, дефекты поверхности штампов (заусенцы, царапины и т. Д.) Обнаружены в режиме реального времени, а дефектные продукты автоматически классифицируются.
- Магнитореологическая полировка: после обработки заусенцев микрокалеров контролируется магнитореологическая жидкость (вязкость 10-1000 куб.Неконтактная полировка(Шероховатость поверхности RA ≤0,05 мкм).
- Платформа отслеживания данных: записывает каждую партию параметров штамповки (давление, скорость, температура) и результаты испытаний, генерирует отчеты о качестве через систему MES и поддерживает непрерывное улучшение процесса.

Почему металлическая штамповка важна в производственной отрасли?
Металлическая штамповка, как фундаментальный и эффективный процесс формирования металлов, обеспечивает незаменимое решение для сложного производства конструкции, контроля затрат и оптимизации материалов.Его основные преимущества и ценности следующие:
| Значение | Основные сильные стороны | Типичные сценарии применения | Сравнение с традиционными ремеслами |
| Эффективное массовое производство | Одна штамповка может производить тысячи до десятков тысяч частей и в 10-20 раз эффективнее, чем резка. | Автомобильные покрытия, потребительская электроника. | Традиционные процессы кастинга/сварки неэффективны и дороги. |
| Высокий уровень использования материалов | Посредством точного набора и утилизации, скорость отходов материала контролируется при ниже 5%, что намного ниже, чем для отливок (15-20 процентов). | Авиационное армирование ребра и корпус батареи для хранения энергии. | Уменьшите потребление сырья и уменьшите выбросы углерода. |
| Точность и последовательность | Репликация плесени составляет ± 0,01 мм, а консистенция партийных продуктов превышает 99,9%. | Медицинские титановые сплавные кости и космические крепежные элементы. | Трудно обеспечить согласованность в процессе резки сложных деталей. |
| Производство сложных конструкций | Части, которые не могут быть обработаны традиционными методами, такими как глубокое рисунок и изогнутое поверхностное литья. | Автомобильный батарейный пакет, гидравлическая образование деталей. | Требуется несколько процессов или дорогого оборудования. |
| Рентабельный | Одноразовые инвестиции в плесени высоки, но стоимость одного куска после масштабирования чрезвычайно низкая (например, стоимость штамповки на автомобильной подставке является лишь жаркой стоимости литья под давлением). | Домохозяйственная оболочка, компоненты промышленного оборудования. | Подходит для крупномасштабного производства, быстрый результат. |
| Адаптируется | Он может обрабатывать различные материалы, такие как алюминиевые, стальные и титановые сплавы, и поддерживает расширение процессов, такие как горячая штамповка и преформирование лазера. | Высокопрочные автомобильные компоненты (горячая штамповка), компоненты электроники Magnesium Malloy. | Выбор материала ограничен процессом (например, литья). |
| Быстрая итерационная способность | Цикл разработки Die является коротким (7-10 дней), поддерживая гибкие изменения в дизайне и мелкомасштабное пилотное производство. | Новые энергетические автоматические компоненты и потребительская электроника быстрое прототипирование. | Процесс литья/сварки цикл умирает длинный, гибкость плохая. |
Как сотрудничает служба штамповки компании JS компании с другими процессами?
1Штамповка+точная обработка CNC
Логика технологического сотрудничества:
- Сначала штамповка: использование штамповки для быстрого формирования основной структуры сложных деталей (таких как контуры и отверстия), сокращение цикла обработки.
- Обработка точности ЧПУ: Требования к точности точностиМикрон Шкала(например, отверстия для резьбов и нерегулярные канавки диаметром 0,1 мм) достигаются с помощью обработки ЧПУ.
Преимущества компании JS:
- Интегрированная производственная линия: штамповочная машина и обработка с ЧПУ для достижения физического соединения, сокращение времени передачи заготовки (на 60% быстрее, чем традиционная модель).
- Интеллектуальная система планирования: динамическая конфигурация маркировки и ресурсов обработки ЧПУ в соответствии с приоритетами заказа, сокращение времени доставки на 15-20%.
2Штамповка+3D -печать
Логика технологического сотрудничества:
- Структура армирования штамповки: металлическая штамповка используется для формирования основной рамы высокой жесткости, такой как рама фюзеляжа дрона.
- 3D -печатьЧасти функции заполнения: встроенные 3D -печатные пластиковые/металлические детали (такие как отсеки датчиков и подвижные петли) встроены в зарезервированный интерфейс штампованных деталей.
Преимущества компании LS:
- Бесподовая база данных: адаптивная модель металлических пластиковых композитов, разработанных нами, которая автоматически соответствует оптимальным параметрам процесса совместной работы.
- Платформа онлайн -совместной работы: клиенты могут предварительно просмотреть маркировку+3D -схему комбинации проектирования 3D -печати в реальном времени, поддерживающие параметризованные корректировки (например, допуски интерфейса, толщина материала и т. Д.).
3Штамповка + тепловая форма
Логика технологического сотрудничества:
- Печание предварительного сформирования: сложные формы (такие как предварительные детали B-стойки для автомобилей) первоначально формируются путем маркировки холодной.
- Термическое давление Вторичное усиление: уточнение зерна и реконструкция микроструктуры выполняются в условиях высокой температуры и давления, что значительно улучшает прочность и прочность на непрерывных частях.
Преимущества компании LS:
- Патентная технология Hot Press Die: Использование конструкции градиентного охлаждающего канала, срок службы увеличивается в 3 раза, скорость тепловой деформации составляет менее 0,02%.
- База данных материаловСвязанка: встроена более 200 металлических листовых платежных параметров Thermopress Paraments Bibrary, ключ для получения решений для оптимизации.
4Штамповка+обработка поверхности
Логика технологического сотрудничества:
- Штамповка: завершите основную структуру и точность измерений частей.
- Обработка поверхности: принять плавание, анодное окисление, покрытие PVD и т. Д., Дайте штамповочную части антикоррозию, устойчивость к истиранию, украшение и другие функции.
Преимущества компании LS:
- Весь контроль качества процесса: оптимизируйте параметры процесса обработки поверхности (например, чистота предварительной обработки, которая непосредственно влияет на адгезию покрытия) в сочетании с параметрами процесса штамповки.
- Зеленая сертификация процесса: обеспечивает совместимые гальванические решения с более чем 95% скоростью восстановления.
Краткое содержание
Металлическая штамповка - это не только выбор процесса в производстве, но и технологический фактор для обновления промышленности. Через эффективное производство иточное производствоизМеталлические штампы, предприятия могут достичь преимуществ дифференциации в жесткой конкуренции рынка. Освоение технологии маркировки оборудования стала ключом к повышению основной конкурентоспособности, будь то автопроизводитель, занимающийся масштабом, или компания потребительской электроники, специализирующаяся на инновациях.
Благодаря его высокой точке возможностям разработки, интеллектуальных производственных системам и опыту в процессе комбинации, JS предоставляет клиентам универсальный магазин для всего, отПрототип проверкиДля массовой доставки производства, что делает его важным партнером в повышении мировой конкурентоспособности производства.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей.JS SeriesНет никаких представлений или гарантий, явных или подразумеваемых, касающихся точности, полноты или достоверности информации. Не следует сделать вывод, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные характеристики проектирования, качество материала и тип или изготовление в сети Longsheng. Это ответственность покупателяТребовать кавычкиОпределите конкретные требования для этих разделов.Пожалуйста, свяжитесь с нами для получения дополнительной информацииПолем
JS Команда
JS-ведущая отраслевая компанияСосредоточьтесь на пользовательских производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентов, и мы сосредоточены на высокой точностиОбработка с ЧПУВПроизводство листового металлаВ3D -печатьВИнъекционное формованиеВМеталлическая штамповка,и другие универсальные производственные услуги.
Наша фабрика оснащена более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицировано ISO 9001: 2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения для клиентов в более чем 150 странах мира. Будь то производство небольшого объема или крупномасштабная настройка, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выбиратьJS TechnologyЭто означает эффективность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт:www.cncprotolabs.com
Часто задаваемые вопросы
1. Сложные детали могут быть изготовлены с помощью штамповки?
Конечно!Благодаря расширенной технологии матрица или гидравлического формирования штамповка может изготовить сложные конструкции с глубокими изменениями растягивания и кривизны, таких как корпус автомобильных аккумуляторов.
2. Каковы типы металлических форм?
Согласно сложности частей, он разделен на удар пуншкой (форма резания), изгибающуюся матрицу (изгибающая форма), растягивающуюся матрицу (образование полой части) и композитный матрица (многопроцессная интеграция).
3. Какова разница между горячей штампочки и маркировкой холода?
Холодная штамповка, нормальная обработка температуры, высокая эффективность, но ограниченная пластичность материала, подходящая для тонких стальных пластин.Горячая штамповка, где металл нагревается до высокой температуры (скажем, 900 ° C) и прижимается, может производить высокопрочные стальные конструкционные элементы, которые увеличивают прочность на растяжение более чем на 50%.
4Что такое срок службы металлической штамповки?
Металлические формы штамповки обычно имеют срок службы от 500 000 до 1 миллиона циклов штамповки, в зависимости от твердости материала (например, более длительный срок службы алюминиевых форм), параметры процесса (давление перфоратора, скорость) и обслуживание.
Ресурс

