

Ihr geduldig gebautes Teil nimmt auf dem Drucker endlich Gestalt an, doch plötzlich, und ohne dass Sie etwas tun, beginnt sich eine Ecke ganz leicht zu verziehen und versucht, sich von den Grenzen der Bauplattform zu lösen. Innerhalb weniger Minuten führt diese Verformung nicht nur zu einem katastrophalen Durcheinander beim Druck, sondern kann auch zur Zerstörung der Düse Ihres Druckers führen.
Es ist nicht Ihre Schuld, es ist eine Eigenschaft des ABS-Materials . Aber keine Sorge, wir sind in diesem Krieg mit der Thermodynamik nicht hilflos.
Dieser Leitfaden ist Ihre Bibel. Wir erklären Ihnen zunächst die Ursachen für Verzug und schlagen dann verschiedene Lösungen vor, darunter Parameteranpassungen und die Vermeidung von Verformungen aus mehreren Blickwinkeln. Abschließend demonstrieren wir die Wirksamkeit anhand von Praxisbeispielen, um Ihnen die einfache Lösung des Problems des Verzugs beim ABS-Druck zu erleichtern.
Zusammenfassung der Kernantworten
| Einflussfaktoren | Wichtige Faktoren | Kernlösungen | Geltungsbereich |
| Grundursache | Thermische Belastung | Temperaturkontrolle + geschlossene Umgebung + optimierte Parameter der ersten Schicht. | Alle ABS-Druckszenarien. |
| Materialeigenschaften | ABS hat einen höheren Wärmeausdehnungskoeffizienten und eine höhere Glasübergangstemperatur. | Gezielte Temperaturregelung + geschlossenes Bauvolumen. | Drucken von hitzebeständigen ABS-Teilen. |
| Teilegröße | Bei großen Teilen kommt es zu einer hohen Spannungsakkumulation und großen thermischen Gradienten von der Kante zur Mitte. | Erhöhen Sie die Kammertemperatur und verwenden Sie einen 8 mm breiten Rand. | Große ABS-Strukturteile. |
| Materialzustand | Wasser im ABS-Filament | Ofentrocknung für 4 Stunden bei 80°C. | Vor der Verwendung das ABS-Filament wässern. |
Warum sollten Sie diesen Leitfaden lesen? Wichtige Tipps von JS-Experten
JS verfügt über jahrelange Erfahrung im 3D-Druck und hat Hunderte von ABS-3D-Druckteilen für Kunden aus den Bereichen Auto, Elektronik und Industrieausrüstung gedruckt.
Wir sind nicht nur mit den Eigenschaften verschiedener ABS-Filamente vertraut, sondern haben auch Verzugsprobleme bei großen ABS-Strukturkomponenten für Automobilkunden überwunden und den Trocknungsprozess und die Druckbedingungen für präzise ABS-Teile für Elektronikkunden optimiert.
Dieser Leitfaden basiert auf tatsächlichen Problempunkten in Projekten, und jeder Tipp wurde unter realen Druckbedingungen in verschiedenen Szenarien erprobt. Von der Materialvorbehandlung bis zur Umweltkontrolle begleiten wir Sie durch den gesamten Druckprozess, sodass Sie sich darauf verlassen können.
Benötigen Sie individuelle Automodelle oder industrietaugliche ABS-3D-Druckteile? JS bietet Ihnen dank jahrzehntelanger Erfahrung fundierte Lösungen. Senden Sie uns einfach Ihre Teilezeichnungen, und wir prüfen und erstellen Ihnen umgehend ein Angebot für den 3D-Druck – so sparen Sie Zeit und Geld.
Was ist Druckverzug? Thermische Spannung in ABS
Nachdem wir die Gültigkeit dieses Handbuchs kennengelernt haben, wollen wir uns nun den grundlegenden Fragen widmen: Was ist Druckverzug? Warum ist ABS anfällig für diesen Defekt?
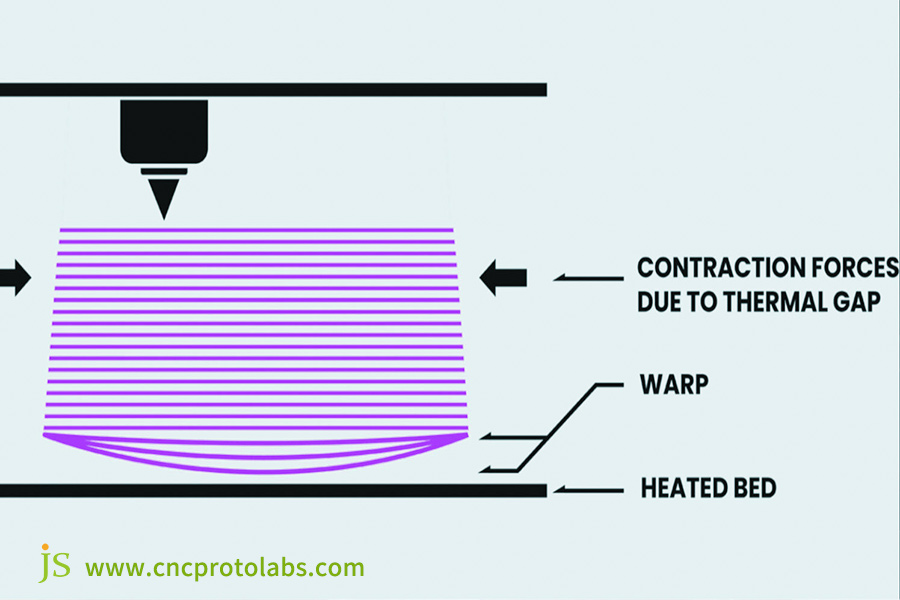
Grundursache: thermische Spannung. Beim Drucken von ABS erstarrt der geschmolzene Kunststoff und schrumpft auf der Bauplatte. Aufgrund von Temperaturgradienten in den gedruckten Schichten sowie innerhalb und außerhalb des Teils zieht sich das Material zusammen. Diese begrenzte Schrumpfung erzeugt thermische Spannung . Übersteigt die Spannung die Eigenfestigkeit des Materials, verzieht sich das Teil.
Kurz gesagt: Verzug ist kein Haftungsversagen, sondern das Ergebnis einer Spannungsfreisetzung.
Um Ihnen die Unterscheidung weiter zu erleichtern, haben wir den Unterschied zwischen Verzug und Haftungsversagen zusammengefasst:
| Eigenschaften | Verzug (Folge der Spannungsfreisetzung) | Haftungsversagen |
| Wo es auftritt | Kanten und Ecken des Teils (wo die Wärme schnell abgeleitet wird). | Die gesamte erste Schicht oder lokalisierte Bereiche. |
| Ausdrücke | Aufwärts- und Aufrollbewegungen. | Trennung und Verlagerung der ersten Schicht von der Plattform. |
| Grundursache | Die thermische Belastung ist größer als die Eigenfestigkeit des Materials. | Die Haftung der ersten Schicht ist geringer als die Schrumpfkraft des Materials. |
| Lösung | Reduzierte thermische Belastung (Versiegelung, Temperaturkontrolle). | Haftung erhöhen (Klebestift, Reinigen der Bauplatte). |
Grundursachenverständnis: Warum ist ABS „launisch“?
Da wir nun wissen, dass Verzug durch thermische Belastung entsteht, stellt sich die Frage, warum ABS anfälliger für thermische Belastungen sein sollte als andere Kunststoffe? Dafür gibt es drei Hauptgründe:
1. Hoher Wärmeausdehnungskoeffizient: ABS hat einen Wärmeausdehnungskoeffizienten von etwa 100–130 ppm/°C, während PLA (Polymilchsäure) einen Wärmeausdehnungskoeffizienten von nur 50–70 ppm/°C aufweist. Das bedeutet, dass sich ABS bei Temperaturänderungen stärker zusammenzieht und daher eher unter Spannung steht.
2. Hohe Glasübergangstemperatur: ABS hat eine Glasübergangstemperatur von etwa 95–105 °C. Wird die Temperatur des Teils auf diese Temperatur gesenkt, wechselt das Material von einem extrem elastischen Zustand in einen glasartigen Zustand und schrumpft plötzlich. Bei ungleichmäßiger Abkühlung kommt es zu plötzlicher Spannungsakkumulation.
3. Anfällig für die Abkühlgeschwindigkeit: ABS ist sehr anfällig für die Abkühlgeschwindigkeit. Wenn ein kleiner Abschnitt zu schnell abkühlt (z. B. durch Wind und Luft), zieht er sich zuerst zusammen und zieht an den umliegenden Bereichen, was zu Verformungen führt.
Damit Sie die wichtigsten Eigenschaften von ABS und PLA besser einschätzen können, haben wir sie unten in einer Tabelle zusammengestellt:
| Materialeigenschaften | ABS | PLA |
| Wärmeausdehnungskoeffizient (ppm/°C) | 100-130 | 50-70 |
| Glasübergangstemperatur (°C) | 95-105 | 55-60 |
| Temperatur der Bauplattform (°C) | 90-110 | 50-60 |
| Anfälligkeit für Verformungen | Hoch | Niedrig |
| Anwendungen | Hochfeste, hitzebeständige Teile (zB Autoteile) | Kosmetische Teile mit geringer Festigkeit |
JS kennt das Verhalten verschiedener Materialien wie ABS und PLA und kann Ihnen geeignete Materialien für Ihre Anwendung empfehlen. Benötigen Sie kostengünstige PLA-Teile oder hitzebeständige ABS-3D-Druckteile? Wir liefern Ihre Bestellung zeitnah mit unserem Online-3D-Druckservice.
Die Grundlage: Masterhandbuch zur Definition optimaler Parameter der ersten Schicht
ABS ist kühlungs- und temperaturempfindlich. Die Initialisierung der ersten Schicht ist daher ein wichtiger Schritt, um Verformungen zu vermeiden. Die erste Schicht legt natürlich die Grundlage für die Schnittstelle des Teils zur Bauplattform, und ein schlechter Aufbau kann schnell zu Problemen führen.
Wir haben eine Tabelle mit empfohlenen Parametereinstellungen für die erste Schicht zusammengestellt. Die wichtigsten Parameter und ihre Rolle sind unten zusammengefasst:
| Parametertyp | Reichweitenempfehlung | Funktion | Anwendbare Szenarien |
| Plattformtemperatur | 90-110°C | Verzögert das Abkühlen der ersten Schicht und verringert die Schrumpfung. | 90–100 °C für kleine Modelle, 105–110 °C für große Modelle. |
| Geschwindigkeit der ersten Schicht | 20–30 mm/s | Verbessert die Haftung und reduziert die Spannung zwischen den Schichten. | Alle Teile in ABS gedruckt. |
| Dicke der ersten Schicht | 0,25–0,3 mm | Maximiert die Kontaktfläche und berücksichtigt die Rauheit der Bauoberfläche. | Drucker mit typischer Ebenheit der Baufläche. |
| Haftmaterial | Klebestift / PEI-Folie | Verbessert die Haftung der ersten Schicht auf der Bauoberfläche. | Klebestifte sind nicht dauerhaft, PEI jedoch schon. |
JS kontrolliert die Parameter der ersten Schicht bei der kundenspezifischen 3D-Druckfertigung streng. Von der Plattformtemperatur bis zum gewünschten Haftmaterial stimmen wir die Eigenschaften der ABS-Filamente sorgfältig ab. Senden Sie uns einfach Ihre Spezifikationen, und wir optimieren die Parameter Schritt für Schritt, um die Teilequalität zu gewährleisten.

Rundumschutz: Mehrdimensionale Anti-Warp-Techniken
Sobald die erste Schicht erstellt ist, müssen Sie ein mehrdimensionales „Abwehrsystem“ aufbauen. ABS-Verzug hat vielfältige Ursachen, und es reicht nicht aus, sich nur auf die Konfiguration der ersten Schicht zu verlassen. Hier sind wichtige Techniken aus drei Perspektiven:
Plattformvorbereitung ("Chemie")
Der entscheidende Schritt besteht darin, die Plattform zu nivellieren und zu reinigen. Entfernen Sie das restliche Material vorsichtig mit einem Schaber, nachdem Sie die Plattform vor dem Drucken mit Isopropylalkohol entfettet und gereinigt haben. Richten Sie die Plattform nivellieren und achten Sie darauf, dass alle Ecken den gleichen Abstand zur Düse haben (ungefähr die gleiche Dicke wie ein A4-Blatt).
Modelldesign ("Architektur")
Reduzieren Sie Spannungskonzentrationen durch Optimierung der Struktur. Fügen Sie dem Modell einen 5–10 mm breiten Rand hinzu (geeignet für große flache Flächen), ersetzen Sie rechtwinklige Ecken durch Fasen oder Rundungen und richten Sie die breite flache Oberfläche des Teils nach unten aus, um seitliches Schrumpfen und Verziehen zu reduzieren.
Druckumgebung ("Wetteramt")
Kontrollieren Sie Luftstrom und Temperatur. Verwenden Sie einen geschlossenen Drucker oder bauen Sie eine überdachte Kabine (z. B. einen Karton), um eine konstante Temperatur in der Druckumgebung zu gewährleisten. Die Umgebungstemperatur sollte 25–30 °C betragen. Stellen Sie den Drucker nicht in der Nähe von Fenstern, Lüftungsschlitzen von Klimaanlagen oder anderen Orten mit Temperaturschwankungen im Luftstrom auf.
In der folgenden Tabelle werden Methoden zur Vermeidung mehrdimensionaler Verwerfungen beschrieben:
| Verteidigungsdimension | Spezifische Maßnahmen | Wirkung | Implementierungsschwierigkeiten |
| Plattformvorbereitung | Füllstand kalibrieren und mit Isopropylalkohol reinigen. | Verbessert die Haftung und verhindert das Verziehen der ersten Schicht. | Niedrig |
| Modelldesign | 5–10 mm Krempe hinzufügen, Ecken abschrägen/abrunden und neu positionieren. | Stress abbauen und Stresskonzentration reduzieren. | Medium |
| Druckumgebung | Kein Luftstrom, geschlossener Bereich und Umgebungstemperatur 25–30 °C. | Stabile Temperatur und Reduzierung von Kühlschwankungen. | Niedrig |
JS Precision Manufacturing bietet seinen Kunden Dienstleistungen im Bereich des 3D-Drucks von ABS-Teilen und maximiert Lösungen aus allen drei Dimensionen, um eine nützliche Verformungsvermeidung für alle Teile zu erreichen.
Wenn die Modellgeometrie optimiert oder die Druckumgebung angepasst werden muss, bietet JS professionelle Unterstützung. Unsere Online-3D-Druckservices umfassen den gesamten Prozess vom Entwurf bis zum Druck. Wir sind in der Lage, mehrdimensionale Verzugsschutzsysteme basierend auf den Eigenschaften von ABS-Filamenten zu entwickeln.
Fortgeschrittene Techniken zur Vermeidung von ABS-Verzug
Abgesehen von den primitiven Methoden können einige fortschrittliche Technologien die Verformung von ABS besser bewältigen, insbesondere im industriellen Einsatz mit hohen Anforderungen an Druckqualität und Effizienz.
1. Drucker mit beheizter Kammer: Die Druckkammer verfügt über einen eingebauten Heizmechanismus, der eine Temperatur von 60–80 °C aufrechterhält, was etwas unter der Glasübergangstemperatur von ABS liegt. Dies ermöglicht eine langsame Abkühlung der Teile und reduziert den Verzug um über 80 % , allerdings zu relativ höheren Gerätekosten (ca. 3.000–10.000 $).
2. Aktive Heizbetttechnologie: Hierbei handelt es sich um ein aktives, zoniertes Heizdesign, das die Temperatur je nach Wärmeableitung verschiedener Bereiche des Bauteils ändert. Ein Beispiel hierfür ist die Erhöhung der Randtemperatur um 5–10 °C, um eine gleichmäßige Abkühlung zu gewährleisten. Die Kosten für die Maschine liegen zwischen 500 und 1.500 US-Dollar.
3. Slicing-Software zur Spannungsreduzierung: Einige kommerzielle Slice-Software (z. B. Simplify3D) enthält eine Spannungsreduzierungsfunktion, die die Modelltopologie überprüft und die Druckgeschwindigkeit und Temperatur an Stellen mit hoher Spannungsanfälligkeit anpasst. Die Kosten für die Software variieren zwischen 100 und 500 US-Dollar.
In dieser Tabelle vergleichen wir einige spezielle Ansätze mit der neuesten Technologie :
| Technologietyp | Spezifische Methode | Verbesserung der Verformung | Kosten (USD) | Anwendbare Szenarien |
| Konventionelle Techniken | Versiegelte Kammer, Rand, Optimierung der ersten Schicht. | Reduzieren Sie um 60% -70% | 50-200 | Einzelne Verbraucher, kleine Projekte. |
| Drucker mit beheizter Kammer | Konstante Temperatur 60–80 °C. | Reduzierung um über 80 % | 3.000-10.000 | Massenproduktion in der Industrie. |
| Aktives Heizbett | Zonenheizung zum Ausgleich von Wärmeverlusten. | Reduzieren Sie um 75 % -85 % | 500-1.500 | Mittelgroße Teile, hohe Präzision erforderlich. |
| Stressabbau-Software | Strukturanalyse zur Kontrolle von Geschwindigkeit und Temperatur. | Reduzierung um 65 % -75 % | 100-500 | Komplexe Teile. |
JS bietet kundenspezifische 3D-Drucklösungen in Industriequalität. Möchten Sie Probleme mit dem Verzug von ABS erfolgreich lösen? Wählen Sie uns für die Qualitätssicherung, ohne den 3D-Druckpreis im Auge zu behalten.
JS‘ Praxisbericht: Vom Misserfolg zum Erfolg – Die Entstehung eines Automobilprototyps
Hintergrund des Projekts
Einer der von ihnen angeforderten Drucke betraf die Herstellung einer großen, flachen Motorraum-Prototyphalterung (300 mm x 200 mm x 20 mm). Das Teil muss bestimmten Temperaturbedingungen im Motorraum standhalten, daher wurde ABS-Filament verwendet, um die Hitzebeständigkeitsanforderungen zu erfüllen.
Das Unternehmen wollte zunächst eine Form für die Herstellung des Prototyps verwenden. Die Kosten für die Form beliefen sich jedoch auf bis zu 5.000 US-Dollar, und der Produktionszyklus dauerte vier Wochen. Daher setzte man auf 3D-Druck , um Kosten zu sparen und den Produktionszyklus zu verkürzen.
Problemanalyse
Nach der Analyse stellte das JS-Ingenieurteam fest, dass die thermische Belastung zu groß war.
- Die offene Umgebung verursachte einen Luftstrom im Druckbereich, der an den Rändern und Ecken des Stücks im Vergleich zur Mitte mehr als 30 % schneller abkühlte, was zu einer drastisch ungleichmäßigen Kühlung führte.
- Zweitens führte die Größe des Teils (300 mm lang) zu einer starken Gesamtschrumpfung , und die Haftkraft des Klebestifts reichte nicht aus, um die durch die Schrumpfung verursachte Spannung auszuhalten, was schließlich zu einer Verformung führte.
Lösung
Das JS-Team hat eine Lösung mit vier Komponenten für das Problem entwickelt:
- Umgebung: Der Drucker wurde in eine windgeschützte Ecke gestellt und eine temporäre Abschirmung aus Kartons und Klebeband errichtet. Die Temperatur im Gehäuse wurde konstant bei 28 °C gehalten, um Störungen des Luftstroms zu vermeiden.
- Material: ABS-Filament nimmt leicht Luftfeuchtigkeit auf (was Druckfehler verschlimmern kann). Die Gruppe trocknete neues ABS-Filament vier Stunden lang in einem Ofen bei 80 °C, um die Feuchtigkeit zu entfernen.
- Parameter: Die Plattformtemperatur wurde von 110 °C auf 105 °C gesenkt (Temperaturen darüber führen zu übermäßiger Schrumpfung der ersten Schicht), der Kühlventilator wurde ausgeschaltet (der Ventilator beschleunigt die Abkühlung des Teils) und die Geschwindigkeit der ersten Schicht wurde auf 20 mm/s gesenkt, um die Haftung zu verbessern.
- Design: In der Slicing-Software wurde ein 8 mm breiter Rand in das Teil integriert, um die Kontaktfläche zwischen Plattform und Teil zu vergrößern und die Verteilung der Schrumpfspannung zu verbessern.
Endergebnis
Die Lösungsoptimierung dauerte die gesamte Druckdauer von 28 Stunden, und es wurde kein Verzug beobachtet. Nach dem Drucken ließ man das Teil in einer abgedeckten Kammer unter natürlichen Bedingungen auf Raumtemperatur abkühlen (ca. zwei Stunden), um Spannungen durch die Schockkühlung zu vermeiden.
Nach dem Abkühlen ließ sich der Rand leicht entfernen. Der flache und ebene Boden mit Maßtoleranzen von ±0,1 mm kam zum Vorschein und erfüllte die Montageanforderungen vollständig. Dieser 3D-Druckservice kostete nur 800 US-Dollar, was einer Ersparnis von 4.200 US-Dollar gegenüber dem Formenbau entspricht. Die Zykluszeit verkürzte sich zudem auf drei Tage.
FAQs
F1: Ich habe bereits Klebstoff aufgetragen, aber es kommt immer noch zu einer Verwerfung der Kanten?
Klebstoff verbessert lediglich die Klebeverbindung zwischen Teil und Bauplatte, kann aber die Hauptursache für Verformungen bei ABS-Drucken – thermische Spannungen – nicht beheben. Sobald die thermische Spannung die Klebehaftung oder die innere Festigkeit des Teils übersteigt, kommt es trotzdem zu Verformungen. Um die Spannung an der Wurzel zu reduzieren, müssen Sie Maßnahmen wie eine geschlossene Druckumgebung und die Kontrolle der Kühlgeschwindigkeit (z. B. durch Abschalten der Lüfter) ergreifen .
F2: Welche anderen Materialien außer ABS verziehen sich?
Nylon, PC und Hochleistungsmaterialien wie PEEK/PEKK neigen stärker zum Verziehen als ABS. Sie erfordern höhere Drucktemperaturen und eine stärkere thermische Schrumpfung, und einfache Maßnahmen gegen Verziehen reichen nicht aus. Für einen stabilen Druck ist in der Regel eine aktive Heizdruckkammer erforderlich.
F3: Kleine Modelle drucke ich problemlos, große Modelle verziehen sich jedoch ständig. Warum?
Je größer das Teil, desto größer die während des Druckvorgangs aufgebaute thermische Spannung und desto größer der Temperaturunterschied (Wärmegradient) zwischen Rand und Mitte. Bei kleinen Teilen wird die Spannung durch Adhäsion reduziert, bei großen Teilen hingegen ist eine Spannungsreduzierung erforderlich, z. B. durch Erhöhung der Druckkammertemperatur und Optimierung der Teileausrichtung.
F4: Wie kann ich feststellen, ob mein ABS-Filament feucht ist?
Du erkennst es am Druckvorgang und der Optik des Materials: Knistern aus der Düse, ungleichmäßige Extrusion mit Blasenbildung oder Glanzverlust und Sprödigkeit der Oberfläche des ABS-Filaments. Dies sind typische Anzeichen für Feuchtigkeit und müssen vor der Verwendung erst trocknen.
Zusammenfassung
Die Vermeidung von ABS-Verzug erfordert ein Verständnis der Materialwissenschaft und die Optimierung der Prozessparameter. Es ist kein frustrierendes Problem mehr, sondern bietet die Chance, es mit einer systematischen Methode vollständig zu bewältigen. Denken Sie daran, dass die Kontrolle der thermischen Spannung der Schlüssel ist, nicht nur die Verwendung von Klebstoff.
Egal, ob Sie Anfänger sind und an Ihrem ersten ABS-Druck arbeiten oder ein Profi, der große funktionale Prototypen drucken möchte: Wenn Sie diese Techniken beherrschen, verdoppelt sich Ihre Erfolgsquote beim Drucken.
JS verfügt über eine komplette maßgeschneiderte 3D-Druck-Fertigung, von der Materialauswahl und Parameterabstimmung bis zum fertigen Druckprodukt. Geben Sie uns einfach Ihre Teiledetails und wir erstellen Ihnen umgehend ein Angebot und eine technische Lösung für den 3D-Druck. Mit unseren Online-3D-Druckservices bieten wir Ihnen zertifizierte Produkte, die Sie bei der einfachen Behebung von Verformungsproblemen im ABS-Druck unterstützen.

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich zu Informationszwecken. JS-Dienste Es werden keine ausdrücklichen oder stillschweigenden Zusicherungen oder Gewährleistungen hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen übernommen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -art oder Verarbeitung über das Jusheng-Netzwerk bereitstellt. Es liegt in der Verantwortung des Käufers , ein Ersatzteilangebot anzufordern und die spezifischen Anforderungen für diese Abschnitte zu ermitteln. Bitte kontaktieren Sie uns für weitere Informationen .
JS-Team
JS ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung mit über 5.000 Kunden und konzentrieren uns auf hochpräzise CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss , Metallstanzen und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in über 150 Ländern weltweit schnelle, effiziente und hochwertige Fertigungslösungen. Ob Kleinserienfertigung oder großangelegte Sonderanfertigungen – wir erfüllen Ihre Anforderungen mit schnellster Lieferung innerhalb von 24 Stunden. Wählen Sie JS Technology. Das bedeutet Auswahl, Effizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

