

Le soudage au laser est l'un des processus fondamentaux de la fabrication de précision, mais sa profondeur de pénétration instable entraîne souvent une résistance insuffisante des pièces de fabrication de tôle, une défaillance précoce des produits, des plaintes fréquentes des clients et un coût de reprise élevé.
Imaginez simplement qu'un composant critique se brise pendant les tests en raison d'un mauvais contrôle de la profondeur de pénétration, ce qui entraîne des retards dans le projet et des pertes s'élevant à des milliers de dollars. Dans la fabrication de précision, nous sommes convaincus que la profondeur de pénétration n'est pas une valeur fixe unique, mais une variable de processus critique qui exige un contrôle exact. La clé est le « contrôle ».
Le guide étape par étape ci-dessous montre comment JS Precision parvient à un contrôle supérieur de la profondeur de pénétration pour ses clients du monde entier. Cela garantit que vos projets avancent sans risque.
Résumé des réponses principales
|
Section |
Concepts de base/Facteurs d'influence |
Paramètres/méthodes clés |
Valeur de l'application |
|
Mode principal |
Soudage par conduction / Soudage par pénétration profonde. |
Soudage par conduction : profondeur de pénétration ≤ 1 mm. Soudage à pénétration profonde : profondeur de pénétration de l'ordre du millimètre. |
Choisissez le mode de soudage en fonction de l'épaisseur de la pièce (fine/épaisse). |
|
Facteurs d'influence |
Puissance du Laser / Vitesse de soudage / Qualité du faisceau. |
Puissance de 1000 W fournie au cuivre de 0,8 mm : profondeur de pénétration 0,5-0,7 mm. |
Évitez les brûlures/éclaboussures et contrôlez finement la profondeur de pénétration. |
|
Méthode d'optimisation |
Expérience DoE / Laser bleu. |
L'expérience DoE permet de gagner du temps de 40 %. Laser bleu (BPP < 0,9). |
Profondeur de pénétration constante (±0,05 mm), améliorant l'efficacité de 40 %. |
|
Maintenance et étalonnages |
Nettoyage quotidien / Calibrage hebdomadaire. |
Variation de la puissance laser ≤ ±5 %, nettoyer la lentille quotidiennement. |
Régulez la variation de la profondeur de pénétration à ≤ ±5 %, réduisant ainsi les reprises. |
Principaux points à retenir : votre guide d'action rapide
Avant de vous plonger dans ce guide, nous avons distillé les points clés suivants pour vous aider à comprendre rapidement à quoi vous attendre dans le domaine du contrôle de la profondeur de pénétration du soudage laser et la valeur que JS Precision peut apporter :
1.La profondeur de fusion est une variable clé contrôlable, et non une valeur fixe : en contrôlant avec précision des paramètres tels que la puissance du laser et la vitesse de soudage, vous pouvez personnaliser les caractéristiques de soudure pour différentes pièces de fabrication de tôle comme un expert, afin de trouver le meilleur équilibre entre la résistance, l'apparence et le coût, en évitant les défauts tels qu'une résistance insuffisante ou une brûlure.
2. Surmonter les matériaux hautement réfléchissants est une manifestation de capacité professionnelle : face aux défis posés par des matériaux tels que le cuivre et l'aluminium, le simple fait d'augmenter la puissance se retourne souvent contre vous. En tant qu'entreprise de soudage laser de précision avancée, nous fournissons les dernières technologies telles que les lasers bleus pour améliorer considérablement l'absorption d'énergie pour des solutions de soudage laser personnalisées fiables pour ces matériaux.
3.La cohérence de la profondeur de pénétration (± 0,05 mm) est l'indicateur principal pour mesurer la qualité : elle influence directement le rendement du produit, sa durée de vie et son coût global. Un fournisseur de soudage laser de haute qualité comme JS Precision se traduit par une stabilité de processus inégalée à votre avantage, réduisant ainsi les coûts globaux de fabrication.
4.Le contrôle le plus efficace commence par une consultation professionnelle : le but ultime des connaissances théoriques est de livrer avec succès vos produits. Agissez maintenant et obtenez votre devis personnalisé de services de soudage laser. À l'aide de vos dessins de pièces et de vos exigences, nos experts vous fourniront les solutions les plus rentables.
Pourquoi croire ce guide ? Les meilleures pratiques de l'équipe JS Precision découvertes
En plus de 15 ans de pratique du soudage laser, nous avons accumulé une base de données de paramètres de processus couvrant 12 industries et plus de 300 combinaisons de matériaux différentes. Cela signifie que les exigences de votre projet entrent probablement dans le cadre de nos solutions familières.
En tant qu'entreprise expérimentée en soudage laser de précision, nous avons fourni des solutions de soudage laser personnalisées à des clients de l'aérospatiale, augmentant avec succès la précision du contrôle de pénétration à ± 0,02 mm et réduisant les taux de reprise de 30 %. Selon la norme ISO 13919-1 de l'Organisation internationale de normalisation, notre procédé répond aux exigences d'un soudage de haute qualité.
Nous avons également apporté des solutions efficaces à plus de 30 questions complexes. Par exemple, dans le projet proposé aux fabricants d'équipements médicaux, nous avons optimisé les paramètres pour contrôler la variation de la profondeur de fusion à ± 0,05 mm, aidant ainsi les clients à réduire le prix de fabrication de la tôle de 15 %.
Ce manuel est le résultat de la combinaison de ces données opérationnelles, commentaires des clients et connaissances du secteur,, le tout étayé par des projets réels. Qu'il s'agisse d'un consommateur de fabrication de tôle en ligne à la recherche d'une série pilote en petits lots ou d'un fabricant de fabrication de tôle sur mesure à grande échelle, ce guide est une référence fiable.
Téléchargez dès maintenant notre manuel de cas de réussite pour une entreprise de soudage laser de précision pour découvrir comment améliorer le rendement des produits grâce à un contrôle précis.
Au-delà de la surface : révéler la profondeur de pénétration du soudage laser
Nous devons d'abord déterminer la définition simple de la profondeur de pénétration du soudage laser :
Il s'agit de la distance le long de la verticale entre la surface de la pièce et la position la plus profonde à laquelle se trouve le bassin de métal en fusion résultant après que le faisceau laser ait frappé la pièce. Cette distance détermine directement si la soudure peut répondre aux exigences des pièces de fabrication de tôlerie.
Cette profondeur de pénétration repose principalement sur deux modes de soudage de base, qui sont extrêmement différents en termes de capacité de pénétration et d'applicabilité d'utilisation.
La sélection du bon mode est la première et la plus importante décision dans le contrôle de la profondeur de pénétration. Conformément à la norme AWS C7.3 de l'American Welding Society, le mode doit être sélectionné en fonction de l'épaisseur de la pièce et du scénario d'application.
Comparaison des modes de soudage laser à deux cœurs :
|
Dimensions de comparaison |
Soudage par conduction thermique |
Soudage par pénétration profonde |
|
Profondeur de pénétration |
Peu profond, généralement ≤1 mm. |
Profond, entre plusieurs et dizaines de millimètres. |
|
Application énergétique |
L'énergie laser agit uniquement sur la surface et se propage vers l'intérieur par conduction thermique. |
Haute concentration de densité d'énergie pour former un trou de serrure, permettant une pénétration directe dans des couches plus profondes. |
|
Caractéristiques de soudure |
Peu profond et large avec une surface lisse. |
Étroit et profond avec un rapport hauteur/largeur élevé. |
|
Applications applicables |
Pièces de fabrication de tôle à paroi mince (par exemple, pièces en acier inoxydable de 0,3 à 0,8 mm). |
Pièces structurelles en tôle épaisse (par exemple, pièces en acier au carbone de 2 à 10 mm, modules de batterie). |
|
Candidatures représentatives |
Scellage de dispositifs médicaux en tôle par soudure. |
Connexions de châssis en tôle pour véhicules à énergies nouvelles. |
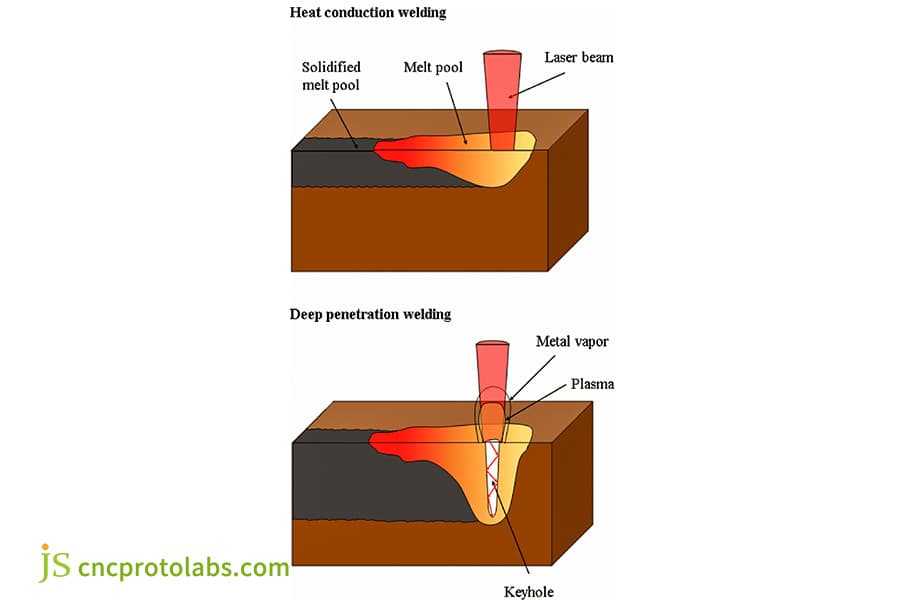
Figure 1 : Il existe deux modes de soudage au laser : le soudage par conduction thermique forme un bassin de fusion peu profond, tandis que le soudage par pénétration profonde produit des trous de serrure et du plasma, pénétrant plus profondément.
Pourquoi la « profondeur » est-elle si importante ? Plus que de la force
La profondeur du soudage au laser a un impact plus important que sur la seule résistance de la soudure ; elle agit immédiatement sur les performances, la sécurité et les coûts de la pièce à usiner. Il est défini à travers trois facteurs importants :
Détermination de la sécurité structurelle
Pour les pièces de tôlerie porteuses (par exemple, les connecteurs de châssis d'automobile), une mauvaise profondeur de soudure peut créer un 'point faible' dans la soudure qui a tendance à se fissurer sous l'effet de vibrations à long terme. Lorsque le soudage par conduction thermique à pénétration peu profonde est utilisé sur des pièces en tôle lourde (par exemple, de l'acier au carbone de 5 mm), la soudure n'atteint pas la pièce à usiner et est très susceptible de se briser pendant l'utilisation.
Effet sur la conformité fonctionnelle
Les pièces de fabrication de tôles de différentes industries ont des exigences de profondeur variables : Les barres omnibus en cuivre pour les nouvelles batteries d'énergie nécessitent une profondeur de pénétration de ≥0,6 mm, sinon une surchauffe due à une résistance élevée se produira, une profondeur de pénétration non uniforme dans les tuyaux de transport de fluides peut provoquer des fuites, allant à l'encontre des normes de l'industrie alimentaire et médicale.
Contrôler les coûts de production
Une profondeur de pénétration insuffisante peut augmenter le prix de fabrication de la tôle : une consommation d'énergie trop importante dans les composants à paroi mince peut rapidement provoquer des brûlures (taux de rebut de plus de 10 %), les retouches sur les composants en plaques épaisses gaspillent de la main d'œuvre, augmentant le coût unitaire de 30 %.
La « bonne profondeur » détient le secret pour trouver un équilibre entre la qualité et le coût du soudage laser.
Désir de maîtrisergérer la tôle la fabrication prix sans sacrifier la profondeur de soudure ? JS trouvera l’équilibre entre coût et qualité. Des processus transparents et une fabrication rationalisée offrent un contrôle complet de la communication à la livraison.
Atteindre la « profondeur » : cinq facteurs clés influençant la profondeur de pénétration
Pour gérer avec précision la profondeur de pénétration du soudage laser, les cinq facteurs fondamentaux suivants doivent être bien compris.
Puissance du laser
- Corrélation fondamentale : Avec d'autres paramètres inchangés, plus de puissance a tendance à conduire à une pénétration plus profonde. Pourtant, dépasser la valeur critique peut provoquer des brûlures et des éclaboussures plus importantes.
- Référence pratique : Différentes puissances sont liées à une plage spécifique de profondeur de pénétration du cuivre. Une puissance appropriée doit être sélectionnée en fonction de l'épaisseur du matériau.
Profondeur de pénétration du cuivre pour différentes puissances laser (vitesse de soudage 1 m/min, qualité du faisceau BPP = 1,0)
|
Puissance du laser (W) |
Épaisseur du cuivre (mm) |
Profondeur de pénétration (mm) |
Applications |
|
500 |
0,5 |
0,3-0,4 |
Pièces de fabrication de pièces de fabrication de tôle à paroi mince. |
|
1 000 |
0,8 |
0,5-0,7 |
Barres omnibus en cuivre pour batterie. |
|
2000 |
2.0 |
1.2-1.5 |
Composants structurels en tôle épaisse. |
|
3 000 |
3.0 |
2.0-2.3 |
Connecteurs en tôle pour machines lourdes. |
Vitesse de soudage
- Relation centrale : Négativement avec la profondeur de pénétration : des vitesses plus élevées sont associées à moins d'énergie consommée et à une profondeur de pénétration plus faible, des vitesses plus faibles peuvent facilement brûler et augmenter le prix de fabrication de la tôle.
- Conseil : Des essais de soudage en petits lots pendant la production sont nécessaires pour déterminer la combinaison optimale de puissance et de vitesse.
Qualité du faisceau
- Critères de mesure : Testé avec la valeur de pénétration du faisceau (BPP). Plus le BPP est petit, plus l'énergie sera concentrée et plus la pénétration sera profonde.
- Utilité pratique : Pour le soudage du cuivre, un laser bleu avec un BPP <0,9 peut fournir une augmentation de plus de 30 % de la profondeur de pénétration par rapport à un laser infrarouge avec un BPP de 1,5, avec moins de projections. Lorsque JS Precision traite des pièces de fabrication de tôlerie à forte demande, un équipement à faible BPP est préféré.
Propriétés des matériaux
- Influences clés : Plus la réflectivité et la conductivité thermique du matériau sont élevées, plus il est difficile d'améliorer la profondeur de pénétration (par exemple, le cuivre a une réflectivité laser infrarouge > 95 % et une conductivité thermique de 401 W/(m·K), le plus difficile à souder).
- Stratégie d'adaptation : Des lasers bleus sont utilisés sur les pièces en cuivre. Les alliages d'aluminium nécessitent des ajustements de puissance et de vitesse pour minimiser la dissipation thermique.
Gaz de protection
- Fonction et choix : Pour empêcher l'oxydation du bain de fusion et stabiliser le trou de serrure, l'argon (environ 1,50 $/m³) convient aux niveaux de puissance moyens et faibles, tandis que l'hélium (environ 8 $/m³) peut augmenter la profondeur de pénétration de 15 %.
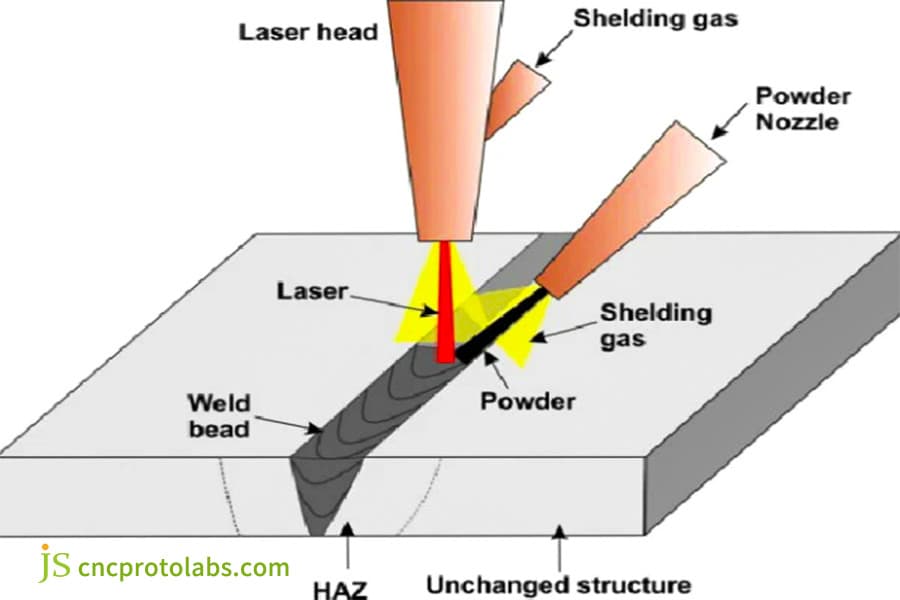
Figure 2 : Schéma schématique du système de soudage laser, montrant le processus de travail de la tête laser, de la buse d'alimentation en poudre et du gaz de protection travaillant ensemble pour former une soudure et définir la zone affectée par la chaleur.
De la théorie à la pratique : comment optimiser la profondeur de pénétration du soudage laser
L'optimisation de la profondeur de pénétration peut être obtenue grâce à une approche systématique. Les trois approches indiquées ci-dessous peuvent être utilisées pour la plupart des cas de pièces de fabrication de tôlerie.
Optimisation de la combinaison de paramètres
Technique de base : En utilisant la puissance du laser, la vitesse de soudage et la position de mise au point comme paramètres, essayez plusieurs fois d'obtenir la combinaison optimale en termes d'équilibre entre profondeur, qualité et efficacité.
Résultats pratiques : Avec les paramètres de la meilleure barre omnibus en cuivre de 0,8 mm déterminés, la profondeur de 0,7 mm a été atteinte, représentant un gain d'efficacité de 40 % par rapport aux méthodes d'essais et d'erreurs. Cela réduit également les déchets et minimise le prix de fabrication de la tôle.
Sélection des équipements par propriété du matériau
Logique de choix : Les lasers sont sélectionnés en fonction de la réflectivité et de la conductivité thermique du matériau. Des lasers bleus sont utilisés pour le cuivre (taux d'absorption amélioré à 35 %). Dans le cas de plaques épaisses en alliage d'aluminium, un système de mise en forme du faisceau est utilisé pour améliorer l'uniformité de la profondeur.
Avantages du service : Dans nos services de fabrication de tôlerie en ligne, JS Precision pré-adapte l'équipement au matériau des pièces de fabrication de tôlerie pour créer une première réussite-passer la soudure.
Application de technologies de processus innovantes
Processus clé : Le soudage oscillant en forme de ∞ augmente le temps de contact du laser et la stabilité de la profondeur de la barre omnibus en cuivre s'améliore de ±0,05 mm à ±0,1 mm. Le 'Le soudage en couches empêche la faible profondeur ou les brûlures sur les composants multicouches.
Exemple d'application : Les pièces de fabrication de tôle complexes peuvent utiliser deux processus simultanément pour répondre aux exigences de profondeur de soudure et d'apparence.
Cohérence de la profondeur : maintenance et étalonnage quotidiens
Entretien quotidien
- Nettoyage quotidien des lentilles optiques (pour réduire la perte d'énergie).
- Contrôle hebdomadaire de la puissance du laser (ajustement si l'écart dépasse ±5 %).
- Vérification de la précision du système de mouvement toutes les deux semaines (réajustez si l'écart de déplacement dépasse 0,02 mm).
- Contrôle du système de refroidissement tous les mois (température de l'eau 20-25°C).
Garantie de maintenance JS Precision
Système d'alerte précoce : Les paramètres de l'équipement en dehors des limites spécifiées généreront automatiquement une alerte pour éviter les risques de qualité.
Inspection périodique : 10 feuilles de cuivre courantes de 0,8 mm ont une cohérence en profondeur vérifiée tous les six mois. En cas d'écart supérieur à 0,1 mm, une inspection complète est effectuée pour contrôler la variation de profondeur à ± 5 %, réduisant les prix de reprise et de fabrication de tôles.
En plus du soudage dans la fabrication de tôles sur mesure, JS Precision fournit également équipement maintenance guides. Associez-vous à nous pour un service expert à cycle complet.
Étude de cas réel : Défis du soudage par perçage profond pour les modules de batterie de véhicules à énergie nouvelle
Exigences du client et points problématiques initiaux
Une entreprise leader dans le domaine des énergies nouvelles nous a lancé un défi, ce qui reflète notre demande de solutions de soudage laser personnalisées. Ils ont dû souder 10 pièces de modules structurels de batterie en aluminium de 0,3 mm d'épaisseur. Les principales exigences étaient une profondeur de pénétration de 1,5 mm (pénétration complète avec un maximum de 5 pièces) et aucune déformation du soudage.
Défis du projet
- Défis liés aux matériaux : L'aluminium a une conductivité thermique de 237 W/(m·K) et l'énergie laser se diffuse très rapidement, ce qui rend difficile la formation d'un bain de soudure profond et l'obtention de la profondeur requise de 1,5 mm.
- Risques structurels : Un écart de joint de ≤0,05 mm entre différentes couches de pièces de fabrication en tôle a provoqué une fuite d'énergie laser, ce qui réduit non seulement la profondeur, mais augmente également le risque de porosité.
- Restrictions de température : Les cellules de la batterie sont sensibles aux températures. Les températures de la zone de soudure supérieures à 200 °C peuvent détruire les cellules et compromettre les performances des batteries.
Solution de fabrication de précision JS
Notre équipe n'a pas adopté de processus standards, mais a conçu une solution de soudage laser personnalisée.
- Sélection de l'équipement : Un laser infrarouge BPP 1.0 de 2 000 W a été sélectionné ainsi qu'un système de mise en forme de faisceau pour façonner le faisceau laser en un rectangle de 0,5 mm x 1 mm. Cela maximise la surface d'effet énergétique et réduit la dissipation thermique.
- Optimisation du processus : : il a utilisé un processus de 'prépressage + soudage en couches' : en appliquant d'abord une pression de 0,5 MPa sur la zone pour éliminer les espaces, et en soudant trois couches (0,5 mm d'épaisseur) pour éviter que des températures extrêmement élevées ne soient produites par une seule soudure.
- Mesures de contrôle de la température : Un canal d'eau de refroidissement à 15°C a été installé à proximité de la région de soudure pour évacuer la chaleur en temps réel, maintenir la température ambiante en-dessous de 180°C et protéger les cellules de la batterie.
Résultats
Un soudage à pénétration totale sans éclaboussures et à haute résistance a été obtenu, avec une profondeur de pénétration constante de 0,7 mm, une largeur d'interface égale et une résistance extrêmement faible et constante, satisfaisant pleinement les exigences de la batterie en matière de courant élevé et de faibles pertes. Le taux de rendement a été augmenté de 70 % à plus de 99,5 %.
Le succès de ce cas démontre pleinement la capacité de JS Precision en tant que fournisseur de soudage laser de haute qualité à résoudre des problèmes complexes.
Téléchargez immédiatement le contexte et les défis de votre projet pour recevoir un rapport détaillé sur les solutions de cas ciblées des fournisseurs de soudage laser de haute qualité.

Figure 3 : Composants structurels du module de batterie
Comment garantir que vos produits reçoivent la profondeur de soudure optimale ?
Expliquer les critères essentiels pour une profondeur de soudure optimale
La profondeur de soudure parfaite n'est pas une valeur numérique unique, mais une triple norme de performance, de stabilité et de coût.Elle doit répondre aux exigences fonctionnelles de la pièce (par exemple, résistance minimale pour les pièces conductrices, résistance pour les pièces structurelles), ont une plage de variation de profondeur de pénétration ≤ ± 0,05 mm, réduisent les retouches causées par des paramètres erronés.
Cela signifie développer un cadre standard clair grâce à la combinaison des attributs du soudage laser avec des spécifications de fabrication de tôlerie personnalisées.
Les trois fonctionnalités principales de JS Precision pour une profondeur de soudure parfaite
Correspondance matériau-équipement appropriée : JS Precision utilise une base de données de matériaux (acier, aluminium, cuivre, etc.) pour faire correspondre les lasers aux pièces avec une réflectivité et une conductivité thermique variables (par exemple, les pièces réfléchissantes ont des lasers bleus). Cela convertit correctement l'énergie et évite une faible profondeur de soudure résultant d'une « inadéquation des équipements ».
Innovation et optimisation des processus : Pour répondre à des environnements de soudage difficiles tels qu'une conductivité thermique élevée et des parois minces, nous avons développé des processus tels que l'"oscillation en forme de ∞" et le "soudage en couches" pour atténuer l'instabilité du bain de fusion, maximiser l'uniformité de la profondeur de soudure et s'étendre aux services de fabrication de tôle en ligne et à la production de masse.
Calibrage des paramètres scientifiques : Avec l'application du Plan d'expériences (DoE) plutôt que des méthodes d'essais et d'erreurs, nous ajustons rapidement les ensembles de paramètres tels que la puissance, la vitesse et la concentration, avec un énorme gain de temps dans la mise en service, même dans les profondeurs de soudure et dans les matériaux.
Prise en charge de l'assurance de la profondeur de soudure dans tous les scénarios
Les processus JS Precision impliquent l'ensemble de la procédure de la première conception au contrôle à mi-parcours de la production jusqu'à la maintenance après production.
Les petites commandes peuvent être facilement comparées aux paramètres via un système en ligne, tandis que la production de masse personnalisée basée sur le volume est contrôlée via des lignes de production automatisées. Des conseils de maintenance pour les machines-outils sont également fournis dans le but d'éviter les écarts de profondeur de soudure en cas d'utilisation prolongée, ce qui permet de produire une profondeur de soudure idéale dans toutes les conditions.
Choisissez votre partenaire de soudage laser de précision
Lors de la sélection d'un partenaire, bien sûr, les capacités techniques sont fondamentales, mais la véritable valeur réside dans sa capacité à créer pour vous un système de support fiable et à long terme. Ces trois piliers constituent les garanties fondamentales que nous offrons à nos clients.
Pilier 1 : Actifs de processus réutilisables, accélération de la mise en œuvre du projet
Avec plus de 15 ans d'expérience en matière de projets, notre vaste bibliothèque de paramètres de processus couvre plus de 300 combinaisons de matériaux et de structures, ce qui signifie que votre projet n'aura probablement pas à repartir de zéro. Nous pouvons rapidement fournir une base validée de paramètres qui raccourciront considérablement le cycle de R&D et vous permettront de prendre un bon départ.
Pilier 2 : Capacités de développement personnalisées pour les défis inconnus
Nous savons également très bien que les projets créatifs n'ont souvent pas de réponses standard. Ainsi, la forte capacité de R&D personnalisée constitue l'épine dorsale de notre équipe d'ingénierie, qui nous permet d'offrir des solutions de soudage laser personnalisées inégalées pour relever des défis uniques en matière de soudage de haute conductivité thermique, de parois minces ou de métaux différents.
Pilier 3 : Un système d'assurance qualité préventif
Pour nous, la qualité est bien plus qu'une simple inspection finale. Il s'agit d'une philosophie de conception : un système préventif tout au long du processus, y compris l'entreposage des matériaux et la surveillance du processus jusqu'à l'expédition du produit fini.
Grâce à des opérations standardisées exactes et à une surveillance continue, nous garantissons que chaque produit qui vous est livré possède une haute qualité traçable, réduisant fondamentalement le risque.
Prochaines étapes : convertir les informations en votre avantage concurrentiel
Le résultat de toutes les discussions techniques devrait être la mise en œuvre réussie des projets. Si vous souhaitez vraiment aller de l'avant, la meilleure façon de le faire est d'avoir des discussions détaillées avec nous.
À partir de là, veuillez soumettre les informations de votre projet et recevoir un devis de services de soudage laser détaillé qui contient non seulement une tarification transparente, mais également des recommandations de processus ciblées et des délais de livraison fiables.
FAQ
Q1 : Pourquoi une puissance élevée produit-elle parfois une pénétration de soudure moins profonde ou instable ?
Cela est dû à « l’effet de protection contre le plasma ». Trop de puissance vaporise le métal, créant une "barrière énergétique" de plasma sur le dessus qui reflète le laser et empêche la pénétration. Ainsi, une correspondance précise des paramètres est beaucoup plus importante que la simple augmentation de la puissance.
Q2 : Comment détecter et mesurer la profondeur de pénétration des soudures ?
La méthode la plus précise est l'examen métallographique destructif, qui consiste à couper la pièce de manière à inspecter la pénétration de la soudure et à l'utiliser pour une vérification précise. Les tests par ultrasons et d'autres méthodes non destructives sont couramment utilisés dans l'industrie. Ils ne nécessitent pas d'endommager la pièce et sont plus adaptés à l'échantillonnage et à l'évaluation approfondie des produits en lots.
Q3 : Quelle est l'épaisseur maximale possible en soudage laser ?
Cela dépend du matériau, de la source laser et du processus. Avec le soudage en un seul passage, les lasers à fibre peuvent souder de l'acier au carbone de 20 à 30 mm d'épaisseur et des alliages d'aluminium de 15 à 20 mm. Avec le soudage multi-passes ou les réseaux de lasers haute puissance et les processus idéaux, l'épaisseur théorique de la soudure n'a pas de maximum.
Q4 : Pourquoi est-il si difficile de souder au laser le cuivre et l'aluminium ?
Les raisons intrinsèques sont doubles : Premièrement, le cuivre et l'aluminium ont une réflectivité très élevée pour les lasers (la réflectivité laser infrarouge du cuivre est supérieure à 95 %), ce qui entraîne une réflexion et une perte d'énergie. Deuxièmement, ils ont une conductivité thermique élevée, ce qui entraîne une dispersion rapide de la chaleur. Une densité de puissance accrue et des processus personnalisés sont nécessaires pour former et maintenir un « effet sténopé » stable.
Q5 : Quelle est la différence entre la stratégie de tarification pour les prototypes en petites séries et la production de masse ?
Le prix des petits lots comprend le coût de développement et de débogage du processus. Dans la production de masse, les paramètres optimisés se solidifient, réduisant ainsi les coûts unitaires grâce à des économies d'échelle. Nous avons une tarification échelonnée transparente.
Q6 : Comment assurez-vous la sécurité de vos dessins de conception et de votre propriété intellectuelle ?
Nous considérons la propriété intellectuelle de nos clients comme notre bouée de sauvetage. Nous garantissons la sécurité de vos conceptions grâce à des accords de confidentialité stricts, des systèmes de fichiers cryptés et une gestion de production isolée. Nous avons servi avec succès de nombreuses entreprises technologiques de premier plan.
Q7 : Quelle est votre politique après-vente si la qualité de la soudure est inférieure aux normes ?
Nous garantissons une qualité à 100 %. En cas de mauvaise qualité causée par nos problèmes de processus, nous pouvons retravailler ou refaire la soudure gratuitement et prendre en charge les coûts correspondants, ce qui garantit que votre projet peut être réalisé sans risque.
Q8 : Outre les dessins, de quelles autres informations avez-vous besoin pour fournir une solution et un devis précis ?
En plus des dessins, veuillez fournir les éléments suivants pour une solution précise : les spécifications du matériau, les exigences en matière de traitement de surface, l'utilisation annuelle estimée et le coût cible. Cela nous aidera à identifier les défis liés aux processus et à planifier la capacité de production pour vous proposer la solution de soudage laser personnalisée la plus rentable.
Résumé
La profondeur de pénétration n'est pas un nombre absolu, mais une 'variable manipulable' pouvant être modifiée dans un paramètre flexible selon les besoins des tôle fabrication pièces. Pour tout praticien de la fabrication, contrôler la logique scientifique et les techniques d'optimisation derrière le soudage au laser consiste à faire passer cette « lame de lumière la plus tranchante » de la technologie à un art.
Que vous travailliez sur une production en petits lots ou sur une fabrication personnalisée en grand volume, si des problèmes de profondeur de pénétration surviennent lors du soudage laser, JS Precision peut fournir des solutions personnalisées. Nous comprenons que seule la profondeur de pénétration « appropriée » fournira la meilleure qualité au coût le plus bas pour votre produit.

Avis de non-responsabilité
Le contenu de cette page est uniquement à des fins d'information.JS Precision Services, il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau JS Precision. Il est de la responsabilité de l'acheteur Exiger un devis de pièces Identifiez les exigences spécifiques pour ces sections.Veuillez nous contacter pour plus d'informations.
Équipe JS Precision
JS Precision est une entreprise leader du secteur, axée sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience avec plus de 5 000 clients et nous nous concentrons sur la usinage CNC de haute précision,fabrication de tôle,Impression 3D,Moulage par injection,Estampage des métauxet autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisissez JS Precision, cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web :www.cncprotolabs.com
Ressource

