

Il tuo pezzo pazientemente costruito sta finalmente prendendo forma sulla stampante, ma all'improvviso, e senza che tu faccia nulla, un angolo inizia a deformarsi leggermente, cercando di liberarsi dai confini della piattaforma di stampa. Nel giro di pochi minuti, la deformazione crea un disastro non solo per la stampa, ma anche per la possibile distruzione dell'ugello della stampante.
Non è colpa tua, è una caratteristica del materiale ABS . Ma non preoccuparti, non siamo indifesi in questa guerra con la termodinamica.
Questa guida sarà la vostra bibbia. Vi introdurrà innanzitutto alle cause della deformazione, per poi proporre soluzioni su vari aspetti, tra cui la regolazione dei parametri e la prevenzione di problemi multi-angolo. Infine, vi mostreremo l'efficacia di esempi concreti per aiutarvi a risolvere facilmente il problema della deformazione nella stampa ABS.
Riepilogo delle risposte principali
| Fattori influenzanti | Fattori chiave che contribuiscono | Soluzioni principali | Ambito di applicazione |
| Causa ultima | stress termico | Controllo della temperatura + ambiente chiuso + parametri del primo strato ottimizzati. | Tutti gli scenari di stampa ABS. |
| Proprietà del materiale | L'ABS ha un coefficiente di dilatazione termica e una temperatura di transizione vetrosa più elevati. | Controllo mirato della temperatura + volume di stampa chiuso. | Stampa di parti in ABS resistenti al calore. |
| Dimensione della parte | I componenti di grandi dimensioni sono soggetti a un elevato accumulo di stress e a grandi gradienti termici tra i bordi e il centro. | Aumentare la temperatura della camera + utilizzare una tesa larga 8 mm. | Grandi parti strutturali in ABS. |
| Condizione del materiale | Acqua all'interno del filamento ABS | Essiccazione in forno per 4 ore a 80°C. | Aggiungere acqua al filamento ABS prima dell'uso. |
Perché dovresti leggere questa guida? Consigli fondamentali dagli esperti JS
JS vanta anni di esperienza nella stampa 3D e ha stampato centinaia di componenti in ABS 3D per clienti del settore automobilistico, elettronico e delle apparecchiature industriali.
Non solo abbiamo familiarizzato con le proprietà dei vari filamenti ABS , ma abbiamo anche superato i problemi di deformazione per i grandi componenti strutturali in ABS per i clienti del settore automobilistico e ottimizzato il processo di essiccazione e le condizioni di stampa per componenti in ABS di precisione per i clienti del settore elettronico.
Questa guida si basa su punti critici reali del progetto e ogni suggerimento è stato sperimentato in condizioni di stampa reali in diversi scenari. Dal pretrattamento dei materiali al controllo ambientale, vi guidiamo attraverso l'intero processo di stampa, così potete contare su di noi.
Hai bisogno di modelli di auto personalizzati o di componenti stampati in ABS di livello industriale? JS è in grado di fornire soluzioni affidabili grazie alla sua vasta esperienza decennale. Inviaci i disegni dei tuoi componenti e li esamineremo e ti forniremo rapidamente un preventivo per la stampa 3D, facendoti risparmiare tempo e denaro.
Cos'è la deformazione di stampa? Stress termico nell'ABS
Dopo aver compreso la validità di questo manuale, affrontiamo ora le domande fondamentali: cos'è la deformazione di stampa? Perché l'ABS è soggetto a questo difetto?
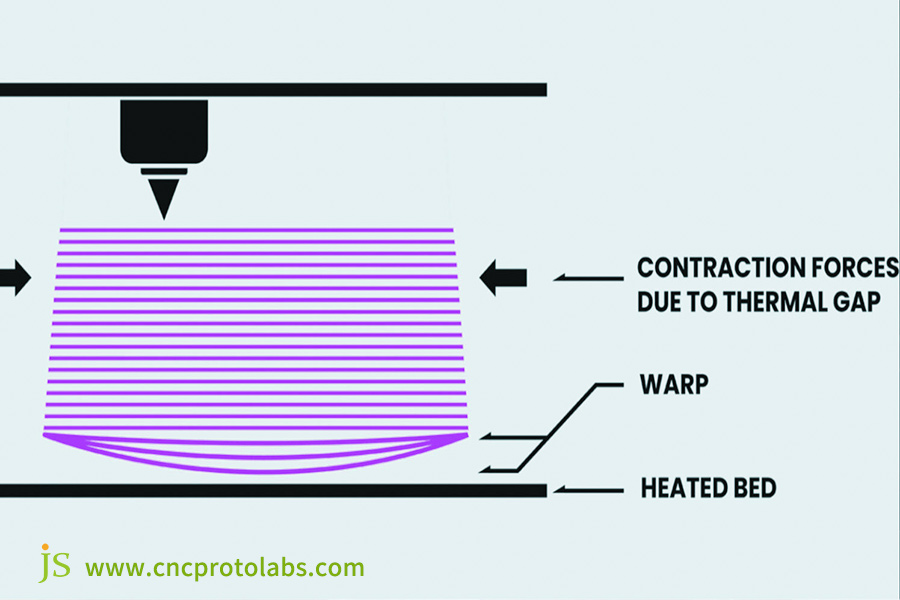
Causa principale: stress termico. Durante la stampa di ABS, la plastica fusa si solidifica e si restringe sulla piastra di stampa. A causa dei gradienti di temperatura negli strati stampati e all'interno e all'esterno del pezzo, il materiale si contrae. Questo restringimento limitato genera stress termico . Quando lo stress supera la resistenza intrinseca del materiale, il pezzo si deforma.
In breve, la deformazione non è un difetto di adesione, ma il risultato del rilascio di stress.
Per aiutarti ulteriormente a distinguere, abbiamo riassunto la differenza tra deformazione e mancata adesione:
| Tratti | Deformazione (risultato del rilascio di stress) | fallimento dell'adesione |
| Dove si verifica | Bordi e angoli del pezzo (dove il calore si dissipa rapidamente). | Tutto il primo strato o aree localizzate. |
| Espressioni | Arricciatura e arricciatura verso l'alto. | Separazione e spostamento del primo strato dalla piattaforma. |
| Causa ultima | Lo stress termico è maggiore della resistenza del materiale stesso. | L'adesione del primo strato è inferiore alla forza di restringimento del materiale. |
| Soluzione | Riduzione dello stress termico (sigillatura, controllo della temperatura). | Aumentare l'adesione (stick di colla, pulizia della piastra di stampa). |
Comprensione della causa principale: perché l'ABS è "capriccioso"?
Ora che sappiamo che la deformazione è dovuta allo stress termico, perché mai l'ABS dovrebbe essere più suscettibile allo stress termico rispetto ad altre materie plastiche? Le ragioni principali sono tre:
1. Elevato coefficiente di dilatazione termica: l'ABS ha un coefficiente di dilatazione termica di circa 100-130 ppm/°C, mentre il PLA (acido polilattico) ha un coefficiente di dilatazione termica di soli 50-70 ppm/°C. Ciò significa che l'ABS si contrarrà maggiormente in volume con le variazioni di temperatura e quindi sarà più soggetto a stress.
2. Elevata temperatura di transizione vetrosa: l'ABS possiede una temperatura di transizione vetrosa di circa 95-105 °C. Quando la temperatura del componente viene abbassata a questa temperatura, il materiale passa da uno stato estremamente elastico a uno stato vetroso, con conseguente ritiro improvviso. Un improvviso accumulo di stress si verifica quando il raffreddamento non è uniforme.
3. Tendenza al raffreddamento: l'ABS è molto soggetto a raffreddamento. Quando una piccola sezione si raffredda troppo rapidamente (ad esempio, con vento e aria aperta), si contrae per prima e tira le aree circostanti, causando deformazioni.
Per consentirvi di apprezzare meglio le proprietà più importanti di ABS e PLA, abbiamo raccolto in una tabella le proprietà più importanti di ABS e PLA :
| Proprietà del materiale | ABS | PLA |
| Coefficiente di dilatazione termica (ppm/°C) | 100-130 | 50-70 |
| Temperatura di transizione vetrosa (°C) | 95-105 | 55-60 |
| Temperatura della piattaforma di costruzione (°C) | 90-110 | 50-60 |
| Suscettibilità alla deformazione | Alto | Basso |
| Applicazioni | Parti ad alta resistenza e resistenti al calore (ad esempio, parti di automobili) | Parti estetiche a bassa resistenza |
JS conosce il comportamento di diversi materiali, come ABS e PLA, e può consigliarti i materiali più adatti alla tua applicazione. Se hai bisogno di componenti in PLA convenienti o di componenti in ABS resistenti al calore per la stampa 3D, possiamo evadere il tuo ordine in tempi rapidi utilizzando i nostri servizi di stampa 3D online.
The Foundation: Manuale principale sulla definizione dei parametri ottimali del primo strato
L'ABS è sensibile al raffreddamento e alla temperatura, quindi l'inizializzazione del primo strato è un passaggio importante per prevenire la deformazione. Il primo strato, naturalmente, getta le basi per l'interfaccia del componente con la piattaforma di stampa, e una configurazione errata può rapidamente causare problemi.
Abbiamo stilato una tabella con le impostazioni consigliate per i parametri del primo livello. I parametri più importanti e il loro ruolo sono riassunti di seguito:
| Tipo di parametro | Raccomandazione di intervallo | Funzione | Scenari applicabili |
| Temperatura della piattaforma | 90-110°C | Ritarda il raffreddamento del primo strato e riduce il restringimento. | 90-100°C per i modelli piccoli, 105-110°C per i modelli grandi. |
| Velocità del primo strato | 20-30 mm/s | Migliora l'adesione e riduce lo stress interstrato. | Tutte le parti sono stampate in ABS. |
| Spessore del primo strato | 0,25-0,3 mm | Massimizza l'area di contatto e tiene conto della rugosità della superficie di costruzione. | Stampanti con tipica planarità della superficie di stampa. |
| Materiale adesivo | Colla stick / pellicola PEI | Migliora l'adesione del primo strato alla superficie di costruzione. | Le colle stick non sono permanenti, ma la colla PEI sì. |
JS controlla rigorosamente i parametri del primo strato nella produzione di stampanti 3D personalizzate . Dalla temperatura della piattaforma al materiale di adesione desiderato, ci adattiamo meticolosamente alle caratteristiche dei filamenti ABS. Inviateci semplicemente le vostre specifiche e ottimizzeremo i parametri passo dopo passo per fornire componenti di qualità.

Protezione completa: tecniche anti-deformazione multidimensionali
Una volta creato il primo strato, è necessario costruire un "sistema di difesa" multidimensionale. La deformazione dell'ABS ha molteplici cause e affidarsi esclusivamente alla configurazione del primo strato non sarà sufficiente. Ecco alcune tecniche fondamentali da tre prospettive:
Preparazione della piattaforma ("Chimica")
Il passaggio fondamentale è livellare e pulire la piattaforma. Raschiare delicatamente il materiale rimanente con un raschietto dopo aver pulito la piattaforma con alcol isopropilico per sgrassarla e pulirla prima della stampa. Livellare la piattaforma, assicurandosi che tutti gli angoli siano equidistanti dall'ugello (approssimativamente lo stesso spessore del foglio A4).
Progettazione del modello ("Architettura")
Ridurre la concentrazione di stress ottimizzando la struttura. Aggiungere un bordo largo 5-10 mm al modello (adatto per ampie aree piane), sostituire gli angoli retti con smussi o raccordi e orientare la superficie piana del pezzo verso il basso per ridurre il ritiro laterale e la deformazione.
Ambiente di stampa ("Ufficio Meteo")
Controllare il flusso d'aria e la temperatura. Utilizzare una stampante chiusa o costruire una cabina coperta (ad esempio, una scatola di cartone) per garantire una temperatura costante nell'ambiente di stampa. La temperatura ambiente dovrebbe essere di 25-30 °C. Evitare di posizionare la stampante vicino a finestre, prese d'aria del condizionatore o altri luoghi con variazioni di temperatura nel flusso d'aria.
La tabella seguente descrive i metodi per evitare la deformazione multidimensionale:
| Dimensione della difesa | Misure specifiche | Effetto | Difficoltà di implementazione |
| Preparazione della piattaforma | Calibrare il livello e pulire con alcol isopropilico. | Migliora l'adesione e previene la deformazione del primo strato. | Basso |
| Progettazione del modello | Aggiungere una tesa da 5-10 mm, smussare/arrotondare gli angoli e riposizionare. | Allevia lo stress e riduce la concentrazione. | Medio |
| Ambiente di stampa | Nessuna circolazione d'aria, area chiusa e temperatura ambiente di 25-30°C. | Temperatura stabile e riduzione delle oscillazioni di raffreddamento. | Basso |
JS Precision Manufacturing fornisce ai clienti servizi di stampa 3D di componenti in ABS, massimizzando le soluzioni nelle tre dimensioni per creare un'utile prevenzione delle deformazioni per tutti i componenti.
Se è necessario ottimizzare la geometria del modello o adattare l'ambiente di stampa, JS può fornire assistenza professionale. I nostri servizi di stampa 3D online coprono l'intero processo, dalla progettazione alla stampa, e siamo in grado di progettare sistemi antideformazione multidimensionali basati sulle caratteristiche dei filamenti ABS.
Tecniche avanzate per prevenire la deformazione dell'ABS
Oltre ai metodi primitivi, alcune tecnologie avanzate hanno una migliore capacità di gestire la deformazione dell'ABS, soprattutto nell'uso industriale con un'elevata richiesta di qualità di stampa ed efficienza.
1. Stampanti a camera riscaldata: la camera di stampa è dotata di un meccanismo di riscaldamento integrato che mantiene una temperatura di 60-80 °C, leggermente inferiore alla temperatura di transizione vetrosa dell'ABS. Facilita il raffreddamento lento dei pezzi e riduce la deformazione di oltre l'80% , sebbene a un costo relativamente più elevato (circa 3.000-10.000 dollari).
2. Tecnologia a letto riscaldato attivo: si tratta di un sistema di riscaldamento attivo a zone che modifica la temperatura in base alla dissipazione del calore nelle diverse aree del pezzo. Un esempio è l'aumento della temperatura del bordo di 5-10 °C in modo da garantire un raffreddamento uniforme. Il costo della macchina varia da 500 a 1.500 dollari.
3. Software di slicing per la riduzione dello stress: alcuni software commerciali per lo slicing (ad esempio, Simplify3D) includono una funzione di riduzione dello stress che controlla la topologia del modello e regola la velocità di stampa e la temperatura in caso di elevata vulnerabilità allo stress. Il costo del software varia da 100 a 500 dollari.
In questa tabella confrontiamo alcuni approcci particolari con la tecnologia recente :
| Tipo di tecnologia | Metodo specifico | Miglioramento della deformazione | Costo (USD) | Scenari applicabili |
| Tecniche convenzionali | Ottimizzazione della camera sigillata, del bordo e del primo strato. | Ridurre del 60% -70% | 50-200 | Singoli consumatori, piccoli progetti. |
| Stampante a camera riscaldata | Temperatura costante 60-80°C. | Ridurre di oltre l'80% | 3.000-10.000 | Produzione di massa nell'industria. |
| Letto riscaldato attivo | Riscaldamento a zone per compensare parte della dispersione di calore. | Ridurre del 75% -85% | 500-1.500 | Pezzi di medie dimensioni, è richiesta elevata precisione. |
| Software per alleviare lo stress | Analisi della struttura per il controllo della velocità e della temperatura. | Ridurre del 65% -75% | 100-500 | Parti complesse. |
JS è in grado di soddisfare le esigenze di produzione di stampa 3D personalizzata di livello industriale. Vuoi risolvere con successo i problemi di deformazione dell'ABS? Scegli noi per la garanzia di qualità senza dover tenere d'occhio il prezzo della stampa 3D .
Recensione pratica di JS: dal fallimento al successo - La genesi di un prototipo automobilistico
Contesto del progetto
Una delle stampe richieste era quella di realizzare un prototipo di staffa piatta e di grandi dimensioni per il vano motore (300 mm x 200 mm x 20 mm). Il componente deve resistere a determinate condizioni di temperatura nel vano motore, quindi hanno utilizzato il filamento ABS per soddisfare i requisiti di resistenza al calore.
Inizialmente, l'azienda voleva utilizzare uno stampo per realizzare il prototipo, ma il costo dello stampo poteva arrivare a 5.000 dollari e il ciclo di produzione era di quattro settimane. Pertanto, hanno utilizzato la stampa 3D per ridurre i costi e snellire il ciclo di produzione.
Analisi del problema
Dopo l'analisi, il team di ingegneri JS ha stabilito che lo stress termico era eccessivo.
- L'ambiente aperto ha causato un flusso d'aria nella zona di stampa, che si è raffreddata più del 30% più velocemente dai bordi e dagli angoli del pezzo rispetto al centro, con conseguente raffreddamento drasticamente irregolare.
- In secondo luogo, le grandi dimensioni del pezzo (300 mm di lunghezza) hanno prodotto un elevato restringimento complessivo e il livello di forza di adesione fornito dalla colla stick non è stato sufficiente a gestire lo stress indotto dal restringimento, che alla fine ha portato alla deformazione.
Soluzione
Il team JS ha sviluppato una soluzione al problema composta da quattro componenti:
- Ambiente: la stampante è stata spostata in un angolo protetto dal vento e si è costruito uno schermo temporaneo utilizzando scatole di cartone e nastro adesivo. La temperatura dell'ambiente è stata mantenuta costante a 28 °C per evitare interferenze con il flusso d'aria.
- Materiale: il filamento ABS assorbe facilmente l'umidità atmosferica (che può peggiorare i difetti di stampa). Il gruppo ha essiccato il nuovo filamento ABS in un forno a 80 °C per quattro ore per eliminare l'umidità.
- Parametri: la temperatura della piattaforma è stata ridotta da 110°C a 105°C (temperature superiori causeranno un restringimento eccessivo nel primo strato), la ventola di raffreddamento è stata spenta (la ventola accelererà il raffreddamento della parte) e la velocità del primo strato è stata ridotta a 20 mm/s per migliorare l'adesione.
- Progettazione: nel software di slicing è stato incorporato un bordo largo 8 mm per aumentare la superficie di contatto tra la piattaforma e il pezzo e per migliorare la distribuzione dello stress da restringimento.
Risultato finale
L'ottimizzazione della soluzione ha richiesto l'intera durata della stampa, pari a 28 ore, e non si è osservata alcuna deformazione. Dopo la stampa, il pezzo è stato lasciato raffreddare in condizioni naturali fino a temperatura ambiente all'interno di una camera coperta (circa due ore) per evitare sollecitazioni dovute al raffreddamento rapido.
Una volta raffreddato, il Brim può essere rimosso facilmente, rivelando un fondo piatto e uniforme con tolleranze dimensionali fino a ±0,1 mm, soddisfacendo pienamente i requisiti di assemblaggio. Questo servizio di stampa 3D è costato solo 800 dollari, con un risparmio di 4.200 dollari rispetto alla realizzazione di uno stampo, e anche il tempo di ciclo è stato ridotto a 3 giorni.
Domande frequenti
D1: Ho già applicato la colla, ma i bordi continuano a deformarsi?
La colla migliora solo il legame adesivo tra il pezzo e la piastra di stampa, ma non può riparare la causa fondamentale della deformazione nelle stampe in ABS: lo stress termico. Quando lo stress termico supera l'adesione dell'adesivo o la resistenza interna del pezzo, la deformazione si verificherà comunque. È necessario adottare misure come un ambiente di stampa chiuso e il controllo della velocità di raffreddamento (ad esempio spegnendo le ventole) per ridurre lo stress alla radice.
D2: Oltre all'ABS, quali altri materiali si deformano?
Nylon, PC e materiali ad alte prestazioni come PEEK/PEKK sono tutti più soggetti a deformazioni rispetto all'ABS. Richiedono temperature di stampa più elevate e un maggiore restringimento termico, e le precauzioni antideformazione di base non sono sufficienti. Per una stampa stabile è solitamente necessaria una camera di stampa a calore attivo.
D3: Non ho problemi a stampare modelli piccoli, ma quelli grandi continuano a deformarsi. Perché?
Più grande è il pezzo, maggiore è lo stress termico accumulato durante la stampa e maggiore è la differenza di temperatura (gradiente termico) tra il bordo e il centro. L'adesione sopprime lo stress nei pezzi piccoli, ma i pezzi più grandi richiedono una riduzione dello stress, ad esempio aumentando la temperatura della camera di stampa e ottimizzando l'orientamento del pezzo.
D4: Come posso sapere se il mio filamento ABS è umido?
È possibile riconoscerlo dal processo di stampa e dall'aspetto del materiale: scricchiolii provenienti dall'ugello, estrusione irregolare con bolle, perdita di lucentezza e fragilità della superficie del filamento ABS. Questi sono tipici segnali di umidità e devono essere lasciati asciugare prima dell'uso.
Riepilogo
Superare la deformazione dell'ABS è un percorso che parte dalla comprensione della scienza dei materiali per arrivare all'ottimizzazione dei parametri di processo. Non è più un problema frustrante, ma un'opportunità per affrontarlo in modo completo con un metodo sistematico. Ricordate che il controllo dello stress termico è la chiave, non affidarsi esclusivamente alla colla.
Che tu sia un principiante alle prese con la tua prima stampa ABS o un professionista che desidera stampare grandi prototipi funzionali, padroneggiare queste tecniche raddoppierà il tuo tasso di successo nella stampa.
JS dispone di un impianto di produzione completo per la stampa 3D su misura, dalla scelta dei materiali e dalla regolazione dei parametri fino al prodotto finito stampato. Basta fornirci i dettagli del componente e vi forniremo immediatamente un preventivo e una soluzione tecnica per la stampa 3D. Con i servizi di stampa 3D online , forniamo prodotti certificati in modo efficace per aiutarvi a risolvere facilmente i problemi di deformazione nella stampa ABS.

Disclaimer
Il contenuto di questa pagina è solo a scopo informativo. Servizi JS Non vi sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o lavorazione tramite la rete Jusheng. È responsabilità dell'acquirente richiedere un preventivo per i componenti. Identificare i requisiti specifici per queste sezioni. Contattateci per ulteriori informazioni .
Squadra JS
JS è un'azienda leader del settore, specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo su lavorazioni CNC ad alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione completi.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccoli volumi di produzione o di personalizzazioni su larga scala, possiamo soddisfare le vostre esigenze con consegne rapide entro 24 ore. Scegli JS Technology : efficienza nella selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

