Контроль глубины проплавления лазерной сварки: полное руководство | JS Точность
Написал
JS Точность
Опубликовано
Sep 02 2025
Сварка
Следуйте за нами
Лазерная сварка — один из основных процессов в точном производстве, однако ее нестабильная глубина провара часто приводит к недостаточной прочности деталей из листового металла, раннему выходу изделий из строя, частым жалобам клиентов и высокой стоимости доработок.
Только представьте себе, что критический компонент ломается во время испытаний из-за плохого контроля глубины проникновения, что приводит к задержкам в реализации проекта и потерям, достигающим тысяч долларов. В точном производстве мы твердо убеждены, что глубина проникновения - это не одно фиксированное значение, а критическая переменная процесса, требующая точного контроля. Главное – «контроль».
В приведенном ниже пошаговом руководстве показано, как JS Precision обеспечивает превосходный контроль глубины проникновения для клиентов по всему миру. Это гарантирует, что ваши проекты будут продвигаться вперед с нулевым риском.
Сварка с глубоким проникновением: глубина провара порядка миллиметра.
Выберите режим сварки исходя из толщины заготовки (тонкая/толстая).
Влияющие факторы
Мощность лазера/Скорость сварки/Качество луча.
Мощность 1000 Вт подается на медь толщиной 0,8 мм: глубина проникновения 0,5-0,7 мм.
Избегайте прожогов/разбрызгивания и точно контролируйте глубину проникновения.
Метод оптимизации
Эксперимент DoE / Синий лазер.
Эксперимент DoE экономит время на 40 %. Синий лазер (BPP < 0,9).
Постоянная глубина проникновения (±0,05 мм), повышение эффективности на 40 %.
Обслуживание и калибровка
Ежедневная чистка/еженедельная калибровка.
Изменение мощности лазера ≤ ±5 %, очищайте линзы ежедневно.
Регулируйте изменение глубины проникновения до уровня ≤ ±5 %, сокращая количество доработок.
Основные выводы: ваше краткое руководство
Прежде чем вы углубитесь в это руководство, мы выделили следующие ключевые моменты, которые помогут вам быстро понять, чего ожидать в области контроля глубины проплавления лазерной сварки и какую пользу может принести JS Precision:
1. Глубина плавления — это управляемая ключевая переменная, а не фиксированное значение. Точно контролируя такие параметры, как мощность лазера и скорость сварки, вы можете настраивать характеристики сварки для различных деталей из листового металла, как эксперт, чтобы найти наилучший баланс между прочностью, внешним видом и стоимостью, избегая таких дефектов, как недостаточная прочность или прожог.
2. Преодоление материалов с высокой отражающей способностью – это проявление профессиональных способностей: при решении проблем, связанных с такими материалами, как медь и алюминий, простое увеличение мощности часто приводит к обратным результатам. Являясь передовой компанией, занимающейся прецизионной лазерной сваркой, мы предлагаем новейшие технологии, такие как синие лазеры, которые позволяют значительно улучшить поглощение энергии и создать надежные индивидуальные решения для лазерной сварки этих материалов.
3. Постоянство глубины проникновения (± 0,05 мм) является основным показателем качества: оно напрямую влияет на выход продукта, срок службы и общую стоимость. Высококачественный поставщик лазерной сварки, такой как JS Precision, обеспечивает непревзойденную стабильность процесса и тем самым снижает общие производственные затраты.
4. Самый эффективный контроль начинается с профессиональной консультации: конечная цель теоретических знаний — успешная доставка вашей продукции. Действуйте сейчас и получите индивидуальное предложение на услуги лазерной сварки. Используя чертежи и требования к вашей заготовке, наши специалисты предложат вам наиболее экономически эффективное решение.
Почему стоит верить этому руководству? Раскрытие лучших практик команды JS Precision
За более чем 15 лет практики лазерной сварки мы накопили базу данных параметров процесса, охватывающую 12 отраслей и более 300 различных комбинаций материалов. Это означает, что требования вашего проекта, скорее всего, будут соответствовать нашим знакомым решениям.
Как опытная компания по прецизионной лазерной сварке, мы предоставили индивидуальные решения для лазерной сварки клиентам из аэрокосмической отрасли, успешно увеличив точность контроля проплавления до ± 0,02 мм и снизив объем доработок на 30 %. Согласно стандарту ISO 13919-1 Международной организации по стандартизации, наш процесс соответствует требованиям высококачественной сварки.
Мы также нашли эффективные решения более чем 30 сложных вопросов. Например, в проекте, предоставленном производителям медицинского оборудования, мы оптимизировали параметры, чтобы контролировать изменение глубины плавления в пределах ± 0,05 мм, что помогло клиентам снизить стоимость изготовления листового металла на 15 %.
Это руководство является результатом объединения оперативных данных, отзывов клиентов и отраслевых знаний, подкрепленных реальными проектами. Это руководство является надежным справочником как для потребителя, занимающегося изготовлением листового металла в режиме онлайн, ищущего пилотную небольшую партию, так и для крупномасштабного производителя изделий из листового металла по индивидуальному заказу.
<блок-цитата>
Загрузите наш Справочник по успехам компаний, специализирующихся на прецизионной лазерной сварке, и узнайте, как повысить выход продукции за счет точного контроля.
За пределами поверхности: выявление глубины проникновения лазерной сварки
Сначала нам нужно определить простое определение глубины проплавления лазерной сварки:
Это расстояние по вертикали между поверхностью заготовки и самым глубоким положением, в котором образуется образовавшаяся лужа расплавленного металла после попадания лазерного луча на заготовку. Это расстояние напрямую определяет, может ли сварной шов соответствовать требованиям, предъявляемым к деталям из листового металла.
Эта глубина провара зависит главным образом от двух основных режимов сварки, которые сильно различаются по способности провара и применимости использования.
Выбор правильного режима – первое и самое важное решение при контроле глубины проникновения. В соответствии со стандартом Американского общества сварщиков C7.3, режим следует выбирать в зависимости от толщины заготовки и сценария применения.
Сравнение двух режимов лазерной сварки:
<тело>
Размеры сравнения
Теплопроводная сварка
Сварка с глубоким проплавлением
Глубина проникновения
Неглубокий, обычно ≤1 мм.
Глубина, от нескольких до десятков миллиметров.
Применение энергии
Энергия лазера действует только на поверхность и распространяется внутрь за счет теплопроводности.
Высокая концентрация плотности энергии образует «замочную скважину», обеспечивающую прямое проникновение в более глубокие слои.
Характеристики сварного шва
Неглубокий и широкий с гладкой поверхностью.
Узкий и глубокий, с высоким соотношением сторон.
Применимые приложения
Тонкостенные детали из листового металла (например, детали из нержавеющей стали толщиной 0,3–0,8 мм).
Толстолистовые детали конструкции (например, детали из углеродистой стали толщиной 2–10 мм, аккумуляторные модули).
Репрезентативные приложения
Герметизация медицинских изделий из листового металла сваркой.
Соединения шасси из листового металла для транспортных средств на новых источниках энергии.
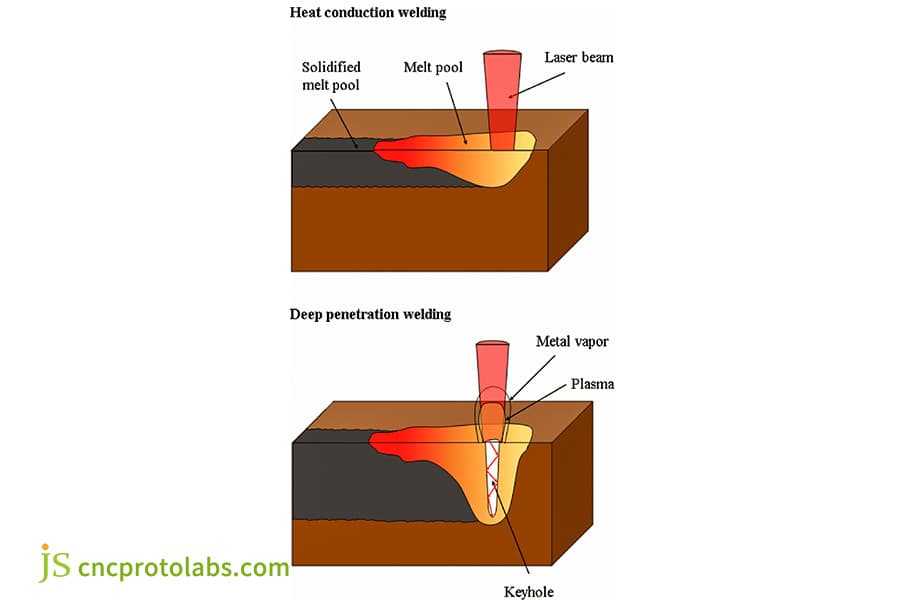
Рис. 1. Существует два режима лазерной сварки: теплопроводная сварка образует неглубокую ванну расплава, а при сварке с глубоким проплавлением образуются замочные скважины и плазма, проникающая глубже.
Почему «глубина» так важна? Больше, чем просто сила
Глубина лазерной сварки оказывает большее влияние, чем просто прочность сварного шва, она сразу же влияет на производительность, безопасность и стоимость заготовки. Это определяется тремя важными факторами:
Определение структурной безопасности
Для несущих деталей из листового металла (например, разъемов автомобильного шасси) недостаточная глубина сварного шва может создать 'слабое место' в сварном шве, которое имеет тенденцию к растрескиванию при длительной вибрации. При использовании теплопроводной сварки с неглубоким проплавлением на тяжелых листовых деталях (например, 5-миллиметровой углеродистой стали) сварной шов не проникает в заготовку и очень подвержен разрушению во время использования.
Влияние на функциональное соответствие
Детали из листового металла из разных отраслей имеют разные требования к глубине: Медные шины для новых энергетических батарей требуют глубины проникновения ≥0,6 мм, в противном случае произойдет перегрев из-за высокого сопротивления, а неравномерная глубина проникновения в транспортные трубы для жидкостей может вызвать утечку, что противоречит стандартам пищевой и медицинской промышленности.
Контроль производственных затрат
Недостаточная глубина проникновения может увеличить стоимость изготовления листового металла: слишком большая потребляемая мощность тонкостенных компонентов может быстро привести к прожогу (коэффициент брака составляет 10 % и более), доработка толстых пластинчатых компонентов приводит к напрасным трудозатратам, что увеличивает себестоимость единицы продукции на 30 %.
В правильной глубине заключен секрет баланса между качеством лазерной сварки и стоимостью.
<блок-цитата>
Желаете снизитьуменьшить производство листового металлацену без ущерба для глубины сварки? JS найдет баланс между стоимостью и качеством. Прозрачные процессыи оптимизированное производство обеспечивают полный контроль от передачи информации до доставки.
Достижение «глубины»: пять ключевых факторов, влияющих на глубину проникновения
Чтобы точно управлять глубиной проплавления при лазерной сварке, необходимо хорошо понимать следующие пять фундаментальных факторов.
Мощность лазера
<ул>
Фундаментальная корреляция: При неизменных других параметрах большая мощность приводит к более глубокому проникновению. Однако выход за пределы критического значения может привести к большему прожогу и разбрызгиванию.
Практическое руководство: Различные мощности связаны с определенным диапазоном глубины проникновения меди. Соответствующую мощность необходимо выбирать в зависимости от толщины материала.
Глубина проникновения меди при различной мощности лазера (скорость сварки 1 м/мин, качество луча BPP = 1,0)
<тело>
Мощность лазера (Вт)
Толщина меди (мм)
Глубина проникновения (мм)
Приложения
500
0,5
0,3–0,4
Изготовительные детали из тонкостенных деталей из листового металла.
1000
0,8
0,5–0,7
Медные шины аккумуляторной батареи.
2000
2.0
1,2–1,5
Конструктивные элементы из толстого листового металла.
3000
3.0
2.0–2.3
Соединители листового металла для тяжелого машиностроения.
Скорость сварки
<ул>
Основная связь: Отрицательно связана с глубиной проникновения — более высокие скорости связаны с меньшим энергопотреблением и меньшей глубиной проникновения, более низкие скорости могут легко прожечь и увеличить стоимость изготовления листового металла.
Совет. Пробная сварка небольшими партиями в процессе производства необходима для определения оптимального сочетания мощности и скорости.
Качество луча
<ул>
Критерии измерения: Протестировано со значением проникновения луча (BPP). Чем меньше BPP, тем больше энергии будет сконцентрировано и тем глубже проникновение.
Практическая полезность: При сварке меди синий лазер с BPP <0,9 может обеспечить увеличение глубины проникновения более чем на 30 % по сравнению с инфракрасным лазером с BPP 1,5 при меньшем разбрызгивании. Когда JS Precision обрабатывает детали из листового металла с высоким спросом, предпочтительнее использовать оборудование с низким BPP.
Свойства материала
<ул>
Ключевые факторы: Чем выше отражательная способность и теплопроводность материала, тем труднее улучшить глубину проникновения (например, медь имеет коэффициент отражения инфракрасного лазера >95 % и теплопроводность 401 Вт/(м·К), ее труднее всего сваривать).
Стратегия адаптации: Синие лазеры используются для обработки медных заготовок. Алюминиевые сплавы требуют регулировки мощности и скорости для минимизации рассеивания тепла.
Защитный газ
<ул>
Функции и выбор: Чтобы предотвратить окисление сварочной ванны и стабилизировать замочную скважину, аргон (приблизительно 1,50 доллара США/м³) подходит для средних и низких уровней мощности, а гелий (приблизительно 8 долларов США/м³) может увеличить глубину провара на 15 %.
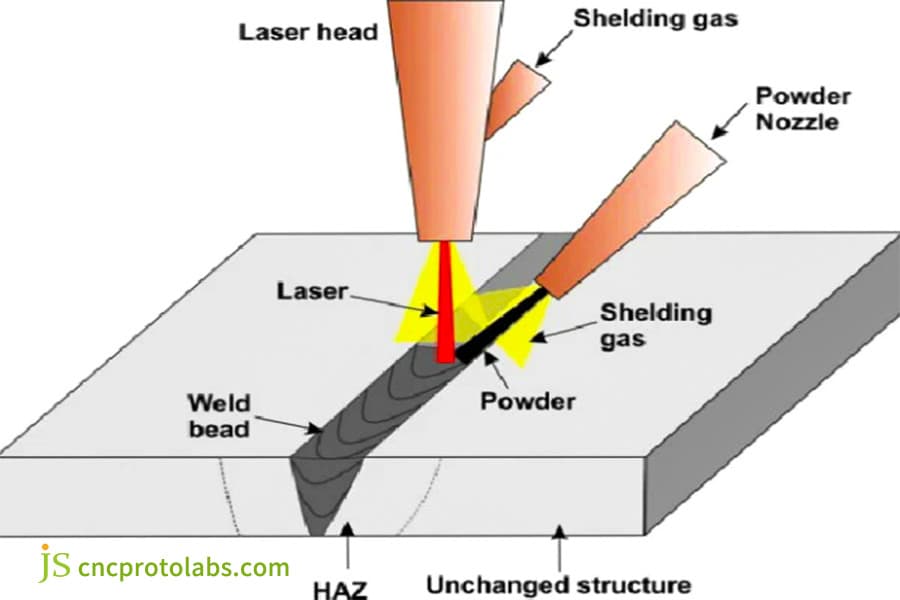
Рис. 2. Принципиальная схема системы лазерной сварки, показывающая рабочий процесс лазерной головки, сопла для подачи порошка и защитного газа, работающих вместе для формирования сварного шва и определения зоны термического воздействия.
От теории к практике: как оптимизировать глубину провара лазерной сварки
Оптимизации глубины проникновения можно добиться за счет систематического подхода. Три подхода, приведенные ниже, можно использовать для большинства случаев изготовления деталей из листового металла.
Оптимизация комбинации параметров
Основная техника: Используя в качестве параметров мощность лазера, скорость сварки и положение фокуса, попытайтесь много раз получить оптимальное сочетание с точки зрения баланса между глубиной, качеством и эффективностью.
Практические результаты: При определении параметров лучшей медной шины толщиной 0,8 мм была достигнута глубина 0,7 мм, что что означает повышение эффективности на 40 % по сравнению с методами проб и ошибок. Это также сокращает количество отходов и минимизирует затраты на изготовление листового металла.
Выбор оборудования по свойству материала
Логика выбора: Лазеры выбираются на основе отражательной способности и теплопроводности материала. Для меди используются синие лазеры (коэффициент поглощения повышен до 35%). В случае толстых пластин из алюминиевого сплава для улучшения однородности глубины используется система формирования луча.
Преимущества обслуживания: В наших услугах онлайн-изготовления листового металла компания JS Precision предварительно подбирает оборудование для изготовления деталей из листового металла, чтобы создать успешную первуюпройти сварку.
Применение инновационных технологических процессов
Основной процесс: «∞-образная» колебательная сварка увеличивает время лазерного контакта, а стабильность глубины медной шины улучшается с ±0,1 мм до ±0,05 мм. Послойная сварка предотвращает малую глубину или прожоги многослойных компонентов.
Пример применения: Для изготовления сложных деталей из листового металла можно использовать два процесса одновременно, чтобы удовлетворить требования как к глубине сварки, так и к внешнему виду.
Постоянство глубины: ежедневное обслуживание и калибровка
Ежедневное обслуживание
<ул>
Ежедневная очистка оптических линз (для уменьшения потерь энергии).
Проверка мощности лазера еженедельно (корректировка, если отклонение превышает ±5%).
Проверка точности системы перемещения каждые две недели (повторно отрегулируйте, если отклонение смещения превышает 0,02 мм).
Проверка системы охлаждения каждый месяц (температура воды 20-25°C).
Гарантия точности обслуживания JS
Система раннего предупреждения: Параметры оборудования, выходящие за указанные пределы, автоматически генерируют предупреждение, чтобы избежать риска для качества.
Периодическая проверка: 10 обычных медных листов толщиной 0,8 мм проверяются по глубине каждые шесть месяцев. В случае отклонения более 0,1 мм проводится комплексный контроль с контролем отклонения глубины до ±5 %, что снижает затраты на доработку и изготовление листового металла.
<блок-цитата>
Помимо сварки при изготовлении изделий из листового металла на заказ, JS Precision также предоставляет оборудование обслуживание руководства. Сотрудничайте с нами и получите квалифицированное обслуживание полного цикла.
Реальный пример: проблемы глубокой сварки аккумуляторных модулей транспортных средств на новых источниках энергии
Требования клиентов и начальные болевые точки
Ведущая новая энергетическая компания бросила нам вызов, что отражает наш спрос на индивидуальные решения для лазерной сварки. Им пришлось сварить 10 частей алюминиевых деталей структурного модуля батареи толщиной 0,3 мм. Ключевыми требованиями были глубина проплавления 1,5 мм (полное проплавление при максимум 5 деталях) и отсутствие сварочных деформаций.
Проблемы проекта
<ул>
Проблемы с материалом: Алюминий имеет теплопроводность 237 Вт/(м·К), а энергия лазера распространяется очень быстро, что затрудняет формирование глубокой сварочной ванны и достижение необходимой глубины 1,5 мм.
Структурные риски: Шовный зазор ≤0,05 мм между различными слоями деталей из листового металла вызвал утечку лазерной энергии, которая не только уменьшает глубину, но и увеличивает риск пористости.
Ограничения по температуре: Ячейки аккумулятора чувствительны к температуре. Температура в зоне сварки, превышающая 200 °C, может разрушить элементы и снизить производительность аккумуляторов.
Решение JS для точного производства
Наша команда не стала применять стандартные процессы, а разработала индивидуальное решение для лазерной сварки.
<ул>
Выбор оборудования: был выбран инфракрасный лазер BPP 1.0 мощностью 2000 Вт вместе с системой формирования луча, позволяющей формировать лазерный луч в прямоугольник размером 0,5 x 1 мм. Это максимизирует площадь поверхности энергетического воздействия и уменьшает рассеивание тепла.
Оптимизация процесса: применялся процесс "предварительное прессование + послойная сварка" — сначала на зону оказывалось давление 0,5 МПа, чтобы устранить зазоры, а затем сваривались три слоя (толщиной 0,5 мм), чтобы избежать образования чрезвычайно высоких температур при одном сварном шве.
Меры по контролю температуры: Рядом с областью сварного шва был установлен канал охлаждающей воды с температурой 15 °C для отвода тепла в режиме реального времени и поддержания окружающей температуры ниже 180 °C и защиты аккумуляторных элементов.
Результаты
Достигнута высокопрочная полная проникающая сварка без брызг с постоянной глубиной провара 0,7 мм, одинаковой шириной разделительной поверхности и чрезвычайно низким и стабильным сопротивлением, что полностью удовлетворяет требованиям батареи к высокому току и низким потерям. Доходность увеличилась с 70 % до более чем 99,5 %.
Немедленно загрузите информацию о своем проекте и задачах, чтобы получить подробный отчет о целевых высококачественных решениях для поставщиков лазерной сварки.
Как вы гарантируете, что ваша продукция получит оптимальную глубину сварного шва?
Объяснение основных критериев оптимальной глубины сварного шва
Идеальная глубина сварного шва — это не одно числовое значение, а тройной стандарт производительности, стабильности и стоимости.Она должна соответствовать функциональным требованиям к заготовке (например, минимальное сопротивление проводящих частей, максимальное прочность для деталей конструкции), имеют диапазон изменения глубины провара ≤±0,05 мм, уменьшают доработку, вызванную ошибочными параметрами.
Это означает разработку четкой стандартной структуры посредством сочетания свойств лазерной сварки с индивидуальными спецификациями производства листового металла.
Три основные возможности JS Precision для идеальной глубины сварного шва
Правильное соответствие материала и оборудования: JS Precision использует базу данных материалов (сталь, алюминий, медь и т. д.) для сопоставления лазеров с заготовками с различной отражательной способностью и теплопроводностью (например, отражающие детали имеют синие лазеры). Это правильно преобразует энергию и избегает малой глубины сварки, возникающей из-за «несоответствия оборудования».
Инновации и оптимизация процессов: Учитывая сложные условия сварки, такие как высокая теплопроводность и тонкие стенки, мы разработали такие процессы, как '∞-образные колебания' и "послойная сварка", чтобы снизить нестабильность расплавленной ванны, максимизировать однородность глубины сварки и распространить на онлайн-услуги по изготовлению листового металла и массе. производство.
Калибровка научных параметров: Применяя Планирование экспериментов (DoE) , а не методы проб и ошибок, мы быстро корректируем наборы параметров, такие как мощность, скорость и фокус, с огромной экономией времени при вводе в эксплуатацию, даже глубины сварки и материала.
Полная поддержка контроля глубины сварного шва
Процессы JS Precision включают в себя всю процедуру от первого проектирования до промежуточного контроля производства и обслуживания после производства.
Небольшие заказы можно легко сравнить с параметрами через онлайн-систему, тогда как массовое производство по индивидуальному заказу на основе объема контролируется с помощью автоматизированных производственных линий. Руководство по техническому обслуживанию станков также представлено с целью предотвратить отклонения глубины сварки в результате длительного использования, что позволяет добиться идеальной глубины сварки в любых условиях.
Выберите партнера по прецизионной лазерной сварке
Конечно, при выборе партнера технические возможности имеют решающее значение, но истинная ценность заключается в его способности создать для вас долгосрочную и надежную систему поддержки. Эти три столпа являются основными гарантиями, которые мы предоставляем нашим клиентам.
Основное направление 1: повторное использование ресурсов процесса, ускорение реализации проекта
Благодаря более чем 15-летнему опыту реализации проектов наша обширная библиотека параметров процессов охватывает более 300 комбинаций материалов и конструкций, что означает, что ваш проект, вероятно, не придется начинать с нуля. Мы можем быстро предоставить проверенную базу параметров, которая существенно сократит цикл исследований и разработок и позволит вам начать работу.
Основной принцип 2: Возможности индивидуальной разработки для решения неизвестных задач
Мы также прекрасно знаем, что творческие проекты часто не имеют стандартных ответов. Таким образом, мощный потенциал в области исследований и разработок составляет основу нашей инженерной команды, что позволяет нам предлагать непревзойденные индивидуальные решения для лазерной сварки для решения уникальных задач при сварке высокой теплопроводности, тонких стенок или разнородных металлов.
Опора 3: превентивная система обеспечения качества
Для нас качество — это нечто большее, чем окончательная проверка. Это философия дизайна: превентивная система на протяжении всего процесса, включая складирование материалов и мониторинг процесса вплоть до отгрузки готовой продукции.
Благодаря точным стандартизированным операциям и постоянному мониторингу мы гарантируем, что каждый поставляемый вам продукт имеет отслеживаемое высокое качество, что существенно снижает риск.
Дальнейшие шаги: превратите информацию в ваше конкурентное преимущество
Результатом всех технических обсуждений должна стать успешная реализация проектов. Если вы серьезно настроены двигаться вперед, лучший способ сделать это — подробно обсудить с нами.
<блок-цитата>
Здесь отправьте информацию о своем проекте и получите подробное цену на услуги лазерной сварки, которая содержит не только прозрачные цены, но также целевые технологические рекомендации и надежные сроки выполнения работ.
Часто задаваемые вопросы
Вопрос 1: Почему высокая мощность иногда приводит к неглубокому или нестабильному проплавлению шва?
Это происходит из-за «эффекта плазменного экранирования». Слишком большая мощность испаряет металл, создавая плазменный "энергетический барьер" сверху, который отражает лазер и препятствует проникновению. Таким образом, точное соответствие параметров гораздо важнее простого увеличения мощности.
Вопрос 2: Как определить и измерить глубину проплавления сварных швов?
Наиболее точным методом является разрушающий металлографический контроль, включающий разрезание заготовки для проверки проплавления сварного шва и используемый для точной проверки. В промышленности широко применяются ультразвуковой контроль и другие неразрушающие методы, которые не требуют повреждения заготовки и больше подходят для отбора проб и глубокой оценки серийной продукции.
В3: Какова максимально возможная толщина при лазерной сварке?
Это зависит от материала, источника лазера и процесса. При однопроходной сварке волоконные лазеры могут сваривать углеродистую сталь толщиной 20–30 мм и алюминиевые сплавы толщиной 15–20 мм. При многопроходной сварке или использовании мощных лазеров и идеальных процессах теоретическая толщина сварного шва не имеет максимума.
В4: Почему так сложно сваривать медь и алюминий лазером?
Основные причины двоякие: во-первых, медь и алюминий имеют очень высокую отражательную способность для лазеров (отражательная способность меди для инфракрасного лазера превышает 95%), что приводит к отражению и потерям энергии, во-вторых, они обладают высокой теплопроводностью, что приводит к быстрому рассеиванию тепла. Для формирования и поддержания стабильного «эффекта точечного отверстия» необходимы повышенная плотность мощности и специальные процессы.
Вопрос 5: В чем разница между стратегией ценообразования для мелкосерийных прототипов и массового производства?
В стоимость небольших партий включены затраты на разработку и отладку процесса. В массовом производстве оптимизированные параметры закрепляются, снижая удельные затраты за счет <сильной>экономии за счет масштаба. У нас прозрачные многоуровневые цены.
Вопрос 6: Как вы обеспечиваете безопасность своих дизайнерских чертежей и интеллектуальной собственности?
Мы рассматриваем интеллектуальную собственность наших клиентов как спасательный круг. Мы гарантируем безопасность ваших проектов посредством строгих соглашений о конфиденциальности, зашифрованных файловых систем и изолированного управления производством. Мы успешно обслуживаем множество ведущих технологических компаний.
Вопрос 7: Какова ваша политика послепродажного обслуживания в случае некачественного сварного шва?
Мы гарантируем 100% качество. В случае низкого качества, вызванного нашими технологическими проблемами, мы можем бесплатно переработать или переделать сварной шов и взять на себя соответствующие расходы, что гарантирует, что ваш проект может быть реализован с нулевым риском.
Вопрос 8: Какая еще информация вам нужна, помимо чертежей, чтобы предоставить точное решение и предложение?
В дополнение к чертежам для точного решения предоставьте следующую информацию: спецификацию материала, требования к обработке поверхности, расчетное годовое использование и целевую стоимость. Это поможет нам выявить проблемы технологического процесса и спланировать производственные мощности, чтобы предложить вам наиболее экономически эффективное индивидуальное решение для лазерной сварки.
Сводка
Глубина проникновения — это не абсолютное число, а 'управляемая переменная', которую можно изменить с помощью гибкого параметра в соответствии с потребностями изготовления листового металладеталей. Для каждого производственного специалиста контроль научной логики и методов оптимизации лазерной сварки означает превращение этого «острейшего лезвия света» из технологии в искусство.
Независимо от того, работаете ли вы над мелкосерийным производством или крупносерийным производством по индивидуальному заказу, если при лазерной сварке возникают проблемы с глубиной провара, JS Precision может предложить индивидуальные решения. Мы понимаем, что только «правильная» глубина проникновения обеспечит наилучшее качество при минимальных затратах на ваш продукт.
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей.JS Precision Services, не существует никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через JS Precision Network. Ответственность за это лежит на покупателе. Требовать расценки на детали. Определите конкретные требования для этих разделов. Пожалуйста, свяжитесь с нами для получения дополнительной информации.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Выбирайте JS Precision, это означает эффективность выбора, качество и профессионализм. Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Эксперт по быстрому прототипированию и быстрому производству
Специализируется на механической обработке с ЧПУ, 3D-печати, уретановом литье, быстрой оснастке, литье под давлением, литье металлов, листовом металле и экструзии.