

您耐心构建的部件终于在打印机上成形了,但突然间,在您没有做任何事情的情况下,一个角开始轻微地扭曲,试图摆脱构建平台的边界。在几分钟之内,扭曲不仅会造成打印的灾难性混乱,还可能毁坏打印机的喷嘴。
这不是你的错,这是ABS材料的特性。不过别担心,在这场与热力学的战争中,我们并非束手无策。
本指南将成为您的圣经。我们将首先向您介绍翘曲的原因,然后从各个方面提出解决方案,包括参数调整和多角度预防。最后,我们将通过实际案例展示其有效性,帮助您轻松解决ABS打印翘曲问题。
核心答案总结
| 影响因素 | 主要影响因素 | 核心解决方案 | 适用范围 |
| 根本原因 | 热应力 | 温度控制+封闭环境+优化第一层参数。 | 所有 ABS 打印场景。 |
| 材料特性 | ABS具有较高的热膨胀系数和玻璃化转变温度。 | 有针对性的温度控制+封闭的构建体积。 | ABS 耐热部件的打印。 |
| 零件尺寸 | 大型部件会经历高应力积累和大的边缘到中心热梯度。 | 提高室内温度+使用8毫米宽的帽檐。 | 大型 ABS 结构部件。 |
| 物质条件 | ABS 灯丝内有水 | 在 80°C 的温度下烘干 4 小时。 | 使用前,请将 ABS 长丝内的水浇透。 |
为什么要读本指南?JS 专家的核心建议
JS 拥有多年的 3D 打印经验,已为汽车、电子和工业设备客户打印了数百个 ABS 3D 打印部件。
我们不仅熟悉各种ABS 长丝的特性,而且还为汽车客户克服了大型 ABS 结构部件的翘曲问题,并为电子客户优化了精密 ABS 部件的干燥工艺和印刷条件。
本指南基于实际项目痛点,每个技巧均已在各种场景的实际打印条件下验证。从材料预处理到环境控制,我们将指导您完成整个打印流程,让您值得信赖。
需要定制汽车模型或工业级 ABS 3D 打印部件?JS 凭借数十年的丰富经验,能够提供完善的解决方案。只需发送您的零件图纸,我们即可快速审核并提供 3D 打印报价,为您节省时间和成本。
什么是打印翘曲?ABS中的热应力
了解了本手册的有效性后,现在让我们来解答一些基本问题:什么是打印翘曲?为什么ABS容易出现这种缺陷?
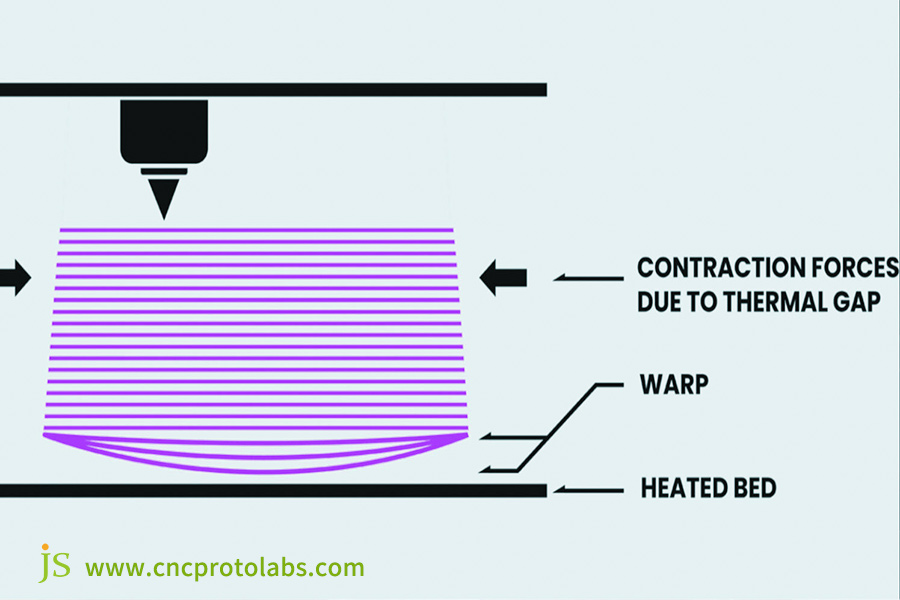
根本原因:热应力。在打印 ABS 的过程中,熔融的塑料会在打印平台上凝固并收缩。由于打印层以及部件内外的温度梯度,材料会收缩。这种局部收缩会产生热应力。当应力超过材料的固有强度时,部件就会翘曲。
简而言之,翘曲不是粘合失败,而是应力释放的结果。
为了进一步帮助您区分,我们总结了翘曲和粘合失败之间的区别:
| 特质 | 翘曲(应力释放的结果) | 粘附失败 |
| 发生地点 | 零件的边缘和角落(热量快速消散的地方)。 | 整个第一层或局部区域。 |
| 表达式 | 向上卷曲、卷曲。 | 将第一层与平台分离并重新安置。 |
| 根本原因 | 热应力大于材料自身的强度。 | 第一层附着力小于材料收缩力。 |
| 解决方案 | 减少热应力(密封、温度控制)。 | 增加粘附力(胶棒、清洁构建板)。 |
根本原因理解:ABS为何“反复无常”?
既然我们知道翘曲是由热应力引起的,那么为什么 ABS 比其他塑料更容易受到热应力的影响呢?主要原因如下:
1. 热膨胀系数高: ABS 的热膨胀系数约为 100-130 ppm/°C,而PLA(聚乳酸)的热膨胀系数低至 50-70 ppm/°C。这意味着 ABS 的体积会随着温度变化而收缩得更大,因此更容易承受应力。
2. 高玻璃化转变温度: ABS 的玻璃化转变温度约为 95-105°C。当零件温度降至此温度时,材料会从极富弹性的状态转变为玻璃态并突然收缩。冷却不均匀时,会发生突然的应力累积。
3. 易受冷却速度影响: ABS 极易受冷却速度影响。当一小部分冷却过快(例如,受风和空气影响)时,它会首先收缩并拉扯周围区域,导致翘曲。
我们将ABS 和 PLA 最重要的特性汇编到下表中,以便您更好地理解:
| 材料特性 | ABS | 解放军 |
| 热膨胀系数(ppm/°C) | 100-130 | 50-70 |
| 玻璃化转变温度(°C) | 95-105 | 55-60 |
| 构建平台温度(°C) | 90-110 | 50-60 |
| 易翘曲 | 高的 | 低的 |
| 应用 | 高强度、耐热部件(例如汽车部件) | 低强度、外观部件 |
JS 了解各种材料的性能,例如 ABS 和 PLA,并能根据您的应用推荐合适的材料。如果您需要经济实惠的 PLA 部件或耐热 ABS 3D 打印部件,我们可以通过在线 3D 打印服务及时完成您的订单。
基础:定义最佳第一层参数的大师手册
ABS 对冷却和温度敏感,因此初始化第一层是防止翘曲的重要步骤。第一层自然是部件与构建平台接口的基础,设置不当很快就会导致问题。
我们整理了一份推荐的第一层参数设置表格,其中重要的参数及其作用总结如下:
| 参数类型 | 范围推荐 | 功能 | 适用场景 |
| 平台温度 | 90-110°C | 延迟第一层的冷却并减少收缩。 | 小型机型90-100℃,大型机型105-110℃。 |
| 第一层速度 | 20-30毫米/秒 | 增强附着力并减少层间应力。 | 所有部件均采用 ABS 打印。 |
| 第一层厚度 | 0.25-0.3毫米 | 最大化接触面积并考虑构建表面粗糙度。 | 具有典型构建表面平整度的打印机。 |
| 粘合材料 | 胶棒/PEI薄膜 | 增强第一层与构建表面的粘附性。 | 胶棒不是永久性的,但 PEI 是。 |
JS 在定制 3D 打印制造中严格控制首层参数。从平台温度到所需的粘合材料,我们精心匹配 ABS 耗材的特性。只需将您的规格发送给我们,我们将逐步优化参数,以确保提供高质量的部件。

全方位保护:多维防扭曲技术
第一层做好后,需要构建多维度的“防御体系”。ABS翘曲的原因多种多样,仅依靠第一层的配置是不够的。以下从三个角度介绍关键技术:
平台准备(“化学”)
关键步骤是确保平台平整并清洁。打印前,用异丙醇清洁平台,去除油污并清洁干净,然后用刮刀轻轻刮去平台剩余的材料。将平台调平,确保所有角与喷嘴的距离相等(大约与A4纸的厚度相同)。
模型设计(“架构”)
通过优化结构来减少应力集中。在模型上添加5-10毫米宽的边缘(适用于大面积平坦区域),用倒角或圆角代替直角,并将零件宽平面向下放置,以减少横向收缩和翘曲。
印刷环境(“气象局”)
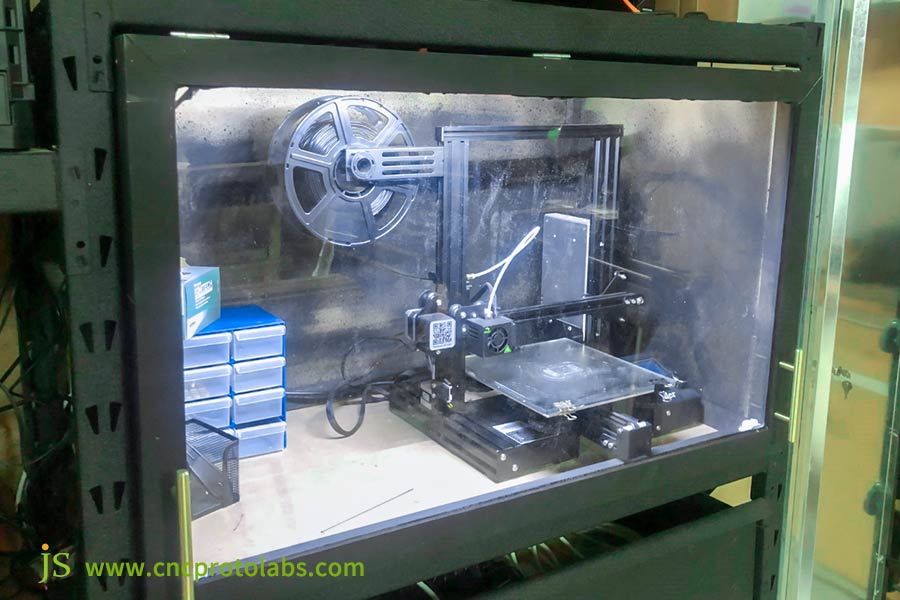
控制气流和温度。使用封闭式打印机或搭建一个封闭的舱室(例如纸箱),以保持打印环境温度恒定。环境温度应保持在 25-30°C 之间。避免将打印机放置在靠近窗户、空调出风口或其他气流温差较大的位置。
下表描述了多维扭曲避免方法:
| 防御维度 | 具体措施 | 影响 | 实施难度 |
| 平台准备 | 用异丙醇校准水平并清洁。 | 增强附着力并防止第一层翘曲。 | 低的 |
| 模型设计 | 添加 5-10 毫米边缘、倒角/半径角并重新定位。 | 缓解压力,减少应力集中。 | 中等的 |
| 打印环境 | 无气流、封闭区域和 25-30°C 环境。 | 稳定温度并减少冷却波动。 | 低的 |
JS Precision Manufacturing 为客户提供 ABS 3D 打印零件服务,从三维角度最大限度地提供解决方案,为所有零件创造有用的翘曲预防。
如果需要优化模型几何形状或调整打印环境,JS 可以提供专业的帮助。我们的在线 3D 打印服务涵盖从设计到打印的整个流程,并能够根据 ABS 耗材的特性设计多维度的防翘曲系统。
防止ABS翘曲的先进技术
除了原始方法外,一些先进技术能够更好地处理 ABS 翘曲,特别是在对打印质量和效率要求严格的工业用途中。
1. 加热腔打印机:打印腔内置加热装置,可将温度保持在 60-80°C,略低于 ABS 的玻璃化转变温度。它有助于部件缓慢冷却,并将翘曲度降低 80% 以上,尽管设备成本相对较高(约 3,000-10,000 美元)。
2. 主动加热床技术:这是一种主动分区加热设计,可根据零件不同区域的散热情况改变温度。例如,将边缘温度提高 5-10°C,从而实现均匀的冷却速率。该设备的价格在 500-1,500 美元之间。
3. 应力释放切片软件:一些商业切片软件(例如 Simplify3D)包含应力释放功能,可以检查模型拓扑结构,并在应力敏感度较高的区域调整打印速度和温度。该软件的价格在 100 至 500 美元之间不等。
我们在下表中比较了一些特定方法与最新技术:
| 技术类型 | 具体方法 | 翘曲改善 | 费用(美元) | 适用场景 |
| 传统技术 | 密封腔、边缘、第一层优化。 | 减少60%-70% | 50-200 | 个人消费者、小型项目。 |
| 加热室打印机 | 恒温60-80°C。 | 减少80%以上 | 3,000-10,000 | 工业化批量生产。 |
| 主动加热床 | 分区供暖以抵消部分热量损失。 | 减少75%-85% | 500-1,500 | 中型零件,精度要求高。 |
| 压力缓解软件 | 结构分析来控制速度和温度。 | 减少65%-75% | 100-500 | 复杂零件。 |
JS 可提供工业级定制 3D 打印制造服务。您想成功解决 ABS 翘曲问题吗?选择我们,品质保证,无需担心3D 打印价格。
JS 的实践评测:从失败到成功——汽车原型的起源
项目背景
他们要求打印的零件之一是制作一个大型扁平的发动机舱原型支架(300毫米 x 200毫米 x 20毫米)。该部件必须承受发动机舱内的特定温度条件,因此他们使用了ABS线材来满足耐热要求。
该公司最初想用模具制作原型,但模具成本高达5000美元,生产周期长达四周,因此他们采用了3D打印技术,以降低成本并缩短生产周期。
问题分析
经过分析,JS工程团队确定是热应力过大。
- 开放的环境导致打印区域出现气流,与中心区域相比,打印件边缘和角落的冷却速度要快 30% 以上,从而导致冷却严重不均匀。
- 其次,由于部件尺寸较大(300mm长),导致整体收缩较大,而胶棒提供的粘合强度不足以承受收缩引起的应力,最终导致翘曲。
解决方案
JS 团队针对该问题制定了一个由四个部分组成的解决方案:
- 环境:将打印机移至防风角落,并用纸箱和胶带搭建临时遮挡物。为防止气流干扰,机柜温度恒定保持在28°C 。
- 材料: ABS 耗材易吸收空气中的湿气(这可能会加剧打印缺陷)。研究小组将新的 ABS 耗材放入烤箱,在 80°C 的温度下烘干 4 小时,以去除湿气。
- 参数:将平台温度从110℃降低到105℃ (高于此温度将导致第一层收缩过度),关闭冷却风扇(风扇将加速零件冷却),并将第一层速度降低到20mm/s,以提高附着力。
- 设计:在切片软件中,在零件上加入了8毫米宽的边缘,以增加平台和零件之间的接触表面积,并改善收缩应力的分布。
最终结果
方案优化耗时28小时,打印过程中未观察到翘曲现象。打印完成后,将部件置于封闭的腔室中,在自然条件下冷却至室温(约两小时),以避免因快速冷却而产生应力。
冷却后,帽檐可以轻松取下,露出平整的底部,尺寸公差可达±0.1毫米,完全满足装配要求。这项3D打印服务仅需800美元,相比模具制造节省了4200美元,周期也缩短至3天。
常见问题解答
问题 1:我已经涂上胶水,但边缘仍然翘曲?
胶水只能增强部件与打印平台之间的粘合力,却无法修复 ABS 打印件翘曲的根本原因——热应力。当热应力超过粘合剂的附着力或部件的内部强度时,翘曲仍然会发生。您需要采取诸如封闭的打印环境和控制冷却速度(例如关闭风扇)等措施,从根本上减少应力。
问题2:除了ABS,还有哪些材料会变形?
尼龙、PC 以及 PEEK/PEKK 等高性能材料都比 ABS 更容易翘曲。它们需要更高的打印温度和更大的热收缩率,而基本的防翘曲措施往往不够。通常需要一个主动加热打印腔才能实现稳定的打印。
问题3:我打印小模型没有问题,但打印大模型时总是变形。为什么?
部件越大,打印过程中累积的热应力就越大,边缘和中心之间的温差(热梯度)也越大。粘合可以抑制小部件中的应力,但大部件则需要降低应力,例如提高打印室温度并优化部件的方向。
问题 4:如何判断我的 ABS 灯丝是否潮湿?
您可以通过打印过程和材料外观来判断:喷嘴发出噼啪声、挤出不均匀并出现气泡,或者 ABS 耗材表面失去光泽且变脆。这些都是典型的潮湿迹象,需要先将其干燥后再使用。
概括
解决 ABS 翘曲问题需要从理解材料科学到优化工艺参数的整个过程。这不再是一个令人困扰的问题,而是一个可以用系统性方法彻底解决的机会。请记住,热应力控制才是关键,而不能仅仅依靠胶水。
无论您是第一次进行 ABS 打印的初学者,还是希望打印大型功能原型的专业人士,掌握这些技术都会使您的打印成功率翻倍。
JS 拥有完善的定制 3D 打印制造设施,从材料选择、参数调整到打印成品,一应俱全。只需提供您的部件详细信息,我们将立即为您提供 3D 打印的价格和技术解决方案。通过在线 3D 打印服务,我们高效地提供经过认证的产品,帮助您轻松解决 ABS 打印中的翘曲问题。

免责声明
本页内容仅供参考。JS服务不就信息的准确性、完整性或有效性提供任何明示或暗示的陈述或保证。不应推断第三方供应商或制造商将通过巨盛网络提供性能参数、几何公差、具体设计特性、材料质量和类型或工艺。买方应自行承担责任。索取零件报价明确这些部分的具体要求。请联系我们了解更多信息。
JS团队
JS是一家专注于定制制造解决方案的行业领先公司。我们拥有超过20年的经验,服务超过5,000家客户,专注于高精度CNC加工、钣金制造、 3D打印、注塑成型、金属冲压等一站式制造服务。
我们的工厂配备了超过100台先进的五轴加工中心,并通过了ISO 9001:2015认证。我们为全球150多个国家的客户提供快速、高效、高品质的制造解决方案。无论是小批量生产还是大规模定制,我们都能以最快的速度在24小时内交付,满足您的需求。选择JS科技,就意味着选择高效、品质和专业。
要了解更多信息,请访问我们的网站: www.cncprotolabs.com
资源

