|
3000
|
3.0
|
2.0-2.3
|
重型机械钣金连接器。
|
焊接速度
- 核心关系:与穿透深度呈负相关 - 较高的速度与较少的能量输入和较低的穿透深度相关,较低的速度很容易烧穿并增加钣金制造成本。
- 提示:需要在生产过程中进行小批量试焊,以确定最佳功率和速度组合。
光束质量
- 测量标准: 使用光束穿透 (BPP) 值进行测试。 BPP越小,能量越集中,穿透力越深。
- 实用性: 在焊接铜时,BPP <0.9 的蓝色激光比 BPP 为 1.5 的红外激光的穿透深度增加了 30% 以上,而且飞溅更少。当 JS Precision 加工高需求钣金制造零件时,低 BPP 设备是首选。
材料属性
- 主要影响:材料反射率和导热率越高,熔深越难提高(例如铜的红外激光反射率>95%,导热率401 W/(m·K),最难焊接)。
- 适应策略:在铜工件上使用蓝色激光。 铝合金需要调整功率和速度以最大限度地减少散热。
保护气体
- 功能和选择:为了防止熔池氧化并稳定小孔,氩气(约 1.50 美元/立方米)适合中功率和低功率水平,而氦气(约 8 美元/立方米)可将熔深增加 15%。
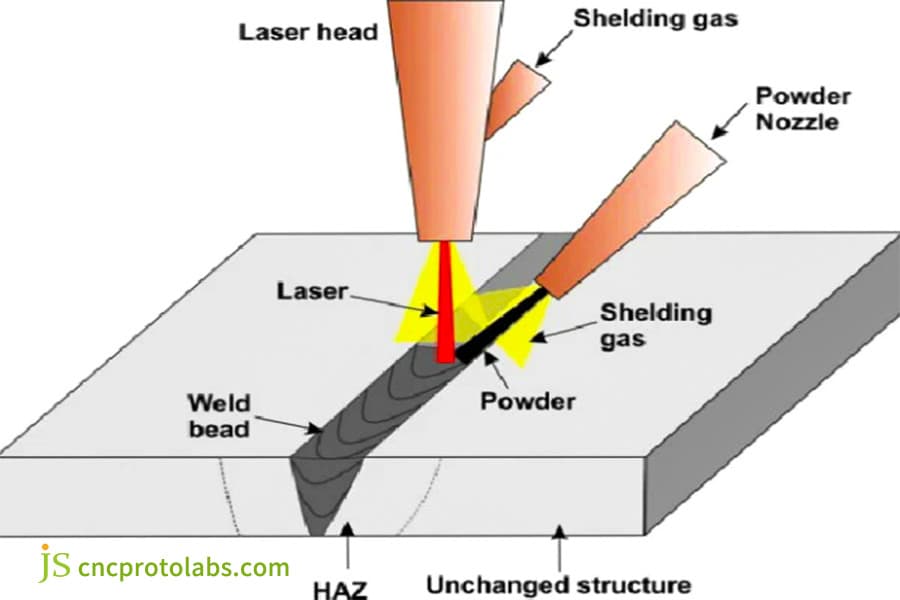
图2:激光焊接系统示意图,展示了激光头、送粉喷嘴和保护气体共同形成焊缝并界定热影响区的工作过程。
从理论到实践:如何优化激光焊接熔深
穿透深度的优化可以通过系统的方法来实现。 下面给出的三种方法可用于大多数钣金制造零件案例。
参数组合优化
核心技术:以激光功率、焊接速度、焦点位置为参数,多次尝试,得到深度、质量、效率之间平衡的最佳组合。
实际结果:确定了最佳 0.8mm 铜母线的参数后,实现了 0.7mm 深度,比试错方法效率提高了 40%。这也减少了浪费并最大限度地降低了钣金制造成本。
按材料特性选择设备
选择逻辑:根据材料的反射率和导热率来选择激光器。蓝色激光用于铜(吸收率提高至 35%)。对于厚铝合金板,采用光束整形系统来提高深度均匀性。
服务优势:在我们的在线钣金制造服务中,JS Precision 将设备与钣金制造零件材料进行预匹配,以创建成功的第一个-通焊。
创新工艺技术的应用
关键工艺:“∞形”振荡焊接增加了激光接触时间,铜排深度稳定性从±0.1mm提高到±0.05mm。 “分层焊接”可防止多层组件浅浅或烧穿。
应用示例:复杂的钣金制造零件可以同时利用两种工艺来满足焊接深度和外观要求。
深度一致性:日常维护和校准
日常维护
- 每天清洁光学镜片(以减少能量损失)。
- 每周检查激光功率(如果偏差超过±5%则进行调整)。
- 每两周检查一次运动系统的精度(如果位移偏差超过0.02mm则重新调整)。
- 每月检查一次冷却系统(水温 20-25°C)。
JS精准维护保障
预警系统:设备参数超出规定范围会自动发出警报,避免质量风险。
定期检查:10片普通0.8mm铜片每六个月检查一次深度一致性。偏差超过0.1mm时,进行全面检查,将深度偏差控制在±5%以内,降低返工和钣金加工成本。
<块引用>
除了定制钣金制造中的焊接之外,JS Precision 还提供设备维护指南。与我们合作,获得专业的全周期服务。
真实案例研究:新能源汽车电池模块的深穿孔焊接挑战
客户需求和初始痛点
一家领先的新能源公司向我们发起挑战,这反映了我们对定制激光焊接解决方案的需求。他们必须焊接 10 个 0.3 毫米厚的铝电池结构模块零件。关键要求是1.5mm熔深(完全熔透,最多5块)和无焊接变形。
项目挑战
- 材料挑战:铝的导热率为237W/(m·K),激光能量扩散速度非常快,难以形成较深的熔池并达到所需的1.5mm深度。
- 结构风险:钣金加工件不同层之间的接缝间隙≤0.05mm会导致激光能量泄漏,不仅会减少深度,还会增加出现孔隙的风险。
- 温度限制:电池芯对温度很敏感。焊接区域温度超过 200°C 会损坏电池并损害电池的性能。
JS精密制造解决方案
我们的团队没有采用标准工艺,而是设计了定制的激光焊接解决方案。
- 设备选择:选择2000W BPP 1.0红外激光器以及光束整形系统,将激光束整形为0.5mm x 1mm的矩形。这最大化了能量效应的表面积并减少了散热。
- 工艺优化:采用“预压+分层焊接”工艺,先对该区域施加0.5MPa压力,消除间隙,再焊接三层(0.5mm厚),避免一次焊缝产生极高温度。
- 温度控制措施:焊缝附近设置15℃冷却水道,实时排出热量,保持周围温度低于180℃,保护电芯。
结果
实现了高强度、无飞溅全熔透焊接,熔深一致0.7mm,界面宽度均匀,内阻极低且一致,充分满足电池大电流、低损耗的要求。收益率从 70% 提高到 99.5% 以上。
此案例的成功充分展现了JS Precision作为优质激光焊接供应商解决复杂问题的能力。
<块引用>
立即上传您的项目背景和挑战,以获得有关有针对性的高质量激光焊接供应商案例解决方案的详细报告。

图3:电池模组结构组件
如何保证您的产品获得最佳焊接深度?
解释最佳焊接深度的基本标准
完美的焊接深度不是一个单一的数值,而是性能、稳定性和成本的三重标准。它必须满足工件的功能要求(例如,导电部件的最小电阻、最大结构件强度),熔深变化范围≤±0.05mm,减少参数错误造成的返工。
这意味着通过将激光焊接属性与定制钣金制造制造规范相结合,开发明确的标准框架。
JS Precision 实现完美焊接深度的三大核心能力
正确的材料-设备匹配:JS Precision 使用材料数据库(钢、铝、铜等)将激光与具有不同反射率和导热率的工件(例如,反射部件具有蓝色激光)进行匹配。这样可以正确转换能量,并避免因“设备不匹配”而导致焊接深度过浅。
工艺创新与优化:针对高导热率和薄壁等具有挑战性的焊接环境,我们开发了“∞形振荡”和“分层焊接”等工艺,以减轻熔池不稳定,最大限度地提高焊缝深度均匀性,并扩展到在线钣金制造服务和批量生产。
科学参数校准:通过应用实验设计 (DoE) 而不是试错法,我们可以快速调整功率、速度和焦点等参数集,从而在调试、甚至焊接深度和材料方面节省大量时间。
全场景焊接深度保证支持
JS Precision 流程涉及从最初设计到生产中期控制直至生产后维护的整个过程。
小订单可以通过在线系统轻松地与参数进行比较,而基于批量的定制批量生产则通过自动化生产线进行控制。还提供了机床的维护指导,以防止因长期使用而产生焊接深度偏差,从而在任何条件下都能产生理想的焊接深度。
选择您的精密激光焊接合作伙伴
在选择合作伙伴时,技术能力固然是基础,但真正的价值在于他们能够为您构建长期可靠的支持体系。 这三大支柱是我们为客户提供的核心保证。
支柱 1:可重用流程资产,加速项目实施
凭借超过 15 年的项目经验,我们广泛的工艺参数库涵盖 300 多种材料和结构组合,这意味着您的项目可能不必从头开始。我们可以快速提供经过验证的参数基础,这将大大缩短研发周期并让您快速启动。
支柱 2:应对未知挑战的定制开发能力
我们也非常清楚,创意项目通常没有标准答案。 因此,强大的定制研发能力构成了我们工程团队的支柱,使我们能够提供无与伦比的定制激光焊接解决方案,以应对焊接高导热率、薄壁或异种金属的独特挑战。
支柱 3:预防性质量保证体系
对我们来说,质量不仅仅是最终检验。这是一种设计理念——贯穿整个过程的预防系统,包括材料仓储和过程监控直至成品出货。
通过精确的标准化操作和持续监控,确保交付给您的每一件产品都具有可追溯的高品质,从根本上降低风险。
后续步骤:将见解转化为您的竞争优势
所有技术讨论的结果应该是项目的成功实施。如果您真的想继续前进,最好的方法就是与我们进行详细讨论。
<块引用>
请从此处提交您的项目信息并收到详细的激光焊接服务报价,其中不仅包含透明的定价,还包含有针对性的工艺建议和可靠的交货时间。
常见问题解答
问题1:为什么高功率有时会产生较浅或不稳定的焊缝熔深?
这是因为“等离子屏蔽效应”。过多的功率会使金属蒸发,在顶部形成等离子体“能量屏障”,反射激光并阻碍穿透。因此,参数的精确匹配比单纯增加功率要重要得多。
问题2:如何检测和测量焊缝的熔深深度?
最准确的方法是破坏性金相检查,包括以检查焊缝熔深的方式切割工件并用于精确验证。工业上常用的超声波检测等无损检测方法,不需要对工件造成损伤,更适合批量产品的取样和深度评估。
问题3:激光焊接的最大可能厚度是多少?
这取决于材料、激光源和工艺。通过单道焊接,光纤激光器可以焊接20-30mm厚度的碳钢和15-20mm的铝合金。通过多道焊接或高功率激光阵列和理想工艺,理论焊接厚度没有最大值。
Q4:为什么激光焊接铜和铝如此困难?
内在原因有两方面:一是铜、铝对激光的反射率非常高(铜的红外激光反射率达到95%以上),导致能量反射和损失,二是导热率高,热量很快散失。需要增加功率密度和定制工艺来形成和维持稳定的“针孔效应”。
Q5:小批量样机和量产的定价策略有什么区别?
小批量的价格包含工艺开发和调试的费用。在批量生产中,优化的参数会固化,通过规模经济降低单位成本。 我们有透明的分级定价。
Q6:您如何确保您的设计图纸和知识产权的安全?
我们将客户的知识产权视为我们的生命线。我们通过严格的保密协议、加密文件系统和隔离的生产管理来保证您的设计安全。我们已成功服务众多领先科技公司。
Q7:如果焊接质量不合格,你们的售后政策是什么?
我们保证 100% 质量。如果因我们的工艺问题造成质量不良,我们可以免费返工或重做焊缝,并承担相关费用,确保您的项目能够零风险地进行。
Q8:除了图纸之外,您还需要哪些信息才能提供准确的解决方案和报价?
除图纸外,请提供以下信息以获得准确的解决方案:材料规格、表面处理要求、预计年使用量和目标成本。这将帮助我们识别工艺挑战并规划生产能力,为您提供最具成本效益的定制激光焊接解决方案。
摘要
穿透深度不是一个绝对数字,而是一个“可操作变量”,可以根据钣金制造零件的需要在灵活的参数内进行修改。对于每一个制造从业者来说,掌控激光焊接背后的科学逻辑和优化技术,就是将这把“最锋利的光刃”从技术转化为艺术。
无论您是进行小批量生产还是大批量定制制造,如果激光焊接中出现熔深问题,JS Precision都可以提供个性化的解决方案。 我们知道,只有“适当”的渗透深度才能以最低的成本为您的产品提供最好的质量。

JS精密
快速原型和快速制造专家
专注于数控加工、3D 打印、聚氨酯铸造、快速模具、注塑成型、金属铸造、钣金和挤压。