

От баков космических челноков до специализированных велосипедных рам в вашей гостиной — высокопрочная сварка — краеугольный камень жизни любого изделия. В погоне за максимальной прочностью лидируют две технологии.
Один из них — надёжная сварка MIG , отточенная до совершенства. Другой — высокотехнологичная, прецизионная лазерная сварка, точная, как хирургия. Какой из них может обеспечить непревзойдённую надёжность для вашего проекта?
В этой статье мы рассмотрим природу сварных швов и выясним, чем эти два процесса отличаются с точки зрения прочности, стоимости и области применения. Это поможет вам сделать правильный выбор.
Мы не только сравним теоретические различия в прочности, но и объединим реальные условия производства, чтобы проанализировать, как выбрать наиболее экономичный и надежный технологический путь для сварки деталей из листового металла.
Краткое изложение основных ответов
| Сравнительное измерение | Лазерная сварка | Сварка МИГ |
| Основной принцип | Использует лазерный луч высокой плотности для плавления материала. | Плавит непрерывную подачу сварочной проволоки посредством электрической дуги. |
| Силовые показатели | Обычно обеспечивает более высокую усталостную прочность и однородность при минимальной зоне термического влияния. | Обеспечивает высокую статическую прочность, но большую зону термического влияния, которая может повлиять на эксплуатационные характеристики основного материала. |
| Подходящие материалы | Гибкий, особенно хорош для сварки разнородных металлов (например, алюминия и стали). | Гибкий, допускает наличие небольших пятен ржавчины или масла. |
| Подходящая толщина | Пластины тонкие и средней толщины (обычно 0,5 мм - 10 мм). | Очень широкий диапазон, подходит для тонких и толстых листов, особенно отлично подходит для толстых листов. |
| Скорость сварки | Очень высокий. | От медленного до среднего. |
| Термическая деформация | Очень низкий. | Достаточно высокая. |
| Внешний вид сварного шва | Элегантный, без постобработки или с минимальной постобработкой. | Необходимо очистить сварочный шлак и брызги, обычно требующие полировки. |
| Стоимость оборудования | Очень высокая (от сотен тысяч до миллионов долларов США). | Низкие (от тысяч до десятков тысяч долларов США). |
| Операционные навыки | Требуются высококвалифицированные профессиональные инженеры для программирования и эксплуатации. | Относительно низкая, выполняется опытными сварщиками. |
| Оптимальные сценарии | Крупносерийные, высокоточные сварные детали из листового металла , предъявляющие строгие требования к внешнему виду. | Мелкосерийное производство, изготовление прототипов, техническое обслуживание, толстолистовые конструкционные детали. |
Почему доверяют? Практический принцип прочности сварки JS Precision
Почему стоит довериться JS Precision среди множества вариантов? Потому что мы понимаем, что настоящая прочность сварного шва достигается благодаря тщательному вниманию к деталям. От предварительной обработки материала до оптимизации параметров — наши инженеры гарантируют, что каждый сварной шов достигает более 95% от теоретически оптимального состояния, что делает ваше изделие по-настоящему неразрушимым.
Наши принципы основаны на данных сотен успешных проектов. Благодаря созданию базы данных материалов, параметров и свойств мы можем контролировать допуски погонной энергии в пределах ±5% при лазерной сварке алюминиевого сплава 6061, повышая стабильность прочности сварного шва на 30%. При сварке высокопрочной стали методом MIG наш многопроходный процесс сварки снижает деформацию до 60% от отраслевого стандарта.
Это не просто теория, это доказанное и подтвержденное практикой обязательство.
Выбирая JS Precision, вы выбираете надежность сварки, основанную на данных. Обеспечьте своему следующему проекту по сварке листового металла конкурентное преимущество с самого первого сварного шва. Обратитесь к нашим инженерам сегодня, чтобы получить индивидуальное решение по прочности, отвечающее вашим потребностям.
Анализ прочности сварного шва: что определяет долговечность сварного шва
Прежде чем сравнивать эти две технологии напрямую, необходимо определить , что мы подразумеваем под «прочностью». Прочность — это гораздо больше, чем просто «не трескается при разрыве».
1. Прочность на разрыв: прочность, сопротивляющаяся растяжению. Это самый простой показатель.
2. Усталостная прочность: способность сварного шва выдерживать повторяющиеся знакопеременные нагрузки без образования трещин и изломов. Это критически важно для скользящих деталей (например, роботизированных манипуляторов и велосипедных рам).
3. Ударная вязкость: способность сварного шва противостоять удару или столкновению. Она определяет, является ли сварной шов «хрупким» или «прочным».
Итак, какие же силы лежат в основе этих свойств? Ключ к их достижению кроется в металлургических свойствах при сварке:
1. Зона термического влияния (ЗТВ): это область основного материала, которая нагревается, но не плавится во время сварки. Благодаря высокой концентрации энергии и высокой скорости лазерная сварка создаёт чрезвычайно узкую ЗТВ, которая практически не изменяет исходные свойства основного материала.
Сварка MIG требует высокого тепловложения и большей зоны термического влияния (ЗТВ). Это может привести к размягчению материала (снижению прочности) или к хрупкости (снижению вязкости).
2. Дефекты сварки и загрязнения: Лазерная сварка практически не образует дефектов, таких как поры (пузыри) и шлаковые включения. Они являются концентраторами напряжений, значительно снижающими усталостную прочность. При использовании подходящего защитного газа лазерная сварка обеспечивает очень чистые сварные швы с очень низким процентом дефектов .
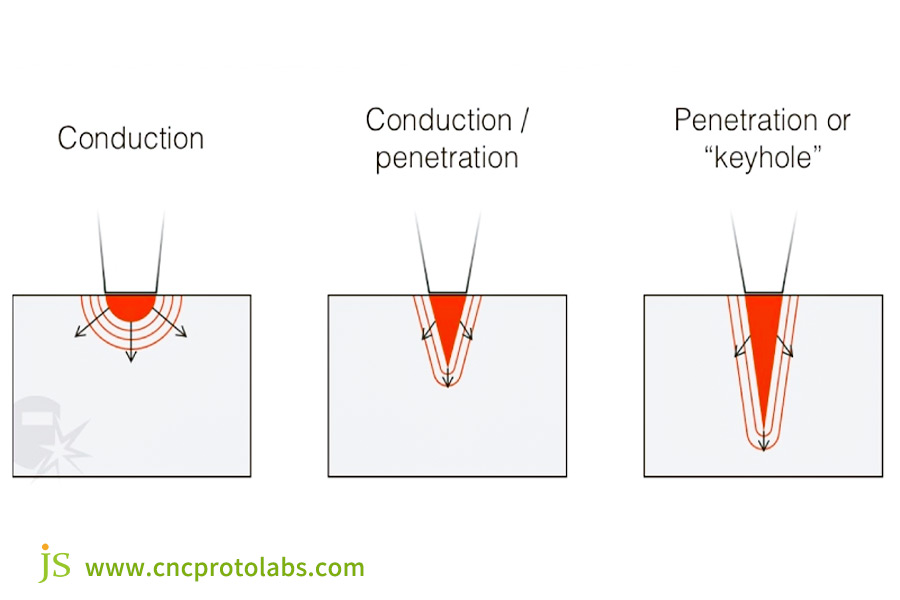
3. Геометрия сварного шва: Лазерная сварка образует тонкие, глубокие швы, напоминающие «гвоздь». Сварка MIG образует неглубокие, широкие швы, напоминающие «клин». Их эксплуатационные характеристики различаются в зависимости от направления нагрузки.
Знание этих основополагающих принципов иллюстрирует причину, по которой различные процессы обеспечивают разные прочностные характеристики.
Столкнувшись со сложными концепциями прочности, вам нужны эксперты, которые смогут воплотить их в реальность. Инженеры JS Precision — эксперты в материаловедении и сварочной металлургии. Мы способны подобрать наиболее подходящий процесс для вашего индивидуального проекта по сварке листового металла, чтобы исключить проблемы с прочностью с самого начала.

Лазерная сварка против сварки MIG: подробное сравнение прочности и качества
Теперь перейдем к сути и проведем прямое сравнение с разных точек зрения.
Проникающая способность: глубокое проплавление и многопроходная сварка
- Лазерная сварка: В случае тонких и средних пластин (например, свариваемых деталей из листового металла) лазерная сварка обеспечивает огромное соотношение глубины к ширине за один проход. Однако в случае толстых пластин она требует очень высокой мощности, что неэкономично.
- Сварка MIG: проплавление основано на давлении дуги. В случае толстых листов обычно используется раскрытие кромок и многопроходная сварка. Несмотря на низкую скорость, сварка позволяет безопасно достичь полного проплавления.
Подводя итог: для тонких листов лазерная сварка имеет огромное преимущество. Для толстых листов сварка MIG экономична и удобна.
Скорость сварки и деформация: революция в скорости и точности
- Лазерная сварка: отличается очень высокой скоростью и высокой фокусировкой подвода тепла. Это приводит к минимальной общей термической деформации заготовки. Это является решающим преимуществом для точных деталей и деталей с хорошим внешним видом (например, шасси и аналогичных деталей).
- Сварка MIG: характеризуется низкой скоростью и равномерной подачей тепла. Заготовка склонна к сильной деформации и короблению. В результате требуется правка, что увеличивает стоимость и время сварки.
Внешний вид и постобработка: искусство «рыбьей чешуи» против прагматизма
- Лазерная сварка: Сварные швы обычно получаются гладкими и плоскими, с красивым рисунком «рыбьей чешуи» или линейным рисунком. Они имеют превосходную однородность внешнего вида и обычно не требуют шлифовки или минимальной шлифовки. Их можно использовать непосредственно для высококачественных изделий.
- Сварка MIG: Сварные швы покрыты брызгами и шлаком, что делает их шероховатыми. Для получения качественной поверхности их обычно необходимо шлифовать и удалять шлак.
За пределами силы: полное сравнение стоимости, навыков и применимости
Прочность необходима, но недостаточна. Также важны общая стоимость проекта и техническая осуществимость. Они напрямую влияют на структуру цен на сварку листового металла и технологичность проекта. В таблице ниже представлена полная стоимость двух процессов.
| Фактор стоимости | Лазерная сварка | Сварка МИГ |
| Первоначальные инвестиции в оборудование | Очень высокий (100 000−1 000 000+) | Низкий (5000−50000) |
| Стоимость рабочей силы | Низкий (механизированность работ, привлечение высококвалифицированных инженеров). | Высокая (зависит от квалификации сварщиков, более длительного рабочего дня). |
| Стоимость расходных материалов | Крайне низкий (при автогенной сварке не требуется сварка проволокой, расход газа незначителен). | От среднего до высокого (постоянный расход проволоки и защитного газа). |
| Стоимость постобработки | Крайне низкая (незначительная деформация, удовлетворительный внешний вид поверхности, незначительное или отсутствующее шлифование). | От среднего до высокого (серьезная деформация, требующая выпрямления, удаления шлака и брызг). |
| Стоимость единицы (малая партия) | Высокий. | Низкий. |
| Стоимость единицы (большая партия) | Может быть крайне низким. | Середина. |
| Оптимальный экономический масштаб | Массовое производство | Мелкосерийное производство, изготовление прототипов. |
Оборудование и технический порог: автоматизированный интеллект против кустарных технологий
Лазерная сварка: она «программируема». Она требует использования мощных лазеров, прецизионных роботов, специализированного оборудования и строгих мер безопасности. Она требует исключительно высокой технической квалификации от операторов и обслуживающего персонала. Для программирования и разработки технологических процессов требуются профессиональные инженеры.
Сварка MIG: это «ручная сварка». Оборудование относительно простое и требует минимального оборудования для мастерской. Квалифицированный сварщик может освоить его. Этот метод отличается высокой гибкостью и универсальностью для многопрофильного мелкосерийного производства.
Материальная приспособляемость: придирчивые против прагматичных
Лазерная сварка: она «капризна». Требует идеально чистых соединений и малых монтажных зазоров. Для материалов с высокой отражающей способностью, таких как алюминий и медь, требуются особые параметры и технологическая обработка . В противном случае будут дефекты.
Сварка MIG: она «практична». Она позволяет удалить небольшие пятна ржавчины и масла с поверхности материала . Сварку проще использовать в условиях, далеких от идеальных, и она обладает большей устойчивостью к повреждениям.
Беспокоитесь, что цена сварки листового металла окажется вам не по карману? Отправьте свои требования в JS Precision. Мы предлагаем прозрачную систему расчета стоимости услуг по сварке листового металла онлайн . Вы можете получить точные расценки с предложениями по оптимизации процесса в кратчайшие сроки. Это позволит вам контролировать расходы и получать максимальную выгоду. Наши специалисты помогут вам снизить общую стоимость владения, а не первоначальную стоимость.
Король сварки разнородных металлов: кто может создавать «невозможные комбинации»?
В производственном секторе, особенно в электромобилях, аэрокосмической промышленности и производстве бытовой электроники, потребность в сварке разнородных металлов сейчас как никогда высока. Лазерная сварка — незаменимый помощник в таких ситуациях. Она предлагает множество решений, недоступных традиционной сварке. В таблице ниже представлено сравнение двух методов сварки разнородных металлов.
| Измерение рассмотрения | Лазерная сварка | Сварка МИГ |
| Поступление тепла | Очень низкий | Высокий |
| Скорость охлаждения | Очень быстро | Медленный |
| Интерметаллические соединения (ИМС) | Небольшое образование, тонкий слой. | Обширное образование, толстый и хрупкий слой. |
| Прочность суставов | Хороший | Плохая, склонна к хрупкому разрушению. |
| Типичные области применения | Медно-алюминиевые соединения аккумуляторных батарей, сталеалюминиевые кузовные конструкции автомобилей. | Обычно не подходит для интенсивной сварки разнородных металлов. |
| Уровень успеха и последовательность | Высокий | Низкий |
Преимущества лазерной сварки: чрезвычайно низкое тепловложение и высокая скорость охлаждения позволяют эффективно предотвращать образование твёрдых интерметаллических соединений на границе раздела разнородных материалов, таких как медь-алюминий и сталь-алюминий. Это гарантирует не только достаточную прочность сварного соединения , но и определённый уровень вязкости.
Недостатки сварки MIG: из-за высокого тепловложения и медленного охлаждения она легко образует толстый, хрупкий интерметаллический слой на границе сварного шва. Это делает сварной шов уязвимым к хрупкому разрушению. Обычно этот метод не рекомендуется для сварки разнородных металлов в условиях высоких напряжений.
Таким образом, если вы ищете решение для соединения аккумуляторных пластин из стали и алюминия (или алюминия и меди) или для кузовов из стали и алюминия для легковых транспортных средств, лазерная сварка является фактически единственным выбором.
Пример: поиск «идеальных сварных швов» для рам электровелосипедов премиум-класса
Задача клиента
Производителю электровелосипедов премиум-класса предстояло сварить рамы для своей новой модели, изготовленные из алюминиевого сплава 6061. Требования к характеристикам были очень высокими.
Сварные швы должны были быть очень элегантными, чтобы соответствовать имиджу элитного бренда. Прочность должна была быть очень высокой, чтобы выдерживать суровые условия бездорожья. Необходимо было контролировать деформацию, чтобы сохранить точность сборки последующей трансмиссии и аккумуляторного отсека. Требования к допускам были очень высокими.
Ограничения традиционных решений
В период создания прототипа использовалась традиционная сварка MIG. Испытания на прочность оказались едва ли достаточными, но тепловая деформация вызвала незначительные деформации рамы. Это значительно усложнило сборку.
Кроме того, качество сварных швов было неудовлетворительным, что требовало значительного шлифования. Это серьёзно влияло на эффективность производства и внешний вид продукции. Это не соответствовало позиционированию бренда как высококлассного продукта.
Решение JS Precision для лазерной сварки
Мы приобрели роботизированную систему волоконной лазерной сварки мощностью 6 кВт и прецизионный поворотный стол для обеспечения одновременной работы нескольких станций. Оптимальное сочетание параметров было определено методом ортогонального эксперимента с учётом характеристик алюминиевого сплава 6061. Параметры: мощность лазера 3,2 кВт, скорость сварки 4,5 м/мин и дефокусировка +0,3 мм.
Для повышения возмущенности расплавленной ванны использовалась технология сварки с синусоидальными колебаниями (амплитуда колебаний 0,6 мм, частота 200 Гц). Это позволило увеличить размер зерна сварного шва до 20–30 мкм. Для регулирования локальной концентрации кислорода до уровня менее 50 ppm использовалась специально разработанная профилирующая аргоновая защитная установка.
Это обеспечило блеск наплавленного металла ΔE ≤ 1,5. Межпроходная температура регулировалась с высокой точностью в диапазоне 80±5°C с помощью системы мониторинга температурного поля в режиме реального времени.
Результаты
- Прочность: Сварной шов выдержал 100 000 циклов усталости (диапазон нагрузок 500–1500 Н). Предел прочности на разрыв составил 310 МПа, что составляет 95% от основного металла.
- Внешний вид: Сварные швы были ровными и гладкими, с однородным рисунком, напоминающим рыбью чешую. Они стали визуальной особенностью продукта и практически не требовали последующей обработки.
- Точность: минимальная тепловая деформация. Точность критических монтажных отверстий поддерживалась в пределах ±0,1 мм. Эффективность сборки возросла более чем на 50%.
- Эффективность: скорость сварки в 3 раза выше . Это обеспечивает стабильность и постоянство качества при массовом производстве.
В конечном итоге заказчику удалось успешно вывести на рынок высокотехнологичный продукт с «легендарной лазерной сваркой». Он стал одним из ключевых факторов продаж на рынке. Он сочетал в себе идеальное сочетание прочности, внешнего вида и производительности.
Вашему продукту также приходится сталкиваться с тройной проблемой: прочностью, внешним видом и эффективностью? Специальное решение JS Precision для сварки листового металла способно справиться с такими сложными требованиями. Мы приглашаем вас присылать нам заявки на специальные проекты и технические консультации. Это придаст вашему продукту особое преимущество. Мы стремимся превратить каждую задачу в ваше преимущество.

Руководство по принятию решений: пять шагов для выбора оптимального подхода к сварке вашего изделия
Ответьте на следующие пять вопросов , и ответы помогут вам выбрать наиболее подходящий для вас процесс. Это дерево решений позволит вам очень быстро определиться с выбором. Оно особенно полезно при онлайн-консультациях по сварке листового металла, поскольку позволяет лучше выразить свои потребности.
1.Материал и толщина?
- Тонкие пластины (< 3 мм), разнородные металлы, материалы с высокой отражающей способностью (алюминий, медь) -> Лазерная сварка имеет наивысший приоритет.
- Толстые листы (> 6 мм), углеродистая сталь , материалы с загрязнениями или огромными монтажными зазорами -> сварка MIG будет более подходящей.
2.Объем и скорость производства?
- Крупносерийное производство, высокие требования к производственному циклу -> Преимущество автоматизации лазерной сварки очевидно.
- Мелкосерийное производство, прототипы, техническое обслуживание -> Экономическая универсальность сварки MIG выше.
3.Требования к качеству и внешнему виду?
- Низкие требования к деформации, хороший эстетический вид, отсутствие или минимальная постобработка -> Предпочтительна лазерная сварка .
- Низкие эстетические требования, при условии, что прочность соответствует стандартам -> сварка MIG квалифицирована.
4. Диапазон бюджета?
- Достаточный бюджет для первоначальных инвестиций в оборудование, стремление к минимальной удельной стоимости -> Инвестируйте в лазерную сварку .
- Низкий бюджет и небольшие объемы производства -> Выбирайте сварку MIG или передайте ее на аутсорсинг производителям, оснащенным оборудованием MIG.
5.Техническая осуществимость?
- При совместной подготовке возможны высокие требования к точности и чистоте -> Возможна лазерная сварка .
- Сложная рабочая среда, невозможность идеальной подготовки соединений -> сварка MIG менее строгая.
Советы экспертов: как максимально повысить прочность и качество сварки?
Независимо от того, какой процесс вы используете, передовая практика может вывести результат на новый уровень.
1. Общие рекомендации
Подготовка стыков — ключ к успеху: тщательная очистка от масляных пятен и оксидной плёнки. Плотная сборка и равномерные зазоры.
Защитный газ — это экономия денег: защитный газ правильной чистоты (например, 99,99% аргона) и скорости его подачи являются важнейшим фактором предотвращения окисления и дефектов сварного шва.
2.Оптимизация сварки MIG
Оптимизируйте соотношение скорости подачи проволоки и напряжения для поддержания стабильности дуги.
При сварке толстых листов используйте стратегию многопроходной сварки. Тщательно удаляйте межпроходной шлак заранее, чтобы избежать неполного сплавления.
3.Оптимизация лазерной сварки
Волоконная лазерная сварка с присадочной проволокой: для применений с небольшими зазорами или для изменения состава сварного шва добавление специальной присадочной проволоки может заполнить зазоры и повысить прочность и ударную вязкость сварного шва.
Мониторинг параметров с точностью: модуляция таких параметров, как мощность лазера, скорость сварки и величина расфокусировки, является основным подходом к работе с различными материалами и геометриями.
Часто задаваемые вопросы
В1: Простой способ определить, выполнена ли сварка с помощью лазерной сварки или сварки MIG?
Рассмотрим три основных момента.
- Внешний вид. Швы, полученные лазерной сваркой, обычно очень тонкие, элегантные и гладкие. Швы, полученные сваркой MIG, шире и могут содержать избыток шлака.
- Зона термического влияния. Зона термического влияния при лазерной сварке очень тонкая и практически не видна. Зона термического влияния при сварке MIG гораздо шире и может быть загрязнена.
- Брызги. При лазерной сварке брызги минимальны, а область вокруг шва остаётся безупречной. При сварке MIG точек разбрызгивания больше.
В2: Действительно ли лазерная сварка прочнее сварки MIG?
Это нельзя обобщать. В автоматизированных условиях высокоточной сварки тонких и средних пластин сварные швы, полученные лазерной сваркой, более однородны и обладают более высокой усталостной прочностью. Это их внутренняя прочность. Но даже при статической прочности на разрыв высококачественные швы, выполненные MIG-сварщиком, могут быть очень прочными. Таким образом, прочность лазерной сварки заключается в гораздо более высокой стабильности и однородности качества.
В3: Можно ли использовать лазерную сварку для технического обслуживания?
Да, хотя он обычно используется для ремонта дорогостоящих прецизионных компонентов, таких как пресс-формы, аэрокосмическое и медицинское оборудование. Он предъявляет чрезвычайно высокие требования к позиционированию и креплению деталей. Стоимость разработки процесса также высока. Поэтому, в целом, из-за гибких условий обслуживания, он менее экономичен и удобен, чем портативная MIG-горелка для сварки.
В4: Отличительными особенностями моего продукта являются как тонкие, так и толстые пластины. Можно ли использовать обе технологии одновременно?
Безусловно. Это очень разумная и экономичная стратегия «гибридного производства». Например, вы можете сначала использовать лазерную сварку для изготовления всех прецизионных тонкостенных компонентов и сварных соединений со строгими требованиями к внешнему виду. Затем использовать сварку MIG для сборки и сварки основных несущих конструкций из толстолистовой стали. Инженеры JS Precision могут оценить возможность и наиболее эффективный путь внедрения этого гибридного процесса для вас. Это обеспечит вам оптимальное соотношение качества и стоимости.
Краткое содержание
Лазерная сварка и сварка MIG не могут заменить друг друга. Это два мощных инструмента из нового производственного арсенала, способных решить любые задачи.
Лазерная сварка превосходна для автоматизированного массового производства и высококачественной сварки листового металла на заказ благодаря высокой скорости, точности, малой деформации и высокой усталостной долговечности. Сварка MIG незаменима при изготовлении прототипов, мелкосерийном производстве и техническом обслуживании благодаря своей универсальности, низкому уровню барьерных свойств и высокой производительности при работе с толстыми листами.
Ищете надежное решение для сварки? Компания JS Precision предлагает профессиональное оборудование для лазерной и MIG-сварки. От прототипа до серийного производства, мы предлагаем сварные детали из листового металла, отличающиеся высокой прочностью, привлекательным внешним видом и исключительной экономичностью.
Свяжитесь с нашими инженерами сегодня, чтобы получить бесплатный анализ процесса и индивидуальные предложения. Повысьте конкурентоспособность своей продукции благодаря прочным сварным швам!

Отказ от ответственности
Содержимое этой страницы предназначено исключительно для информационных целей. JS Precision Services не предоставляет никаких явных или подразумеваемых заверений или гарантий относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит данные о рабочих характеристиках, геометрических допусках, конкретных конструктивных характеристиках, качестве и типе материалов или качестве изготовления через сеть JS Precision. Ответственность за запрос ценового предложения на детали и определение конкретных требований к этим разделам лежит на покупателе. Свяжитесь с нами для получения дополнительной информации .
Команда JS Precision
JS Precision — ведущая компания в отрасли , специализирующаяся на индивидуальных производственных решениях. Мы обладаем более чем 20-летним опытом работы с более чем 5000 клиентов и специализируемся на высокоточной обработке на станках с ЧПУ , производстве листового металла , 3D-печати , литье под давлением , штамповке металла и других комплексных производственных услугах.
Наш завод оснащён более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предлагаем быстрые, эффективные и высококачественные производственные решения для клиентов более чем в 150 странах мира. Будь то мелкосерийное производство или крупносерийная продукция по индивидуальному заказу, мы готовы удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирая JS Precision, вы получаете оперативность, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Ресурс

