Controle de profundidade de penetração de soldagem a laser: o guia definitivo | Precisão JS
Escrito por
Precisão JS
Publicado
Sep 02 2025
Soldagem
Siga-nos
A soldagem a laser é um dos principais processos na fabricação de precisão, mas sua profundidade de penetração instável geralmente leva à resistência insuficiente nas peças de fabricação de chapas metálicas, falhas precoces dos produtos, reclamações frequentes dos clientes e um alto custo de retrabalho.
Imagine a quebra de componentes críticos durante os testes devido ao mau controle da profundidade de penetração, o que está levando a atrasos no projeto e perdas no valor de milhares de dólares. Na fabricação de precisão, acreditamos fortemente que a profundidade de penetração não é um valor fixo único, mas uma variável crítica do processo que exige controle exato. A chave é "controle".
O guia passo a passo abaixo mostra como a JS Precision consegue um controle de profundidade de penetração superior para clientes em todo o mundo. Isso garante que seus projetos avancem sem risco.
Soldagem por condução: profundidade de penetração ≤ 1 mm.
Soldagem por penetração profunda: profundidade de penetração na ordem milimétrica.
Escolha o modo de soldagem com base na espessura da peça de trabalho (fina/grossa).
Fatores que influenciam
Potência do laser / Velocidade de soldagem / Qualidade do feixe.
Potência de 1000 W fornecida a cobre de 0,8 mm: profundidade de penetração 0,5-0,7 mm.
Evite queimaduras/respingos e tenha um controle preciso sobre a profundidade de penetração.
Método de otimização
Experimento DoE / Laser Azul.
O experimento DoE economiza tempo em 40%. Laser azul (BPP < 0,9).
Profundidade de penetração consistente (±0,05 mm), melhorando a eficiência em 40%.
Manutenção e calibrações
Limpeza Diária/Calibração Semanal.
Variação na potência do laser ≤ ±5%, limpe as lentes diariamente.
Regular a variação da profundidade de penetração para ≤ ±5%, reduzindo o retrabalho.
Principais conclusões: seu guia de ação rápida
Antes de mergulhar neste guia, resumimos os seguintes pontos-chave para ajudá-lo a entender rapidamente o que esperar no domínio do controle de profundidade de penetração da soldagem a laser e o valor que o JS Precision pode trazer:
1. A profundidade de fusão é uma variável chave controlável, não um valor fixo: ao controlar com precisão parâmetros como potência do laser e velocidade de soldagem, você pode personalizar as características de soldagem para diferentes peças de fabricação de chapa metálica como um especialista, a fim de encontrar o melhor equilíbrio entre resistência, aparência e custo, evitando defeitos como resistência insuficiente ou queimadura.
2.Superar materiais altamente reflexivos é uma manifestação de habilidade profissional: enfrentar desafios de materiais como cobre e alumínio, simplesmente aumentar a potência muitas vezes sai pela culatra. Como uma empresa avançada de soldagem a laser de precisão, fornecemos atecnologia mais recente, como lasers azuis, para melhorar drasticamente a absorção de energia para soluções confiáveis de soldagem a laser personalizadas para esses materiais.
3.A consistência da profundidade de penetração (± 0,05 mm) é o principal indicador para medir a qualidade: ela influencia diretamente o rendimento do produto, a vida útil e o custo geral. Um fornecedor de soldagem a laser de alta qualidade como a JS Precision se traduz em estabilidade de processo incomparável para seu benefício, reduzindo assim os custos gerais de fabricação.
4.O controle mais eficaz começa com a consulta profissional: o objetivo final do conhecimento teórico é entregar seus produtos com sucesso. Aja agora e obtenha seu orçamento personalizado de serviços de soldagem a laser. Usando os desenhos e requisitos da sua peça de trabalho, nossos especialistas fornecerão as soluções mais econômicas.
Por que acreditar neste guia? Descobertas as melhores práticas da equipe JS Precision
Em mais de 15 anos de prática de soldagem a laser, acumulamos um banco de dados de parâmetros de processo cobrindo 12 indústrias e mais de 300 combinações diferentes de materiais. Isso significa que os requisitos do seu projeto provavelmente estão dentro do escopo de nossas soluções familiares.
Como uma empresa experiente em soldagem a laser de precisão, fornecemos soluções personalizadas de soldagem a laser para clientes aeroespaciais, aumentando com sucesso a precisão do controle de penetração para ± 0,02 mm e reduzindo as taxas de retrabalho em 30%. De acordo com a norma da Organização Internacional de Padronização ISO 13919-1, nosso processo atende aos requisitos para soldagem de alta qualidade.
Também criamos soluções eficazes para mais de 30 questões complexas. Por exemplo, no projeto fornecido aos fabricantes de equipamentos médicos, otimizamos parâmetros para controlar a variação da profundidade de fusão em ± 0,05 mm, ajudando os clientes a reduzir o preço de fabricação de chapas metálicas em 15%.
Este manual é o resultado da combinação desses dados operacionais, feedback de clientes e conhecimento do setor, todos fundamentados em projetos reais.Seja um consumidor on-line de fabricação de chapas metálicas em busca de uma produção piloto de pequenos lotes ou um fabricante de fabricação de chapas metálicas personalizadas em escala, este guia é uma referência confiável.
Baixe nosso manual de casos de sucesso para empresas de soldagem a laser de precisão agora para saber como melhorar o rendimento do produto por meio de controle preciso.
Além da superfície: revelando a profundidade de penetração da soldagem a laser
Primeiro precisamos determinar a definição direta da profundidade de penetração da soldagem a laser:
É a distância ao longo da vertical entre a superfície da peça de trabalho e a posição mais profunda na qual a poça resultante de metal fundido se encontra após o feixe de laser atingir a peça de trabalho. Essa distância determina diretamente se a solda pode suportar os requisitos das peças de fabricação de chapas metálicas.
Esta profundidade de penetração depende principalmente de dois modos básicos de soldagem, que são extremamente diferentes na capacidade de penetração e aplicabilidade de uso.
A seleção do modo correto é a primeira e mais importante decisão no controle da profundidade de penetração. De acordo com o padrão da American Welding Society AWS C7.3, o modo deve ser selecionado com base na espessura da peça e no cenário de aplicação.
Comparação dos dois modos principais de soldagem a laser:
Dimensões de comparação
Soldagem por condução de calor
Soldagem por penetração profunda
Profundidade de penetração
Raso, normalmente ≤1mm.
Profundo, entre vários e dezenas de milímetros.
Aplicação de energia
A energia do laser atua apenas na superfície e se propaga para dentro através da condução de calor.
Alta concentração de densidade de energia para formar um buraco de fechadura, permitindo a penetração direta em camadas mais profundas.
Características da solda
Raso e largo com superfície lisa.
Estreito e profundo com alta proporção.
Aplicativos aplicáveis
Peças de fabricação de chapa metálica de paredes finas (por exemplo, peças de aço inoxidável de 0,3 a 0,8 mm).
Placa grossa peças estruturais (por exemplo, peças de aço carbono de 2 a 10 mm, módulos de bateria).
Aplicativos representativos
Selagem de dispositivos médicos de chapa metálica por soldagem.
Conexões de chassis em chapa metálica para veículos de novas energias.
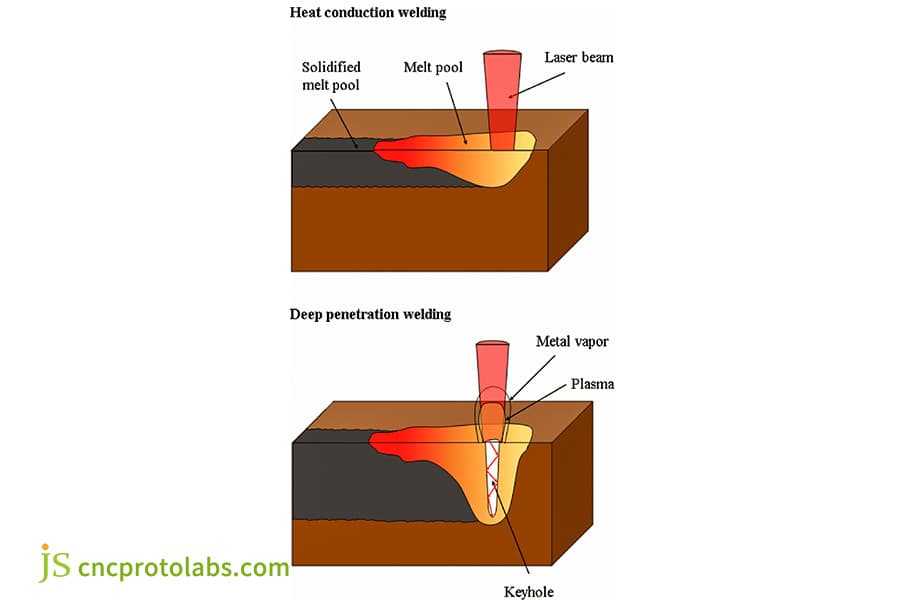
Figura 1:Existem dois modos de soldagem a laser: a soldagem por condução de calor forma uma poça de fusão rasa, enquanto a soldagem de penetração profunda produz buracos de fechadura e plasma, penetrando mais profundamente.
Por que a 'profundidade' é tão importante? Mais do que apenas força
A profundidade da soldagem a laser tem um impacto maior do que apenas a resistência da solda; ela atua imediatamente no desempenho, na segurança e nos custos da peça. É definido através de três fatores significativos:
Determinando a segurança estrutural
Para peças de fabricação de chapas metálicas que suportam carga (por exemplo, conectores de chassis de automóveis), uma profundidade de solda baixa pode criar um 'ponto fraco' na solda que tende a rachar sob vibração de longo prazo. Quando a soldagem por condução de calor com penetração superficial é usada em peças de chapa pesada (por exemplo, aço carbono de 5 mm), a solda não atinge a peça de trabalho e é altamente propensa a fraturar durante o uso.
Efeito na conformidade funcional
As peças de fabricação de chapas metálicas de diferentes indústrias têm requisitos de profundidade variados: Os barramentos de cobre para baterias de energia nova exigem uma profundidade de penetração de ≥0,6 mm, ou ocorrerá superaquecimento por meio de alta resistência. A profundidade de penetração não uniforme em tubos de transporte de fluidos pode causar vazamento, indo contra os padrões da indústria alimentícia e médica.
Controlando Custos de Produção
Profundidade de penetração insuficiente pode aumentar preço de fabricação de chapas metálicas: muita energia aplicada em componentes de paredes finas pode causar queimaduras rápidas (taxa de sucata de 10% ou mais), retrabalho em componentes de chapa grossa desperdiça mão de obra, aumentando o custo unitário em 30%.
A 'profundidade adequada' contém o segredo para encontrar um equilíbrio entre qualidade e custo da soldagem a laser.
Deseja gerenciargerenciar chapas metálicaspreço sem sacrificar a profundidade da solda? JS encontrará o equilíbrio entre custo e qualidade. Processos transparentese fabricação simplificada fornecem controle completo desde a comunicação até a entrega.
Alcançando 'Profundidade': Cinco Fatores Chave que Influenciam a Profundidade de Penetração
Para gerenciar com precisão a profundidade de penetração da soldagem a laser, os cinco fatores fundamentais a seguir devem ser bem compreendidos.
Potência do laser
Correlação fundamental: Com outros parâmetros inalterados, mais potência tende a levar a uma penetração mais profunda. No entanto, ir além do valor crítico pode causar maiores queimaduras e respingos.
Referência prática: Diferentes potências estão vinculadas a uma faixa específica de profundidade de penetração do cobre. Uma potência apropriada precisa ser selecionada com base na espessura do material.
Profundidade de penetração do cobre para diferentes potências de laser (velocidade de soldagem 1m/min, qualidade do feixe BPP = 1,0)
Potência do laser (W)
Espessura do cobre (mm)
Profundidade de penetração (mm)
Aplicativos
500
0,5
0,3-0,4
Peças de fabricação de peças de fabricação de chapas metálicas de paredes finas.
1000
0,8
0,5-0,7
Barramentos de cobre da bateria.
2000
2.0
1,2-1,5
Componentes estruturais de chapa metálica espessa.
3.000
3.0
2,0-2,3
Conectores de chapa metálica para máquinas pesadas.
Velocidade de soldagem
Relacionamento principal: Negativamente com a profundidade de penetração – velocidades mais altas estão relacionadas com menor consumo de energia e menor profundidade de penetração, velocidades mais baixas podem facilmente queimar e aumentar o preço de fabricação de chapas metálicas.
Dica: É necessário testar a soldagem em pequenos lotes durante a produção para determinar a combinação ideal de potência e velocidade.
Qualidade do feixe
Critérios de medição: Testado com o valor de penetração do feixe (BPP). Quanto menor o BPP, mais a energia será concentrada e mais profunda será a penetração.
Utilidade prática: Na soldagem de cobre, um laser azul com BPP <0,9 pode fornecer um aumento de mais de 30% na profundidade de penetração em relação a um laser infravermelho com BPP de 1,5, com menos respingos. Quando a JS Precision processa peças de fabricação de chapa metálica de alta demanda, equipamentos com baixo BPP são preferidos.
Propriedades dos materiais
Principais influências: Quanto maior a refletividade e a condutividade térmica do material, mais difícil será melhorar a profundidade de penetração (por exemplo, o cobre tem uma refletividade do laser infravermelho >95% e uma condutividade térmica de 401 W/(m·K), mais difícil de soldar).
Estratégia de adaptação: Lasers azuis são empregados em peças de cobre. As ligasde alumínio exigem ajustes de potência e velocidade para minimizar a dissipação de calor.
Gás de Proteção
Função e escolha: Para evitar a oxidação da poça de fusão e estabilizar o buraco da fechadura, o argônio (aproximadamente US$ 1,50/m³) é adequado para níveis de potência média e baixa, enquanto o hélio (aproximadamente US$ 8/m³) pode aumentar a profundidade de penetração em 15%.
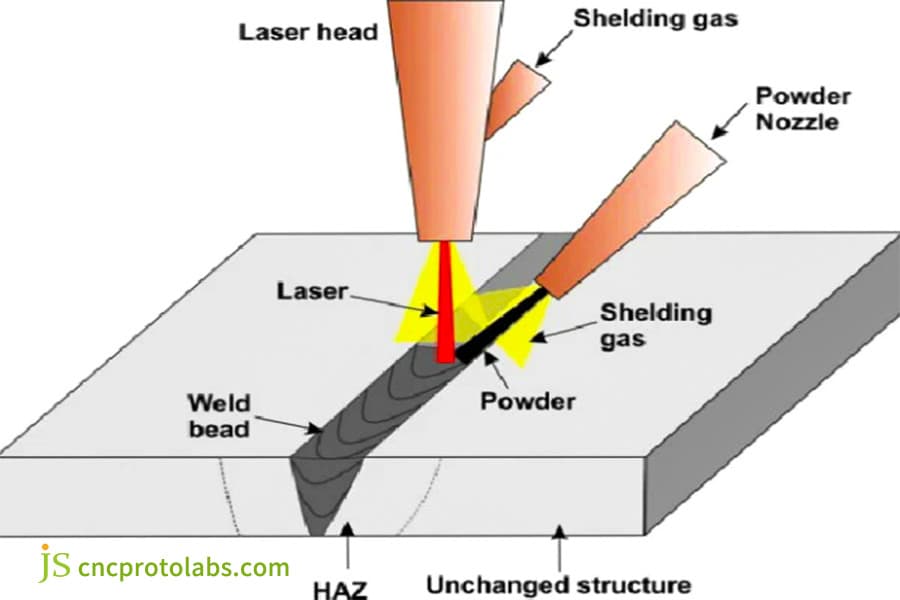
Figura 2:Diagrama esquemático do sistema de soldagem a laser, mostrando o processo de trabalho do cabeçote do laser, bocal de alimentação de pó e gás protetor trabalhando juntos para formar uma solda e definir a zona afetada pelo calor.
Da teoria à prática: como otimizar a profundidade de penetração da soldagem a laser
A otimização da profundidade de penetração pode ser alcançada através de uma abordagem sistemática. As três abordagens fornecidas abaixo podem ser utilizadas para a maioria dos casos de peças de fabricação de chapa metálica.
Otimização de combinação de parâmetros
Técnica principal: Usando a potência do laser, a velocidade de soldagem e a posição do foco como parâmetros, tente várias vezes para obter a combinação ideal em termos de equilíbrio entre profundidade, qualidade e eficiência.
Resultados práticos: Com os parâmetros para o melhor barramento de cobre de 0,8 mm determinados, a profundidade de 0,7 mm foi alcançada, representando um ganho de eficiência de 40% em relação aos métodos de tentativa e erro. Isso também reduz o desperdício e minimiza o preço de fabricação de chapas metálicas.
Seleção de equipamentos por propriedade de material
Lógica de escolha: Os lasers são selecionados com base na refletividade e na condutividade térmica do material. Lasers azuis são utilizados para cobre (taxa de absorção melhorada para 35%). No caso de placas espessas de liga de alumínio, um sistema de modelagem de feixe é empregado para melhorar a uniformidade de profundidade.
Benefícios do serviço: Em nossos serviços de fabricação de chapas metálicas on-line, a JS Precision pré-combina o equipamento com o material das peças de fabricação de chapas metálicas para criar um primeiro produto de sucessopassagem de solda.
Aplicação de tecnologias de processos inovadoras
Processo principal: A soldagem oscilante em formato de '∞' aumenta o tempo de contato do laser e a estabilidade da profundidade do barramento de cobre melhora de ±0,1 mm para ±0,05 mm. 'Soldagem em camadas' evita profundidades rasas ou queimaduras em componentes multicamadas.
Exemplo de aplicação: Peças complexas de fabricação de chapa metálica podem utilizar dois processos simultaneamente para atender aos requisitos de profundidade e aparência da solda.
Consistência de profundidade: manutenção e calibração diárias
Manutenção Diária
Limpeza diária das lentes ópticas (para reduzir a perda de energia).
Verificação da potência do laser semanalmente (ajuste se o desvio exceder ±5%).
Verificação da precisão do sistema de movimento a cada duas semanas (reajuste se o desvio de deslocamento exceder 0,02 mm).
Verificação do sistema de refrigeração todos os meses (temperatura da água 20-25°C).
Garantia de precisão de manutenção JS
Sistema de alerta precoce: Os parâmetros do equipamento fora dos limites especificados gerarão automaticamente um alerta para evitar riscos de qualidade.
Inspeção periódica: 10 folhas de cobre comuns de 0,8 mm têm consistência de profundidade verificada a cada seis meses. No caso de desvio superior a 0,1 mm, uma inspeção abrangente é realizada para controlar a variação de profundidade em ±5%, reduzindo o retrabalho e os preços de fabricação de chapas metálicas.
Além de soldagem na fabricação de chapas metálicas personalizadas, a JS Precision também fornece equipamentosguias de manutenção. Faça parceria conosco para obter um serviço especializado de ciclo completo.
Estudo de caso real: Desafios de soldagem de perfuração profunda para módulos de bateria de veículos de nova energia
Requisitos do cliente e pontos problemáticos iniciais
Uma empresa líder em novas energias nos desafiou, o que reflete nossa demanda por soluções personalizadas de soldagem a laser. Eles tiveram que soldar 10 peças de peças do módulo estrutural da bateria de alumínio com 0,3 mm de espessura. Os principais requisitos eram profundidade de penetração de 1,5 mm (penetração completa com no máximo 5 peças) e nenhuma distorção de soldagem.
Desafios do Projeto
Desafios materiais: O alumínio tem uma condutividade térmica de 237 W/(m·K) e a energia do laser se difunde muito rapidamente, dificultando a formação de uma poça de fusão profunda e a obtenção da profundidade necessária de 1,5 mm.
Riscos estruturais: A folga da junta de ≤0,05 mm entre diferentes camadas de peças de fabricação de chapa metálica causou vazamento de energia do laser, o que não apenas reduz a profundidade, mas também aumenta o risco de porosidade.
Restrições de temperatura: As células da bateria são sensíveis às temperaturas. As temperaturas da área de solda superiores a 200°C podem destruir as células e comprometer o desempenho das baterias.
Solução de fabricação de precisão JS
Nossa equipe não adotou processos padrão, mas projetou uma solução personalizada de soldagem a laser.
Seleção de equipamento: O laser infravermelho BPP 1.0 de 2.000 W foi selecionado junto com um sistema modelador de feixe para moldar o feixe de laser em um retângulo de 0,5 mm x 1 mm. Isso maximiza a área de superfície do efeito energético e reduz a dissipação de calor.
Otimização do processo: empregou um processo de 'pré-prensagem + soldagem em camadas' - primeiro aplicando pressão de 0,5 MPa na zona para eliminar lacunas e soldando três camadas (0,5 mm de espessura) para evitar que temperaturas extremamente altas fossem produzidas por uma solda.
Medidas de controle de temperatura: Um canal de água de resfriamento de 15°C foi instalado próximo à região da solda para drenar o calor em tempo real e manter a temperatura ambiente abaixo de 180°C e proteger as células da bateria.
Resultados
Soldagem de total penetração livre de respingos foi alcançada, com profundidade de penetração consistente de 0,7 mm, largura de interface igual e resistência extremamente baixa e consistente, satisfazendo totalmente as demandas da bateria por alta corrente e baixa perda. A taxa de rendimento foi aumentada de 70% para mais de 99,5%.
Faça upload do histórico e dos desafios do seu projeto imediatamente para receber um relatório detalhado sobre soluções direcionadas de casos de fornecedores de soldagem a laser de alta qualidade.
Figura 3:Componentes estruturais do módulo de bateria
Como você garante que seus produtos recebam a profundidade de solda ideal?
Explicando os critérios essenciais para a profundidade ideal de solda
A profundidade perfeita da solda não é um valor numérico único, mas um padrão triplo de desempenho, estabilidade e custo.Ela deve atender aos requisitos funcionais da peça (por exemplo, resistência mínima para peças condutoras, resistência máxima resistência para peças estruturais), possuem uma faixa de variação de profundidade de penetração ≤±0,05mm, reduzem o retrabalho causado por parâmetros errados.
Isso significa desenvolver uma estrutura padrão clara por meio da combinação de atributos de soldagem a laser com especificações personalizadas de fabricação de chapas metálicas.
Os três principais recursos da JS Precision para uma profundidade de solda perfeita
Correspondência adequada entre material e equipamento: JS Precision usa um banco de dados de materiais (aço, alumínio, cobre etc.) para combinar lasers com peças de trabalho com refletividade e condutividade térmica variadas (por exemplo, peças refletivas têm lasers azuis). Isso converte corretamente a energia e evita profundidades de solda rasas resultantes de 'incompatibilidade de equipamentos'.
Inovação e otimização de processos: Atendendo a ambientes de soldagem desafiadores, como alta condutividade térmica e paredes finas, desenvolvemos processos como 'oscilação em forma de ∞' e 'soldagem em camadas' para mitigar a instabilidade da poça de fusão, maximizar a uniformidade da profundidade da solda e estender-se aos serviços on-line de fabricação de chapas metálicas e em massa produção.
Calibração de parâmetros científicos: com a aplicação de Design de experimentos (DoE) em vez de métodos de tentativa e erro, ajustamos rapidamente conjuntos de parâmetros como potência, velocidade e foco com uma enorme economia de tempo no comissionamento, até mesmo nas profundidades de solda e no material.
Suporte para garantia de profundidade de soldagem em cenário completo
Os processos JS Precision envolvem todo o procedimento desde o primeiro projeto até o controle intermediário da produção até a manutenção após a produção.
Pequenos pedidos podem ser facilmente comparados aos parâmetros por meio de um sistema on-line, enquanto a produção em massa personalizada baseada em volume é controlada por meio de linhas de produção automatizadas. Orientações de manutenção para máquinas-ferramentas também são fornecidas na tentativa de evitar desvios de profundidade de solda durante o uso prolongado, o que torna possível produzir a profundidade de solda ideal sob qualquer condição.
Escolha seu parceiro de soldagem a laser de precisão
Ao selecionar um parceiro, é claro, as capacidades técnicas são fundamentais, mas o verdadeiro valor está na capacidade de construir um sistema de suporte confiável e de longo prazo para você. Esses três pilares são garantias fundamentais que oferecemos aos nossos clientes.
Pilar 1: Ativos de Processo Reutilizáveis, Acelerando a Implementação do Projeto
Com mais de 15 anos de experiência em projetos, nossa extensa biblioteca de parâmetros de processo abrange mais de 300 combinações de materiais e estruturas, o que significa que seu projeto provavelmente não precisará começar do zero. Podemos fornecer rapidamente uma base validada de parâmetros que reduzirão substancialmente o ciclo de P&D e permitirão que você tenha um impulso inicial.
Pilar 2: Capacidades de desenvolvimento personalizado para desafios desconhecidos
Também sabemos muito bem que projetos criativos muitas vezes não têm respostas padronizadas. Assim, a forte capacidade de P&D personalizada forma a espinha dorsal de nossa equipe de engenharia, o que nos permite oferecer soluções personalizadas de soldagem a laser para enfrentar desafios únicos na soldagem de alta condutividade térmica, paredes finas ou metais diferentes.
Pilar 3: Um sistema preventivo de garantia de qualidade
Para nós qualidade é muito mais que inspeção final. É uma filosofia de design-um sistema preventivo em todo o processo, incluindo armazenamento de materiais e monitoramento do processo até o envio do produto acabado.
Através de operações exatas padronizadas e monitoramento contínuo, garantimos que cada produto entregue a você possua alta qualidade rastreável, reduzindo fundamentalmente o risco.
Próximas etapas: convertendo insights em sua vantagem competitiva
O resultado de todas as discussões técnicas deverá ser a implementação bem-sucedida dos projetos. Se você realmente quer seguir em frente, a melhor maneira de fazer isso é conversando detalhadamente conosco.
A partir daqui, envie as informações do seu projeto e receba uma cotação detalhada de serviços de soldagem a laser que contém não apenas preços transparentes, mas também recomendações de processos direcionados e prazos de entrega confiáveis.
Perguntas frequentes
Q1: Por que a alta potência às vezes produz uma penetração de solda mais superficial ou instável?
Isso se deve ao "efeito de proteção de plasma". Muita energia vaporiza o metal, criando uma "barreira de energia" de plasma na parte superior que reflete o laser e impede a penetração. Assim, a correspondência precisa de parâmetros é muito mais importante do que simplesmente aumentar a potência.
Q2: Como detectar e medir a profundidade de penetração das soldas?
O método mais preciso é o exame metalográfico destrutivo, incluindo o corte da peça de trabalho de forma a inspecionar a penetração da solda e sendo utilizado para verificação precisa. Testes ultrassônicos e outros métodos não destrutivos são comumente usados na indústria, que não exigem danos à peça de trabalho e são mais adequados para amostragem e avaliação profunda de produtos em lote.
Q3: Qual é a espessura máxima possível na soldagem a laser?
Isso depende do material, da fonte do laser e do processo. Com soldagem de passagem única, os lasers de fibra podem soldar aço carbono com espessura de 20 a 30 mm e ligas de alumínio de 15 a 20 mm. Com soldagem multipasse ou matrizes de lasers de alta potência e processos ideais, a espessura teórica da solda não tem máximo.
Q4: Por que é tão difícil soldar cobre e alumínio a laser?
As razões intrínsecas são duas: Primeiro, o cobre e o alumínio têm refletividade muito alta para lasers (a refletividade do laser infravermelho do cobre é superior a 95%), o que resulta em reflexão e perda de energia; segundo, eles têm alta condutividade térmica, o que resulta na dispersão rápida do calor. Maior densidade de potência e processos personalizados são necessários para formar e manter um 'efeito pinhole' estável.
Q5: Qual é a diferença entre a estratégia de preços para protótipos de pequenos lotes e produção em massa?
O preço para pequenos lotes inclui o custo de desenvolvimento e depuração do processo. Na produção em massa, os parâmetros otimizados se solidificam, reduzindo os custos unitários através de economias de escala. Temos preços diferenciados e transparentes.
Q6: Como você garante a segurança de seus desenhos de projeto e de sua propriedade intelectual?
Consideramos a propriedade intelectual dos nossos clientes como a nossa tábua de salvação. Garantimos a segurança dos seus projetos através de acordos de confidencialidade rigorosos, sistemas de arquivos criptografados e gerenciamento de produção isolado. Atendemos com sucesso inúmeras empresas líderes de tecnologia.
Q7: Qual é a sua política pós-venda se a qualidade da solda estiver abaixo do padrão?
Garantimos 100% de qualidade. Em caso de má qualidade causada por problemas de processo, podemos retrabalhar ou refazer a solda gratuitamente e assumir os custos relevantes, o que garante que seu projeto possa ser executado sem risco.
Q8: Além dos desenhos, que outras informações você precisa para fornecer uma solução e um orçamento precisos?
Além dos desenhos, forneça o seguinte para obter uma solução precisa: especificação do material, requisitos de tratamento de superfície, uso anual estimado e custo alvo. Isso nos ajudará a identificar desafios de processo e planejar a capacidade de produção para oferecer a você a solução personalizada de soldagem a laser mais econômica.
Resumo
Profundidade de penetração não é um número absoluto, mas uma 'variável manipulável' capaz de ser modificada dentro de um parâmetro flexível de acordo com as necessidades de fabricação de chapas metálicaspeças. Para cada profissional de fabricação, controlar a lógica científica e as técnicas de otimização por trás da soldagem a laser significa transformar esta 'lâmina de luz mais nítida' da tecnologia em uma arte.
Quer você esteja trabalhando na produção de pequenos lotes ou na fabricação personalizada de grandes volumes, se surgirem problemas de profundidade de penetração na soldagem a laser, a JS Precision pode fornecer soluções individualizadas. Entendemos que somente a profundidade de penetração 'adequada' fornecerá a melhor qualidade com o menor custo para o seu produto.
Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos.JS Precision Services, não há representações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da JS Precision Network. É responsabilidade do comprador Exigir cotação de peças Identificar requisitos específicos para essas seções.Entre em contato conosco para obter mais informações.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, com certificação ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. Escolha JS Precision, isso significa eficiência de seleção, qualidade e profissionalismo. Para saber mais, visite nosso website:www.cncprotolabs.com
Especialista em prototipagem rápida e fabricação rápida
Especializada em usinagem cnc, impressão 3D, fundição de uretano, ferramentas rápidas, moldagem por injeção, fundição de metal, chapa metálica e extrusão.