

The phone holder you carefully printed with PLA was left in the car for a day in the summer, and when you came back, it was soft and deformed. The landing gear of the drone you made broke into several pieces after a hard landing. This is really not a design problem, but the wrong material selection, andyou hit the limit of PLA.
Such problems bring us back to a core reality: When the printed parts need to really work, withstand the environment or pressure, the choice of materials is crucial.PET filament(plastic like the one used in beverage bottles) has always been popular because it is cheap, easy to process, and easy to recycle. But to be honest, its recycling rate is not ideal, and a large amount of waste PET puts a lot of pressure on the environment, especially the ocean.
This makes us have to seriously consider alternatives like PLA.The biggest highlight of PLA is environmental protection:it is mainly derived from plant materials such as corn starch, can be naturally decomposed relatively quickly under certain conditions, and has lower overall carbon emissions. It sounds ideal, but the material is not enough to be environmentally friendly, it must also be useful and reliable.
So, we have to understand the difference between PLA and PET filament. In simple terms:
- PLA:Has obvious environmental advantages (easy to decompose, low carbon), and its basic strength can meet many packaging and printing needs, but it is afraid of heat and not impact-resistant.
- PET filament:Strong, heat-resistant, and has a more mature recycling system, but it puts greater pressure on the environment (pollution due to insufficient recycling).
Which filament to choose?The key is to see what your print is for. Is environmental protection a priority, or does it require strength, durability, and high temperature resistance? Only by thinking this through can you make your prints both easy to use and more environmentally responsible.
Core Answer Summary:
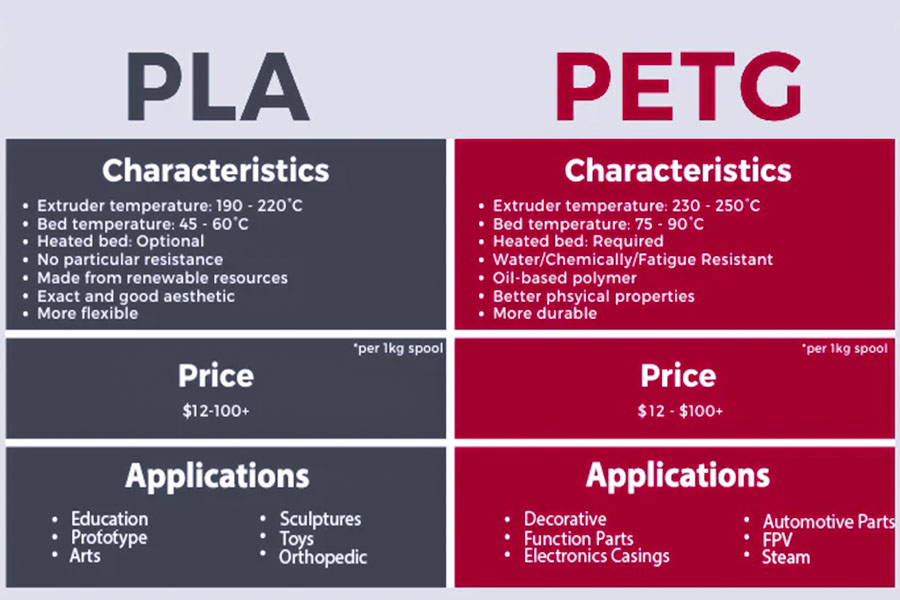
| Features | PLA (Polylactic Acid) | PETG (ethylene glycol modified polyethylene terephthalate) |
| Core positioning | Easy to print, high hardness, conceptual model. | Durable, impact resistant, functional prototype. |
| Strength and toughness | High hardness, but brittle (like glass). | High toughness and impact resistance (like hard rubber). |
| Heat resistance | Low (softening starts at around 60 °C). | Higher (softening starts at around 80 ° C). |
| Printing difficulty | Very simple, not easily warped. | Medium, easy to draw, sensitive to settings. |
| Typical applications | Desktop ornaments, visual prototypes, non load bearing parts. | Mechanical brackets, drone components, buckle structures. |
This article will answer your questions:
- This guide will directly explain the differences between PLA and PETG at the molecular level.
- We will use a real drone landing gear design as an example to let you see with your own eyes how big the performance difference between these two materials is in the drop test.
- Finally, we will answer the most common questions you encounter when choosing materials and help you choose the most suitable material for3D printing parts.
Why Should You Trust This Guide? JS's View On Material Science
At JS, we print parts for different needs every day: from consumer product shells that focus on appearance to industrial fixtures that must withstand harsh environments. We deeply understand that the core value of3D printing lies not only in molding, but also in performance.If you choose the wrong material, your prototype is likely to be scrapped in the first test, wasting time and money. This is a problem we have experienced and continue to solve.
Our material library is full of dozens of engineering plastics such as PLA, PETG, ABS, nylon, carbon fiber composites, etc. We know very well when it is appropriate to usePLA materialsfor display models and when you must rely on the toughness and impact resistance of PET filament to ensure the function of the parts. This judgment comes from the valuable experience we have accumulated from making thousands of 3D printing parts for automotive, medical equipment, and robotics companies.
This allows us to accurately judge when to use the rigidity and ease of printing of PLA to make display models, and when to rely on the toughness and impact resistance of PET filament to ensure the function of the parts. This judgment comes from the practical accumulation of our successful delivery of thousands of functional prototypes and end-use parts for industries such as automotive, medical, and robotics.
"Professor Mike Ashby, an authority in the field of material selection, emphasized that material selection is not the finishing touch of design, but the cornerstone of the design process itself."
This book is an overview of these hands-on experiences, just to spare you the detours we have taken.
Detailed Analysis: The "Character" Difference Between The Two Polyesters
I prefer to say in the lab: It is as different as hard candy and soft candy. PLA is hard enough but rather brittle, and you can shatter it quite easily when you are applying large forces to it, like a rock candy.PETGis another molecule and is much more deformation-resistant. You may not break it when you bend it roughly. It is actually like a chewy candy.This basic difference is something you should highlightwhen you are choosing the materials.
PLA (polylactic acid): Sharp and clear, but timid in front of heat and impacts
(1) Hard and clear:
One of the things I like most about PLA is that it is hard once printed. The boundaries of theprinted modelare clear, and the details are very gorgeous, like they have been carefully excavated. It is very well-adapted to objects which require exquisite looks.
(2) Limitations: evident brittleness and poorer heat resistance
- Its hardness is paid for in that it is very brittle. This may be quite apparent during the test. Confronted with a sudden impact or bending it rigidly, it will not deform and absorb but instead "click" and break, much the same as glass.
- Another huge problem is that it is shy of heat. This is its weakness. Once the temperature is above 60°C (such as being left in a car on a hot summer's day), it clearly softens and deforms, and the structure collapses, which is its biggest application limitation.
(3) Beginner-friendly:
In terms of print experience, PLA is definitely a "worry-free option". It shrinks the least, warps barely at all, has minimal heating needs for the print platform, is relatively forgiving of tweaking parameters, and enjoys an extremely high percentage of printing success, which is perfect for beginners to acclimate.
When do I usually use it?When you want to print a purelydisplay model(prototype, artwork, ornaments), or when the parts do not need to be impact-resistant, bend-resistant, or temperature-resistant, PLA is a good choice. It is the right choice for beginners who are trying for the first time or pursuing the highest printing success rate.
PETG (ethylene glycol-modified PET): strong and durable, all-rounder
(1) Strong and durable:
What impressed me most about PETG is its toughness and impact resistance.It is not easy to break,and its resistance to falling and bending is far better than PLA. When it is impacted, it will first bend to absorb energy instead of breaking directly, which makes the parts made from it more resistant to falling and more durable.
(2) Printing requires a little patience:
PETG takes more time to print than PLA. It is more sensitive to parameters such as printing temperature and cooling speed, and its glass transition temperature (Tg ~80°C) is significantly higher than that of PLA. We often encounter it on the production line, which is easy to "draw" and requires careful debugging to produce asmooth surface.
JS recommended application scenarios:
When you need the parts to really "work", the advantages of PETG come out. For example, mechanical brackets, protective shells, structural parts that require snap-fit, drone parts, or any occasions that may encounter impact, bending, vibration or slightly higher temperatures,PETG is usually a more reliable choice.
PLA vs PETG core feature comparison summary (JS actual test experience)
| Characteristic | PLA | PETG |
| Rigidity/Hardness | Very high (with sharp contours). | Medium. |
| Resilience/Impact Resistance | Low (brittle). | Very high (impact resistance). |
| Heat resistance | Low (~60 °C). | Higher (~80 °C). |
| Chemical resistance | General. | Good. |
| Printing difficulty | Very easy (beginner friendly). | Medium (requires parameter adjustment). |
| Easy to warp | Very low. | Low. |
| Typical applications | Display models, artworks, and ornaments. | Functional components, shells, load-bearing components. |
"The only important aspect of choosing PLA or PETG is application requirements. PLA is applied to static display models and general use at the entry level. PETG is now JS's number one choice for real-world use. In JS's practice, it is most essential in material choice to define whether the parts have to be "looked" or "done". If you are not sure of some application conditions, you can consult JS technical support."
Real Case Study: Designing Landing Gear For Racing Drones
I have to encounter customers' confusion when it comes to selecting materials very often. What follows is a very typical real case. Let me show you how we utilizecustom 3D printingmanufacturing to solve a problem of difficult landing gear.
Case: The ultimate balance between lightweight and impact resistance
One of our clients came to us with his performanceracing drone. The main requirement is: to design an ultra-light landing gear set that can safely house the expensive flight control core and camera components from the inevitable hard landing after high-speed flight. He prefers to test and optimize the design as soon as possible using 3D printing.

First iteration: PLA shortcomings are uncovered
Process:The customer liked PLA material to print the initial version of the design. The final product appears great, with accurate dimensions and very light weight, fully according to his expectation of "lightweight".
Results:In the simulation of 1-meter high hard landing test, the result was not as expected. The PLA landing gear exhibited nearly zero bending and buffering but suffered brittle fracture at the root connection, with debris scattering. This means that PLA has extremely poor energy-absorbing performance when subjected to sudden impact loads and fails totally.
JS's solution: PETG's "toughness" wins
Process:We and the customer carefully analyzed the reasons for the failure and agreed that there was no problem with the design itself, butthe key was the wrong material selection.We suggested that he keep the original design but change the printing material to PETG. On ourindustrial-grade printer, we carefully adjusted parameters such as temperature and speed to ensure that each layer of plastic is particularly firmly bonded (strong interlayer bonding), which is the basis of toughness.
Results & Technical Advantages:
(1) Impact absorption is king:
In the same 1-meter high hard landing test, the performance of the PETG landing gear is completely different! It can be bent and deformed significantly at the moment of impact, and it is this deformation process that absorbs most of the energy generated by the impact. Although there were some whitish stress marks near the impact point (a sign of material stretching),the key point is that it didn't break!The body and camera were intact.
(2)Durability verification:
The customer was worried and did several hard landing tests in a row. As a result, the PETG landing gear was still strong, but the deformation was more obvious, proving its excellent ability to resist repeated impacts (good fatigue resistance).
(3) Verification of design feasibility:
This success completely reassured the customer thathis landing gear design idea was correct,and the previous problem was purely due to the wrong material selection. He can take this set of PETG landing gear and use it in the competition with confidence.
Key performance comparison: PLA vs. PETG
| Performance index | PLA (typical value) | PETG (Typical Value - Optimized Printing) | Engineering significance |
| Impact strength (Izod, J/m) | ~15 - 30 | ~60 - 100+ | The ability of PETG to absorb impact energy is several times that of PLA. |
| Tensile elongation at break (%) | < 6% | > 50% | PETG can significantly stretch and deform without breaking, providing a buffering stroke. |
| Elastic modulus (GPa) | ~3.0 - 3.5 | ~2.0 - 2.4 | PETG has slightly lower rigidity and is more prone to bending and energy absorption rather than hard fracture resistance. |
| Failure mode | Fracture | Resilient deformation+ductile yielding. | PETG has a warning (deformation) before failure, which provides higher safety. |
| Interlayer bonding strength | Medium, easily affected by printing parameters. | High, significantly improved after optimization. | Strong interlayer bonding is a key guarantee for the overall structural toughness. |
"Core experience: This case taught us a lesson: PLA is suitable for display parts, while PETG is a practical tool. As long as the parts are subject to force, bend, and need to resist impact, PETG is definitely a much stronger choice than PLA. Using good materials, using good machines, and adjusting parameters are the value of JS in engineering-levelrapid prototypingand custom 3D printing manufacturing, which is fundamentally different from amateur printing."
FAQ - Your Last Question About PLA And PETG
The problem of PETG printing wire drawing is very annoying, how to solve it?
Dealing with PETG wire drawing is a common task for our engineers. This is mainly because it has a high viscosity in the high-temperature molten state, which easily forms filaments when the nozzle moves.My solution focuses on three points:
- The material must be completely dry:PETG is particularly afraid of moisture. Before printing, I usually bake the material at about 65°C for 4 to 6 hours to dry it thoroughly. It should also be stored in a sealed box with desiccant.
- The retraction must be adjusted to the right place:This is very critical. I will appropriately increase the nozzle retraction distance in the slicing software (for example, try to adjust it to about 5mm), and at the same time increase the retraction speed a little bit, so that the molten filament can be retracted neatly.
- Don't set the temperature too high:The higher the temperature, the easier it is for the material to draw. I suggest that you try to use a lower printing temperature while ensuring the interlayer bonding strength. First reduce it by 5-10 degrees to try the effect.
Grasping the three corelinks of drying, retraction and temperaturecan effectively control the drawing problem of PETG.
How does PETG compare to ABS?
In the actual application and testing of JS,we believe that PETG fills the gap between PLA and ABS very well:
- Ease of use:PETG is much easier to print than ABS. It has almost no obvious odor, almost no warping during printing, and does not require a closed printing chamber or strict control of ambient temperature like ABS. In this respect, it is more like PLA.
- Heat resistance:The biggest advantage of ABS is its higher heat resistance (the heat deformation temperature can usually reach about 105°C). Although PETG's heat resistance (about 80-85°C) is better than PLA, it is still not as good as ABS. If your parts need to withstand higher temperatures,ABS is still the first choice.
- Post-processing and strength:ABS can be polished with acetone to obtain a smooth surface, but PETG cannot. ABS is sometimes slightly better in pure impact toughness. But PETG itself has good toughness, impact resistance and chemical resistance, which is enough for most functional parts.
Summary of choice:If you need performance close to ABS (such as strength and toughness) but don't want to deal with the trouble of ABS printing (smell, warping), PETG is a very good functional material alternative. Unless there is a hard requirement for heat resistance,PETG is usually more practical.Although PLA is the easiest to print, its strength, heat resistance and weather resistance are usually the lowest.
I heard that PETG is not environmentally friendly. Is it true?
Regarding the environmental protection of PETG, I think this way:
- PLA's raw materials mainly come from renewable resources such as corn starch, which can be degraded under specific industrial composting conditions.This is its environmental advantage.
- PETG is a petroleum-based plastic, and it is not as "green" as PLA in terms of raw material sources. But the key point is that PETG and our common beverage bottles are the same type of material (PET type), andit is 100% recyclable.
So, although PLA performs better in raw materials and biodegradability, PETG can also achieve resource recycling and reduce environmental burden through an effective recycling system. Its environmental value is mainly reflected in recyclability.
Summary
In short, switching from PLA to PETG means that your3D printing projecthas completed a key upgrade. From making models, to making truly usable parts. Understanding the differences in the characteristics of these two materials is the core of unlocking your design potential. The strength, toughness and weather resistance brought by PETG allow prints to break through the limitations of models and take on the heavy responsibility of functional prototypes,customized toolsand even end-use parts.
When your design requires these more reliable performance, the JS team is your solid backing.We do more than just print PLA and PETG:
- Extensive material library:We are proficient in dozens of engineering-grade materials, from nylon to PC, from flexible materials to specialty composites. We are likely to have the corresponding material solution for the performance you need.
- Powerful equipment:Industrial-grade printing equipment is not just for show, they can perfectly handle these high-performance materials to ensure that complex designs and stringent requirements can be accurately implemented.
- Professional support:Not sure which material is best for your project? Our team of engineers will help you choose the best solution based on your specific needs.
Want to turn your ideas into more durable and reliable real parts?
Upload your design files to our online3D printing servicesnow! You will get a clear3D printing pricein real time, and our engineers will also contact you to discuss the material solution that best achieves your design goals. Leave the performance requirements to us, and you can focus on innovation!

Disclaimer
The contents of this page are for informational purposes only.JS seriesThere are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the Longsheng Network. It's the buyer's responsibilityRequire parts quotationIdentify specific requirements for these sections.Please contact us for more information.
JS Team
JS is an industry-leading companyFocus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. chooseJS TechnologyThis means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

