

La pieza que usted construyó con paciencia finalmente está tomando forma en la impresora, pero de repente, y sin que usted haga nada, una esquina comienza a deformarse levemente, tratando de liberarse de los límites de la plataforma de construcción. En cuestión de minutos, la deformación crea un desastre catastrófico no solo en la impresión, sino que también puede destruir la boquilla de su impresora.
No es tu culpa, es una característica del material ABS . Pero tranquilos, no estamos indefensos en esta guerra contra la termodinámica.
Esta guía será su guía. Primero, le presentaremos la causa de la deformación y luego le propondremos soluciones en diversos aspectos, incluyendo el ajuste de parámetros y la prevención de la deformación multiángulo. Finalmente, demostraremos la efectividad con ejemplos reales para ayudarle a resolver fácilmente el problema de la deformación en la impresión ABS.
Resumen de las respuestas principales
| Factores influyentes | Factores contribuyentes clave | Soluciones básicas | Ámbito de aplicación |
| Causa principal | Estrés térmico | Control de temperatura + ambiente cerrado + parámetros de primera capa optimizados. | Todos los escenarios de impresión ABS. |
| Propiedades del material | El ABS tiene un coeficiente de expansión térmica y una temperatura de transición vítrea más altos. | Control de temperatura específico + volumen de construcción cerrado. | Impresión de piezas ABS resistentes al calor. |
| Tamaño de la pieza | Las piezas grandes experimentan una gran acumulación de tensión y grandes gradientes térmicos de borde a centro. | Aumente la temperatura de la cámara + utilice un borde de 8 mm de ancho. | Grandes piezas estructurales de ABS. |
| Estado del material | Agua dentro del filamento ABS | Secado en horno durante 4 horas a 80°C. | Agua dentro del filamento ABS antes de su uso. |
¿Por qué deberías leer esta guía? Consejos clave de expertos en JavaScript
JS tiene años de experiencia con la impresión 3D y ha impreso cientos de piezas de impresión 3D ABS para clientes de equipos automotrices, electrónicos e industriales.
No solo nos familiarizamos con las propiedades de varios filamentos de ABS , sino que también hemos superado problemas de deformación para grandes componentes estructurales de ABS para clientes automotrices y optimizado el proceso de secado y las condiciones de impresión para piezas de ABS de precisión para clientes de electrónica.
Esta guía se basa en problemas reales de proyectos, y cada consejo se ha probado en condiciones reales de impresión en diversos escenarios. Desde el pretratamiento del material hasta el control ambiental, le guiamos a través de todo el proceso de impresión para que pueda confiar plenamente en nosotros.
¿Necesita modelos de automóviles personalizados o piezas de ABS para impresión 3D de grado industrial? En JS, gracias a nuestra amplia experiencia de décadas, le ofrecemos soluciones sólidas. Simplemente envíe los planos de sus piezas y los revisaremos y cotizaremos rápidamente para la impresión 3D, ahorrándole tiempo y dinero.
¿Qué es la deformación de la impresión? Estrés térmico en ABS
Tras comprender la validez de este manual, abordemos las preguntas fundamentales: ¿Qué es la deformación de la impresión? ¿Por qué el ABS es propenso a este defecto?
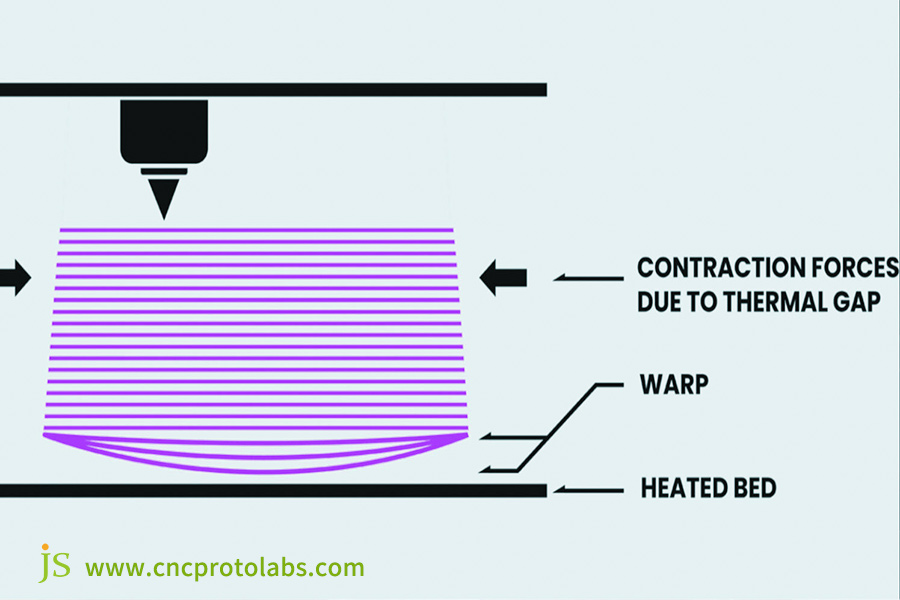
Causa principal: estrés térmico. Durante la impresión de ABS, el plástico fundido se solidifica y se contrae en la placa de impresión. Debido a los gradientes de temperatura en las capas impresas, tanto dentro como fuera de la pieza, el material se contrae. Esta contracción limitada genera estrés térmico . Cuando el estrés supera la resistencia inherente del material, la pieza se deforma.
En resumen, la deformación no es un fallo de adhesión, sino el resultado de la liberación de tensión.
Para ayudarle aún más a diferenciarse, hemos resumido la diferencia entre deformación y falla de adhesión:
| Rasgos | Deformación (resultado de la liberación de tensión) | Fallo de adhesión |
| Donde ocurre | Bordes y esquinas de la pieza (donde el calor se disipa rápidamente). | Toda la primera capa o zonas localizadas. |
| Expresiones | Rizado y rizado hacia arriba. | Separación y reubicación de la primera capa de la plataforma. |
| Causa principal | El estrés térmico es mayor que la propia resistencia del material. | La adhesión de la primera capa es menor que la fuerza de contracción del material. |
| Solución | Reducción del estrés térmico (sellado, control de temperatura). | Aumentar la adherencia (barra de pegamento, limpieza de la placa de construcción). |
Comprensión de la causa raíz: ¿Por qué el ABS es “caprichoso”?
Ahora que sabemos que la deformación se debe al estrés térmico, ¿por qué el ABS sería más susceptible al estrés térmico que otros plásticos? Hay tres razones principales:
1. Alto coeficiente de expansión térmica: El ABS tiene un coeficiente de expansión térmica de aproximadamente 100-130 ppm/°C, mientras que el PLA (ácido poliláctico) tiene un coeficiente de expansión térmica de tan solo 50-70 ppm/°C. Esto significa que el ABS se contraerá más en volumen con el cambio de temperatura y, por lo tanto, es más propenso a sufrir estrés.
2. Alta temperatura de transición vítrea: El ABS posee una temperatura de transición vítrea de aproximadamente 95-105 °C. Cuando la temperatura de la pieza desciende a esta temperatura, el material pasa de ser extremadamente elástico a un estado vítreo y se contrae repentinamente. Cuando el enfriamiento no es uniforme, se produce una acumulación repentina de tensión.
3. Tendencia a la velocidad de enfriamiento: El ABS es muy propenso a la velocidad de enfriamiento. Cuando una sección pequeña se enfría demasiado rápido (por ejemplo, con viento y aire libre), se contrae primero y tira de las zonas circundantes, lo que provoca deformaciones.
Hemos recopilado las propiedades más importantes del ABS y PLA en la siguiente tabla para que pueda apreciarlas mejor:
| Propiedades del material | abdominales | EPL |
| Coeficiente de expansión térmica (ppm/°C) | 100-130 | 50-70 |
| Temperatura de transición vítrea (°C) | 95-105 | 55-60 |
| Temperatura de la plataforma de construcción (°C) | 90-110 | 50-60 |
| Susceptibilidad a la deformación | Alto | Bajo |
| Aplicaciones | Piezas de alta resistencia y resistentes al calor (por ejemplo, piezas de automóviles) | Piezas cosméticas de baja resistencia |
JS conoce el comportamiento de diversos materiales, como ABS y PLA, y puede recomendarle los materiales más adecuados para su aplicación. Si necesita piezas de PLA económicas o piezas de ABS resistentes al calor para impresión 3D, podemos procesar su pedido puntualmente con nuestros servicios de impresión 3D en línea.
La Fundación: Manual Maestro para la Definición de los Parámetros Óptimos de la Primera Capa
El ABS es sensible al enfriamiento y la temperatura, por lo que inicializar la primera capa es un paso importante para evitar deformaciones. La primera capa, naturalmente, sienta las bases para la interfaz de la pieza con la plataforma de construcción, y una configuración incorrecta puede causar problemas rápidamente.
Hemos elaborado una tabla con los ajustes recomendados para los parámetros de la primera capa. Los parámetros importantes y su función se resumen a continuación:
| Tipo de parámetro | Recomendación de rango | Función | Escenarios aplicables |
| Temperatura de la plataforma | 90-110°C | Retrasa el enfriamiento de la primera capa y reduce la contracción. | 90-100°C para modelos pequeños, 105-110°C para modelos grandes. |
| Velocidad de primera capa | 20-30 mm/s | Mejora la adhesión y reduce la tensión entre capas. | Todas las piezas impresas en ABS. |
| Espesor de la primera capa | 0,25-0,3 mm | Maximiza el área de contacto y tiene en cuenta la rugosidad de la superficie de construcción. | Impresoras con una superficie de construcción plana típica. |
| Material de adhesión | Barra de pegamento / Película PEI | Mejora la adhesión de la primera capa a la superficie de construcción. | Las barras de pegamento no son permanentes, pero el PEI sí lo es. |
JS controla estrictamente los parámetros de la primera capa en la fabricación de impresiones 3D personalizadas . Desde la temperatura de la plataforma hasta el material de adhesión deseado, nos adaptamos meticulosamente a las características de los filamentos ABS. Simplemente envíenos sus especificaciones y optimizaremos los parámetros paso a paso para garantizar la calidad de la pieza.

Protección integral: técnicas antideformación multidimensionales
Una vez creada la primera capa, es necesario construir un sistema de defensa multidimensional. La deformación del ABS tiene múltiples causas, y basarse únicamente en la configuración de la primera capa no es suficiente. A continuación, se presentan técnicas críticas desde tres perspectivas:
Preparación de la plataforma ("Química")
El paso fundamental es nivelar y limpiar la plataforma. Raspe suavemente el material restante con una espátula después de limpiar la plataforma con alcohol isopropílico para desengrasarla y limpiarla antes de imprimir. Nivele la plataforma, asegurándose de que todas las esquinas estén equidistantes de la boquilla (aproximadamente del mismo grosor que la hoja A4).
Diseño de modelos ("Arquitectura")
Reduzca la concentración de tensiones optimizando la estructura. Añada un borde de 5 a 10 mm de ancho al modelo (ideal para áreas planas grandes), sustituya las esquinas en ángulo recto por chaflanes o filetes y oriente la superficie plana de la pieza hacia abajo para reducir la contracción lateral y la deformación.
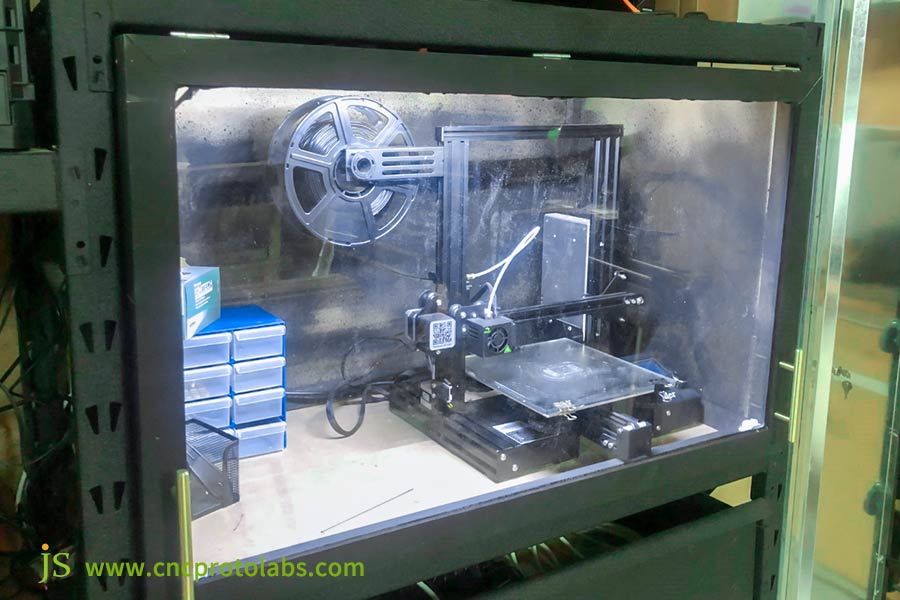
Entorno de impresión ("Oficina Meteorológica")
Controle el flujo de aire y la temperatura. Use una impresora cerrada o construya una cabina cubierta (por ejemplo, una caja de cartón) para mantener una temperatura constante en el entorno de impresión. La temperatura ambiente debe estar entre 25 y 30 °C. Evite colocar la impresora cerca de ventanas, rejillas de ventilación u otros lugares con variaciones de temperatura en el flujo de aire.
La siguiente tabla describe métodos de prevención de deformaciones multidimensionales:
| Dimensión de defensa | Medidas específicas | Efecto | Dificultad de implementación |
| Preparación de la plataforma | Calibrar el nivel y limpiar con alcohol isopropílico. | Mejora la adherencia y evita que la primera capa se deforme. | Bajo |
| Diseño de modelos | Agregue un borde de 5 a 10 mm, bisele/redondee las esquinas y reposicione. | Alivia el estrés y reduce la concentración del estrés. | Medio |
| Entorno de impresión | Sin flujo de aire, área cerrada y ambiente de 25-30 °C. | Temperatura estable y reducción de oscilaciones de enfriamiento. | Bajo |
JS Precision Manufacturing ofrece a sus clientes servicios de impresión 3D de piezas ABS, maximizando las soluciones desde las tres dimensiones para crear una prevención de deformación útil para todas las piezas.
Si necesita optimizar la geometría del modelo o ajustar el entorno de impresión, JS puede ofrecerle asistencia profesional. Nuestros servicios de impresión 3D en línea abarcan todo el proceso, desde el diseño hasta la impresión, y podemos diseñar sistemas multidimensionales de prevención de deformaciones basados en las características de los filamentos ABS.
Técnicas avanzadas para prevenir la deformación del ABS
Además de los métodos primitivos, algunas tecnologías avanzadas tienen una mejor capacidad para manejar la deformación del ABS, especialmente en el uso industrial con una demanda intensiva de calidad y eficiencia de impresión.
1. Impresoras de cámara calefactada: La cámara de impresión cuenta con un mecanismo de calentamiento integrado que mantiene una temperatura de 60-80 °C, ligeramente inferior a la temperatura de transición vítrea del ABS. Facilita el enfriamiento lento de las piezas y reduce la deformación en más del 80 % , aunque el coste del equipo es relativamente mayor (aproximadamente entre 3000 y 10 000 $).
2. Tecnología de lecho calefactado activo: Este diseño de calentamiento activo por zonas modifica la temperatura según la disipación de calor en diferentes áreas de la pieza. Por ejemplo, se puede aumentar la temperatura del borde entre 5 y 10 °C para ofrecer una velocidad de enfriamiento uniforme. El costo de la máquina oscila entre $500 y $1500.
3. Software de corte con alivio de tensión: Algunos programas de corte comerciales (p. ej., Simplify3D) incluyen una función de alivio de tensión que verifica la topología del modelo y ajusta la velocidad y la temperatura de impresión donde la vulnerabilidad a la tensión es alta. El costo del software varía entre $100 y $500.
En esta tabla comparamos algunos enfoques particulares con la tecnología reciente :
| Tipo de tecnología | Método específico | Mejora de la deformación | Costo (USD) | Escenarios aplicables |
| Técnicas convencionales | Cámara sellada, borde, optimización de la primera capa. | Reducir en un 60% -70% | 50-200 | Consumidores individuales, pequeños proyectos. |
| Impresora de cámara calentada | Temperatura constante 60-80°C. | Reducir en más del 80% | 3.000-10.000 | Producción en masa en la industria. |
| Cama calentada activa | Calefacción por zonas para compensar la pérdida parcial de calor. | Reducir en un 75% -85% | 500-1.500 | Piezas de tamaño mediano, se requiere alta precisión. |
| Software para aliviar el estrés | Análisis de estructuras para controlar velocidad y temperatura. | Reducir entre un 65% y un 75% | 100-500 | Piezas complejas. |
JS puede satisfacer sus necesidades de fabricación con impresión 3D personalizada de grado industrial. ¿Desea solucionar eficazmente los problemas de deformación del ABS? Confíe en nosotros para garantizar la calidad sin preocuparse por el precio de la impresión 3D .
Análisis práctico de JS: Del fracaso al éxito: El origen de un prototipo automotriz
Antecedentes del Proyecto
Una de las impresiones que solicitaron fue la creación de un soporte grande y plano para el prototipo del compartimento del motor (300 mm x 200 mm x 20 mm). La pieza debe soportar ciertas temperaturas en el compartimento del motor, por lo que utilizaron filamento ABS para cumplir con el requisito de resistencia al calor.
La empresa inicialmente quería usar un molde para fabricar el prototipo, pero el costo del molde ascendía a $5,000 y el ciclo de producción era de cuatro semanas. Por lo tanto, utilizaron la impresión 3D para reducir costos y acortar el ciclo de producción.
Análisis de problemas
Después del análisis, el equipo de ingeniería de JS determinó que había demasiado estrés térmico.
- El entorno abierto provocó un flujo de aire en la región de impresión, que se enfrió más de un 30% más rápido desde los bordes y las esquinas de la pieza en comparación con el centro, lo que resultó en un enfriamiento desigual drástico.
- En segundo lugar, el gran tamaño de la pieza (300 mm de largo) produjo una contracción general alta y el nivel de fuerza de adhesión proporcionado por la barra de pegamento no fue suficiente para soportar la tensión inducida debido a la contracción, lo que finalmente provocó una deformación.
Solución
El equipo de JS desarrolló una solución de cuatro componentes para el problema:
- Entorno: La impresora se trasladó a un rincón protegido del viento y se construyó un protector temporal con cajas de cartón y cinta adhesiva. La temperatura del recinto se mantuvo constante a 28 °C para evitar la interferencia del flujo de aire.
- Material: El filamento ABS absorbe fácilmente la humedad atmosférica (lo que puede agravar los defectos de impresión). El grupo secó el filamento ABS nuevo en un horno a 80 °C durante cuatro horas para eliminar la humedad.
- Parámetros: La temperatura de la plataforma se redujo de 110 °C a 105 °C (temperaturas superiores a este valor provocarán una contracción excesiva en la primera capa), se apagó el ventilador de enfriamiento (el ventilador acelerará el enfriamiento de la pieza) y la velocidad de la primera capa se redujo a 20 mm/s para mejorar la adhesión.
- Diseño: Se incorporó un borde de 8 mm de ancho a la pieza en el software de corte para aumentar el área de superficie de contacto entre la plataforma y la pieza y para mejorar la distribución de la tensión de contracción.
Resultado final
La optimización de la solución consumió las 28 horas de impresión, sin que se observara deformación. Tras la impresión, la pieza se dejó enfriar al aire libre a temperatura ambiente dentro de una cámara cubierta (aproximadamente dos horas) para evitar la tensión causada por el enfriamiento rápido.
Una vez enfriado, el ala se retiró fácilmente, revelando una base plana y uniforme con tolerancias de dimensiones de hasta ±0,1 mm, cumpliendo plenamente con los requisitos de ensamblaje. Este servicio de impresión 3D solo costó $800, lo que supone un ahorro de $4200 en comparación con la fabricación de moldes, y el tiempo del ciclo también se redujo a 3 días.
Preguntas frecuentes
P1: Ya apliqué pegamento, pero aún se producen deformaciones en los bordes.
El pegamento solo mejora la unión adhesiva entre la pieza y la placa de impresión, pero no puede reparar la causa principal de la deformación en las impresiones ABS: la tensión térmica. Si la tensión térmica supera la adhesión del adhesivo o la resistencia interna de la pieza, la deformación se producirá de todos modos. Es necesario implementar medidas como un entorno de impresión cerrado y controlar la velocidad de enfriamiento (por ejemplo, apagando los ventiladores) para reducir la tensión de raíz.
P2: Además del ABS, ¿qué otros materiales se deforman?
El nailon, el policarbonato y los materiales de alto rendimiento como el PEEK/PEKK son más propensos a deformarse que el ABS. Requieren temperaturas de impresión más altas y una mayor contracción térmica, por lo que las precauciones básicas contra la deformación no son suficientes. Generalmente, se requiere una cámara de impresión con calor activo para una impresión estable.
P3: No tengo problemas para imprimir modelos pequeños, pero los grandes se deforman constantemente. ¿Por qué?
Cuanto más grande sea la pieza, mayor será la tensión térmica acumulada durante la impresión y mayor la diferencia de temperatura (gradiente térmico) entre el borde y el centro. La adhesión suprimirá la tensión en piezas pequeñas, pero las piezas grandes requieren una reducción de la tensión; por ejemplo, aumentando la temperatura de la cámara de impresión y optimizando la orientación de la pieza.
P4: ¿Cómo puedo saber si mi filamento ABS está húmedo?
Se puede detectar por el proceso de impresión y la apariencia del material: crujidos en la boquilla, extrusión irregular con burbujas, o pérdida de brillo y fragilidad en la superficie del filamento ABS. Estos son indicadores típicos de humedad y deben secarse antes de su uso.
Resumen
Combatir la deformación del ABS es un proceso que va desde la comprensión de la ciencia de los materiales hasta la optimización de los parámetros del proceso. Ya no es un problema frustrante, sino una oportunidad para abordarlo completamente con un método sistemático. Recuerde que el control de la tensión térmica es clave, no depender únicamente del adhesivo.
Ya sea que sea un principiante que trabaja en su primera impresión ABS o un profesional que busca imprimir grandes prototipos funcionales, dominar estas técnicas duplicará su tasa de éxito de impresión.
JS cuenta con una planta completa de fabricación de impresión 3D a medida, desde la selección de materiales y el ajuste de parámetros hasta la impresión del producto final. Simplemente indíquenos los detalles de su pieza y le ofreceremos de inmediato un precio y una solución técnica para la impresión 3D. Con nuestros servicios de impresión 3D en línea , ofrecemos productos certificados de forma eficaz para ayudarle a solucionar fácilmente los problemas de deformación en la impresión ABS.

Descargo de responsabilidad
El contenido de esta página es meramente informativo. Servicios JS. No se ofrecen garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características específicas de diseño, calidad y tipo de material o mano de obra a través de la Red Jusheng. Es responsabilidad del comprador solicitar presupuesto de piezas e identificar los requisitos específicos para estas secciones. Para más información, contáctenos .
Equipo JS
JS es una empresa líder en la industria, especializada en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes, y nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección , estampación de metal y otros servicios integrales de fabricación.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producciones de pequeño volumen o para personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija JS Technology : esto significa eficiencia, calidad y profesionalismo en la selección.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

