إن عمق اللحام بالليزر له تأثير أكبر من قوة اللحام وحدها، فهو يعمل على الفور على أداء قطعة العمل والسلامة والتكلفة. يتم تعريفه من خلال ثلاثة عوامل مهمة:
بالنسبة لأجزاء تصنيع الصفائح المعدنية الحاملة للأحمال (مثل موصلات هيكل السيارة)، يمكن أن يؤدي عمق اللحام الضعيف إلى إنشاء "نقطة ضعف" في اللحام والتي تميل إلى التشقق عند الاهتزاز طويل المدى. عند استخدام اللحام بالتوصيل الحراري للاختراق الضحل على أجزاء اللوحة الثقيلة (على سبيل المثال، الفولاذ الكربوني بقطر 5 مم)، لا يصل اللحام إلى قطعة العمل ويكون عرضة للكسر أثناء الاستخدام بشكل كبير.
<الجسم>
|
طاقة الليزر (وات)
|
سمك النحاس (مم)
|
عمق الاختراق (مم)
|
التطبيقات
|
|
500
|
0.5
|
0.3-0.4
|
أجزاء تصنيع أجزاء تصنيع الصفائح المعدنية ذات الجدران الرقيقة.
|
|
1000
|
0.8
|
0.5-0.7
|
قضبان التوصيل النحاسية للبطارية.
|
|
2000
|
2.0
|
1.2-1.5
|
المكونات الهيكلية من الصفائح المعدنية السميكة.
|
|
3000
|
3.0
|
2.0-2.3
|
موصلات الصفائح المعدنية للآلات الثقيلة.
|
سرعة اللحام
- العلاقة الأساسية: سلبيًا مع عمق الاختراق - ترتبط السرعات الأعلى بإدخال طاقة أقل وعمق اختراق أقل، ويمكن للسرعات المنخفضة أن تحترق بسهولة وتزيد من سعر تصنيع الصفائح المعدنية.
- نصيحة: يلزم إجراء اللحام التجريبي على دفعات صغيرة أثناء الإنتاج لتحديد مزيج الطاقة والسرعة الأمثل.
جودة الشعاع
- معايير القياس: تم اختبارها باستخدام قيمة اختراق الشعاع (BPP). كلما كان BPP أصغر، كلما زاد تركيز الطاقة، وكلما كان الاختراق أعمق.
- الأداة العملية: في لحام النحاس، يمكن أن يوفر الليزر الأزرق ذو BPP <0.9 زيادة في عمق الاختراق بأكثر من 30% مقارنة بليزر الأشعة تحت الحمراء مع BPP بمقدار 1.5، مع تناثر أقل. عندما تقوم شركة JS Precision بمعالجة أجزاء تصنيع الصفائح المعدنية ذات الطلب العالي، يُفضل استخدام معدات BPP منخفضة.
خصائص المواد
- التأثيرات الرئيسية: كلما زادت الانعكاسية والتوصيل الحراري للمادة، زادت صعوبة تحسين عمق الاختراق (على سبيل المثال، يتمتع النحاس بانعكاسية ليزر بالأشعة تحت الحمراء >95% والتوصيل الحراري 401 وات/(م·ك)، وهو الأصعب في اللحام).
- استراتيجية التكيف: يتم استخدام الليزر الأزرق على قطع العمل النحاسية. تتطلب سبائك الألومنيوم تعديلات في الطاقة والسرعة لتقليل تبديد الحرارة.
تدريع الغاز
- الوظيفة والاختيار: لمنع أكسدة حوض اللحام وتثبيت ثقب المفتاح، يعتبر الأرجون (حوالي 1.50 دولار أمريكي/م3) مناسبًا لمستويات الطاقة المتوسطة والمنخفضة، بينما يمكن للهيليوم (حوالي 8 دولار أمريكي/م3) زيادة عمق الاختراق بنسبة 15%.
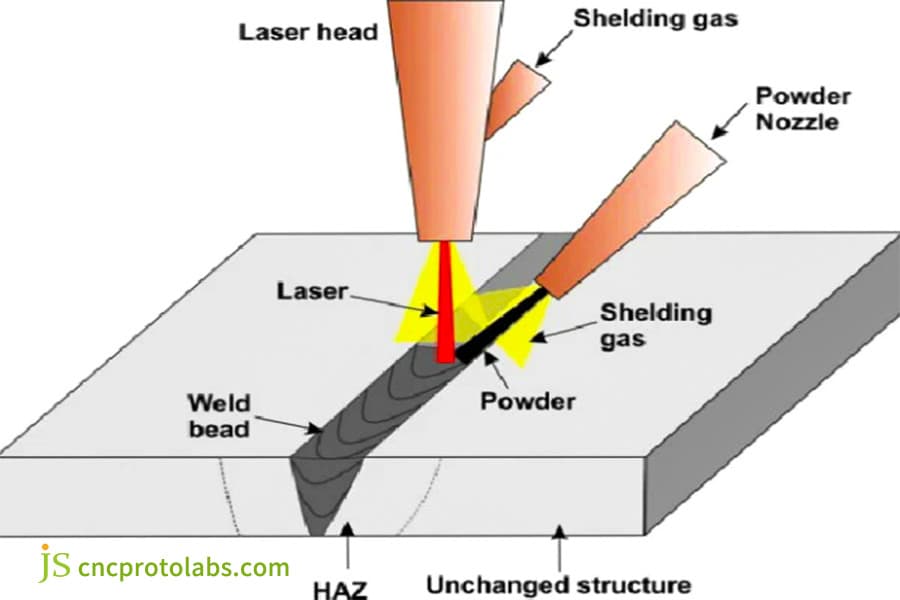
الشكل 2: رسم تخطيطي لنظام اللحام بالليزر، يوضح عملية عمل رأس الليزر وفوهة تغذية المسحوق والغاز الواقي الذين يعملون معًا لتشكيل اللحام وتحديد المنطقة المتأثرة بالحرارة.
من النظرية إلى التطبيق: كيفية تحسين عمق اختراق اللحام بالليزر
يمكن تحقيق تحسين عمق الاختراق من خلال أسلوب منهجي. يمكن استخدام الأساليب الثلاثة الواردة أدناه في معظم حالات أجزاء تصنيع الصفائح المعدنية.
تحسين مجموعة المعلمات
التقنية الأساسية: باستخدام طاقة الليزر وسرعة اللحام وموضع التركيز كمعلمات، حاول عدة مرات للحصول على المزيج الأمثل من حيث التوازن بين العمق والجودة والكفاءة.
النتائج العملية: مع تحديد معلمات أفضل شريط توصيل نحاسي مقاس 0.8 مم، تم تحقيق عمق 0.7 مم، مما يمثل زيادة في الكفاءة بنسبة 40% مقارنة بطرق التجربة والخطأ. وهذا أيضًا يقلل من النفايات ويقلل من تكلفة تصنيع الصفائح المعدنية.
اختيار المعدات حسب خاصية المادة
منطق الاختيار: يتم اختيار أشعة الليزر بناءً على الانعكاسية والتوصيل الحراري للمادة. يتم استخدام الليزر الأزرق للنحاس (تم تحسين معدل الامتصاص إلى 35٪). في حالة صفائح سبائك الألومنيوم السميكة، يتم استخدام نظام تشكيل العارضة لتحسين تجانس العمق.
فوائد الخدمة: في خدمات تصنيع الصفائح المعدنية عبر الإنترنت، تقوم JS Precision بمطابقة المعدات مسبقًا مع مواد أجزاء تصنيع الصفائح المعدنية لإنشاء أول ناجح href="https://www.cncprotolabs.com/blog/beat-weak-spots-strengthen-welds-with-pro-techniques">تمرير اللحام.
تطبيق تقنيات العمليات المبتكرة
العملية الرئيسية: يعمل اللحام المتأرجح على شكل ∞ على زيادة وقت الاتصال بالليزر، كما يتحسن استقرار عمق قضيب التوصيل النحاسي إلى ±0.05 مم من ±0.1 مم. يمنع "اللحام متعدد الطبقات" العمق الضحل أو احتراق المكونات متعددة الطبقات.
مثال تطبيقي: يمكن أن تستخدم أجزاء تصنيع الصفائح المعدنية المعقدة عمليتين في وقت واحد لتلبية متطلبات عمق اللحام والمظهر.
اتساق العمق: الصيانة والمعايرة اليومية
الصيانة اليومية
- تنظيف العدسات البصرية يوميًا (لتقليل فقدان الطاقة).
- فحص طاقة الليزر أسبوعيًا (الضبط إذا كان الانحراف يتجاوز ±5%).
- فحص دقة نظام الحركة كل أسبوعين (أعد الضبط إذا كان انحراف الإزاحة يتجاوز 0.02 ملم).
- فحص نظام التبريد كل شهر (درجة حرارة الماء 20-25 درجة مئوية).
ضمان دقة JS للصيانة
نظام الإنذار المبكر: ستعمل معلمات المعدات التي تقع خارج الحدود المحددة على إنشاء تنبيه تلقائيًا لتجنب مخاطر الجودة.
الفحص الدوري: يتم فحص اتساق العمق في 10 صفائح نحاسية عادية مقاس 0.8 مم كل ستة أشهر. في حالة تجاوز الانحراف 0.1 ملم، يتم إجراء فحص شامل للتحكم في اختلاف العمق إلى ±5%، مما يقلل من أسعار إعادة العمل وتصنيع الصفائح المعدنية.
<اقتباس>
بالإضافة إلى اللحام في تصنيع الصفائح المعدنية المخصصة، توفر JS Precision أيضًا المعدات الصيانة أدلة. كن شريكًا معنا للحصول على خدمة دورة كاملة متخصصة.
دراسة حالة حقيقية: تحديات اللحام العميق لوحدات بطاريات مركبات الطاقة الجديدة
متطلبات العملاء ونقاط الضعف الأولية
لقد تحدتنا إحدى الشركات الرائدة في مجال الطاقة الجديدة، وهو ما يعكس طلبنا على حلول اللحام بالليزر المخصصة. كان عليهم لحام 10 قطع من أجزاء الوحدة الهيكلية لبطارية الألومنيوم بسمك 0.3 مم. كانت المتطلبات الأساسية عمق اختراق 1.5 مم (اختراق كامل بحد أقصى 5 قطع) وعدم تشويه اللحام.
تحديات المشروع
- التحديات المادية: يتمتع الألومنيوم بموصلية حرارية تبلغ 237 واط/(م·ك)، وتنتشر طاقة الليزر بسرعة كبيرة، مما يجعل من الصعب تشكيل حوض لحام عميق وتحقيق العمق المطلوب وهو 1.5 ملم.
- المخاطر الهيكلية: تسببت فجوة مشتركة تبلغ ≥0.05 مم بين طبقات مختلفة من أجزاء تصنيع الصفائح المعدنية في تسرب طاقة الليزر، وهو لا يقلل العمق فحسب، بل يزيد أيضًا من خطر المسامية.
- قيود درجة الحرارة: خلايا البطارية حساسة لدرجات الحرارة. يمكن أن تؤدي درجات حرارة منطقة اللحام التي تتجاوز 200 درجة مئوية إلى تدمير الخلايا والإضرار بأداء البطاريات.
حل التصنيع الدقيق لـ JS
لم يعتمد فريقنا العمليات القياسية، ولكنه صمم حلًا مخصصًا للحام بالليزر.
- اختيار المعدات: تم اختيار ليزر الأشعة تحت الحمراء بقدرة 2000 وات BPP 1.0 جنبًا إلى جنب مع نظام تشكيل الشعاع لتشكيل شعاع الليزر إلى مستطيل مقاس 0.5 مم × 1 مم. وهذا يزيد من مساحة سطح تأثير الطاقة ويقلل من تبديد الحرارة.
- تحسين العملية: تم استخدام عملية "الضغط المسبق + لحام الطبقات" - حيث تم أولًا تطبيق ضغط 0.5 ميجا باسكال على المنطقة لإزالة الفجوات، ولحام ثلاث طبقات (بسمك 0.5 مم) لتجنب درجات الحرارة المرتفعة للغاية التي تنتج بواسطة لحام واحد.
- تدابير التحكم في درجة الحرارة: تم تركيب قناة مياه تبريد بدرجة 15 درجة مئوية بالقرب من منطقة اللحام لتصريف الحرارة في الوقت الفعلي، والحفاظ على درجة الحرارة المحيطة أقل من 180 درجة مئوية وحماية خلايا البطارية.
النتائج
تم تحقيق لحام كامل الاختراق عالي القوة وخالي من التناثر، مع عمق اختراق ثابت يبلغ 0.7 مم، وعرض واجهة متساوٍ، ومقاومة منخفضة للغاية ومتسقة، مما يلبي متطلبات البطارية بشكل كامل لتيار مرتفع وخسارة منخفضة. تم زيادة معدل العائد من 70% إلى أكثر من 99.5%.
يُظهر نجاح هذه الحالة بشكل كامل قدرة JS Precision باعتبارها موردًا عالي الجودة لللحام بالليزر لحل المشكلات المعقدة.
<اقتباس>
قم بتحميل خلفية مشروعك والتحديات التي يواجهها على الفور لتلقي تقرير تفصيلي عن الحلول المستهدفة لحالات موردي اللحام بالليزر عالية الجودة.

الشكل 3: المكونات الهيكلية لوحدة البطارية
كيف تضمن حصول منتجاتك على عمق اللحام الأمثل؟
شرح المعايير الأساسية لعمق اللحام الأمثل
لا يعد عمق اللحام المثالي قيمة عددية واحدة، ولكنه معيار ثلاثي للأداء والاستقرار والتكلفة.يجب أن يلبي المتطلبات الوظيفية لقطعة العمل (على سبيل المثال، الحد الأدنى من المقاومة للأجزاء الموصلة، والحد الأقصى قوة الأجزاء الهيكلية)، لديها نطاق من اختلاف عمق الاختراق ≥±0.05 مم، وتقليل إعادة العمل الناتجة عن المعلمات الخاطئة.
وهذا يعني تطوير إطار عمل قياسي واضح من خلال الجمع بين سمات اللحام بالليزر ومواصفات تصنيع تصنيع الصفائح المعدنية المخصصة.
الإمكانيات الأساسية الثلاثة لـ JS Precision لتحقيق عمق لحام مثالي
المطابقة المناسبة للمواد والمعدات: تستخدم JS Precision قاعدة بيانات المواد (الفولاذ والألمنيوم والنحاس وما إلى ذلك) لمطابقة أشعة الليزر مع قطع العمل ذات الانعكاسية والتوصيل الحراري المتفاوتة (على سبيل المثال، الأجزاء العاكسة تحتوي على ليزر أزرق). يؤدي هذا إلى تحويل الطاقة بشكل صحيح ويتجنب عمق اللحام الضحل الناتج عن "عدم تطابق المعدات".
ابتكار العمليات وتحسينها: في مواجهة بيئات اللحام الصعبة مثل الموصلية الحرارية العالية والجدران الرقيقة، قمنا بتطوير عمليات مثل "التذبذب على شكل ∞" و"اللحام ذو الطبقات" للتخفيف من عدم استقرار حوض السباحة المنصهر وتحقيق أقصى قدر من توحيد عمق اللحام وتوسيع نطاق خدمات تصنيع الصفائح المعدنية عبر الإنترنت والإنتاج الضخم.
معايرة المعلمات العلمية: من خلال تطبيق تصميم التجارب (DoE) بدلاً من أساليب التجربة والخطأ، نقوم بسرعة بضبط مجموعات المعلمات مثل الطاقة والسرعة والتركيز مع توفير كبير للوقت في التشغيل، وحتى أعماق اللحام والمواد.
دعم ضمان عمق اللحام بسيناريو كامل
تتضمن عمليات JS Precision الإجراء بأكمله من التصميم الأول إلى التحكم في الإنتاج على المدى المتوسط وحتى الصيانة بعد الإنتاج.
يمكن مقارنة الطلبات الصغيرة بسهولة مع المعلمات من خلال نظام عبر الإنترنت، في حين يتم التحكم في الإنتاج الضخم المخصص على أساس الحجم من خلال خطوط الإنتاج الآلية. يتم أيضًا توفير إرشادات الصيانة للأدوات الآلية في محاولة لمنع انحرافات عمق اللحام من خلال الاستخدام المطول، مما يجعل من الممكن إنتاج عمق لحام مثالي تحت أي ظرف.
اختر شريك اللحام بالليزر الدقيق
عند اختيار الشريك، تعد القدرات التقنية أمرًا أساسيًا بالطبع، ولكن القيمة الحقيقية تكمن في قدرته على بناء نظام دعم موثوق وطويل الأمد لك. تمثل هذه الركائز الثلاث ضمانات أساسية نقدمها لعملائنا.
الركيزة 1: أصول العملية القابلة لإعادة الاستخدام، وتسريع تنفيذ المشروع
مع أكثر من 15 عامًا من الخبرة في المشروعات، تغطي مكتبتنا الواسعة من معلمات العملية أكثر من 300 مجموعة من المواد والتركيبات الهيكلية، مما يعني أنه ربما لن يتعين على مشروعك أن يبدأ من الصفر. يمكننا توفير قاعدة من المعلمات التي تم التحقق من صحتها بسرعة والتي من شأنها تقصير دورة البحث والتطوير بشكل كبير وتتيح لك الانطلاقة.
الركيزة الثانية: قدرات التطوير المخصصة لمواجهة التحديات غير المعروفة
نحن نعلم جيدًا أيضًا أن المشروعات الإبداعية في كثير من الأحيان لا تحتوي على إجابات قياسية. وبالتالي، تشكل القدرة القوية على البحث والتطوير المخصص العمود الفقري لفريقنا الهندسي، مما يؤهلنا لتقديم حلول لحام بالليزر مخصصة لا مثيل لها لمواجهة التحديات الفريدة في لحام الموصلية الحرارية العالية، أو الجدران الرقيقة، أو المعادن المتباينة.
الركيزة 3: نظام ضمان الجودة الوقائي
بالنسبة لنا، الجودة هي أكثر بكثير من مجرد الفحص النهائي. إنها فلسفة نوع التصميم - نظام وقائي طوال العملية بأكملها، بما في ذلك تخزين المواد ومراقبة العملية وصولاً إلى شحن المنتج النهائي.
من خلال العمليات الموحدة الدقيقة والمراقبة المستمرة، نضمن أن كل منتج يتم تسليمه إليك يتمتع بجودة عالية يمكن تتبعها، مما يقلل المخاطر بشكل أساسي.
الخطوات التالية: تحويل الرؤى إلى ميزتك التنافسية
يجب أن تكون نتيجة جميع المناقشات الفنية هي التنفيذ الناجح للمشاريع. إذا كنت جادًا بشأن المضي قدمًا، فإن أفضل طريقة للقيام بذلك هي إجراء مناقشات تفصيلية معنا.
<اقتباس>
من هنا، يرجى إرسال معلومات مشروعك والحصول على عرض أسعار خدمات اللحام بالليزر الذي لا يتضمن أسعارًا شفافة فحسب، بل يحتوي أيضًا على توصيات عملية مستهدفة وفترات زمنية موثوقة.
الأسئلة الشائعة
س1: لماذا تؤدي الطاقة العالية أحيانًا إلى اختراق لحام أقل عمقًا أو غير مستقر؟
وهذا بسبب "تأثير حماية البلازما". تؤدي الطاقة الزائدة إلى تبخير المعدن، مما يؤدي إلى إنشاء "حاجز طاقة" بلازما في الأعلى يعكس الليزر ويعوق اختراقه. وبالتالي، فإن المطابقة الدقيقة للمعلمات تعد أكثر أهمية مقارنة بزيادة الطاقة ببساطة.
س2: كيفية كشف وقياس عمق اختراق اللحامات؟
الطريقة الأكثر دقة هي الفحص الميتالوغرافي المدمر، بما في ذلك قطع قطعة العمل بطريقة فحص اختراق اللحام واستخدامها للتحقق الدقيق. يتم استخدام اختبارات الموجات فوق الصوتية وغيرها من الطرق غير المدمرة بشكل شائع في الصناعة، والتي لا تتطلب إتلاف قطعة العمل وتكون أكثر ملاءمة لأخذ العينات والتقييم العميق للمنتجات المجمعة.
س3: ما هو أقصى سمك ممكن في اللحام بالليزر؟
يعتمد هذا على المادة ومصدر الليزر والعملية. مع اللحام أحادي المسار، يمكن لليزر الليفي أن يلحم الفولاذ الكربوني بسمك 20-30 مم وسبائك الألومنيوم 15-20 مم. مع اللحام متعدد التمريرات أو مصفوفات الليزر عالية الطاقة والعمليات المثالية، لا يوجد حد أقصى لسمك اللحام النظري.
س4: لماذا يصعب جدًا لحام النحاس والألومنيوم بالليزر؟
تنقسم الأسباب الجوهرية إلى شقين: أولاً، يتمتع النحاس والألومنيوم بانعكاسية عالية جدًا لأشعة الليزر (تزيد انعكاسية الليزر تحت الحمراء للنحاس عن 95%)، مما يؤدي إلى انعكاس الطاقة وفقدانها، وثانيًا، يتمتعان بقدرة عالية على توصيل الحرارة، مما يؤدي إلى تشتيت الحرارة بسرعة. يلزم زيادة كثافة الطاقة والعمليات المخصصة لتكوين "تأثير الثقب" المستقر والحفاظ عليه.
س5: ما الفرق بين إستراتيجية التسعير للنماذج الأولية صغيرة الحجم والإنتاج الضخم؟
يتضمن سعر الدُفعات الصغيرة تكلفة تطوير العملية وتصحيح الأخطاء. في الإنتاج الضخم، يتم تثبيت المعلمات المحسنة، مما يقلل من تكاليف الوحدة من خلال وفورات الحجم. لدينا أسعار متدرجة وشفافة.
س6: كيف يمكنك التأكد من أمان رسومات التصميم الخاصة بك وملكيتك الفكرية؟
نحن نعتبر الملكية الفكرية لعملائنا بمثابة شريان الحياة بالنسبة لنا. نحن نضمن أمان تصميماتك من خلال اتفاقيات السرية الصارمة وأنظمة الملفات المشفرة وإدارة الإنتاج المعزولة. لقد نجحنا في خدمة العديد من شركات التكنولوجيا الرائدة.
س7: ما هي سياسة ما بعد البيع إذا كانت جودة اللحام دون المستوى المطلوب؟
نضمن لك الجودة بنسبة 100%. في حالة سوء الجودة الناتج عن مشاكل العملية لدينا، يمكننا إعادة صياغة اللحام أو إعادة تصنيعه مجانًا وتحمل التكاليف ذات الصلة، مما يضمن إمكانية تنفيذ مشروعك بدون أي مخاطر.
س8: إلى جانب الرسومات، ما هي المعلومات الأخرى التي تحتاجها لتوفير حل دقيق وعرض أسعار؟
بالإضافة إلى الرسومات، يرجى تقديم ما يلي للحصول على حل دقيق: مواصفات المواد، ومتطلبات معالجة السطح، والاستخدام السنوي المقدر، والتكلفة المستهدفة. سيساعدنا هذا في تحديد تحديات العملية وتخطيط القدرة الإنتاجية لمطابقتك مع حلول اللحام بالليزر المخصصة الأكثر فعالية من حيث التكلفة.
الملخص
عمق الاختراق ليس رقمًا مطلقًا، ولكنه "متغير قابل للتلاعب" يمكن تعديله ضمن معلمة مرنة حسب احتياجات الصفائح المعدنية والتصنيع الأجزاء. بالنسبة لكل ممارسي التصنيع، فإن التحكم في المنطق العلمي وتقنيات التحسين وراء اللحام بالليزر يعني نقل "شفرة الضوء الأكثر حدة" من التكنولوجيا إلى الفن.
سواء كنت تعمل على إنتاج كميات صغيرة أو تصنيع مخصص بكميات كبيرة، إذا ظهرت مشكلات عمق الاختراق في اللحام بالليزر، فيمكن أن توفر JS Precision حلولًا مخصصة. نحن ندرك أن عمق الاختراق "المناسب" فقط هو الذي سيوفر أفضل جودة بأقل تكلفة لمنتجك.
<ص>

<ص> الدقة شبيبة
خبير النماذج الأولية والتصنيع السريع
متخصصون في التصنيع باستخدام الحاسب الآلي، والطباعة ثلاثية الأبعاد، وصب اليوريثان، والأدوات السريعة، وقولبة الحقن، وصب المعادن، والصفائح المعدنية، والبثق.