

Votre pièce patiemment construite prend enfin forme sur l'imprimante, mais soudainement, et sans que vous fassiez quoi que ce soit, un coin commence à se déformer très légèrement, essayant de se libérer des limites de la plate-forme de construction. En quelques minutes, la déformation crée un désordre catastrophique non seulement de l'impression mais aussi de la destruction éventuelle de la buse de votre imprimante.
Ce n'est pas de votre faute, c'est une caractéristique du matériau ABS . Mais rassurez-vous, nous ne sommes pas impuissants dans cette guerre contre la thermodynamique.
Ce guide sera votre bible. Nous vous présenterons d'abord la cause du gauchissement, puis proposerons des solutions sous divers aspects, notamment l'ajustement des paramètres et la prévention des angles multiples. Enfin, nous démontrerons l'efficacité d'exemples concrets pour vous aider à résoudre facilement le problème du gauchissement de l'impression ABS.
Résumé des réponses principales
| Facteurs d'influence | Principaux facteurs contributifs | Solutions de base | Champ d'application |
| Cause première | Contrainte thermique | Contrôle de la température + environnement fermé + paramètres de première couche optimisés. | Tous les scénarios d'impression ABS. |
| Propriétés des matériaux | L'ABS a un coefficient de dilatation thermique et une température de transition vitreuse plus élevés. | Contrôle ciblé de la température + volume de construction fermé. | Impression de pièces ABS résistantes à la chaleur. |
| Taille de la pièce | Les grandes pièces subissent une forte accumulation de contraintes et d'importants gradients thermiques du bord au centre. | Augmenter la température de la chambre + utiliser un bord de 8 mm de large. | Grandes pièces structurelles en ABS. |
| État du matériel | Eau à l'intérieur du filament ABS | Séchage au four pendant 4 heures à 80°C. | Eau à l'intérieur du filament ABS avant utilisation. |
Pourquoi lire ce guide ? Conseils essentiels d'experts JavaScript
JS a des années d'expérience dans l'impression 3D et a imprimé des centaines de pièces d'impression 3D ABS pour les clients des secteurs de l'automobile, de l'électronique et des équipements industriels.
Non seulement nous nous familiarisons avec les différentes propriétés des filaments ABS , mais nous avons également surmonté les problèmes de déformation des grands composants structurels ABS pour les clients automobiles et optimisé le processus de séchage et les conditions d'impression pour des pièces ABS de précision pour les clients de l'électronique.
Ce guide s'appuie sur des problématiques réelles liées à des projets, et chaque conseil a été testé en conditions d'impression réelles dans différents scénarios. Du prétraitement des matériaux au contrôle environnemental, nous vous accompagnons tout au long du processus d'impression pour que vous puissiez compter sur nous.
Besoin de modèles automobiles personnalisés ou de pièces imprimées en 3D en ABS de qualité industrielle ? JS vous propose des solutions performantes grâce à sa vaste expérience de plusieurs décennies. Envoyez-nous simplement vos plans de pièces, et nous les examinerons et établirons rapidement un devis pour l'impression 3D, vous faisant gagner du temps et de l'argent.
Qu'est-ce que le gauchissement d'impression ? Contrainte thermique dans l'ABS
Après avoir pris connaissance de la validité de ce manuel, abordons maintenant les questions fondamentales : qu'est-ce que le gauchissement d'impression ? Pourquoi l'ABS est-il sujet à ce défaut ?
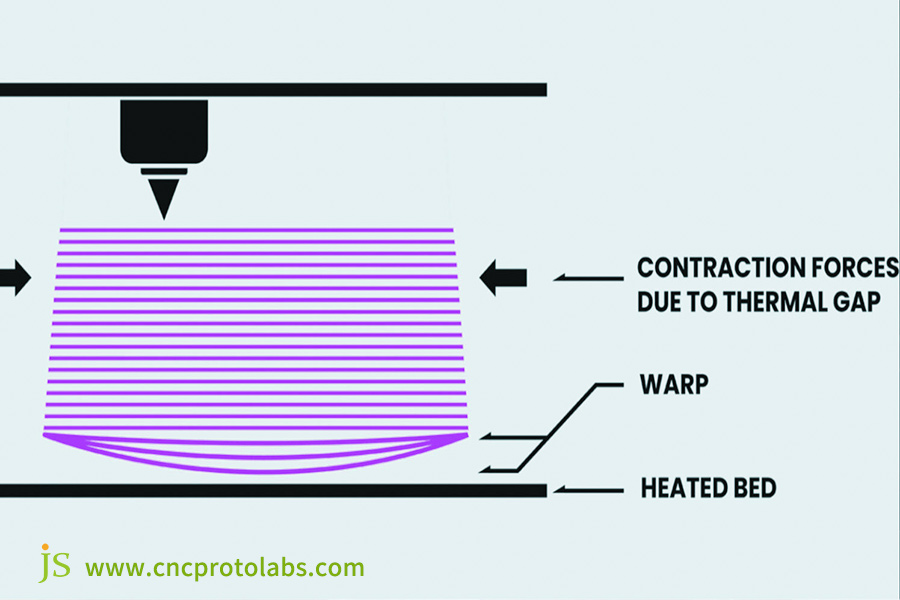
Cause première : contrainte thermique. Lors de l'impression de l'ABS, le plastique fondu se solidifie et se rétracte sur le plateau de fabrication. Sous l'effet des gradients de température entre les couches imprimées, à l'intérieur et à l'extérieur de la pièce, le matériau se contracte. Ce retrait confiné génère une contrainte thermique . Lorsque cette contrainte dépasse la résistance intrinsèque du matériau, la pièce se déforme.
En bref, le gauchissement n’est pas une défaillance de l’adhérence, mais le résultat d’une libération de contrainte.
Pour vous aider à faire la différence par vous-même, nous avons résumé la différence entre le gauchissement et la défaillance d'adhérence :
| Caractéristiques | Déformation (résultat de la libération des contraintes) | Défaillance d'adhérence |
| Où cela se produit | Bords et coins de la pièce (où la chaleur se dissipe rapidement). | L'ensemble de la première couche ou des zones localisées. |
| Expressions | Curling vers le haut et curling. | Séparation et déplacement de la première couche de la plateforme. |
| Cause première | La contrainte thermique est supérieure à la résistance propre du matériau. | L'adhérence de la première couche est inférieure à la force de retrait du matériau. |
| Solution | Contrainte thermique réduite (étanchéité, contrôle de température). | Augmenter l'adhérence (bâton de colle, nettoyage de la plaque de construction). |
Compréhension des causes profondes : pourquoi l’ABS est-il « capricieux » ?
Maintenant que nous savons que le gauchissement est dû aux contraintes thermiques, pourquoi l'ABS serait-il plus sensible aux contraintes thermiques que les autres plastiques ? Il y a trois raisons principales :
1. Coefficient de dilatation thermique élevé : l'ABS présente un coefficient de dilatation thermique d'environ 100 à 130 ppm/°C, tandis que le PLA (acide polylactique) affiche un coefficient de dilatation thermique aussi faible que 50 à 70 ppm/°C. Cela signifie que l'ABS se contracte davantage en volume avec les variations de température et est donc plus susceptible d'être soumis à des contraintes.
2. Température de transition vitreuse élevée : L'ABS possède une température de transition vitreuse d'environ 95 à 105 °C. Lorsque la température de la pièce est abaissée à cette température, le matériau passe d'un état extrêmement élastique à un état vitreux et se rétracte brutalement. Une accumulation soudaine de contraintes se produit lorsque le refroidissement est irrégulier.
3. Tendance au refroidissement : L'ABS est très sujet au refroidissement. Lorsqu'une petite section refroidit trop vite (par exemple, en présence de vent ou d'air libre), elle se contracte en premier et tire sur les zones environnantes, ce qui entraîne une déformation.
Nous avons compilé les propriétés les plus importantes de l'ABS et du PLA dans un tableau ci-dessous pour vous permettre de mieux les apprécier :
| Propriétés des matériaux | ABS | PLA |
| Coefficient de dilatation thermique (ppm/°C) | 100-130 | 50-70 |
| Température de transition vitreuse (°C) | 95-105 | 55-60 |
| Température de la plate-forme de construction (°C) | 90-110 | 50-60 |
| Sensibilité à la déformation | Haut | Faible |
| Applications | Pièces à haute résistance et résistantes à la chaleur (par exemple, pièces automobiles) | Pièces cosmétiques à faible résistance |
JS connaît le comportement de différents matériaux, comme l'ABS et le PLA, et peut vous conseiller sur les matériaux adaptés à votre application. Si vous recherchez des pièces PLA économiques ou des pièces imprimées en 3D en ABS résistant à la chaleur, nous pouvons traiter votre commande dans les meilleurs délais grâce à nos services d'impression 3D en ligne.
La Fondation : Manuel principal sur la définition des paramètres optimaux de la première couche
L'ABS est sensible au refroidissement et à la température. L'initialisation de la première couche est donc une étape importante pour éviter toute déformation. Cette première couche constitue naturellement la base de l'interface entre la pièce et la plateforme de fabrication, et une mauvaise configuration peut rapidement entraîner des problèmes.
Nous avons élaboré un tableau des paramètres recommandés pour la première couche. Les paramètres importants et leur rôle sont résumés ci-dessous :
| Type de paramètre | Recommandation de portée | Fonction | Scénarios applicables |
| Température de la plate-forme | 90-110°C | Retarde le refroidissement de la première couche et réduit le retrait. | 90-100°C pour les petits modèles, 105-110°C pour les grands modèles. |
| Vitesse de première couche | 20-30 mm/s | Améliore l'adhérence et réduit les contraintes intercouches. | Toutes les pièces imprimées en ABS. |
| Épaisseur de la première couche | 0,25-0,3 mm | Maximise la zone de contact et tient compte de la rugosité de la surface de construction. | Imprimantes avec une planéité de surface de construction typique. |
| Matériau d'adhérence | Bâton de colle / Film PEI | Améliore l'adhérence de la première couche à la surface de construction. | Les bâtons de colle ne sont pas permanents, mais le PEI l'est. |
JS contrôle rigoureusement les paramètres de la première couche lors de la fabrication par impression 3D sur mesure . De la température de la plateforme au matériau d'adhésion souhaité, nous nous adaptons méticuleusement aux caractéristiques des filaments ABS. Envoyez-nous simplement vos spécifications et nous optimiserons les paramètres étape par étape pour vous fournir des pièces de qualité.

Protection intégrale : techniques anti-déformation multidimensionnelles
Une fois la première couche créée, il faut construire un « système de défense » multidimensionnel. La déformation de l'ABS a de multiples causes, et se fier uniquement à la configuration de la première couche ne suffit pas. Voici trois techniques essentielles :
Préparation de la plateforme (« Chimie »)
L'étape cruciale consiste à niveler et à nettoyer la plateforme. Après avoir nettoyé la plateforme à l'alcool isopropylique, grattez délicatement le matériau restant avec un grattoir pour la dégraisser et la nettoyer avant l'impression. Mettez la plateforme à niveau en vous assurant que tous les angles sont à égale distance de la buse (environ l'épaisseur d'une feuille A4).
Conception de modèles (« Architecture »)
Réduisez la concentration des contraintes en optimisant la structure. Ajoutez un bord de 5 à 10 mm de large au modèle (adapté aux grandes surfaces planes), remplacez les angles droits par des chanfreins ou des congés, et orientez la surface plane de la pièce vers le bas pour réduire le retrait latéral et le gauchissement.
Environnement d'impression (« Weather Bureau »)
Contrôlez la circulation d'air et la température. Utilisez une imprimante fermée ou construisez une cabine couverte (par exemple, une boîte en carton) pour maintenir une température constante dans l'environnement d'impression. La température ambiante doit être comprise entre 25 et 30 °C. Évitez de placer l'imprimante près des fenêtres, des bouches d'aération ou d'autres endroits où la circulation d'air varie.
Le tableau ci-dessous décrit les méthodes d’évitement de la déformation multidimensionnelle :
| Dimension de défense | Mesures spécifiques | Effet | Difficulté de mise en œuvre |
| Préparation de la plateforme | Calibrer et nettoyer à l'aide d'alcool isopropylique. | Améliore l'adhérence et empêche la déformation de la première couche. | Faible |
| Conception du modèle | Ajout de bord de 5 à 10 mm, chanfrein/rayon des coins et repositionnement. | Soulage le stress et réduit la concentration de stress. | Moyen |
| Environnement d'impression | Pas de circulation d'air, espace clos et environnement à 25-30°C. | Température stable et réduction des oscillations de refroidissement. | Faible |
JS Precision Manufacturing fournit à ses clients des services d'impression de pièces ABS 3D , maximisant les solutions à partir des trois dimensions pour créer une prévention de déformation utile pour toutes les pièces.
Si vous avez besoin d'optimiser la géométrie du modèle ou d'ajuster l'environnement d'impression, JS peut vous apporter une aide professionnelle. Nos services d'impression 3D en ligne couvrent l'ensemble du processus, de la conception à l'impression, et nous sommes capables de concevoir des systèmes anti-gauchissement multidimensionnels basés sur les caractéristiques des filaments ABS.
Techniques avancées pour prévenir la déformation de l'ABS
Outre les méthodes primitives, certaines technologies avancées ont une meilleure capacité à gérer la déformation de l'ABS, en particulier dans le cadre d'une utilisation industrielle avec une demande intensive de qualité d'impression et d'efficacité.
1. Imprimantes à chambre chauffante : La chambre d'impression est dotée d'un mécanisme de chauffage intégré qui maintient une température de 60 à 80 °C, soit légèrement inférieure à la température de transition vitreuse de l'ABS. Cela facilite le refroidissement lent des pièces et réduit le gauchissement de plus de 80 % , mais le coût de l'équipement est relativement plus élevé (environ 3 000 à 10 000 $).
2. Technologie de lit chauffant actif : Il s'agit d'une conception de chauffage par zones actives qui ajuste la température en fonction de la dissipation de chaleur des différentes zones de la pièce. Par exemple, l'augmentation de la température des bords de 5 à 10 °C permet d'obtenir un refroidissement uniforme. Le prix de la machine varie de 500 à 1 500 $.
3. Logiciel de découpage par atténuation des contraintes : certains logiciels de découpage commerciaux (par exemple, Simplify3D) incluent une fonction de découpage par atténuation des contraintes qui vérifie la topologie du modèle et ajuste la vitesse et la température d'impression lorsque la vulnérabilité aux contraintes est élevée. Le prix du logiciel varie entre 100 et 500 $.
Nous comparons certaines approches particulières avec la technologie récente dans ce tableau :
| Type de technologie | Méthode spécifique | Amélioration du gauchissement | Coût (USD) | Scénarios applicables |
| Techniques conventionnelles | Chambre scellée, bord, optimisation de la première couche. | Réduire de 60% à 70% | 50-200 | Consommateurs individuels, petits projets. |
| Imprimante à chambre chauffée | Température constante 60-80°C. | Réduire de plus de 80 % | 3 000 à 10 000 | Production de masse dans l'industrie. |
| Lit chauffant actif | Chauffage zoné pour compenser les pertes de chaleur partielles. | Réduire de 75% à 85% | 500-1 500 | Pièces de taille moyenne, haute précision requise. |
| Logiciel de soulagement du stress | Analyse de structure pour contrôler la vitesse et la température. | Réduire de 65% à 75% | 100-500 | Pièces complexes. |
JS peut répondre à vos besoins de fabrication par impression 3D sur mesure de qualité industrielle. Vous souhaitez résoudre efficacement les problèmes de déformation de l'ABS ? Choisissez-nous pour une assurance qualité sans vous soucier du prix de l'impression 3D .
Test pratique de JS : De l'échec au succès – La genèse d'un prototype automobile
Contexte du projet
L'une des impressions demandées concernait la réalisation d'un prototype de grand support plat pour compartiment moteur (300 mm x 200 mm x 20 mm). La pièce devant résister à certaines conditions de température dans le compartiment moteur, ils ont utilisé du filament ABS afin de répondre aux exigences de résistance à la chaleur.
L'entreprise souhaitait initialement utiliser un moule pour fabriquer le prototype, mais le coût du moule s'élevait à 5 000 dollars et le cycle de production était de quatre semaines. Elle a donc eu recours à l'impression 3D afin de réduire les coûts et le cycle de production.
Analyse du problème
Après analyse, l’équipe d’ingénierie de JS a déterminé qu’il y avait trop de contraintes thermiques.
- L'environnement ouvert a provoqué un flux d'air dans la zone d'impression, qui a refroidi plus de 30 % plus rapidement sur les bords et les coins de la pièce par rapport au centre, ce qui a entraîné un refroidissement inégal drastique.
- Deuxièmement, la grande taille de la pièce (300 mm de long) a produit un retrait global élevé et le niveau de force d'adhérence fourni par le bâton de colle n'était pas suffisant pour gérer la contrainte induite par le retrait, ce qui a finalement conduit à une déformation.
Solution
L'équipe JS a développé une solution à quatre composants pour le problème :
- Environnement : L'imprimante a été déplacée dans un coin à l'abri du vent et un écran temporaire a été construit à l'aide de cartons et de ruban adhésif. La température de l'enceinte a été maintenue à 28 °C afin d'éviter toute interférence avec la circulation de l'air.
- Matériau : Le filament ABS absorbe facilement l'humidité atmosphérique (ce qui peut aggraver les défauts d'impression). Le groupe a séché le nouveau filament ABS dans un four à 80 °C pendant quatre heures pour éliminer l'humidité.
- Paramètres : La température de la plate-forme a été réduite de 110 °C à 105 °C (des températures supérieures à cette valeur entraîneront un rétrécissement excessif de la première couche), le ventilateur de refroidissement a été éteint (le ventilateur accélérera le refroidissement de la pièce) et la vitesse de la première couche a été réduite à 20 mm/s pour améliorer l'adhérence.
- Conception : Un bord de 8 mm de large a été incorporé à la pièce dans un logiciel de découpage pour augmenter la surface de contact entre la plate-forme et la pièce et pour améliorer la répartition des contraintes de retrait.
Résultat final
L'optimisation de la solution a nécessité l'impression pendant toute la durée de 28 heures, et aucun gauchissement n'a été observé. Après l'impression, la pièce a été laissée refroidir à température ambiante dans une chambre fermée (environ deux heures) afin d'éviter les contraintes dues au refroidissement instantané.
Une fois refroidi, le bord a pu être facilement retiré, révélant un fond plat et régulier avec des tolérances dimensionnelles de ± 0,1 mm, répondant parfaitement aux exigences d'assemblage. Ce service d'impression 3D n'a coûté que 800 $, soit une économie de 4 200 $ par rapport à la fabrication de moules, et le temps de cycle a également été réduit à 3 jours.
FAQ
Q1 : J'ai déjà appliqué de la colle, mais les bords se déforment toujours ?
La colle améliore uniquement l'adhérence entre la pièce et le plateau de fabrication, mais ne peut pas corriger la cause fondamentale du gauchissement des impressions ABS : la contrainte thermique. Une fois que la contrainte thermique dépasse l'adhérence de l'adhésif ou la résistance interne de la pièce, le gauchissement se produit de toute façon. Des mesures telles qu'un environnement d'impression fermé et le contrôle de la vitesse de refroidissement (par exemple, l'arrêt des ventilateurs) doivent être mises en œuvre pour réduire la contrainte à la source.
Q2 : Outre l’ABS, quels autres matériaux se déforment ?
Le nylon, le PC et les matériaux hautes performances comme le PEEK/PEKK sont tous plus sujets à la déformation que l'ABS. Ils nécessitent des températures d'impression et un rétrécissement thermique plus élevés, et les précautions anti-déformation de base ne suffisent pas. Une chambre d'impression thermique active est généralement nécessaire pour une impression stable.
Q3 : Je n'ai aucun problème à imprimer de petits modèles, mais les grands modèles se déforment constamment. Pourquoi ?
Plus la pièce est grande, plus la contrainte thermique accumulée lors de l'impression est importante, ainsi que la différence de température (gradient thermique) entre le bord et le centre. L'adhérence supprime les contraintes sur les petites pièces, tandis que les grandes pièces nécessitent une réduction des contraintes, par exemple en augmentant la température de la chambre d'impression et en optimisant l'orientation de la pièce.
Q4 : Comment puis-je savoir si mon filament ABS est humide ?
Vous pouvez le constater par le procédé d'impression et l'aspect du matériau : crépitement provenant de la buse, extrusion irrégulière avec formation de bulles, ou encore perte de brillance et fragilité de la surface du filament ABS. Ces signes sont typiques d'humidité ; il est donc nécessaire de le laisser sécher avant utilisation.
Résumé
Pour vaincre le gauchissement de l'ABS, il faut comprendre la science des matériaux et optimiser les paramètres du procédé. Ce n'est plus un problème frustrant, mais une opportunité de le résoudre entièrement grâce à une méthode systématique. N'oubliez pas que la maîtrise des contraintes thermiques est essentielle, et non la seule utilisation de la colle.
Que vous soyez un débutant travaillant sur votre première impression ABS ou un professionnel cherchant à imprimer de grands prototypes fonctionnels, la maîtrise de ces techniques doublera votre taux de réussite d'impression.
JS dispose d'une usine d'impression 3D sur mesure complète, du choix des matériaux et du réglage des paramètres jusqu'au produit fini imprimé. Communiquez-nous simplement les détails de votre pièce et nous vous fournirons immédiatement un devis et une solution technique pour l'impression 3D. Grâce à nos services d'impression 3D en ligne , nous fournissons des produits certifiés pour vous aider à résoudre facilement les problèmes de déformation liés à l'impression ABS.

Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. Services JS : Aucune déclaration ni garantie, expresse ou implicite, n'est fournie quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type de matériau ou la fabrication via le réseau Jusheng. Il est de la responsabilité de l'acheteur de demander un devis pour les pièces . Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe JS
JS est une entreprise leader du secteur, spécialisée dans les solutions de fabrication sur mesure. Forts de plus de 20 ans d'expérience auprès de plus de 5 000 clients, nous nous spécialisons dans l'usinage CNC de haute précision, la fabrication de tôles , l'impression 3D , le moulage par injection , l'emboutissage de métaux et d'autres services de fabrication intégrés.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à nos clients dans plus de 150 pays. Qu'il s'agisse de production en petite série ou de personnalisation à grande échelle, nous répondons à vos besoins avec une livraison rapide en 24 heures. Choisir JS Technology, c'est choisir efficacité, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.cncprotolabs.com
Ressource

