

Sua peça construída pacientemente está finalmente tomando forma na impressora, mas, de repente, e sem que você faça nada, um canto começa a deformar levemente, tentando se soltar dos limites da plataforma de construção. Em questão de minutos, a deformação cria uma bagunça catastrófica não apenas na impressão, mas também pode destruir o bico da impressora.
Não é culpa sua, é uma característica do ABS . Mas não se preocupe, não estamos indefesos nesta guerra contra a termodinâmica.
Este guia será a sua bíblia. Primeiro, apresentaremos a causa do empenamento e, em seguida, proporemos soluções em vários aspectos, incluindo ajustes de parâmetros e prevenção de ângulos múltiplos. Por fim, demonstraremos a eficácia de exemplos reais para ajudá-lo a resolver facilmente o problema do empenamento em impressões ABS.
Resumo das Respostas Principais
| Fatores de influência | Principais fatores contribuintes | Soluções Essenciais | Âmbito de aplicação |
| Causa raiz | Estresse térmico | Controle de temperatura + ambiente fechado + parâmetros otimizados da primeira camada. | Todos os cenários de impressão ABS. |
| Propriedades do material | O ABS tem um coeficiente de expansão térmica e temperatura de transição vítrea mais altos. | Controle de temperatura direcionado + volume de construção fechado. | Impressão de peças ABS resistentes ao calor. |
| Tamanho da peça | Peças grandes sofrem alto acúmulo de estresse e grandes gradientes térmicos de ponta a ponta. | Aumente a temperatura da câmara + use uma aba de 8 mm de largura. | Grandes peças estruturais em ABS. |
| Condição do material | Água dentro do filamento ABS | Secagem em estufa por 4 horas a 80°C. | Água dentro do filamento ABS antes do uso. |
Por que você deveria ler este guia? Dicas essenciais de especialistas em JavaScript
A JS tem anos de experiência com impressão 3D e imprimiu centenas de peças de impressão 3D ABS para clientes de equipamentos automotivos, eletrônicos e industriais.
Não apenas nos familiarizamos com as propriedades de vários filamentos de ABS , mas também superamos problemas de deformação em grandes componentes estruturais de ABS para clientes automotivos e otimizamos o processo de secagem e as condições de impressão para peças de ABS de precisão para clientes eletrônicos.
Este guia é baseado em pontos problemáticos reais do projeto, e cada dica foi testada em condições reais de impressão em diversos cenários. Do pré-tratamento do material ao controle ambiental, orientamos você em todo o processo de impressão, para que você possa confiar nele.
Precisa de modelos automotivos personalizados ou peças impressas em 3D em ABS de nível industrial? A JS oferece soluções sólidas com base em nossa vasta experiência de décadas. Basta enviar os desenhos das suas peças e nós rapidamente revisaremos e orçaremos a impressão 3D para economizar seu tempo e dinheiro.
O que é empenamento de impressão? Estresse térmico em ABS
Tendo compreendido a validade deste manual, vamos agora abordar as questões fundamentais: O que é empenamento de impressão? Por que o ABS é propenso a esse defeito?
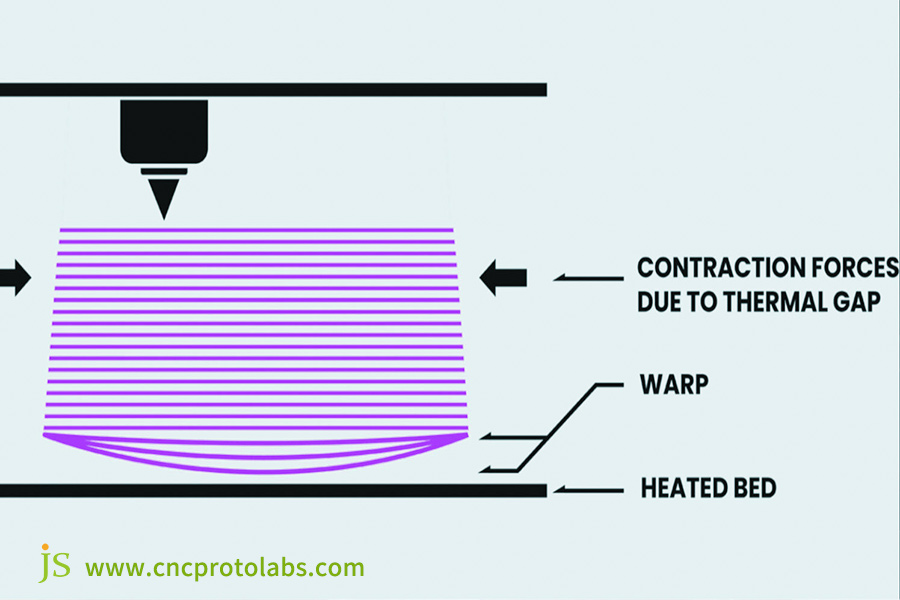
Causa raiz: estresse térmico. Durante a impressão em ABS, o plástico fundido se solidifica e contrai na placa de impressão. Devido aos gradientes de temperatura nas camadas impressas e dentro e fora da peça, o material se contrai. Essa contração confinada gera estresse térmico . Quando o estresse excede a resistência inerente do material, a peça se deforma.
Resumindo, a deformação não é uma falha de adesão, mas o resultado da liberação de tensão.
Para ajudar você a diferenciar, resumimos a diferença entre empenamento e falha de adesão:
| Características | Deformação (resultado da liberação de estresse) | Falha de adesão |
| Onde ocorre | Bordas e cantos da peça (onde o calor se dissipa rapidamente). | Toda a primeira camada ou áreas localizadas. |
| Expressões | Enrolando e enrolando para cima. | Separação e realocação da primeira camada da plataforma. |
| Causa raiz | O estresse térmico é maior que a resistência do próprio material. | A adesão da primeira camada é menor que a força de contração do material. |
| Solução | Estresse térmico reduzido (vedação, controle de temperatura). | Aumentar a adesão (cola em bastão, limpeza da placa de construção). |
Compreendendo a causa raiz: por que o ABS é "caprichoso"?
Agora que sabemos que a deformação se deve ao estresse térmico, por que o ABS seria mais suscetível a esse estresse do que outros plásticos? Há três razões principais:
1. Alto Coeficiente de Expansão Térmica: O ABS tem um coeficiente de expansão térmica de aproximadamente 100-130 ppm/°C, enquanto o PLA (Ácido Polilático) tem um coeficiente de expansão térmica tão baixo quanto 50-70 ppm/°C. Isso significa que o ABS se contrairá mais em volume com a mudança de temperatura e, portanto, tem maior probabilidade de sofrer estresse.
2. Alta Temperatura de Transição Vítrea: O ABS possui uma temperatura de transição vítrea de cerca de 95-105 °C. Quando a temperatura da peça é reduzida a essa temperatura, o material deixa de ser extremamente elástico e se torna um vidro, sofrendo retração repentina. O acúmulo repentino de tensões ocorre quando o resfriamento não é uniforme.
3. Propenso à taxa de resfriamento: O ABS é altamente propenso à taxa de resfriamento. Quando uma pequena seção esfria muito rápido (por exemplo, com vento e ar livre), ela se contrai primeiro e puxa as regiões vizinhas, causando deformações.
Compilamos as propriedades mais importantes do ABS e do PLA em uma tabela abaixo para que você possa entender melhor:
| Propriedades do material | abdômen | PLA |
| Coeficiente de expansão térmica (ppm/°C) | 100-130 | 50-70 |
| Temperatura de transição vítrea (°C) | 95-105 | 55-60 |
| Temperatura da plataforma de construção (°C) | 90-110 | 50-60 |
| Suscetibilidade à deformação | Alto | Baixo |
| Aplicações | Peças de alta resistência e resistentes ao calor (por exemplo, peças de automóveis) | Peças cosméticas de baixa resistência |
A JS conhece o comportamento de diversos materiais, como ABS e PLA, e pode indicar os materiais mais adequados para a sua aplicação. Se você precisa de peças de PLA econômicas ou peças de impressão 3D em ABS resistentes ao calor, podemos atender seu pedido em tempo hábil utilizando nossos serviços de impressão 3D online.
A Fundação: Manual Mestre sobre a Definição de Parâmetros Ótimos da Primeira Camada
O ABS é sensível ao resfriamento e à temperatura, e inicializar a primeira camada é, portanto, uma etapa importante para evitar deformações. A primeira camada, naturalmente, estabelece a base para a interface da peça com a plataforma de construção, e uma configuração incorreta pode rapidamente levar a problemas.
Elaboramos uma tabela de configurações de parâmetros de primeira camada recomendadas. Os parâmetros importantes e suas funções estão resumidos abaixo:
| Tipo de parâmetro | Recomendação de alcance | Função | Cenários aplicáveis |
| Temperatura da plataforma | 90-110°C | Retarda o resfriamento da primeira camada e reduz o encolhimento. | 90-100°C para modelos pequenos, 105-110°C para modelos grandes. |
| Velocidade de primeira camada | 20-30 mm/s | Melhora a adesão e reduz o estresse entre camadas. | Todas as peças impressas em ABS. |
| Espessura da primeira camada | 0,25-0,3 mm | Maximiza a área de contato e considera a rugosidade da superfície de construção. | Impressoras com planura típica da superfície de construção. |
| Material de adesão | Cola em bastão / Película PEI | Melhora a adesão da primeira camada à superfície de construção. | Os bastões de cola não são permanentes, mas a PEI é. |
A JS controla rigorosamente os parâmetros da primeira camada na fabricação personalizada por impressão 3D . Da temperatura da plataforma ao material de adesão desejado, combinamos meticulosamente as características dos filamentos de ABS. Basta nos enviar suas especificações e otimizaremos os parâmetros passo a passo para fornecer a qualidade da peça.

Proteção completa: técnicas antideformação multidimensionais
Após criar a primeira camada, você precisa construir um "sistema de defesa" multidimensional. A deformação do ABS tem diversas causas, e confiar apenas na configuração da primeira camada não será suficiente. Aqui estão técnicas críticas sob três perspectivas:
Preparação da Plataforma ("Química")
A etapa crucial é nivelar e limpar a plataforma. Raspe o material restante delicadamente com uma espátula após limpar a plataforma com álcool isopropílico para desengordurar e limpar antes da impressão. Nivele a plataforma, garantindo que todos os cantos estejam equidistantes do bico (aproximadamente a mesma espessura da folha A4).
Design de Modelo ("Arquitetura")
Reduza a concentração de tensões otimizando a estrutura. Adicione uma aba de 5 a 10 mm de largura ao modelo (adequada para grandes áreas planas), substitua cantos retos por chanfros ou filetes e oriente a superfície plana da peça para baixo para reduzir a contração lateral e a deformação.
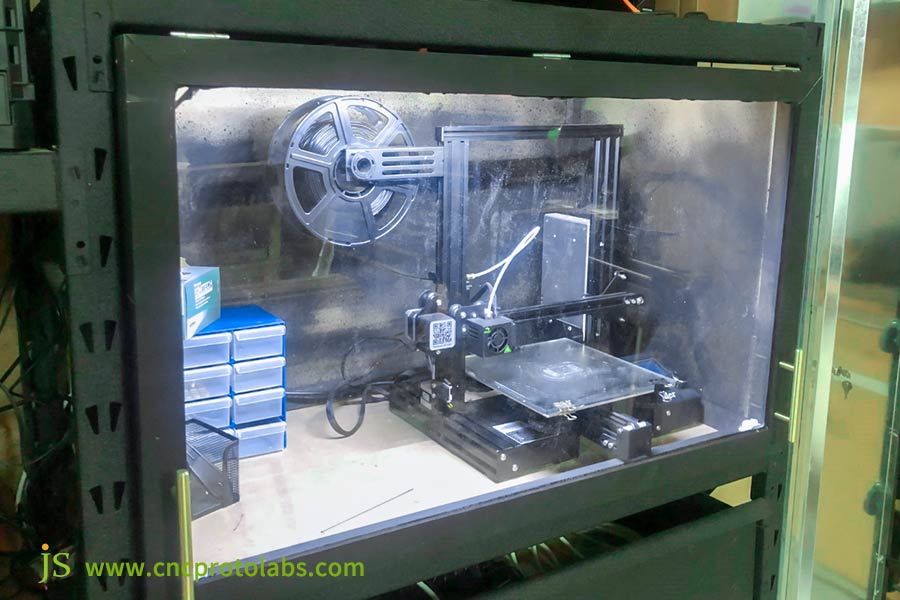
Ambiente de Impressão ("Weather Bureau")
Controle o fluxo de ar e a temperatura. Use uma impressora fechada ou construa uma cabine coberta (por exemplo, uma caixa de papelão) para manter a temperatura constante no ambiente de impressão. A temperatura ambiente deve estar entre 25 e 30 °C. Evite colocar a impressora perto de janelas, saídas de ar condicionado ou outros locais com variação de temperatura no fluxo de ar.
A tabela abaixo descreve métodos de prevenção de distorção multidimensional:
| Dimensão de Defesa | Medidas Específicas | Efeito | Dificuldade de Implementação |
| Preparação da plataforma | Calibre o nível e limpe com álcool isopropílico. | Melhore a adesão e evite a deformação da primeira camada. | Baixo |
| Design de modelo | Adicionar aba de 5 a 10 mm, chanfrar/raio nos cantos e reposicionar. | Alivia o estresse e reduz a concentração de estresse. | Médio |
| Ambiente de impressão | Sem fluxo de ar, área fechada e ambiente de 25-30°C. | Temperatura estável e redução de oscilações de resfriamento. | Baixo |
A JS Precision Manufacturing fornece aos clientes serviços de impressão 3D de peças ABS, maximizando soluções tridimensionais para criar prevenção útil de deformações em todas as peças.
Se for necessário otimizar a geometria do modelo ou ajustar o ambiente de impressão, a JS pode fornecer assistência profissional. Nossos serviços de impressão 3D online abrangem todo o processo, do design à impressão, e somos capazes de projetar sistemas multidimensionais de prevenção de deformações com base nas características dos filamentos de ABS.
Técnicas avançadas para evitar empenamento do ABS
Além dos métodos primitivos, algumas tecnologias avançadas têm uma melhor capacidade de lidar com a deformação do ABS, especialmente no uso industrial, com demanda intensiva por qualidade de impressão e eficiência.
1. Impressoras de Câmara Aquecida: A câmara de impressão possui um mecanismo de aquecimento integrado que mantém uma temperatura de 60 a 80 °C, ligeiramente inferior à temperatura de transição vítrea do ABS. Isso facilita o resfriamento lento das peças e reduz a deformação em mais de 80% , embora a um custo de equipamento relativamente mais alto (aproximadamente US$ 3.000 a US$ 10.000).
2. Tecnologia de Leito Aquecido Ativo: Trata-se de um projeto de aquecimento ativo por zonas que altera a temperatura de acordo com a dissipação de calor de diferentes áreas da peça. Um exemplo é o aumento da temperatura da borda em 5 a 10 °C para que seja possível oferecer uma taxa de resfriamento uniforme. O custo da máquina varia de US$ 500 a US$ 1.500.
3. Software de Fatiamento para Alívio de Tensões: Alguns softwares comerciais de fatiamento (por exemplo, Simplify3D) incluem um recurso de alívio de tensões que verifica a topologia do modelo e ajusta a velocidade e a temperatura de impressão em locais onde a vulnerabilidade à tensão é alta. O custo do software varia de US$ 100 a US$ 500.
Comparamos algumas abordagens específicas com tecnologias recentes nesta tabela:
| Tipo de tecnologia | Método Específico | Melhoria de Warpage | Custo (USD) | Cenários aplicáveis |
| Técnicas Convencionais | Câmara selada, borda, otimização da primeira camada. | Reduzir em 60% -70% | 50-200 | Consumidores individuais, pequenos projetos. |
| Impressora de câmara aquecida | Temperatura consistente de 60-80°C. | Reduzir em mais de 80% | 3.000-10.000 | Produção em massa na indústria. |
| Cama aquecida ativa | Aquecimento zoneado para compensar perda parcial de calor. | Reduzir em 75% -85% | 500-1.500 | Peças de tamanho médio, alta precisão necessária. |
| Software de alívio de estresse | Análise estrutural para controle de velocidade e temperatura. | Reduzir em 65% -75% | 100-500 | Peças complexas. |
A JS pode atender às suas necessidades de fabricação por impressão 3D personalizada de nível industrial. Deseja resolver com sucesso os problemas de deformação do ABS? Contrate-nos para garantir a qualidade sem precisar ficar de olho no preço da impressão 3D .
Análise prática de JS: Do fracasso ao sucesso - A gênese de um protótipo automotivo
Histórico do Projeto
Uma das impressões que eles solicitaram foi a criação de um protótipo de suporte grande e plano para o compartimento do motor (300 mm x 200 mm x 20 mm). A peça precisa suportar certas condições de temperatura no compartimento do motor, então eles usaram filamento ABS para atender ao requisito de resistência ao calor.
A empresa inicialmente queria usar um molde para fazer o protótipo, mas o custo do molde era de até US$ 5.000 e o ciclo de produção era de quatro semanas. Por isso, eles recorreram à impressão 3D para cortar custos e reduzir o ciclo de produção.
Análise de Problemas
Após a análise, a equipe de engenharia da JS determinou que havia muito estresse térmico.
- O ambiente aberto causou fluxo de ar na região de impressão, que esfriou mais de 30% mais rápido nas bordas e cantos da peça em comparação ao centro, resultando em resfriamento desigual drástico.
- Em segundo lugar, o grande tamanho da peça (300 mm de comprimento) produziu alta contração geral , e o nível de força de adesão fornecido pelo bastão de cola não foi suficiente para lidar com o estresse induzido devido à contração, o que acabou levando à deformação.
Solução
A equipe JS desenvolveu uma solução de quatro componentes para o problema:
- Ambiente: A impressora foi movida para um canto protegido do vento e uma proteção temporária foi construída com caixas de papelão e fita adesiva. A temperatura do gabinete foi mantida constante em 28 °C para evitar interferência no fluxo de ar.
- Material: O filamento ABS absorve facilmente a umidade atmosférica (o que pode agravar defeitos de impressão). O grupo secou o novo filamento ABS em um forno a 80 °C por quatro horas para remover a umidade.
- Parâmetros: A temperatura da plataforma foi reduzida de 110°C para 105°C (temperaturas acima disso causarão encolhimento excessivo na primeira camada), o ventilador de resfriamento foi desligado (o ventilador acelerará o resfriamento da peça) e a velocidade da primeira camada foi reduzida para 20 mm/s para melhorar a adesão.
- Projeto: Uma aba de 8 mm de largura foi incorporada à peça no software de fatiamento para aumentar a área da superfície de contato entre a plataforma e a peça e para melhorar a distribuição da tensão de contração.
Resultado final
A otimização da solução consumiu todo o período de impressão de 28 horas, sem que se observasse empenamento. Após a impressão, a peça foi resfriada naturalmente até a temperatura ambiente dentro de uma câmara coberta (aproximadamente duas horas) para evitar o estresse causado pelo resfriamento rápido.
Após o resfriamento, a borda pôde ser removida facilmente, revelando um fundo plano e uniforme com tolerâncias dimensionais de até ±0,1 mm, atendendo plenamente aos requisitos de montagem. Este serviço de impressão 3D custou apenas US$ 800, uma economia de US$ 4.200 em comparação com a fabricação de moldes, e o tempo de ciclo também foi reduzido para 3 dias.
Perguntas frequentes
P1: Já apliquei cola, mas a deformação nas bordas continua ocorrendo?
A cola melhora apenas a ligação adesiva entre a peça e a placa de impressão, mas não consegue reparar a causa fundamental da deformação em impressões em ABS: o estresse térmico. Quando o estresse térmico excede a adesão do adesivo ou a resistência interna da peça, a deformação ocorrerá de qualquer maneira. É necessário implementar medidas como um ambiente de impressão fechado e controlar a velocidade de resfriamento (como desligar os ventiladores) para reduzir a tensão na raiz.
P2: Além do ABS, quais outros materiais deformam?
Nylon, policarbonato e materiais de alto desempenho como PEEK/PEKK são mais propensos a deformações do que ABS. Eles exigem temperaturas de impressão mais altas e maior contração térmica, e precauções básicas contra deformações não são suficientes. Uma câmara de impressão térmica ativa geralmente é necessária para uma impressão estável.
P3: Não tenho problemas em imprimir modelos pequenos, mas modelos grandes continuam deformando. Por quê?
Quanto maior a peça, maior o estresse térmico acumulado durante a impressão e maior a diferença de temperatura (gradiente térmico) entre a borda e o centro. A adesão suprime o estresse em peças pequenas, mas peças grandes exigem redução do estresse, por exemplo, aumentando a temperatura da câmara de impressão e otimizando a orientação da peça.
P4: Como posso saber se meu filamento ABS está úmido?
Você pode perceber isso pelo processo de impressão e pela aparência do material: ruído de estalo vindo do bico, extrusão irregular com bolhas ou perda de brilho e fragilidade na superfície do filamento de ABS. Esses são indícios típicos de umidade e precisam secar antes do uso.
Resumo
Combater a deformação do ABS é uma jornada que vai da compreensão da ciência dos materiais à otimização dos parâmetros do processo. Não se trata mais de um problema frustrante, mas sim de uma oportunidade de ser resolvido inteiramente com um método sistemático. Lembre-se de que o controle do estresse térmico é a chave, e não depender apenas de cola.
Seja você um iniciante trabalhando em sua primeira impressão em ABS ou um profissional querendo imprimir grandes protótipos funcionais, dominar essas técnicas dobrará sua taxa de sucesso na impressão.
A JS possui uma unidade de fabricação completa e personalizada para impressão 3D, desde a escolha do material e ajuste de parâmetros até a impressão do produto final. Basta nos fornecer os detalhes da sua peça e imediatamente lhe forneceremos um preço e uma solução técnica para impressão 3D. Com serviços de impressão 3D online , fornecemos produtos certificados de forma eficaz para ajudá-lo a corrigir facilmente problemas de deformação na impressão em ABS.

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. JS Services Não há representações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da Rede Jusheng. É de responsabilidade do comprador . Solicitar cotação de peças. Identificar requisitos específicos para estas seções. Entre em contato conosco para obter mais informações .
Equipe JS
A JS é uma empresa líder do setor, focada em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência, atendendo mais de 5.000 clientes, e nos concentramos em usinagem CNC de alta precisão, fabricação de chapas metálicas , impressão 3D , moldagem por injeção , estampagem de metal e outros serviços de fabricação completos.
Nossa fábrica conta com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Oferecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Seja para produção em pequena escala ou personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. Escolha a JS Technology. Isso significa eficiência, qualidade e profissionalismo na seleção.
Para saber mais, visite nosso site: www.cncprotolabs.com
Recurso

