

أخيرًا، يأخذ الجزء الذي بنيته بصبر شكله على الطابعة، ولكن فجأة، ومن دون أن تفعل أي شيء، تبدأ إحدى الزوايا في الانحناء بشكل طفيف للغاية، في محاولة للتحرر من حدود منصة البناء. في غضون دقائق، يخلق الانحناء فوضى كارثية ليس فقط للطباعة ولكن أيضًا من المحتمل أن يؤدي إلى تدمير فوهة الطابعة الخاصة بك.
ليس خطأك، إنها سمة من سمات مادة ABS . لكن لا تقلق، لسنا عاجزين في هذه المعركة مع الديناميكا الحرارية.
سيكون هذا الدليل مرجعك. سنُعرّفك أولاً على سبب التشوه، ثم نقترح حلولاً من جوانب مختلفة، بما في ذلك تعديلات المعاملات ومنع تعدد الزوايا. وأخيرًا، سنُبيّن فعالية أمثلة واقعية لمساعدتك على حل مشكلة تشوه طباعة ABS بسهولة.
ملخص الإجابات الأساسية
| العوامل المؤثرة | العوامل المساهمة الرئيسية | الحلول الأساسية | النطاق المطبق |
| السبب الجذري | الإجهاد الحراري | التحكم في درجة الحرارة + البيئة المغلقة + معلمات الطبقة الأولى المحسنة. | جميع سيناريوهات طباعة ABS. |
| خصائص المواد | تتمتع مادة ABS بمعامل أعلى للتمدد الحراري ودرجة حرارة انتقال الزجاج. | التحكم في درجة الحرارة المستهدفة + حجم البناء المغلق. | طباعة أجزاء ABS المقاومة للحرارة. |
| حجم القطعة | تتعرض الأجزاء الكبيرة لتراكم إجهاد عالي وتدرجات حرارية كبيرة من الحافة إلى المركز. | زيادة درجة حرارة الغرفة + استخدام حافة بعرض 8 مم. | أجزاء هيكلية ABS كبيرة. |
| حالة المواد | الماء داخل خيوط ABS | تجفيف بالفرن لمدة 4 ساعات على درجة حرارة 80 درجة مئوية. | يجب وضع الماء داخل خيوط ABS قبل الاستخدام. |
لماذا عليك قراءة هذا الدليل؟ نصائح أساسية من خبراء جافا سكريبت
تتمتع شركة JS بخبرة سنوات طويلة في مجال الطباعة ثلاثية الأبعاد وقامت بطباعة مئات من أجزاء الطباعة ثلاثية الأبعاد ABS للعملاء في مجال السيارات والإلكترونيات والمعدات الصناعية.
نحن لا نتعرف فقط على خصائص خيوط ABS المختلفة، ولكننا تغلبنا أيضًا على مشكلات الانحناء لمكونات ABS الهيكلية الكبيرة لعملاء السيارات وقمنا بتحسين عملية التجفيف وظروف الطباعة للحصول على أجزاء ABS دقيقة لعملاء الإلكترونيات.
يستند هذا الدليل إلى نقاط ضعف حقيقية في المشروع، وقد جُرِّبت كل نصيحة في ظروف طباعة فعلية عبر سيناريوهات مختلفة. من المعالجة المسبقة للمواد إلى التحكم البيئي، نرشدك خلال جميع مراحل عملية الطباعة، لتتمكن من الاعتماد علينا.
هل تحتاج إلى نماذج سيارات مخصصة أو قطع غيار طباعة ثلاثية الأبعاد من مادة ABS الصناعية؟ تقدم JS حلولاً فعّالة بفضل خبرتها الواسعة التي تمتد لعقود. أرسل رسومات قطعك، وسنراجعها بسرعة ونقدم لك عرض سعر للطباعة ثلاثية الأبعاد لتوفير الوقت والمال.
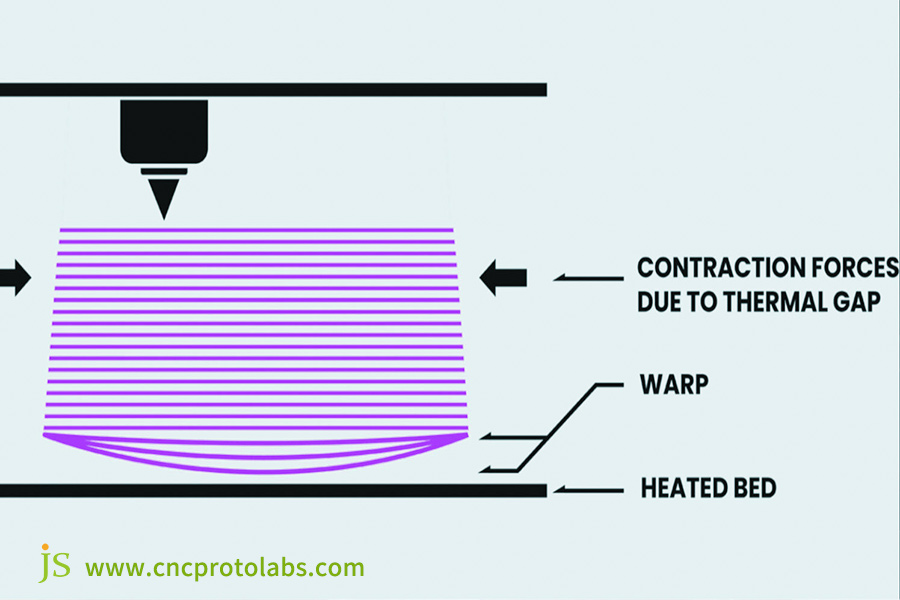
ما هو تشوه الطباعة؟ الإجهاد الحراري في مادة ABS
بعد الاطلاع على صحة هذا الدليل، دعونا الآن نتناول الأسئلة الأساسية: ما هو تشوه الطباعة؟ لماذا يُعد ABS عرضة لهذا العيب؟
السبب الجذري: الإجهاد الحراري. أثناء طباعة ABS، يتصلب البلاستيك المنصهر وينكمش على لوحة البناء. ونتيجةً لتدرجات الحرارة في الطبقات المطبوعة وداخل القطعة وخارجها، تنكمش المادة. هذا الانكماش المحدود يُولّد إجهادًا حراريًا . عندما يتجاوز الإجهاد قوة المادة الكامنة، تنحني القطعة.
باختصار، الاعوجاج ليس فشلاً في الالتصاق، بل هو نتيجة لتحرير الضغط.
لمساعدتك بشكل أكبر في التمييز بنفسك، قمنا بتلخيص الفرق بين الانحناء وفشل الالتصاق:
| سمات | الاعوجاج (نتيجة لتحرير الإجهاد) | فشل الالتصاق |
| أين يحدث | حواف وزوايا القطعة (حيث تتبدد الحرارة بسرعة). | الطبقة الأولى بأكملها أو المناطق الموضعية. |
| التعبيرات | التجعيد والتجعيد إلى الأعلى. | فصل ونقل الطبقة الأولى من المنصة. |
| السبب الجذري | الإجهاد الحراري أكبر من قوة المادة نفسها. | قوة التصاق الطبقة الأولى أقل من قوة انكماش المادة. |
| حل | تقليل الإجهاد الحراري (الختم، التحكم في درجة الحرارة). | زيادة الالتصاق (عصا الغراء، تنظيف لوحة البناء). |
فهم السبب الجذري: لماذا يعتبر نظام ABS "متقلبًا"؟
بعد أن علمنا أن الانحناء ناتج عن الإجهاد الحراري، لماذا يُعدّ ABS أكثر تأثرًا بالإجهاد الحراري من أنواع البلاستيك الأخرى؟ هناك ثلاثة أسباب رئيسية:
١. معامل تمدد حراري مرتفع: يبلغ معامل التمدد الحراري لمادة ABS حوالي ١٠٠-١٣٠ جزءًا في المليون/درجة مئوية، بينما يبلغ معامل التمدد الحراري لمادة PLA (حمض البولي لاكتيك) ٥٠-٧٠ جزءًا في المليون/درجة مئوية. هذا يعني أن حجم مادة ABS سينكمش أكثر مع تغير درجة الحرارة، وبالتالي يكون أكثر عرضة للإجهاد.
٢. درجة حرارة انتقال زجاجية عالية: تبلغ درجة حرارة انتقال الزجاج لمادة ABS حوالي ٩٥-١٠٥ درجة مئوية. عند خفض درجة حرارة القطعة إلى هذه الدرجة، تتحول المادة من حالة مرنة للغاية إلى حالة زجاجية وتنكمش فجأة. ويحدث تراكم مفاجئ للإجهاد عندما يكون التبريد غير منتظم.
٣. حساس لمعدل التبريد: مادة ABS حساسة جدًا لمعدل التبريد. عندما يبرد جزء صغير منها بسرعة كبيرة (على سبيل المثال، بسبب الرياح والهواء الطلق)، فإنها تنكمش أولًا وتضغط على المناطق المحيطة، مما يؤدي إلى تشوهها.
لقد قمنا بتجميع أهم خصائص ABS وPLA في الجدول أدناه للسماح لك بتقديرها بشكل أفضل:
| خصائص المواد | نظام ABS | جيش التحرير الشعبى الصينى |
| معامل التمدد الحراري (جزء في المليون/درجة مئوية) | 100-130 | 50-70 |
| درجة حرارة انتقال الزجاج (°م) | 95-105 | 55-60 |
| درجة حرارة منصة البناء (°م) | 90-110 | 50-60 |
| قابلية التشويه | عالي | قليل |
| التطبيقات | أجزاء عالية القوة ومقاومة للحرارة (على سبيل المثال، أجزاء السيارة) | أجزاء تجميلية منخفضة القوة |
تتمتع JS بخبرة واسعة في مجال المواد المختلفة، مثل ABS وPLA، ويمكنها مساعدتك في اختيار المواد المناسبة لتطبيقك. إذا كنت بحاجة إلى قطع PLA اقتصادية أو قطع طباعة ثلاثية الأبعاد مقاومة للحرارة من ABS، فيمكننا تلبية طلبك في الوقت المناسب باستخدام خدمات الطباعة ثلاثية الأبعاد عبر الإنترنت.
الأساس: الدليل الرئيسي لتحديد معلمات الطبقة الأولى المثلى
مادة ABS حساسة للتبريد ودرجة الحرارة، لذا يُعدّ تهيئة الطبقة الأولى خطوةً مهمةً لمنع التشوّه. تُشكّل الطبقة الأولى، بطبيعة الحال، أساسَ واجهة القطعة مع منصة البناء، وقد يُؤدي الإعداد الخاطئ إلى مشاكل بسرعة.
لقد أعددنا جدولًا لإعدادات معلمات الطبقة الأولى الموصى بها. فيما يلي ملخص للمعلمات المهمة ودورها:
| نوع المعلمة | توصية النطاق | وظيفة | السيناريوهات القابلة للتطبيق |
| درجة حرارة المنصة | 90-110 درجة مئوية | يؤخر تبريد الطبقة الأولى ويقلل الانكماش. | 90-100 درجة مئوية للنماذج الصغيرة، و105-110 درجة مئوية للنماذج الكبيرة. |
| سرعة الطبقة الأولى | 20-30 مم/ثانية | يعزز الالتصاق ويقلل من الضغط بين الطبقات. | جميع الأجزاء مطبوعة بمادة ABS. |
| سمك الطبقة الأولى | 0.25-0.3 مم | يعمل على زيادة مساحة التلامس ويأخذ في الاعتبار خشونة سطح البناء. | الطابعات ذات سطح البناء المسطح النموذجي. |
| مادة الالتصاق | عصا الغراء / فيلم PEI | يعزز التصاق الطبقة الأولى بسطح البناء. | أعواد الغراء ليست دائمة، ولكن PEI دائمة. |
تُراقب JS بدقة معايير الطبقة الأولى في تصنيع الطباعة ثلاثية الأبعاد المُخصصة . بدءًا من درجة حرارة المنصة ووصولًا إلى مادة الالتصاق المطلوبة، نُطابق بدقة خصائص خيوط ABS. ما عليك سوى إرسال مواصفاتك، وسنُحسّن المعايير تدريجيًا لضمان جودة القطع.

الحماية الشاملة: تقنيات متعددة الأبعاد لمكافحة الاعوجاج
بعد إنشاء الطبقة الأولى، عليك بناء "نظام دفاع" متعدد الأبعاد. لتشويه ABS أسباب متعددة، والاعتماد على تكوين الطبقة الأولى وحده لن يكون كافيًا. إليك تقنيات مهمة من ثلاث وجهات نظر:
إعداد المنصة ("الكيمياء")
الخطوة الحاسمة هي تسوية وتنظيف المنصة. اكشط المادة المتبقية برفق باستخدام مكشطة بعد تنظيف المنصة بكحول الأيزوبروبيل لإزالة الشحوم وتنظيفها قبل الطباعة. سوِّ المنصة، مع التأكد من أن جميع زواياها متساوية البعد عن الفوهة (بنفس سُمك ورقة A4 تقريبًا).
تصميم النماذج ("الهندسة المعمارية")
قلل تركيز الإجهاد بتحسين الهيكل. أضف حافة بعرض 5-10 مم إلى النموذج (مناسبة للمساحات المسطحة الكبيرة)، واستبدل الزوايا القائمة بحواف مشطوفة أو شرائح، ووجّه السطح المسطح بعرض القطعة لأسفل لتقليل الانكماش الجانبي والالتواء.
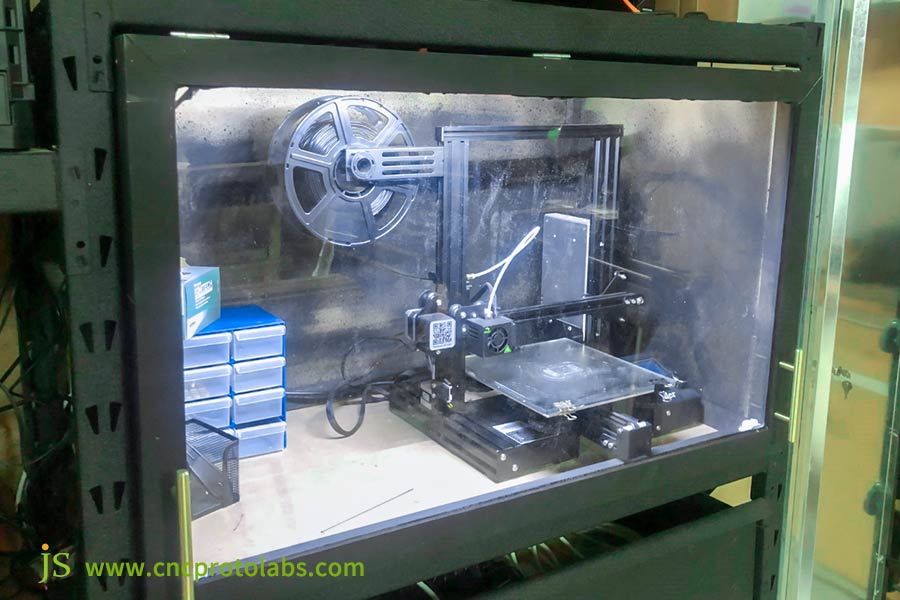
بيئة الطباعة ("مكتب الأرصاد الجوية")
تحكم في تدفق الهواء ودرجة الحرارة. استخدم طابعة مغلقة أو جهّزها بغطاء (مثل صندوق من الورق المقوى) لضمان ثبات درجة حرارة بيئة الطباعة. يجب أن تتراوح درجة الحرارة المحيطة بين ٢٥ و٣٠ درجة مئوية. تجنب وضع الطابعة بالقرب من النوافذ أو فتحات مكيف الهواء أو أي أماكن أخرى ذات تباين في درجة حرارة تدفق الهواء.
يوضح الجدول أدناه طرق تجنب التشويه متعدد الأبعاد:
| البعد الدفاعي | تدابير محددة | تأثير | صعوبة التنفيذ |
| إعداد المنصة | معايرة المستوى والتنظيف باستخدام الكحول الأيزوبروبيل. | تعزيز الالتصاق ومنع تشوه الطبقة الأولى. | قليل |
| تصميم النموذج | إضافة حافة 5-10 مم، وزوايا مشطوفة/نصف قطرية، وإعادة الوضع. | تخفيف التوتر وتقليل التركيز الناتج عن التوتر. | واسطة |
| بيئة الطباعة | لا يوجد تدفق هواء، منطقة مغلقة، وبيئة تتراوح بين 25 إلى 30 درجة مئوية. | درجة حرارة مستقرة وتقليل تذبذبات التبريد. | قليل |
توفر شركة JS Precision Manufacturing لعملائها خدمات طباعة أجزاء ABS ثلاثية الأبعاد ، وتعظيم الحلول من الأبعاد الثلاثة لإنشاء منع الانحناء المفيد لجميع الأجزاء.
إذا كنتَ بحاجة إلى تحسين هندسة النموذج أو تعديل بيئة الطباعة، يُمكن لشركة JS تقديم مساعدة احترافية. تشمل خدمات الطباعة ثلاثية الأبعاد عبر الإنترنت لدينا العملية بأكملها من التصميم إلى الطباعة، ونحن قادرون على تصميم أنظمة متعددة الأبعاد لمنع الالتواء بناءً على خصائص خيوط ABS.
تقنيات متقدمة لمنع انحناء ABS
وبعيدًا عن الطرق البدائية، تتمتع بعض التقنيات المتقدمة بقدرة أفضل على التعامل مع تشوه مادة ABS، وخاصة في الاستخدام الصناعي مع الطلب المكثف على جودة الطباعة والكفاءة.
طابعات الحجرة المُسخّنة: تحتوي حجرة الطباعة على آلية تسخين مدمجة تحافظ على درجة حرارة تتراوح بين 60 و80 درجة مئوية، وهي أقل بقليل من درجة حرارة انتقال زجاج ABS. تُسهّل هذه الآلية التبريد البطيء للأجزاء وتُقلّل التشوه بنسبة تزيد عن 80% ، وإن كان ذلك بتكلفة معدات أعلى نسبيًا (حوالي 3000-10000 دولار أمريكي).
٢. تقنية التدفئة النشطة: تصميم تدفئة نشطة مُقسمة إلى مناطق، يُغيّر درجة الحرارة وفقًا لتبديد الحرارة في مناطق مختلفة من القطعة. على سبيل المثال، زيادة درجة حرارة الحافة بمقدار ٥-١٠ درجات مئوية لتوفير معدل تبريد موحد. يتراوح سعر الجهاز بين ٥٠٠ و١٥٠٠ دولار أمريكي.
٣. برنامج تقطيع لتخفيف الضغط: تتضمن بعض برامج التقطيع التجارية (مثل Simplify3D) ميزة تخفيف الضغط، والتي تتحقق من طوبولوجيا النموذج وتضبط سرعة الطباعة ودرجة الحرارة في الأماكن التي يكون فيها التعرض للضغط مرتفعًا. تتراوح تكلفة البرنامج بين ١٠٠ و٥٠٠ دولار أمريكي.
نقوم بمقارنة بعض الأساليب الخاصة بالتكنولوجيا الحديثة في هذا الجدول:
| نوع التكنولوجيا | طريقة محددة | تحسين الاعوجاج | التكلفة (بالدولار الأمريكي) | السيناريوهات القابلة للتطبيق |
| التقنيات التقليدية | غرفة مغلقة، حافة، تحسين الطبقة الأولى. | تخفيض بنسبة 60% -70% | 50-200 | المستهلكون الأفراد والمشاريع الصغيرة. |
| طابعة الغرفة الساخنة | درجة حرارة ثابتة 60-80 درجة مئوية. | تخفيض بنسبة تزيد عن 80% | 3000-10000 | الإنتاج الضخم في الصناعة. |
| سرير مُدفأ نشط | تدفئة مخصصة لتعويض جزء من فقدان الحرارة. | تخفيض بنسبة 75% -85% | 500-1500 | أجزاء متوسطة الحجم وتتطلب دقة عالية. |
| برنامج تخفيف التوتر | تحليل البنية للتحكم في السرعة ودرجة الحرارة. | تخفيض بنسبة 65% -75% | 100-500 | أجزاء معقدة. |
تقدم JS خدمات طباعة ثلاثية الأبعاد مخصصة عالية الجودة. هل ترغب في معالجة مشاكل انحناء ABS بنجاح؟ اخترنا لضمان الجودة دون الالتفات إلى سعر الطباعة ثلاثية الأبعاد .
مراجعة عملية من JS: من الفشل إلى النجاح - نشأة النموذج الأولي للسيارات
خلفية المشروع
كانت إحدى المطبوعات التي طلبوها تصميم نموذج أولي لدعامة حجرة المحرك الكبيرة والمسطحة (300 مم × 200 مم × 20 مم). يجب أن تتحمل القطعة درجات حرارة معينة في حجرة المحرك، لذا استخدموا خيوط ABS لتلبية متطلبات مقاومة الحرارة.
أرادت الشركة في البداية استخدام قالب لصنع النموذج الأولي، لكن تكلفة القالب وصلت إلى 5000 دولار أمريكي ، وكانت دورة الإنتاج أربعة أسابيع. لذلك، لجأت إلى الطباعة ثلاثية الأبعاد لخفض التكاليف وتقصير دورة الإنتاج.
تحليل المشكلة
بعد التحليل، قرر فريق هندسة JS أن هناك الكثير من الضغط الحراري.
- تسببت البيئة المفتوحة في تدفق الهواء في منطقة الطباعة، مما أدى إلى تبريدها بنسبة تزيد عن 30% أسرع من حواف وزوايا القطعة مقارنة بالمركز، مما أدى إلى تبريد غير متساوٍ بشكل كبير.
- ثانيًا، أدى الحجم الكبير للجزء (بطول 300 مم) إلى انكماش إجمالي مرتفع ، ولم يكن مستوى قوة الالتصاق التي توفرها عصا الغراء كافياً للتعامل مع الإجهاد الناتج عن الانكماش، مما أدى في النهاية إلى الانحناء.
حل
قام فريق JS بتطوير حل مكون من أربعة مكونات للمشكلة:
- البيئة: نُقلت الطابعة إلى ركنٍ مقاومٍ للرياح، وصُنع درعٌ مؤقتٌّ باستخدام صناديق كرتونية وشريطٍ لاصق. وحُفظت درجة حرارة العلبة عند 28 درجة مئوية لمنع تداخل تدفق الهواء.
- المادة: يمتص خيوط ABS الرطوبة الجوية بسهولة (مما قد يُفاقم عيوب الطباعة). جفف الفريق خيوط ABS الجديدة في فرن على درجة حرارة 80 درجة مئوية لمدة أربع ساعات للتخلص من الرطوبة.
- المعاملات: تم خفض درجة حرارة المنصة من 110 درجة مئوية إلى 105 درجة مئوية (درجات الحرارة فوق ذلك ستسبب انكماشًا مفرطًا في الطبقة الأولى)، وتم إيقاف تشغيل مروحة التبريد (ستعمل المروحة على تسريع تبريد الأجزاء)، وتم تقليل سرعة الطبقة الأولى إلى 20 مم / ثانية لتحسين الالتصاق.
- التصميم: تم دمج حافة بعرض 8 مم في الجزء في برنامج التقطيع لزيادة مساحة سطح التلامس بين المنصة والجزء وتحسين توزيع إجهاد الانكماش.
النتيجة النهائية
استغرق تحسين المحلول مدة الطباعة الكاملة (٢٨ ساعة)، ولم يُلاحظ أي تشوه. بعد الطباعة، تُركت القطعة لتبرد في ظروف طبيعية إلى درجة حرارة الغرفة داخل حجرة مغطاة (لمدة ساعتين تقريبًا) لتجنب الإجهاد الناتج عن التبريد السريع.
بعد تبريدها، يُمكن إزالة الحافة بسهولة، كاشفةً عن قاع مسطح ومستوٍ بتفاوتات أبعاد تصل إلى ±0.1 مم، مُلبيةً بذلك متطلبات التجميع بالكامل. بلغت تكلفة خدمة الطباعة ثلاثية الأبعاد هذه 800 دولار فقط، مما يوفر 4200 دولار مقارنةً بصنع القوالب، كما تم تقصير مدة الدورة إلى 3 أيام.
الأسئلة الشائعة
س1: لقد قمت بالفعل بتطبيق الغراء، لكن تشوه الحافة لا يزال يحدث؟
يُحسّن الغراء الرابطة اللاصقة بين القطعة ولوحة البناء فقط، ولكنه لا يُعالج السبب الرئيسي للتشوه في مطبوعات ABS، وهو الإجهاد الحراري. بعد أن يتجاوز الإجهاد الحراري التصاق المادة اللاصقة أو المتانة الداخلية للقطعة، سيحدث التشويه على أي حال. يجب اتخاذ تدابير مثل بيئة طباعة مغلقة والتحكم في سرعة التبريد (مثل إيقاف تشغيل المراوح) لتقليل الإجهاد من جذوره.
س2: بالإضافة إلى ABS، ما هي المواد الأخرى التي تسبب الانحناء؟
النايلون والبولي كربونات والمواد عالية الأداء مثل PEEK/PEKK أكثر عرضة للتشوه من ABS. تتطلب هذه المواد درجات حرارة طباعة أعلى وانكماشًا حراريًا أعلى، ولن تكفيها الاحتياطات الأساسية لمنع التشويه. عادةً ما يلزم وجود غرفة طباعة حرارية نشطة لضمان طباعة مستقرة.
س٣: لا أواجه مشكلة في طباعة النماذج الصغيرة، لكن النماذج الكبيرة تتشوه باستمرار. لماذا؟
كلما كَبُر حجم القطعة، زاد الإجهاد الحراري المتراكم أثناء الطباعة، وزاد فرق درجة الحرارة (التدرج الحراري) بين الحافة والوسط. يُخفف الالتصاق الإجهاد في القطع الصغيرة، بينما تتطلب القطع الكبيرة تخفيفه، مثل زيادة درجة حرارة حجرة الطباعة وتحسين اتجاه القطعة.
س4: كيف يمكنني معرفة ما إذا كان خيط ABS الخاص بي رطبًا؟
يمكنك معرفة ذلك من خلال عملية الطباعة ومظهر المادة: صوت طقطقة صادر من الفوهة، أو بثق غير متساوٍ مع فقاعات، أو فقدان لمعان وهشاشة سطح خيوط ABS. هذه مؤشرات نموذجية على الرطوبة، ويجب تجفيفها أولًا قبل الاستخدام.
ملخص
التغلب على انحناء ABS هو رحلة من فهم علم المواد إلى تحسين معايير العملية. لم يعد الأمر مشكلةً مُحبطة، بل فرصةً للتعامل معه بالكامل بطريقة منهجية. تذكر أن التحكم في الإجهاد الحراري هو المفتاح، وليس الاعتماد فقط على الغراء.
سواء كنت مبتدئًا تعمل على طباعتك الأولى على مادة ABS أو محترفًا يتطلع إلى طباعة نماذج أولية وظيفية كبيرة، فإن إتقان هذه التقنيات سيضاعف معدل نجاح الطباعة لديك.
تمتلك JS منشأة تصنيع متكاملة للطباعة ثلاثية الأبعاد حسب الطلب، بدءًا من اختيار المواد وضبط المعلمات وصولًا إلى طباعة المنتج النهائي. ما عليك سوى تزويدنا بتفاصيل قطعتك، وسنقدم لك السعر والحل الفني للطباعة ثلاثية الأبعاد فورًا. من خلال خدمات الطباعة ثلاثية الأبعاد عبر الإنترنت ، نوفر منتجات معتمدة بفعالية لمساعدتك في حل مشاكل الاعوجاج بسهولة في طباعة ABS.

تنصل
محتويات هذه الصفحة لأغراض إعلامية فقط. خدمات JS. لا توجد أي تعهدات أو ضمانات، صريحة كانت أم ضمنية، بشأن دقة أو اكتمال أو صحة المعلومات. لا يُفترض أن أي مورد أو مُصنِّع خارجي سيُقدِّم معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة الصنع من خلال شبكة Jusheng. تقع مسؤولية طلب عرض أسعار للقطع على عاتق المشتري. حدد المتطلبات الخاصة لهذه الأقسام. يُرجى التواصل معنا لمزيد من المعلومات .
فريق JS
JS شركة رائدة في مجالها، تُركز على حلول التصنيع المُخصصة. نتمتع بخبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونُركز على التصنيع عالي الدقة باستخدام الحاسب الآلي ، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، وقولبة الحقن ، وختم المعادن، وغيرها من خدمات التصنيع الشاملة.
مصنعنا مجهز بأكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كنت ترغب في إنتاج كميات صغيرة أو تخصيص واسع النطاق، نلبي احتياجاتك بأسرع وقت ممكن خلال 24 ساعة. اختر تقنية JS ، فهذا يعني كفاءة الاختيار والجودة والاحترافية.
لمعرفة المزيد، قم بزيارة موقعنا الإلكتروني: www.cncprotolabs.com
الموارد

