

辛抱強く構築したパーツがようやくプリンター上で形になり始めたとき、突然、何もしていないのに、角がわずかに歪み始め、構築プラットフォームの境界から逃れようとします。わずか数分で、歪みによって印刷が壊滅的な状態になるだけでなく、プリンターのノズルが破損する可能性もあります。
それはあなたのせいではありません。ABS 素材の特性です。でもご心配なく。私たちは熱力学との戦いで無力ではありません。
このガイドは、あなたのバイブルとなるでしょう。まず反りの原因を説明し、パラメータ調整や多角的な対策など、様々な観点から解決策を提案します。最後に、実例を用いてABS印刷の反りの問題を簡単に解決できるよう、その有効性を示します。
コア回答の要約
| 影響要因 | 主な要因 | コアソリューション | 適用範囲 |
| 根本的な原因 | 熱応力 | 温度制御 + 閉鎖環境 + 最適化された第 1 層パラメータ。 | すべての ABS 印刷シナリオ。 |
| 材料特性 | ABS は熱膨張係数とガラス転移温度がより高くなります。 | ターゲット温度制御 + 密閉型ビルドボリューム。 | ABS耐熱部品の印刷。 |
| 部品サイズ | 大型部品では、大きな応力が蓄積され、端から中心にかけて大きな熱勾配が生じます。 | チャンバー温度を上げ、幅8mmのブリムを使用します。 | 大型ABS構造部品。 |
| 物質的な状態 | ABSフィラメント内の水 | オーブンで80℃で4時間乾燥させます。 | 使用する前にABSフィラメント内に水を入れます。 |
このガイドを読むべき理由:JSエキスパートによるコアヒント
JS は 3D プリントで長年の経験があり、自動車、電子機器、産業機器の顧客向けに何百もの ABS 3D プリント部品を印刷してきました。
当社は、さまざまなABS フィラメントの特性を熟知しているだけでなく、自動車顧客向けの大型 ABS 構造部品の反りの問題を克服し、電子機器顧客向けの高精度 ABS 部品の乾燥プロセスと印刷条件を最適化しました。
このガイドは、実際のプロジェクトの問題点に基づいて作成されており、各ヒントは様々なシナリオにおける実際の印刷環境で検証されています。材料の前処理から環境制御まで、印刷プロセス全体をガイドしますので、安心してご利用いただけます。
カスタマイズされた自動車モデルや工業用グレードのABS樹脂製3Dプリント部品をお探しですか?JSは、数十年にわたる豊富な経験に基づき、確かなソリューションを提供いたします。部品の図面をお送りいただければ、3Dプリントの見積もりを迅速に作成し、時間とコストを節約いたします。
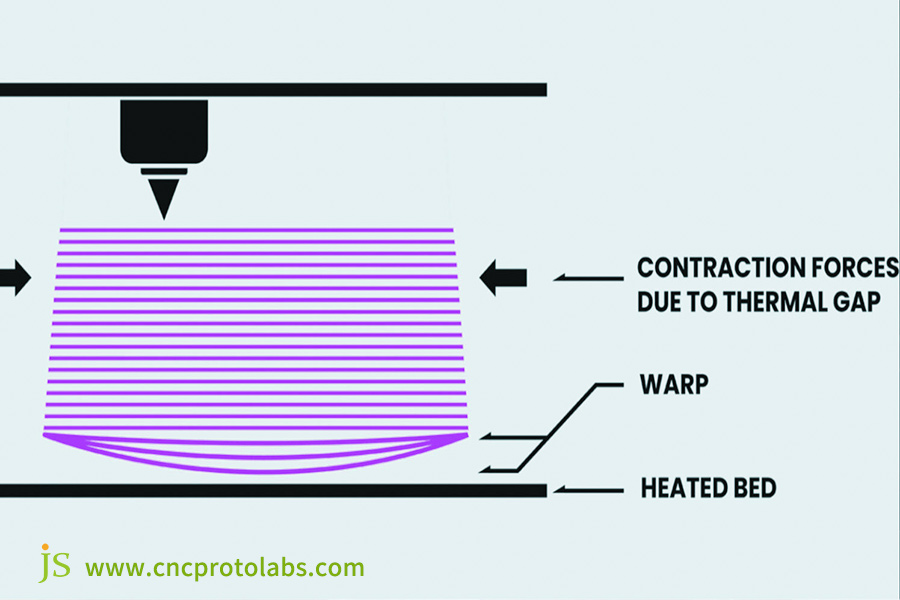
印刷物の反りとは?ABSの熱応力
このマニュアルの妥当性を理解した上で、基本的な疑問に答えていきましょう。印刷物の反りとは何か?ABS樹脂にこの欠陥が生じやすいのはなぜか?
根本原因:熱応力。ABS樹脂のプリント中、溶融プラスチックはビルドプレート上で固化し、収縮します。プリント層内およびパーツ内外の温度勾配により、材料は収縮します。この収縮が局所的に起こることで熱応力が発生します。この応力が材料本来の強度を超えると、パーツは反ります。
つまり、反りは接着不良ではなく、応力解放の結果です。
ご自身でさらに区別できるように、反りと接着不良の違いをまとめました。
| 特性 | 反り(応力解放の結果) | 接着不良 |
| 発生場所 | 部品のエッジとコーナー(熱が急速に放散される場所)。 | 最初の層全体または局所的な領域。 |
| 表現 | 上向きにカールしてカールします。 | 最初の層をプラットフォームから分離して再配置します。 |
| 根本的な原因 | 熱応力は材料自体の強度よりも大きくなります。 | 第 1 層の接着力は材料の収縮力よりも小さくなります。 |
| 解決 | 熱ストレスの軽減(シーリング、温度制御)。 | 接着力を高めます(グルースティック、ビルドプレートのクリーニング)。 |
根本原因の理解: ABS が「気まぐれ」なのはなぜですか?
反りの原因が熱応力であることがわかったところで、一体なぜABS樹脂は他のプラスチックよりも熱応力の影響を受けやすいのでしょうか?主な理由は以下の3つです。
1. 高い熱膨張係数: ABS樹脂の熱膨張係数は約100~130 ppm/°Cですが、 PLA(ポリ乳酸)の熱膨張係数は50~70 ppm/°Cと低くなっています。つまり、ABS樹脂は温度変化による体積収縮が大きく、応力を受けやすいということです。
2. 高いガラス転移温度: ABSのガラス転移温度は約95~105℃です。部品の温度がこの温度まで下がると、材料は非常に弾性的な状態からガラス状態へと変化し、急激に収縮します。冷却が不均一な場合、急激な応力蓄積が発生します。
3. 冷却速度が速い: ABSは非常に冷却速度が速い傾向があります。小さな部分が急速に冷却されると(例えば、風や外気の影響で)、まず収縮し、周囲の部分を引っ張ることで反りが発生します。
より理解を深めていただくために、 ABS と PLA の最も重要な特性を以下の表にまとめました。
| 材料特性 | ABS | 人民解放軍 |
| 熱膨張係数(ppm/°C) | 100~130 | 50~70 |
| ガラス転移温度(℃) | 95~105 | 55~60歳 |
| ビルドプラットフォーム温度(°C) | 90~110 | 50~60 |
| 反りに対する感受性 | 高い | 低い |
| アプリケーション | 高強度・耐熱部品(例:自動車部品) | 強度の低い装飾部品 |
JSはABSやPLAといった様々な材料の挙動を熟知しており、お客様の用途に最適な材料をご提案いたします。コスト効率の高いPLAパーツや耐熱性ABS 3Dプリントパーツをお探しでしたら、オンライン3Dプリントサービスをご利用いただければ、迅速にご注文に対応いたします。
基礎:最適な第一層パラメータを定義するためのマスターマニュアル
ABSは冷却と温度に敏感なので、最初の層を初期化することは反りを防ぐ上で重要なステップです。最初の層は、当然のことながら、パーツとビルドプラットフォームの接合部の基礎となるため、不適切な設定はすぐにトラブルにつながる可能性があります。
推奨される第一層パラメータ設定の表を作成しました。重要なパラメータとその役割を以下にまとめます。
| パラメータタイプ | 推奨範囲 | 関数 | 適用可能なシナリオ |
| プラットフォーム温度 | 90~110℃ | 最初の層の冷却を遅らせ、収縮を減らします。 | 小型モデルの場合は90〜100℃、大型モデルの場合は105〜110℃。 |
| 第1層の速度 | 20~30mm/秒 | 接着力を高め、層間の応力を軽減します。 | すべての部品はABSで印刷されています。 |
| 第1層の厚さ | 0.25~0.3mm | 接触面積を最大化し、ビルド表面の粗さを考慮します。 | 標準的な造形面の平坦性を備えたプリンター。 |
| 接着材 | グルースティック/PEIフィルム | 最初の層とビルド表面の接着を強化します。 | グルースティックは永久的ではありませんが、PEI は永久的です。 |
JSは、カスタム3Dプリント製造における第一層パラメータを厳格に管理しています。プラットフォーム温度から接着材に至るまで、ABSフィラメントの特性に合わせて綿密に組み合わせています。仕様をお送りいただければ、段階的にパラメータを最適化し、高品質なパーツをお届けします。

全方位保護:多次元反り防止技術
最初の層を作ったら、多次元的な「防御システム」を構築する必要があります。ABS樹脂の反りには様々な原因があり、最初の層の構成だけに頼っていては不十分です。ここでは、3つの観点から重要なテクニックをご紹介します。
プラットフォームの準備(「化学」)
最も重要なステップは、プラットフォームを水平にし、清掃することです。印刷前にイソプロピルアルコールでプラットフォームを洗浄し、脱脂・清掃した後、スクレーパーで残った材料を優しく削り取ります。プラットフォームを水平にし、すべての角がノズルから等距離(A4用紙の厚さとほぼ同じ)になるようにします。
モデル設計(「建築」)
構造を最適化することで応力集中を軽減します。モデルに5~10mm幅の縁を追加し(広い平面部に適しています)、直角コーナーを面取りまたはフィレットに置き換え、部品の広い平面を下向きに配置することで、横方向の収縮と反りを軽減します。
印刷環境(「気象局」)
空気の流れと温度を管理してください。密閉型のプリンターを使用するか、段ボール箱などの密閉された空間を設けて、印刷環境の温度を一定に保ちましょう。周囲温度は25~30℃にしてください。プリンターを窓やエアコンの吹き出し口など、空気の流れに温度差がある場所に置かないようにしてください。
以下の表は、多次元ワープ回避方法について説明しています。
| 防御次元 | 具体的な対策 | 効果 | 実装の難しさ |
| プラットフォームの準備 | レベル調整し、イソプロピルアルコールでクリーニングします。 | 接着力を高め、第 1 層の反りを防止します。 | 低い |
| モデル設計 | 5〜10 mm のブリムを追加し、角を面取り/丸みを付けて、位置を変更します。 | ストレスを軽減し、ストレスの集中を軽減します。 | 中くらい |
| 印刷環境 | 空気の流れがなく、密閉されたエリアで、環境温度は 25 ~ 30°C です。 | 温度を安定させ、冷却の振動を軽減します。 | 低い |
JS Precision Manufacturing は、3 次元からのソリューションを最大限に活用して、あらゆる部品の反り防止に役立つ ABS 3D プリント部品サービスを顧客に提供します。
モデル形状の最適化や印刷環境の調整が必要な場合は、JSが専門的なサポートを提供いたします。当社のオンライン3Dプリントサービスは、設計から印刷までの全プロセスを網羅しており、ABSフィラメントの特性に基づいた多次元的な反り防止システムを設計することが可能です。
ABSの反りを防ぐ高度な技術
原始的な方法とは別に、いくつかの高度な技術は、特に印刷品質と効率性が厳しく求められる産業用途において、ABS の反りを処理する能力に優れています。
1. 加熱チャンバー式プリンター:プリンターチャンバーには、ABSガラスの転移温度よりわずかに低い60~80℃の温度を維持する内蔵加熱機構が搭載されています。これにより、部品の冷却が緩やかになり、反りが80%以上低減されますが、設備コストは比較的高くなります(約3,000~10,000ドル)。
2. アクティブ加熱ベッド技術:これは、部品の異なる領域における熱放散に応じて温度を変化させる、アクティブなゾーン加熱設計です。例えば、エッジ温度を5~10℃上昇させることで、均一な冷却速度を実現します。この装置の価格は500~1,500ドルです。
3. 応力緩和スライスソフトウェア:一部の市販スライスソフトウェア(例:Simplify3D)には、モデルのトポロジーをチェックし、応力がかかりやすい箇所のプリント速度と温度を調整する応力緩和機能が搭載されています。ソフトウェアの価格は100ドルから500ドル程度です。
この表では、いくつかの特定のアプローチと最近のテクノロジーを比較しています。
| テクノロジーの種類 | 具体的な方法 | 反りの改善 | 費用(米ドル) | 適用可能なシナリオ |
| 従来の技術 | 密閉チャンバー、ブリム、第 1 層の最適化。 | 60%~70%削減 | 50~200 | 個人消費者、小規模プロジェクト。 |
| 加熱チャンバープリンター | 一定温度60~80℃。 | 80%以上削減 | 3,000~10,000 | 産業における大量生産。 |
| アクティブ加熱ベッド | 部品の熱損失を相殺するためのゾーン加熱。 | 75%~85%削減 | 500~1,500 | 中型部品、高精度が要求されます。 |
| ストレス解消ソフトウェア | 速度と温度を制御するための構造解析。 | 65%~75%削減 | 100~500 | 複雑な部品。 |
JSは、産業グレードのカスタム3Dプリント製造ニーズに対応します。ABS樹脂の反り問題に対処したいとお考えですか? 3Dプリントの価格を気にせず、品質保証をお求めなら、JSをお選びください。
JSのハンズオンレビュー:失敗から成功へ - 自動車プロトタイプの誕生
プロジェクトの背景
依頼されたプリントの一つは、エンジンルーム用の大型で平らなプロトタイプブラケット(300mm x 200mm x 20mm)でした。この部品はエンジンルーム内の特定の温度条件に耐える必要があるため、耐熱要件を満たすためにABSフィラメントを使用しました。
同社は当初、プロトタイプの製作に金型を使用する予定でしたが、金型のコストは最大5,000ドル、生産サイクルは4週間と高額でした。そこで、コスト削減と生産サイクルの短縮を図るため、 3Dプリントを採用しました。
問題分析
分析の結果、JS エンジニアリング チームは熱応力が大きすぎると判断しました。
- オープンな環境により、印刷領域に空気の流れが生じ、中心部と比較して作品の端や角では30% 以上速く冷却され、結果として冷却に大幅な不均一が生じました。
- 第二に、部品のサイズが大きい(長さ 300 mm)ため、全体的な収縮が大きく、接着剤スティックによる接着強度が収縮によって生じる応力に十分対応できず、最終的に反りが発生しました。
解決
JS チームはこの問題に対して 4 つのコンポーネントから成るソリューションを開発しました。
- 環境:プリンターは風の当たらない場所に移動し、段ボール箱とテープで仮設の遮蔽物を設置しました。気流の干渉を防ぐため、筐体の温度は28℃に一定に保たれました。
- 材質: ABSフィラメントは大気中の湿気を吸収しやすいため、印刷不良を悪化させる可能性があります。研究チームは、新しいABSフィラメントを80℃のオーブンで4時間乾燥させ、水分を除去しました。
- パラメータ:プラットフォーム温度は110°C から 105°C に下げられ (この温度を超えると、第 1 層で過度の収縮が発生します)、冷却ファンはオフにされ (ファンにより部品の冷却が加速されます)、接着性を向上させるために第 1 層の速度は 20mm/s に下げられました。
- 設計:プラットフォームと部品間の接触面積を増やし、 収縮応力の分散を改善するために、スライス ソフトウェアで部品に 8 mm 幅のブリムが組み込まれました。
最終結果
ソリューションの最適化は28時間のプリント時間全体に費やされ、反りは確認されませんでした。プリント後、部品は急速冷却によるストレスを避けるため、蓋付きのチャンバー内で自然冷却(約2時間)し、室温まで冷却しました。
冷却後、ブリムは簡単に取り外すことができ、寸法公差±0.1mmの平坦で均一な底面が現れ、組み立て要件を完全に満たしました。この3Dプリントサービスはわずか800ドルで、金型製作に比べて4,200ドルの節約となり、サイクルタイムも3日に短縮されました。
よくある質問
Q1: すでに接着剤を塗布しましたが、端の反りはまだ発生しています。
接着剤はパーツとビルドプレート間の接着力を強化するだけで、ABSプリントにおける反りの根本的な原因である熱応力を修復することはできません。熱応力が接着剤の接着力またはパーツの内部強度を超えると、いずれにせよ反りが発生します。プリント環境を密閉したり、冷却速度を制御したり(ファンを停止するなど)するなど、根本的な応力を軽減するための対策を講じる必要があります。
Q2: ABS 以外に、反りが発生する素材は何ですか?
ナイロン、PC、そしてPEEK/PEKKなどの高性能材料は、ABSよりも反りやすい傾向があります。これらの材料はより高い印刷温度と高い熱収縮率を必要とするため、基本的な反り防止対策では不十分です。安定した印刷には、通常、アクティブヒートプリントチャンバーが必要です。
Q3: 小さなモデルは問題なく印刷できるのですが、大きなモデルは反り返ってしまいます。なぜでしょうか?
パーツが大きいほど、印刷中に蓄積される熱応力が大きくなり、エッジと中央部の温度差(温度勾配)も大きくなります。小さなパーツでは接着によって応力を抑制できますが、大きなパーツでは、例えばプリントチャンバーの温度を上げたり、パーツの向きを最適化したりするなど、応力を低減する必要があります。
Q4: ABS フィラメントが湿っているかどうかはどうすればわかりますか?
印刷プロセスと材料の外観から判断できます。ノズルからパチパチという音がする、気泡が入った不均一な押し出し、ABSフィラメント表面の光沢が失われ脆くなるなどです。これらは湿気の典型的な兆候であり、使用前に乾燥させる必要があります。
まとめ
ABS樹脂の反りを克服するには、材料科学の理解からプロセスパラメータの最適化まで、あらゆる段階を踏む必要があります。もはや厄介な問題ではなく、体系的な手法で完全に解決できるチャンスです。接着剤だけに頼るのではなく、熱応力の制御が鍵となることを忘れないでください。
初めて ABS プリントに取り組む初心者でも、大きな機能プロトタイプをプリントしようとしているプロフェッショナルでも、これらのテクニックを習得すると、プリントの成功率が 2 倍になります。
JSは、材料の選択やパラメータ調整から完成品の印刷まで、オーダーメイドの3Dプリント製造設備を備えています。部品の詳細をお知らせいただければ、3Dプリントの価格と技術的なソリューションを即座にご提示いたします。オンライン3Dプリントサービスでは、ABSプリントにおける反りの問題を簡単に解決できるよう、認定製品を効果的にご提供いたします。

免責事項
このページの内容は情報提供のみを目的としています。JSサービス情報の正確性、完全性、または有効性について、明示的または黙示的を問わず、いかなる表明または保証も行いません。第三者サプライヤーまたはメーカーが、Jushengネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質および種類、または製造技術を提供すると推測しないでください。これは購入者の責任です。部品の見積もりが必要です。これらのセクションに関する具体的な要件をお知らせください。詳細については、お問い合わせください。
JSチーム
JSは、カスタム製造ソリューションに重点を置く業界をリードする企業です。20年以上の経験と5,000社以上の顧客基盤を有し、高精度CNC加工、板金加工、 3Dプリント、射出成形、金属プレス加工、その他ワンストップ製造サービスに注力しています。
当社の工場には、ISO 9001:2015認証を取得した最先端の5軸加工センターが100台以上あります。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに最速24時間以内の納品で対応いたします。JSテクノロジーを選ぶということは、効率性、品質、そしてプロフェッショナリズムの選択を意味します。
詳細については、当社のウェブサイトをご覧ください: www.cncprotolabs.com
リソース

