Control de profundidad de penetración de soldadura láser: la guía definitiva | Precisión JS
Escrito por
Precisión JS
Publicado
Sep 02 2025
Soldadura
Síguenos
La soldadura láser es uno de los procesos centrales en la fabricación de precisión, pero su profundidad de penetración inestable a menudo conduce a una resistencia insuficiente en las piezas de fabricación de chapa, fallas prematuras de los productos, quejas frecuentes de los clientes y un alto costo de retrabajo.
Imagínense el componente crítico que se rompe durante las pruebas debido a un control deficiente de la profundidad de penetración, lo que está provocando retrasos en el proyecto y pérdidas que ascienden a miles de dólares. En la fabricación de precisión, creemos firmemente que la profundidad de penetración no es un valor fijo único, sino una variable de proceso crítica que exige un control exacto. La clave es "control".
La siguiente guía paso a paso muestra cómo JS Precision logra un control superior de la profundidad de penetración para clientes de todo el mundo. Garantiza que sus proyectos avancen sin riesgo.
Soldadura por conducción: profundidad de penetración ≤ 1 mm.
Soldadura de penetración profunda: profundidad de penetración en el orden milimétrico.
Elija el modo de soldadura según el espesor de la pieza de trabajo (delgada/gruesa).
Factores que influyen
Potencia del Láser / Velocidad de Soldadura / Calidad del Haz.
Potencia de 1000 W suministrada a cobre de 0,8 mm: profundidad de penetración 0,5-0,7 mm.
Evite las quemaduras/salpicaduras y tenga un control fino sobre la profundidad de penetración.
Método de optimización
Experimento DoE / Láser azul.
El experimento DoE ahorra tiempo en un 40 %. Láser azul (BPP < 0,9).
Profundidad de penetración constante (±0,05 mm), lo que mejora la eficiencia en un 40 %.
Mantenimiento y calibraciones
Limpieza diaria / Calibración semanal.
Variación en la potencia del láser ≤ ±5%, limpie la lente diariamente.
Regule la variación de la profundidad de penetración a ≤ ±5%, reduciendo el retrabajo.
Conclusiones clave: su guía de acción rápida
Antes de sumergirse en esta guía, hemos resumido los siguientes puntos clave para ayudarlo a comprender rápidamente qué esperar en el ámbito del control de profundidad de penetración de la soldadura láser y el valor que JS Precision puede aportar:
1.La profundidad de fusión es una variable clave controlable, no un valor fijo: al controlar con precisión parámetros como la potencia del láser y la velocidad de soldadura, puede personalizar las características de soldadura para diferentes piezas de fabricación de chapa metálica como un experto, a fin de encontrar el mejor equilibrio entre resistencia, apariencia y costo, evitando defectos como resistencia insuficiente o quemaduras.
2.Superar materiales altamente reflectantes es una manifestación de capacidad profesional: enfrentar los desafíos de materiales como el cobre y el aluminio, simplemente aumentar la potencia a menudo resulta contraproducente. Como empresa de soldadura láser de precisión avanzada, ofrecemos la última tecnología, como láseres azules, para mejorar drásticamente la absorción de energía y lograr soluciones de soldadura láser personalizadas y confiables para estos materiales.
3.La consistencia de la profundidad de penetración (± 0,05 mm) es el indicador principal para medir la calidad: influye directamente en el rendimiento del producto, la vida útil y el costo general. Un proveedor de soldadura láser de alta calidad como JS Precision se traduce en una estabilidad del proceso incomparable para su beneficio, reduciendo así los costos generales de fabricación.
4.El control más eficaz comienza con una consulta profesional: el objetivo final del conocimiento teórico es entregar con éxito sus productos. Actúa ahora y obtén tu cotización personalizada de servicios de soldadura láser. Utilizando los dibujos y requisitos de su pieza de trabajo, nuestros expertos le brindarán las soluciones más rentables.
¿Por qué creer en esta guía? Se descubren las mejores prácticas del equipo JS Precision
En más de 15 años de práctica de soldadura láser, hemos acumulado una base de datos de parámetros de proceso que cubre 12 industrias y más de 300 combinaciones de materiales diferentes. Esto significa que los requisitos de su proyecto probablemente estén dentro del alcance de nuestras soluciones familiares.
Como empresa con experiencia en soldadura láser de precisión, hemos proporcionado soluciones de soldadura láser personalizadas a clientes aeroespaciales, aumentando con éxito la precisión del control de penetración a ± 0,02 mm y reduciendo las tasas de retrabajo en un 30 %. Según la norma ISO 13919-1 de la Organización Internacional de Normalización, nuestro proceso cumple con los requisitos para una soldadura de alta calidad.
También hemos creado soluciones efectivas para más de 30 preguntas complejas. Por ejemplo, en el proyecto proporcionado a fabricantes de equipos médicos, optimizamos los parámetros para controlar la variación de la profundidad de fusión dentro de ± 0,05 mm, ayudando a los clientes a reducir el precio de fabricación de chapa en un 15 %.
Este manual es el resultado de combinar estos datos operativos, comentarios de clientes y conocimientos de la industria, todos respaldados con proyectos reales. Ya sea un consumidor de fabricación de chapa metálica en línea que busca un lote piloto pequeño o un fabricante de fabricación de chapa metálica personalizada a escala, esta guía es una referencia confiable.
Descargue ahora nuestro manual de casos de éxito de la empresa de soldadura láser de precisión para aprender cómo mejorar el rendimiento del producto mediante un control preciso.
Más allá de la superficie: revelando la profundidad de penetración de la soldadura láser
Primero debemos determinar la definición sencilla de profundidad de penetración de la soldadura láser:
Es la distancia a lo largo de la vertical entre la superficie de la pieza de trabajo y la posición más profunda en la que se encuentra el charco resultante de metal fundido después de que el rayo láser incide en la pieza de trabajo. Esta distancia determina directamente si la soldadura puede soportar los requisitos de las piezas de fabricación de chapa.
Esta profundidad de penetración depende principalmente de dos modos de soldadura básicos, que son extremadamente diferentes en la capacidad de penetración y aplicabilidad de uso.
La selección del modo correcto es la primera y más importante decisión en el control de la profundidad de penetración. Según el estándar de la Sociedad Estadounidense de Soldadura AWS C7.3, el modo debe seleccionarse según el espesor de la pieza de trabajo y el escenario de aplicación.
Comparación de los dos modos de soldadura láser de núcleo:
Dimensiones de comparación
Soldadura por conducción de calor
Soldadura de penetración profunda
Profundidad de penetración
Poco profundo, normalmente ≤1 mm.
Profundo, entre varios y decenas de milímetros.
Aplicación de energía
La energía del láser sólo actúa sobre la superficie y se propaga hacia el interior mediante conducción de calor.
Alta concentración de densidad de energía para formar un ojo de cerradura, lo que permite la penetración directa en capas más profundas.
Características de soldadura
Poco profundo y ancho con superficie lisa.
Estrecho y profundo con una alta relación de aspecto.
Aplicaciones aplicables
Piezas de fabricación de chapa metálica de paredes delgadas (por ejemplo, piezas de acero inoxidable de 0,3 a 0,8 mm).
Piezas estructurales de placa gruesa (por ejemplo, piezas de acero al carbono de 2 a 10 mm, módulos de batería).
Aplicaciones representativas
Sellado de dispositivos médicos de chapa mediante soldadura.
Conexiones de chasis de chapa para vehículos de nuevas energías.
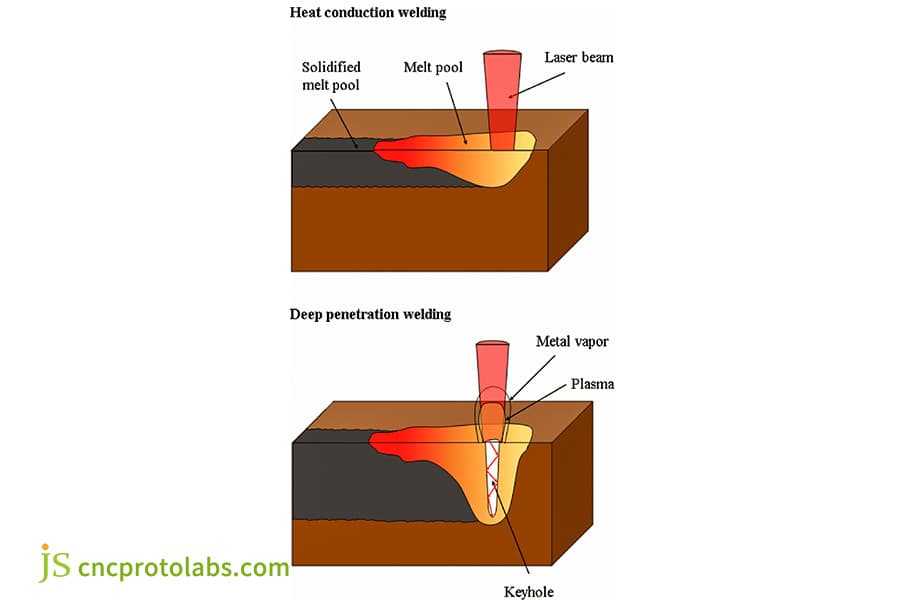
Figura 1: Hay dos modos de soldadura láser: la soldadura por conducción de calor forma un baño de fusión poco profundo, mientras que la soldadura de penetración profunda produce ojos de cerradura y plasma, que penetran más profundamente.
¿Por qué es tan importante la "profundidad"? Más que solo fuerza
La profundidad de la soldadura láser tiene un impacto mayor que solo en la resistencia de la soldadura; actúa inmediatamente en el rendimiento, la seguridad y el coste de la pieza de trabajo. Se define a través de tres factores importantes:
Determinación de la seguridad estructural
Para piezas de fabricación de chapa metálica que soportan carga (por ejemplo, conectores de chasis de automóviles), una profundidad de soldadura deficiente puede crear un 'punto débil' en la soldadura que tiende a agrietarse bajo vibraciones prolongadas. Cuando se utiliza soldadura por conducción de calor de penetración superficial en piezas de placas pesadas (por ejemplo, acero al carbono de 5 mm), la soldadura no llega a la pieza de trabajo y es muy propensa a fracturarse durante el uso.
Efecto sobre la conformidad funcional
Las piezas de fabricación de chapa metálica de diferentes industrias tienen diferentes requisitos de profundidad: Las barras colectoras de cobre para baterías de nueva energía requieren una profundidad de penetración de ≥0,6 mm; de lo contrario, se producirá un sobrecalentamiento debido a la alta resistencia; una profundidad de penetración no uniforme en las tuberías de transporte de fluidos puede causar fugas, lo que va en contra de los estándares de la industria alimentaria y médica.
Control de los costes de producción
Una profundidad de penetración insuficiente puede aumentar el precio de fabricación de chapa: demasiada entrada de energía en componentes de paredes delgadas puede causar quemaduras rápidamente (tasa de desperdicio de más del 10 %), el retrabajo en componentes de placas gruesas desperdicia mano de obra, lo que aumenta el costo unitario en un 30 %.
La 'profundidad adecuada' guarda el secreto para encontrar un equilibrio entre la calidad y el costo de la soldadura láser.
¿Desea gestionaradministrar el chapa metálica fabricación precio sin sacrificar la profundidad de la soldadura? JS encontrará el equilibrio entre coste y calidad. Los procesos transparentesy la fabricación optimizada proporcionan un control total desde la comunicación hasta la entrega.
Lograr 'profundidad': cinco factores clave que influyen en la profundidad de penetración
Para gestionar con precisión la profundidad de penetración de la soldadura láser, se deben comprender bien los siguientes cinco factores fundamentales.
Poder láser
Correlación fundamental: sin cambios en otros parámetros, más potencia tiende a conducir a una penetración más profunda. Sin embargo, ir más allá del valor crítico puede provocar mayores quemaduras y salpicaduras.
Referencia práctica: Diferentes potencias están vinculadas con un rango específico de profundidad de penetración del cobre. Es necesario seleccionar una potencia adecuada en función del espesor del material.
Profundidad de penetración del cobre para diferentes potencias del láser (velocidad de soldadura 1 m/min, calidad del haz BPP = 1,0)
Potencia del láser (W)
Espesor de cobre (mm)
Profundidad de penetración (mm)
Aplicaciones
500
0,5
0.3-0.4
Fabricación de piezas de fabricación de piezas de chapa de pared delgada.
1000
0,8
0,5-0,7
Barras colectoras de cobre para batería.
2000
2.0
1.2-1.5
Componentes estructurales de chapa gruesa.
3000
3.0
2.0-2.3
Conectores de chapa para maquinaria pesada.
Velocidad de soldadura
Relación principal: Negativamente con la profundidad de penetración: las velocidades más altas se relacionan con menos entrada de energía y menor profundidad de penetración, las velocidades más bajas pueden quemarse fácilmente y aumentar el precio de fabricación de chapa.
Consejo: Es necesario realizar pruebas de soldadura en lotes pequeños durante la producción para determinar la combinación óptima de potencia y velocidad.
Calidad del haz
Criterios de medición: Probado con el valor de penetración del haz (BPP). Cuanto más pequeño sea el BPP, más se concentrará la energía y más profunda será la penetración.
Utilidad práctica: Al soldar cobre, un láser azul con un BPP <0,9 puede proporcionar más de un 30 % de aumento en la profundidad de penetración en comparación con un láser infrarrojo con un BPP de 1,5, con menos salpicaduras. Cuando JS Precision procesa piezas de fabricación de chapa de alta demanda, se prefiere equipo de bajo BPP.
Propiedades de los materiales
Influencias clave: Cuanto mayor la reflectividad y la conductividad térmica del material, más difícil será mejorar la profundidad de penetración (por ejemplo, el cobre tiene una reflectividad láser infrarroja >95 % y una conductividad térmica de 401 W/(m·K), el más difícil de soldar).
Estrategia de adaptación: Se emplean láseres azules en piezas de trabajo de cobre. Las aluminio aleaciones requieren ajustes de potencia y velocidad para minimizar la disipación de calor.
Gas protector
Función y elección: Para evitar la oxidación del baño de soldadura y estabilizar el ojo de cerradura, el argón (aproximadamente $1,50/m³) es adecuado para niveles de potencia medios y bajos, mientras que el helio (aproximadamente $8/m³) puede aumentar la profundidad de penetración en un 15 %.
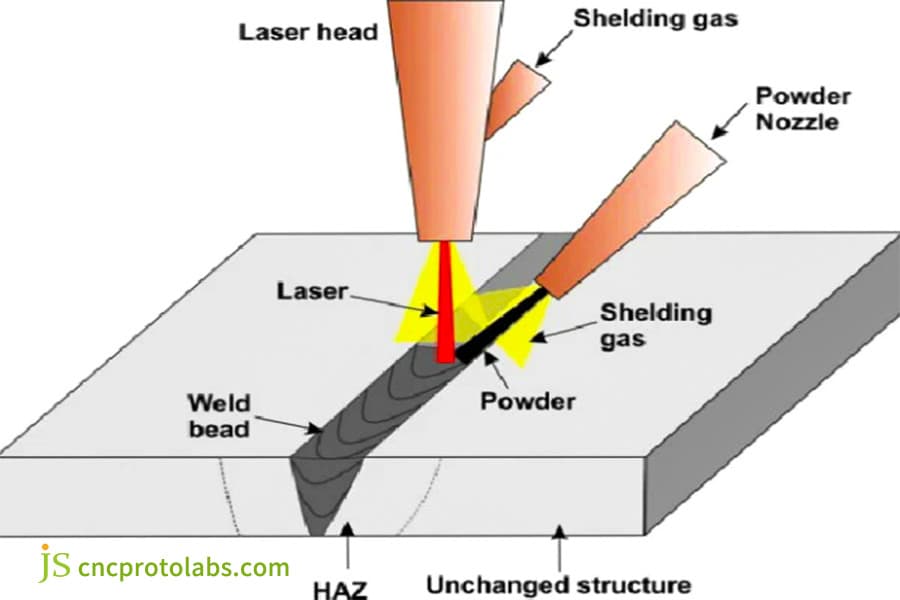
Figura 2: Diagrama esquemático del sistema de soldadura láser, que muestra el proceso de trabajo del cabezal láser, la boquilla de alimentación de polvo y el gas protector trabajando juntos para formar una soldadura y definir la zona afectada por el calor.
De la teoría a la práctica: cómo optimizar la profundidad de penetración de la soldadura láser
La optimización de la profundidad de penetración se puede lograr mediante un enfoque sistemático. Los tres enfoques que se indican a continuación se pueden utilizar para la mayoría de los casos de piezas de fabricación de chapa metálica.
Optimización de combinación de parámetros
Técnica principal: Utilizando la potencia del láser, la velocidad de soldadura y la posición del enfoque como parámetros, intente muchas veces obtener la combinación óptima en términos de equilibrio entre profundidad, calidad y eficiencia.
Resultados prácticos: Una vez determinados los parámetros para la mejor barra colectora de cobre de 0,8 mm, se logró la profundidad de 0,7 mm, que representa una ganancia de eficiencia del 40 % con respecto a los métodos de prueba y error. Esto también reduce el desperdicio y minimiza el precio de fabricación de chapa.
Selección de equipos por propiedad del material
Lógica de elección: Los láseres se seleccionan en función de la reflectividad y la conductividad térmica del material. Se utilizan láseres azules para el cobre (la tasa de absorción mejoró al 35%). En el caso de placas gruesas de aleación de aluminio, se emplea un sistema de conformación de vigas para mejorar la uniformidad en profundidad.
Beneficios del servicio: En nuestros servicios de fabricación de chapa metálica en línea, JS Precision combina previamente el equipo con el material de las piezas de fabricación de chapa metálica para crear una primera pasar soldadura.
Aplicación de tecnologías de procesos innovadoras
Proceso clave: La soldadura oscilante en 'forma de ∞' aumenta el tiempo de contacto del láser y la estabilidad de la profundidad de la barra colectora de cobre mejora de ±0,1 mm a ±0,05 mm. La 'soldadura en capas' evita la poca profundidad o el quemado en componentes de varias capas.
Ejemplo de aplicación: Las piezas complejas de fabricación de chapa metálica pueden utilizar dos procesos simultáneamente para cumplir con los requisitos de apariencia y profundidad de soldadura.
Consistencia de profundidad: mantenimiento y calibración diarios
Mantenimiento diario
Limpieza diaria de lentes ópticos (para reducir la pérdida de energía).
Comprobación semanal de la potencia del láser (ajuste si la desviación supera el ±5%).
Comprobación de la precisión del sistema de movimiento cada dos semanas (reajustar si la desviación de desplazamiento supera los 0,02 mm).
Comprobación del sistema de refrigeración cada mes (temperatura del agua 20-25°C).
Garantía de mantenimiento de precisión JS
Sistema de alerta temprana: Los parámetros del equipo fuera de los límites especificados generarán automáticamente una alerta para evitar riesgos de calidad.
Inspección periódica: Se verifica la consistencia en profundidad de 10 láminas de cobre comunes de 0,8 mm cada seis meses. En caso de una desviación superior a 0,1 mm, se realiza una inspección exhaustiva para controlar la variación de profundidad a ±5 %, reduciendo los precios de retrabajo y fabricación de chapa.
Además de soldar en la fabricación de chapa metálica personalizada, JS Precision también proporciona equiposmantenimientoguías. Asóciese con nosotros para obtener un servicio experto de ciclo completo.
Estudio de caso real: desafíos de soldadura de perforación profunda para módulos de baterías de vehículos de nueva energía
Requisitos del cliente y puntos débiles iniciales
Una empresa líder en nuevas energías nos ha desafiado, lo que refleja nuestra demanda de soluciones personalizadas de soldadura láser. Tuvieron que soldar 10 piezas de módulos estructurales de batería de aluminio de 0,3 mm de espesor. Los requisitos clave eran profundidad de penetración de 1,5 mm (penetración completa con un máximo de 5 piezas) y sin distorsión de la soldadura.
Desafíos del proyecto
Desafíos del material: El aluminio tiene una conductividad térmica de 237 W/(m·K) y la energía láser se difunde muy rápidamente, lo que dificulta formar un baño de soldadura profundo y alcanzar la profundidad requerida de 1,5 mm.
Riesgos estructurales: El espacio entre juntas de ≤0,05 mm entre diferentes capas de piezas de fabricación de chapa provocó una fuga de energía láser, lo que no solo reduce la profundidad sino que también aumenta el riesgo de porosidad.
Restricciones de temperatura: Las celdas de la batería son sensibles a la temperatura. Las temperaturas del área de soldadura que superan los 200 °C pueden destruir las celdas y comprometer el rendimiento de las baterías.
Solución de fabricación de precisión JS
Nuestro equipo no adoptó procesos estándar, sino que diseñó una solución de soldadura láser personalizada.
Selección de equipo: Se seleccionó un láser infrarrojo BPP 1.0 de 2000 W junto con un sistema de modelado de haz para darle forma al rayo láser en un rectángulo de 0,5 mm x 1 mm. Esto maximiza la superficie de efecto energético y reduce la disipación de calor.
Optimización del proceso: empleó un proceso de 'preprensado + soldadura en capas': primero se aplicó una presión de 0,5 MPa en la zona para eliminar espacios y se soldaron tres capas (0,5 mm de espesor) para evitar que se produzcan temperaturas extremadamente altas en una sola soldadura.
Medidas de control de temperatura: Se instaló un canal de agua de refrigeración de 15 °C cerca de la región de soldadura para drenar el calor en tiempo real y mantener la temperatura circundante por debajo de 180 °C y proteger las celdas de la batería.
Resultados
Se ha logrado una
soldadura completamente penetrante de alta resistencia y sin salpicaduras, con una profundidad de penetración constante de 0,7 mm, un ancho de interfaz igual y una resistencia extremadamente baja y constante, satisfaciendo plenamente las demandas de la batería de alta corriente y baja pérdida. La tasa de rendimiento se ha aumentada del 70 % a más del 99,5 %.
Cargue los antecedentes y los desafíos de su proyecto de inmediato para recibir un informe detallado sobre las soluciones específicas de casos de proveedores de soldadura láser de alta calidad.
Figura 3: Componentes estructurales del módulo de batería
¿Cómo puede garantizar que sus productos reciban la profundidad de soldadura óptima?
Explicación de los criterios esenciales para una profundidad de soldadura óptima
Perfect weld depth is not a single numerical value, but a triple standard of performance, stability, and cost.It must meet workpiece functional requirements (e.g., minimum resistance for conductive parts, maximum strength for structural parts), have a range of penetration depth variation ≤±0.05mm, reduce rework caused by erroneous parameters.
This means developing a clear standard framework through the combination of laser welding attributes with custom sheet metal fabrication manufacture specifications.
JS Precision's Three Core Capabilities for Perfect Weld Depth
Proper Material-Equipment Matching: JS Precision uses a material database (steel, aluminum, copper, etc.) to match lasers to workpieces with varying reflectivity and heat conductivity (e.g., reflective parts have blue lasers). This correctly converts the energy and avoids shallow weld depth resulting from 'equipment mismatch'.
Process Innovation and Optimization: Meeting challenging welding environments such as high thermal conductivity and thin walls, we have developed processes such as '∞-shaped oscillation' and 'layered welding' to mitigate molten pool instability, maximize weld depth uniformity, and extend to online sheet metal fabrication services and mass production.
Calibration of Scientific Parameters: With the application of Design of Experiments (DoE) rather than trial-and-error methods, we quickly adjust parameter sets such as power, speed, and focus with an enormous time saving in commissioning, even weld depths, and material.
Full-Scenario Weld Depth Assurance Support
JS Precision processes involve the entire procedure from first design to mid-term control of production up to maintenance after production.
Small orders may be readily compared to parameters through an online system, whereas volume-based customized mass production is controlled through automated production lines. Maintenance guidance for machine tools is also provided in an attempt to prevent weld depth deviations through lengthy use, which makes it possible to produce ideal weld depth under any condition.
Choose Your Precision Laser Welding Partner
When selecting a partner, of course, technical capabilities are fundamental, but the true value is in their ability to build a long-term and reliable support system for you. These three pillars are core guarantees we provide to our customers.
Pillar 1: Reusable Process Assets, Accelerating Project Implementation
With over 15 years of project experience, our extensive library of process parameters covers more than 300 material and structural combinations, which means your project probably will not have to start from scratch. We can quickly provide a validated base of parameters that will substantially shorten the R&D cycle and let you get a jump-start.
Pillar 2: Custom Development Capabilities for Unknown Challenges
We also know very well that creative projects often don't have standard answers. Thus, the strong custom R&D capability forms the backbone of our engineering team, which equips us to offer unmatched custom laser welding solutions to tackle unique challenges in welding high thermal conductivity, thin walls, or dissimilar metals.
Pillar 3: A Preventative Quality Assurance System
For us, quality is much more than final inspection. It is a designtype philosophy-a preventative system throughout the whole process, including material warehousing and process monitoring down to finished product shipment.
Through exact standardized operations and continuous monitoring, we ensure that every product delivered to you possesses traceable high quality, fundamentally reducing the risk.
Next Steps: Converting Insights into Your Competitive Advantage
The result of all technical discussions should be the successful implementation of projects. If you are serious about moving forward, the best way to do so is by having detailed discussions with us.
From here, please submit your project information and receive a detailed laser welding services quote that contains not only transparent pricing but also targeted process recommendations and reliable lead times.
Preguntas frecuentes
Q1: Why does high power sometimes produce shallower or unstable weld penetration?
This is because of the "plasma shielding effect." Too much power vaporizes the metal, creating a plasma "energy barrier" on top that reflects the laser and impedes penetration. Thus, precise matching of parameters is much more important compared to simply increasing power.
Q2: How to detect and measure the penetration depth of welds?
The most accurate method is destructive metallographic examination, including cutting the workpiece in a way to inspect weld penetration and being utilized for precise verification. Ultrasonic testing,and other non-destructive methods are commonly used in industry, which do not require damage to the workpiece and are more suitable for sampling and deep evaluation of batch products.
Q3: What is the maximum possible thickness in laser welding?
This depends on material, laser source, and process. With single-pass welding, fiber lasers can weld 20-30mm thickness carbon steel and 15-20mm aluminum alloys. With multi-pass welding or high-power arrays of lasers and ideal processes, theoretical weld thickness has no maximum.
Q4: Why it is so very difficult to laser weld copper and aluminum?
The intrinsic reasons are two-fold: First, copper and aluminum have very high reflectivity for lasers (copper's infrared laser reflectivity is over 95%), which results in energy reflection and loss, second, they have high heat conductivity, which results in the dispersal of heat quickly. Increased power density and custom processes are required to form and maintain a stable 'pinhole effect.'
Q5: What is the difference between the pricing strategy for small-batch prototypes and mass production?
The price for small batches includes the cost of process development and debugging. In mass production, the optimized parameters solidify, reducing unit costs through economies of scale. We have transparent tiered pricing.
Q6: How do you ensure the security of your design drawings and your intellectual property?
We consider our clients' IP as our lifeline. We guarantee security of your designs through strict confidentiality agreements, encrypted file systems, and isolated production management. We have successfully served numerous leading technology companies.
Q7: What is your after-sales policy if the weld quality is substandard?
We guarantee 100% quality. In case of poor quality caused by our process problems, we can rework or remake the weld for free and undertake the relevant costs, which ensures that your project can be carried on with zero risk.
Q8: Besides drawings, what other information do you need to provide an accurate solution and quotation?
In addition to drawings, please provide the following for an accurate solution: material specification, surface treatment requirement, estimated annual usage, and target cost. This will help us identify process challenges and plan production capacity to match you with the most cost-effective customized laser welding solution.
Summary
Penetration Depth is not an absolute number, but a 'manipulable variable' able to be modified within a flexible parameter as per the needs of sheet metal fabrication parts. For every manufacturing practitioner, controlling the scientific logic and optimization techniques behind laser welding is about taking this 'sharpest blade of light' from technology to an art.
Whether you are working on small-batch production or high-volume custom manufacturing, if penetration depth problems crop up in laser welding, JS Precision can provide individualized solutions. We understand that only the 'proper' penetration depth will provide the best quality at the lowest cost for your product.
Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Choose JS Precision this means selection efficiency, quality and professionalism. To learn more, visit our website:www.cncprotolabs.com
Experto en creación rápida de prototipos y fabricación rápida
Nos especializamos en mecanizado CNC, impresión 3D, fundición de uretano, herramientas rápidas, moldeo por inyección, fundición de metales, chapa y extrusión.