

Ваша терпеливо созданная деталь наконец обретает форму на принтере, но внезапно, без вашего участия, угол начинает слегка деформироваться, пытаясь вырваться за пределы платформы печати. За считанные минуты деформация приводит не только к катастрофическому беспорядку печати, но и к возможному разрушению сопла принтера.
Это не ваша вина, это особенность материала ABS . Но не волнуйтесь, мы не беспомощны в этой войне с термодинамикой.
Это руководство станет вашей библией. Сначала мы расскажем вам о причинах коробления, а затем предложим решения, охватывающие различные аспекты, включая корректировку параметров и предотвращение многоугольной обработки. Наконец, мы продемонстрируем эффективность на реальных примерах, которые помогут вам легко решить проблему коробления при печати на АБС-пластике.
Краткое изложение основных ответов
| Факторы влияния | Ключевые факторы, способствующие | Основные решения | Применимая область применения |
| Первопричина | Термический стресс | Контроль температуры + закрытая среда + оптимизированные параметры первого слоя. | Все сценарии печати ABS. |
| Свойства материала | АБС имеет более высокий коэффициент теплового расширения и температуру стеклования. | Целевой контроль температуры + закрытый объем сборки. | Печать деталей из термостойкого АБС-пластика. |
| Размер детали | Крупные детали испытывают сильное накопление напряжений и большие температурные градиенты от края к центру. | Увеличьте температуру в камере и используйте поля шириной 8 мм. | Крупные структурные детали из АБС-пластика. |
| Материальное состояние | Вода внутри нити ABS | Сушка в духовке в течение 4 часов при температуре 80°C. | Перед использованием наполните нить ABS водой. |
Почему стоит прочитать это руководство? Основные советы от экспертов по JavaScript
Компания JS имеет многолетний опыт работы с 3D-печатью и напечатала сотни деталей из АБС-пластика для клиентов из автомобильной, электронной и промышленной отрасли.
Мы не только изучили свойства различных нитей ABS , но и преодолели проблемы коробления крупных структурных компонентов ABS для клиентов автомобильной промышленности, а также оптимизировали процесс сушки и условия печати для получения точных деталей ABS для клиентов электроники.
Это руководство основано на реальных проблемах проекта, и каждый совет был опробован в реальных условиях печати в различных сценариях. Мы проведем вас через весь процесс печати, от предварительной обработки материалов до контроля окружающей среды, чтобы вы могли на него положиться.
Нужны индивидуальные модели автомобилей или промышленные детали из АБС-пластика, напечатанные на 3D-принтере? JS предлагает надежные решения, основанные на нашем обширном опыте, охватывающем десятилетия. Просто отправьте чертежи деталей, и мы быстро рассмотрим их и составим смету на 3D-печать, сэкономив ваше время и деньги.
Что такое коробление при печати? Термическое напряжение в АБС-пластике
Ознакомившись с обоснованностью данного руководства, давайте теперь рассмотрим основные вопросы: что такое коробление при печати и почему ABS-пластик подвержен этому дефекту?
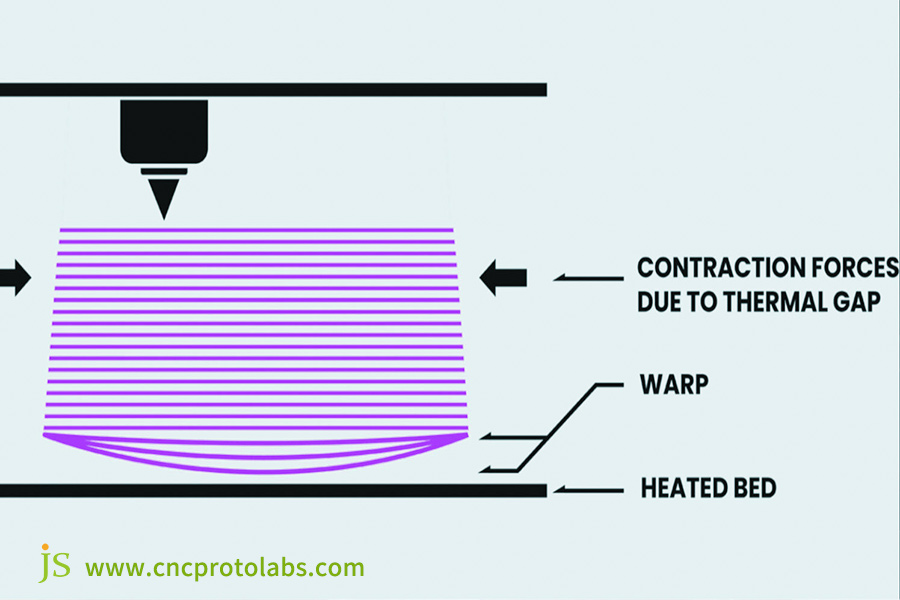
Основная причина: термическое напряжение. Во время печати АБС-пластиком расплавленный пластик затвердевает и усаживается на рабочей платформе. Из-за перепадов температур в слоях печати, а также внутри и снаружи детали, материал сжимается. Эта ограниченная усадка создаёт термическое напряжение . Когда напряжение превышает внутреннюю прочность материала, деталь деформируется.
Короче говоря, деформация — это не нарушение адгезии, а результат снятия напряжений.
Чтобы вам было проще различать эти два явления, мы обобщили разницу между деформацией и нарушением адгезии:
| Черты | Деформация (результат снятия напряжения) | Разрушение адгезии |
| Где это происходит | Края и углы детали (где тепло быстро рассеивается). | Весь первый слой или локальные области. |
| Выражения | Подкручивание и завивка вверх. | Отделение и перемещение первого слоя от платформы. |
| Первопричина | Термическое напряжение превышает собственную прочность материала. | Адгезия первого слоя меньше силы усадки материала. |
| Решение | Снижение термической нагрузки (герметизация, контроль температуры). | Увеличьте адгезию (клей-карандаш, очистка рабочей платформы). |
Понимание первопричины: почему ABS «капризная»?
Теперь, когда мы знаем, что коробление происходит из-за термического напряжения, почему же АБС-пластик более подвержен термическому напряжению, чем другие пластики? Существует три основные причины:
1. Высокий коэффициент теплового расширения: коэффициент теплового расширения ABS составляет около 100–130 ppm/°C, в то время как у PLA (полимолочной кислоты) он составляет всего 50–70 ppm/°C. Это означает, что ABS будет сильнее сжиматься в объёме при изменении температуры и, следовательно, с большей вероятностью будет подвергаться нагрузкам.
2. Высокая температура стеклования: температура стеклования АБС составляет около 95–105 °C. При понижении температуры детали до этой температуры материал переходит из чрезвычайно эластичного состояния в стеклообразное и резко сжимается. При неравномерном охлаждении происходит резкое накопление напряжений.
3. Склонность к быстрому охлаждению: ABS-пластик очень склонен к быстрому охлаждению. Если небольшой участок охлаждается слишком быстро (например, на ветру и открытом воздухе), он сначала сжимается и тянет за собой окружающие участки, что приводит к деформации.
Мы собрали наиболее важные свойства ABS и PLA в таблице ниже, чтобы вы могли лучше оценить:
| Свойства материала | АБС | НОАК |
| Коэффициент теплового расширения (млн-1/°C) | 100-130 | 50-70 |
| Температура стеклования (°C) | 95-105 | 55-60 |
| Температура платформы сборки (°C) | 90-110 | 50-60 |
| Восприимчивость к деформации | Высокий | Низкий |
| Приложения | Высокопрочные, термостойкие детали (например, детали автомобилей) | Низкопрочные, косметические детали |
JS знает, как ведут себя различные материалы, такие как ABS и PLA, и может подсказать вам, какие материалы подойдут для вашей задачи. Если вам нужны экономичные детали из PLA или термостойкие детали из ABS, напечатанные на 3D-принтере, мы можем выполнить ваш заказ в кратчайшие сроки, воспользовавшись нашими услугами онлайн-3D-печати.
Основы: Основное руководство по определению оптимальных параметров первого уровня
ABS чувствителен к охлаждению и температуре, поэтому инициализация первого слоя — важный шаг для предотвращения деформации. Первый слой, естественно, закладывает основу для соединения детали с платформой, и неправильная настройка может быстро привести к проблемам.
Мы составили таблицу рекомендуемых настроек параметров первого уровня. Ниже перечислены важные параметры и их роль:
| Тип параметра | Рекомендация по диапазону | Функция | Применимые сценарии |
| Температура платформы | 90-110°С | Задерживает остывание первого слоя и уменьшает усадку. | 90–100 °C для малых моделей, 105–110 °C для больших моделей. |
| Скорость первого слоя | 20-30 мм/с | Улучшает адгезию и снижает межслоевые напряжения. | Все детали напечатаны из АБС-пластика. |
| Толщина первого слоя | 0,25-0,3 мм | Увеличивает площадь контакта и учитывает шероховатость поверхности сборки. | Принтеры с типичной плоскостностью поверхности печати. |
| Адгезионный материал | Клей-карандаш / ПЭИ-пленка | Улучшает адгезию первого слоя к поверхности конструкции. | Клеевые стержни не являются постоянными, а вот PEI — да. |
JS строго контролирует параметры первого слоя при изготовлении 3D-печати на заказ . Мы тщательно подбираем параметры, от температуры платформы до необходимого адгезионного материала, в соответствии с характеристиками АБС-пластика. Просто отправьте нам ваши технические характеристики, и мы поэтапно оптимизируем параметры для обеспечения высокого качества деталей.

Всесторонняя защита: многомерные методы противодействия деформации
После создания первого слоя необходимо создать многомерную «систему защиты». Деформация ABS-пластика может быть вызвана множеством причин, и полагаться только на конфигурацию первого слоя будет недостаточно. Вот критически важные методы с трёх точек зрения:
Подготовка платформы («Химия»)
Важнейший этап — выравнивание и очистка платформы. После очистки платформы изопропиловым спиртом аккуратно соскребите остатки материала скребком. Выровняйте платформу, убедившись, что все углы находятся на одинаковом расстоянии от сопла (примерно равном толщине листа формата A4).
Модельное проектирование («Архитектура»)
Уменьшите концентрацию напряжений, оптимизировав конструкцию. Добавьте к модели бортик шириной 5–10 мм (подходит для больших плоских поверхностей), замените прямые углы фасками или скруглениями и разверните деталь широкой плоской поверхностью вниз, чтобы уменьшить боковую усадку и коробление.
Окружающая среда печати («Бюро погоды»)
Контролируйте воздушный поток и температуру. Используйте закрытый принтер или соорудите закрытое помещение (например, картонную коробку), чтобы поддерживать постоянную температуру в зоне печати. Температура окружающей среды должна быть 25–30 °C. Не размещайте принтер рядом с окнами, вентиляционными отверстиями кондиционера и другими местами с перепадами температуры воздуха.
В таблице ниже описаны методы избежания многомерных деформаций:
| Оборонная размерность | Конкретные меры | Эффект | Сложность реализации |
| Подготовка платформы | Откалибруйте уровень и очистите его изопропиловым спиртом. | Улучшает адгезию и предотвращает деформацию первого слоя. | Низкий |
| Дизайн модели | Добавьте поля на 5–10 мм, сделайте фаски/закругления на углах и измените положение. | Снятие стресса и снижение концентрации стресса. | Середина |
| Среда печати | Отсутствие циркуляции воздуха, замкнутое пространство, температура окружающей среды 25–30 °C. | Стабильная температура и снижение колебаний охлаждения. | Низкий |
Компания JS Precision Manufacturing предоставляет клиентам услуги по 3D-печати деталей из АБС-пластика, максимально используя решения из трех измерений для создания эффективной защиты от коробления всех деталей.
Если требуется оптимизация геометрии модели или настройка параметров печати, JS готова оказать профессиональную помощь. Наши услуги онлайн-3D-печати охватывают весь процесс — от проектирования до печати. Мы также можем разработать многомерные системы предотвращения коробления на основе характеристик нитей ABS.
Передовые методы предотвращения коробления АБС-пластика
Помимо примитивных способов, некоторые передовые технологии лучше справляются с короблением ABS, особенно в промышленных условиях с высокими требованиями к качеству и эффективности печати.
1. Принтеры с нагреваемой камерой: Печатная камера оснащена встроенным нагревательным механизмом, поддерживающим температуру 60–80 °C, что немного ниже температуры стеклования АБС-пластика. Это способствует медленному охлаждению детали и снижает коробление более чем на 80% , хотя и требует относительно высокой стоимости оборудования (примерно 3000–10 000 долларов США).
2. Технология активного нагреваемого стола: это система активного зонного нагрева, которая изменяет температуру в зависимости от рассеивания тепла в различных областях детали. Например, можно повысить температуру кромки на 5–10 °C для обеспечения равномерного охлаждения. Стоимость установки составляет от 500 до 1500 долларов США.
3. Программное обеспечение для снятия напряжений при нарезке: Некоторые коммерческие программы для нарезки (например, Simplify3D) включают функцию снятия напряжений, которая проверяет топологию модели и корректирует скорость и температуру печати в областях, подверженных высоким напряжениям. Стоимость программного обеспечения варьируется от 100 до 500 долларов США.
В этой таблице мы сравниваем некоторые конкретные подходы с новейшими технологиями :
| Тип технологии | Конкретный метод | Улучшение коробления | Стоимость (доллары США) | Применимые сценарии |
| Традиционные методы | Герметичная камера, край, оптимизация первого слоя. | Уменьшить на 60% -70% | 50-200 | Отдельные потребители, небольшие проекты. |
| Принтер с подогреваемой камерой | Постоянная температура 60-80°С. | Сокращение более чем на 80% | 3000-10000 | Массовое производство в промышленности. |
| Активная подогреваемая кровать | Зональное отопление для компенсации части потерь тепла. | Уменьшить на 75% -85% | 500-1500 | Детали среднего размера, требуется высокая точность. |
| Программное обеспечение для снятия стресса | Структурный анализ для контроля скорости и температуры. | Уменьшить на 65% -75% | 100-500 | Сложные детали. |
Компания JS предлагает услуги по изготовлению 3D-печати промышленного уровня на заказ. Хотите успешно решить проблему коробления АБС-пластика? Выбирайте нас, чтобы быть уверенными в качестве, не беспокоясь о цене 3D-печати .
Практический обзор JS: от неудачи к успеху — зарождение автомобильного прототипа
Предыстория проекта
Одним из заказов было изготовление большого плоского прототипа кронштейна для моторного отсека (300 x 200 x 20 мм). Деталь должна выдерживать определённые температурные условия в моторном отсеке, поэтому для обеспечения термостойкости они использовали АБС-пластик.
Сначала компания хотела использовать пресс-форму для изготовления прототипа, но стоимость пресс-формы достигала 5000 долларов , а производственный цикл составлял четыре недели. Поэтому для снижения затрат и сокращения производственного цикла была использована 3D-печать .
Анализ проблемы
После анализа группа инженеров JS пришла к выводу, что тепловое напряжение слишком велико.
- Открытая среда создавала поток воздуха в области печати, который охлаждался более чем на 30% быстрее от краев и углов изделия по сравнению с центром, что приводило к резкому неравномерному охлаждению.
- Во-вторых, большой размер детали (длиной 300 мм) привел к высокой общей усадке , а уровень прочности сцепления, обеспечиваемый клеевым стержнем, оказался недостаточным для того, чтобы выдерживать напряжение, возникающее из-за усадки, что в конечном итоге привело к деформации.
Решение
Команда JS разработала четырехкомпонентное решение проблемы:
- Условия: Принтер был перенесён в ветроустойчивый угол и сооружён временный экран из картонных коробок и клейкой ленты. Температура в корпусе поддерживалась постоянной на уровне 28°C, чтобы предотвратить нарушение циркуляции воздуха.
- Материал: ABS-пластик легко впитывает влагу из воздуха (что может привести к усугублению дефектов печати). Группа высушила новый ABS-пластик в печи при температуре 80°C в течение четырёх часов, чтобы удалить влагу.
- Параметры: Температура платформы была снижена со 110°C до 105°C (температура выше этого значения вызовет чрезмерную усадку первого слоя), охлаждающий вентилятор был выключен (вентилятор ускорит охлаждение детали), а скорость первого слоя была снижена до 20 мм/с для улучшения адгезии.
- Конструкция: в программу нарезки был добавлен бортик шириной 8 мм для увеличения площади поверхности контакта между платформой и деталью, а также для улучшения распределения усадочного напряжения.
Окончательный результат
Оптимизация решения заняла весь период печати (28 часов), коробления не наблюдалось. После печати деталь оставляли остывать в естественных условиях до комнатной температуры в закрытой камере (примерно два часа), чтобы избежать напряжений, возникающих при быстром охлаждении.
После охлаждения козырёк легко снимался, открывая плоское и ровное дно с допусками размеров до ±0,1 мм, что полностью отвечало требованиям к сборке. Стоимость услуги 3D-печати составила всего 800 долларов США, что позволило сэкономить 4200 долларов США по сравнению с изготовлением пресс-формы, а время цикла сократилось до 3 дней.
Часто задаваемые вопросы
В1: Я уже нанес клей, но деформация краев все равно происходит?
Клей улучшает только адгезионное соединение между деталью и рабочей платформой, но не устраняет основную причину коробления деталей из АБС-пластика — термическое напряжение. После того, как термическое напряжение превысит адгезию клея или внутреннюю прочность детали, деформация всё равно произойдёт. Необходимо принять меры, такие как замкнутая среда печати и контроль скорости охлаждения (например, отключение вентиляторов), чтобы снизить напряжение в корне.
В2: Помимо АБС, какие еще материалы деформируются?
Нейлон, поликарбонат (PC) и высокопрочные материалы, такие как ПЭЭК/ПЕКК , более склонны к деформации, чем АБС. Для них требуются более высокие температуры печати и более высокая термоусадка, поэтому простых мер защиты от деформации будет недостаточно. Для стабильной печати обычно требуется камера с активным нагревом.
В3: У меня нет проблем с печатью маленьких моделей, но большие модели постоянно деформируются. Почему?
Чем больше деталь, тем больше термическое напряжение, накапливаемое во время печати, и тем больше разница температур (термический градиент) между краем и серединой. Адгезия снижает напряжение в мелких деталях, но для крупных деталей требуется снижение напряжения, например, повышение температуры в печатной камере и оптимизация ориентации детали.
В4: Как узнать, влажная ли нить ABS?
Это можно определить по процессу печати и внешнему виду материала: потрескиванию сопла, неравномерной экструзии с пузырьками, потере блеска и хрупкости поверхности АБС-пластика. Это типичные признаки сырости, поэтому перед использованием необходимо дать материалу высохнуть.
Краткое содержание
Борьба с короблением АБС-пластика — это путь от понимания материаловедения к оптимизации параметров процесса. Это уже не досадная проблема, а возможность её решения с помощью системного подхода. Помните, что ключ к успеху — контроль термических напряжений, а не только использование клея.
Независимо от того, являетесь ли вы новичком, работающим над своей первой печатью из ABS, или профессионалом, стремящимся печатать большие функциональные прототипы, освоение этих приемов удвоит ваши шансы на успех в печати.
Компания JS располагает полным комплексом услуг по изготовлению 3D-печати на заказ, от выбора материала и настройки параметров до печати готового изделия. Просто сообщите нам данные о вашей детали, и мы немедленно предоставим вам стоимость и техническое решение для 3D-печати. Благодаря онлайн-сервисам 3D-печати мы эффективно предоставляем сертифицированную продукцию, которая поможет вам легко устранить проблемы с короблением при печати из АБС-пластика.

Отказ от ответственности
Содержимое этой страницы предназначено исключительно для информационных целей. Услуги JS. Нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит данные о рабочих характеристиках, геометрических допусках, конкретных конструктивных характеристиках, качестве и типе материалов или качестве изготовления через сеть Jusheng. Ответственность за это несет покупатель. Запросить коммерческое предложение на детали. Указать конкретные требования к этим разделам. Свяжитесь с нами для получения дополнительной информации .
Команда JS
JS — ведущая компания в отрасли, специализирующаяся на индивидуальных производственных решениях. Мы обладаем более чем 20-летним опытом работы с более чем 5000 клиентов и специализируемся на высокоточной обработке на станках с ЧПУ , производстве листового металла , 3D-печати , литье под давлением , штамповке металла и других комплексных производственных услугах.
Наш завод оснащён более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предлагаем быстрые, эффективные и высококачественные производственные решения для клиентов более чем в 150 странах мира. Будь то мелкосерийное производство или крупносерийная продукция по индивидуальному заказу, мы готовы удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте JS Technology . Это означает эффективность, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Ресурс

