Controllo della profondità di penetrazione della saldatura laser: la guida definitiva | Precisione JS
Scritto da
Precisione JS
Pubblicato
Sep 02 2025
Saldatura
Seguici
La saldatura laser è uno dei processi fondamentali nella produzione di precisione, ma la sua profondità di penetrazione instabile spesso porta a una resistenza insufficiente nelle parti di fabbricazione in lamiera, a guasti precoci dei prodotti, frequenti reclami dei clienti e a costi elevati di rilavorazione.
Immagina solo la rottura del componente critico durante i test a causa dello scarso controllo della profondità di penetrazione, che sta portando a ritardi nel progetto e perdite pari a migliaia di dollari. Nella produzione di precisione, siamo fermamente convinti che la profondità di penetrazione non sia un singolo valore fisso, ma una variabile di processo critica che richiede un controllo esatto. La chiave è "controllo".
La guida passo passo riportata di seguito mostra come JS Precision ottiene un controllo superiore della profondità di penetrazione per i clienti di tutto il mondo. Garantisce che i tuoi progetti vadano avanti senza rischi.
Saldatura a conduzione: profondità di penetrazione ≤ 1 mm.
Saldatura a penetrazione profonda: profondità di penetrazione nell'ordine del millimetro.
Scegli la modalità di saldatura in base allo spessore del pezzo (sottile/spesso).
Fattori che influenzano
Potenza del laser / Velocità di saldatura / Qualità del raggio.
Potenza di 1000 W fornita a rame da 0,8 mm: profondità di penetrazione 0,5-0,7 mm.
Evita burn-through/spruzzi e controlla attentamente la profondità di penetrazione.
Metodo di ottimizzazione
Esperimento DoE / Laser blu.
L'esperimento DoE consente di risparmiare tempo del 40%. Laser blu (BPP <0,9).
Profondità di penetrazione costante (±0,05 mm), migliorando l'efficienza del 40%.
Manutenzione e calibrazioni
Pulizia giornaliera / Calibrazione settimanale.
Variazione della potenza del laser ≤ ±5%, pulire le lenti ogni giorno.
Regola la variazione della profondità di penetrazione a ≤ ±5%, riducendo le rilavorazioni.
Concetti principali: la tua guida rapida
Prima di immergerti in questa guida, abbiamo distillato i seguenti punti chiave per aiutarti a capire rapidamente cosa aspettarti nel campo del controllo della profondità di penetrazione della saldatura laser e il valore che JS Precision può offrire:
1. La profondità di fusione è una variabile chiave controllabile, non un valore fisso: controllando con precisione parametri come la potenza del laser e la velocità di saldatura, puoi personalizzare le caratteristiche di saldatura per le diverse parti di fabbricazione della lamiera come un esperto, al fine di trovare il miglior equilibrio tra resistenza, aspetto e costo, evitando difetti come resistenza insufficiente o bruciatura.
2.Superare i materiali altamente riflettenti è una manifestazione di abilità professionale: affrontare le sfide poste da materiali come rame e alluminio, semplicemente aumentando la potenza, spesso si ritorce contro. In qualità di azienda di saldatura laser di precisione, forniamo la tecnologia più recente come i laser blu per migliorare notevolmente l'assorbimento di energia per soluzioni affidabili di saldatura laser personalizzate per questi materiali.
3.La consistenza della profondità di penetrazione (± 0,05 mm) è l'indicatore fondamentale per misurare la qualità: influenza direttamente la resa del prodotto, la durata e il costo complessivo. Un fornitore di saldatura laser di alta qualità come JS Precision si traduce in una stabilità di processo senza precedenti a tuo vantaggio, riducendo così i costi di produzione complessivi.
4.Il controllo più efficaceinizia con una consulenza professionale: l'obiettivo finale della conoscenza teorica è consegnare con successo i tuoi prodotti. Agisci ora e ottieni il tuo preventivo personalizzato per i servizi di saldatura laser. Utilizzando i disegni e i requisiti del pezzo in lavorazione, i nostri esperti ti forniranno le soluzioni più convenienti.
Perché credere a questa guida? Scoperte le migliori pratiche del JS Precision Team
In oltre 15 anni di pratica di saldatura laser, abbiamo accumulato un database di parametri di processo che copre 12 settori e oltre 300 combinazioni di materiali diversi. Ciò significa che i requisiti del tuo progetto rientrano probabilmente nell'ambito delle nostre soluzioni familiari.
In qualità di azienda esperta nella saldatura laser di precisione, abbiamo fornito soluzioni di saldatura laser personalizzate a clienti del settore aerospaziale, aumentando con successo la precisione del controllo della penetrazione a ± 0,02 mm e riducendo i tassi di rilavorazione del 30%. Secondo lo standard ISO 13919-1 dell'Organizzazione Internazionale per la Standardizzazione, il nostro processo soddisfa i requisiti per una saldatura di alta qualità.
Abbiamo anche creato soluzioni efficaci a oltre 30 domande complesse. Ad esempio, nel progetto fornito ai produttori di apparecchiature mediche, abbiamo ottimizzato i parametri per controllare la variazione della profondità di fusione entro ± 0,05 mm, aiutando i clienti a ridurre il prezzo di fabbricazione della lamiera del 15%.
Questo manuale è il risultato della combinazione di dati operativi, feedback dei clienti e conoscenza del settore, il tutto comprovato da progetti reali. Che si tratti di un consumatore di fabbricazione di lamiere online che cerca un lotto pilota di piccoli lotti o di un produttore di fabbricazione di lamiere personalizzato su larga scala, questa guida è un riferimento affidabile.
Scarica subito il nostro manuale sui casi di successo di un'azienda di saldatura laser di precisione per scoprire come migliorare la resa del prodotto attraverso un controllo preciso.
Oltre la superficie: rivelare la profondità di penetrazione della saldatura laser
Dobbiamo innanzitutto determinare la definizione semplice di profondità di penetrazione della saldatura laser:
È la distanza lungo la verticale tra la superficie del pezzo e la posizione più profonda in cui si trova la pozza di metallo fuso risultante dopo che il raggio laser ha colpito il pezzo. Questa distanza determina direttamente se la saldatura può supportare i requisiti delle parti di fabbricazione in lamiera.
Questa profondità di penetrazione si basa principalmente sudue modalità di saldatura base, che sono estremamente diverse nella capacità di penetrazione e nell'applicabilità di utilizzo.
La scelta della modalità corretta è la prima e più importante decisione nel controllo della profondità di penetrazione. Secondo lo standard dell'American Welding Society AWS C7.3, la modalità deve essere selezionata in base allo spessore del pezzo e allo scenario applicativo.
Confronto tra le modalità di saldatura laser a due nuclei:
Dimensioni di confronto
Saldatura a conduzione di calore
Saldatura a penetrazione profonda
Profondità di penetrazione
Superficiale, tipicamente ≤1 mm.
Profondo, tra diversi e decine di millimetri.
Applicazione energetica
L'energia laser agisce solo sulla superficie e si propaga verso l'interno attraverso la conduzione del calore.
Alta concentrazione di densità di energia per formare un buco della serratura, consentendo la penetrazione diretta negli strati più profondi.
Caratteristiche di saldatura
Basso e poco profondo con superficie liscia.
Stretto e profondo con proporzioni elevate.
Applicazioni applicabili
Parti di fabbricazione in lamiera a parete sottile (ad esempio, parti in acciaio inossidabile da 0,3-0,8 mm).
parti strutturali in lamiera spessa (ad esempio, parti in acciaio al carbonio da 2-10 mm, moduli batteria).
Applicazioni di rappresentanza
Sigillatura di dispositivi medici in lamiera mediante saldatura.
Collegamenti al telaio in lamiera per veicoli a nuova energia.
Figura 1: Esistono due modalità di saldatura laser: la saldatura a conduzione di calore forma un bagno di fusione poco profondo, mentre la saldatura a penetrazione profonda produce buchi di serratura e plasma, penetrando più in profondità.
Perché la "profondità" è così importante? Molto più che semplice forza
La profondità della saldatura laser ha un impatto maggiore rispetto alla sola resistenza della saldatura, ma influisce immediatamente sulle prestazioni, sulla sicurezza e sui costi del pezzo. È definito attraverso tre fattori significativi:
Determinazione della sicurezza strutturale
Per parti di fabbricazione in lamiera metallica portanti (ad esempio connettori di telai di automobili), una scarsa profondità di saldatura può creare un "punto debole" nella saldatura che tende a rompersi sotto vibrazioni a lungo termine. Quando si utilizza la saldatura a conduzione di calore con penetrazione superficiale su parti in lamiera pesante (ad esempio acciaio al carbonio da 5 mm), la saldatura non raggiunge il pezzo ed è altamente soggetta a fratture durante l'uso.
Effetto sulla conformità funzionale
Le parti di fabbricazione in lamiera di diversi settori hanno requisiti di profondità diversi: le sbarre in rame per le batterie di nuova energia richiedono una profondità di penetrazione di ≥ 0,6 mm, altrimenti si verificherà un surriscaldamento dovuto all'elevata resistenza, una profondità di penetrazione non uniforme nei tubi di trasporto dei fluidi può causare perdite, andando contro gli standard del settore alimentare e medico.
Controllo dei costi di produzione
Una profondità di penetrazione insufficiente può aumentare il prezzo di fabbricazione della lamiera: un consumo eccessivo di energia in componenti a pareti sottili può causare rapidamente burn-through (tasso di scarto superiore al 10%), la rilavorazione su componenti a piastre spesse spreca manodopera, aumentando il costo unitario del 30%.
La "profondità adeguata" racchiude il segreto per trovare un equilibrio tra qualità e costi della saldatura laser.
Desideri di gestire la lavorazionedella lamiera prezzo senza sacrificare la profondità di saldatura? JS troverà l'equilibrio tra costo e qualità. I processi trasparentie la produzione semplificata forniscono un controllo completo dalla comunicazione alla consegna.
Raggiungere la "profondità": cinque fattori chiave che influenzano la profondità di penetrazione
Per gestire con precisione la profondità di penetrazione della saldatura laser, è necessario comprendere bene i seguenti cinque fattori fondamentali.
Potenza laser
Correlazione fondamentale: Con altri parametri invariati, una maggiore potenza tende a portare a una penetrazione più profonda. Tuttavia, andare oltre il valore critico può causare una maggiore combustione e spruzzi.
Riferimento pratico: Poteri diversi sono collegati a un intervallo specifico di profondità di penetrazione del rame. È necessario selezionare una potenza adeguata in base allo spessore del materiale.
Profondità di penetrazione del rame per diverse potenze laser (velocità di saldatura 1 m/min, qualità del raggio BPP = 1,0)
Potenza laser (W)
Spessore rame (mm)
Profondità di penetrazione (mm)
Applicazioni
500
0,5
0,3-0,4
Parti di fabbricazione di parti di fabbricazione in lamiera a pareti sottili.
1000
0,8
0,5-0,7
Sbarre in rame per batteria.
2000
2.0
1.2-1.5
Componenti strutturali in lamiera spessa.
3000
3.0
2.0-2.3
Connettori in lamiera per macchinari pesanti.
Velocità di saldatura
Relazione principale: negativamente con la profondità di penetrazione: velocità più elevate sono correlate con un minore input di energia e una profondità di penetrazione inferiore, velocità più basse possono facilmente bruciarsi e aumentare il prezzo di fabbricazione della lamiera.
Suggerimento: è necessaria una saldatura di prova in piccoli lotti durante la produzione per determinare la combinazione ottimale di potenza e velocità.
Qualità del raggio
Criteri di misurazione: Testato con il valore di penetrazione del raggio (BPP). Più piccolo è il BPP, più l'energia sarà concentrata e più profonda sarà la penetrazione.
Utilità pratica: Nella saldatura del rame, un laser blu con un BPP <0,9 può fornire più del 30% di aumento della profondità di penetrazione rispetto a un laser a infrarossi con un BPP di 1,5, con meno spruzzi. Quando JS Precision elabora parti di fabbricazione in lamiera ad alta richiesta, sono preferibili attrezzature a basso BPP.
Proprietà dei materiali
Influenze chiave: Maggiore è la riflettività e la conduttività termica del materiale, più difficile è migliorare la profondità di penetrazione (ad esempio, il rame ha una riflettività del laser infrarosso >95% e una conduttività termica di 401 W/(m·K), il più difficile da saldare).
Strategia di adattamento: I laser blu vengono utilizzati su pezzi in rame. Le leghe di alluminio richiedono regolazioni di potenza e velocità per ridurre al minimo la dissipazione del calore.
Gas di protezione
Funzione e scelta: per prevenire l'ossidazione del bagno di saldatura e stabilizzare il buco della serratura, l'argon (circa 1,50 $/m³) è adatto per livelli di potenza media e bassa, mentre l'elio (circa 8 $/m³) può aumentare la profondità di penetrazione del 15%.
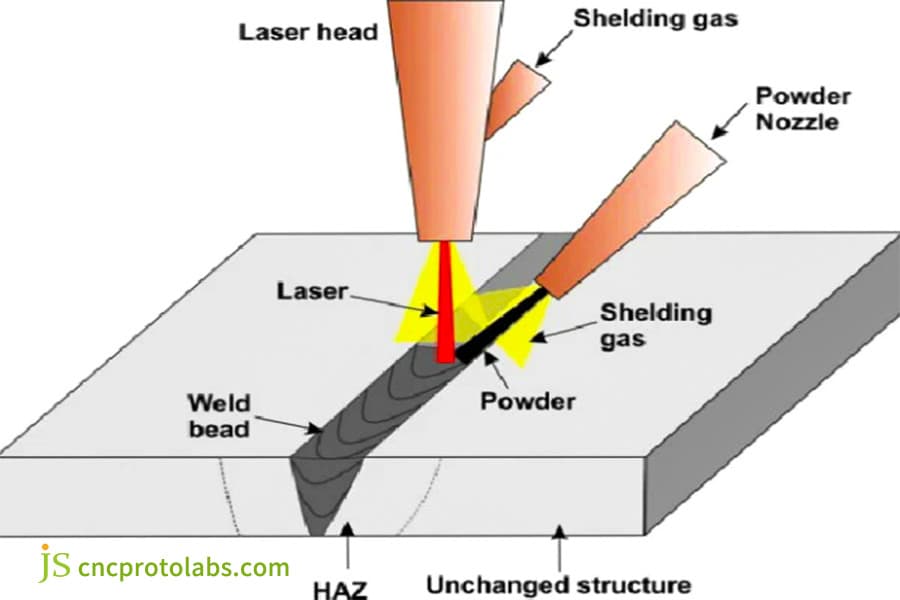
Figura 2: diagramma schematico del sistema di saldatura laser, che mostra il processo di lavoro della testa laser, dell'ugello di alimentazione della polvere e del gas protettivo che lavorano insieme per formare una saldatura e definire la zona interessata dal calore.
Dalla teoria alla pratica: come ottimizzare la profondità di penetrazione della saldatura laser
L'ottimizzazione della profondità di penetrazione può essere ottenuta attraverso un approccio sistematico. I tre approcci indicati di seguito possono essere utilizzati per la maggior parte dei casi di parti di fabbricazione in lamiera.
Ottimizzazione della combinazione di parametri
Tecnica di base: utilizzando la potenza del laser, la velocità di saldatura e la posizione di messa a fuoco come parametri, provare più volte a ottenere la combinazione ottimale in termini di equilibrio tra profondità, qualità ed efficienza.
Risultati pratici: determinati i parametri per la migliore barra collettrice in rame da 0,8 mm, è stata raggiunta la profondità di 0,7 mm, che rappresenta un guadagno di efficienza del 40% rispetto ai metodi per tentativi ed errori. Ciò riduce anche gli sprechi e minimizza il prezzo di fabbricazione della lamiera.
Selezione dell'attrezzatura in base alla proprietà del materiale
Logica della scelta: I laser vengono selezionati in base alla riflettività e alla conduttività termica del materiale. I laser blu vengono utilizzati per il rame (il tasso di assorbimento è migliorato al 35%). Nel caso di piastre spesse in lega di alluminio viene utilizzato un sistema di sagomatura del fascio per migliorare l'uniformità della profondità.
Vantaggi del servizio: Nei nostri servizi online di fabbricazione di lamiera, JS Precision pre-abbina le attrezzature al materiale delle parti di fabbricazione di lamiera per creare un primo-passa saldatura.
Applicazione di tecnologie di processo innovative
Processo chiave: la saldatura oscillante a forma di ∞ aumenta il tempo di contatto del laser e la stabilità della profondità della barra collettrice in rame migliora da ±0,1 mm a ±0,05 mm. La 'Saldatura a strati' previene la profondità ridotta o la bruciatura su componenti multistrato.
Esempio di applicazione: Parti complesse di fabbricazione in lamiera possono utilizzare due processi contemporaneamente per soddisfare sia i requisiti di profondità di saldatura che quelli di aspetto.
Coerenza della profondità: manutenzione quotidiana e calibrazione
Manutenzione giornaliera
Pulizia quotidiana delle lenti ottiche (per ridurre la perdita di energia).
Controllo settimanale della potenza del laser (regolazione se la deviazione supera ±5%).
Controllo della precisione del sistema di movimento ogni due settimane (regolare nuovamente se la deviazione di spostamento supera 0,02 mm).
Controllo del sistema di raffreddamento ogni mese (temperatura dell'acqua 20-25°C).
Garanzia di manutenzione JS Precision
Sistema di allarme rapido: i parametri dell'attrezzatura al di fuori dei limiti specificati genereranno automaticamente un avviso per evitare rischi di qualità.
Ispezione periodica: 10 comuni fogli di rame da 0,8 mm vengono controllati ogni sei mesi. In caso di deviazione superiore a 0,1 mm, viene condotta un'ispezione completa per controllare la variazione di profondità a ±5%, riducendo i prezzi di rilavorazione e fabbricazione della lamiera.
Oltre alla saldatura nella produzione di lamiere personalizzate, JS Precision fornisce anche attrezzatura manutenzione guide. Collabora con noi per un servizio esperto a ciclo completo.
Caso di studio reale: sfide legate alla saldatura a perforazione profonda per i moduli batteria dei veicoli a nuova energia
Requisiti del cliente e punti critici iniziali
Un'azienda leader nel settore della nuova energia ci ha lanciato una sfida, che riflette la nostra richiesta di soluzioni di saldatura laser personalizzate. Hanno dovuto saldare 10 pezzi di parti del modulo strutturale della batteria in alluminio da 0,3 mm di spessore. I requisiti chiave erano profondità di penetrazione di 1,5 mm (penetrazione completa con un massimo di 5 pezzi) e nessuna distorsione della saldatura.
Sfide del progetto
Sfide legate ai materiali: l'alluminio ha una conduttività termica di 237 W/(m·K) e l'energia laser si diffonde molto rapidamente, rendendo difficile la formazione di un bagno di saldatura profondo e il raggiungimento della profondità richiesta di 1,5 mm.
Rischi strutturali: uno spazio di giunzione di ≤0,05 mm tra diversi strati di parti di fabbricazione in lamiera ha causato perdite di energia laser, che non solo riduce la profondità ma aumenta anche il rischio di porosità.
Limiti di temperatura: le celle della batteria sono sensibili alla temperatura. Temperature dell'area di saldatura superiori a 200°C possono distruggere le celle e compromettere le prestazioni delle batterie.
Soluzione di produzione di precisione JS
Il nostro team non ha adottato processi standard, ma ha progettato una soluzione di saldatura laser personalizzata.
Selezione dell'attrezzatura: è stato selezionato il laser a infrarossi BPP 1.0 da 2000 W insieme a un sistema di sagomatura del raggio per modellare il raggio laser in un rettangolo di 0,5 mm x 1 mm. Ciò massimizza la superficie dell'effetto energetico e riduce la dissipazione del calore.
Ottimizzazione del processo: ha utilizzato un processo di 'pre-pressatura + saldatura a strati' applicando prima una pressione di 0,5 MPa sulla zona per eliminare gli spazi vuoti e saldando tre strati (0,5 mm di spessore) per evitare che durante una saldatura vengano prodotte temperature estremamente elevate.
Misure di controllo della temperatura: è stato installato un canale per l'acqua di raffreddamento a 15°C vicino alla regione di saldatura per drenare il calore in tempo reale e mantenere la temperatura circostante sotto i 180°C e proteggere le celle della batteria.
Risultati
È stata ottenuta una
saldatura ad alta resistenza, senza spruzzi, a a penetrazione completa, con una profondità di penetrazione costante di 0,7 mm, una larghezza di interfaccia uguale e una resistenza estremamente bassa e costante, soddisfacendo pienamente le esigenze della batteria in termini di corrente elevata e basse perdite. Il tasso di rendimento è stato aumentato dal 70% a oltre il 99,5%.
Carica immediatamente il background del tuo progetto e le sfide per ricevere un rapporto dettagliato sulle soluzioni mirate dei casi dei fornitori di saldatura laser di alta qualità.
Figura 3: componenti strutturali del modulo batteria
Come garantite che i vostri prodotti ricevano la profondità di saldatura ottimale?
Spiegare i criteri essenziali per una profondità di saldatura ottimale
La profondità di saldatura perfetta non è un singolo valore numerico, ma un triplo standard di prestazioni, stabilità e costo.Deve soddisfare i requisiti funzionali del pezzo (ad esempio, resistenza minima per le parti conduttrici, resistenza massima resistenza per le parti strutturali), hanno un intervallo di variazione della profondità di penetrazione ≤±0,05 mm, riducono le rilavorazioni causate da parametri errati.
Ciò significa sviluppare un quadro standard chiaro attraverso la combinazione di attributi di saldatura laser con specifiche di produzione personalizzate per la fabbricazione di lamiere.
Le tre funzionalità principali di JS Precision per una profondità di saldatura perfetta
Abbinamento corretto materiale-attrezzatura: JS Precision utilizza un database di materiali (acciaio, alluminio, rame, ecc.) per abbinare i laser ai pezzi con riflettività e conduttività termica variabili (ad esempio, le parti riflettenti hanno laser blu). Ciò converte correttamente l'energia ed evita una profondità di saldatura ridotta derivante da un "disadattamento dell'attrezzatura".
Innovazione e ottimizzazione dei processi: per affrontare ambienti di saldatura difficili come elevata conduttività termica e pareti sottili, abbiamo sviluppato processi come 'oscillazione a forma di ∞' e "saldatura a strati" per mitigare l'instabilità del bagno di fusione, massimizzare l'uniformità della profondità di saldatura ed estenderli ai servizi di fabbricazione di lamiere online e alla produzione di massa.
Calibrazione dei parametri scientifici: con l'applicazione della progettazione degli esperimenti (DoE) anziché metodi di tentativi ed errori, regoliamo rapidamente i set di parametri come potenza, velocità e messa a fuoco con un enorme risparmio di tempo nella messa in servizio, anche nelle profondità di saldatura e nel materiale.
Supporto per la garanzia della profondità di saldatura dell'intero scenario
I processi JS Precision coinvolgono l'intera procedura dalla prima progettazione al controllo a medio termine della produzione fino alla manutenzione dopo la produzione.
I piccoli ordini possono essere facilmente confrontati con i parametri tramite un sistema online, mentre la produzione di massa personalizzata basata sul volume è controllata tramite linee di produzione automatizzate. Vengono inoltre fornite indicazioni sulla manutenzione delle macchine utensili nel tentativo di prevenire deviazioni della profondità di saldatura attraverso un uso prolungato, il che rende possibile produrre una profondità di saldatura ideale in qualsiasi condizione.
Scegli il tuo partner per la saldatura laser di precisione
Quando si seleziona un partner, ovviamente, le capacità tecniche sono fondamentali, ma il vero valore sta nella sua capacità di costruire per te un sistema di supporto affidabile e a lungo termine. Questi tre pilastri sono le garanzie fondamentali che forniamo ai nostri clienti.
Pilastro 1: risorse di processo riutilizzabili, accelerazione dell'implementazione del progetto
Con oltre 15 anni di esperienza progettuale, la nostra vasta libreria di parametri di processo copre più di 300 combinazioni di materiali e strutturali, il che significa che probabilmente il tuo progetto non dovrà iniziare da zero. Possiamo fornire rapidamente una base convalidata di parametri che ridurrà sostanzialmente il ciclo di ricerca e sviluppo e ti permetterà di iniziare subito.
Pilastro 2: capacità di sviluppo personalizzato per sfide sconosciute
Sappiamo anche molto bene che i progetti creativi spesso non hanno risposte standard. Pertanto, la forte capacità di ricerca e sviluppo personalizzata costituisce la spina dorsale del nostro team di ingegneri, che ci consente di offrire soluzioni di saldatura laser personalizzate senza pari per affrontare sfide uniche nella saldatura di elevata conduttività termica, pareti sottili o metalli diversi.
Pilastro 3: un sistema preventivo di garanzia della qualità
Per noi la qualità è molto più che un semplice controllo finale. Si tratta di una filosofia di progettazione: un sistema preventivo durante l'intero processo, compreso lo stoccaggio dei materiali e il monitoraggio del processo fino alla spedizione del prodotto finito.
Attraverso operazioni esatte e standardizzate e un monitoraggio continuo, garantiamo che ogni prodotto consegnato possieda un'alta qualità tracciabile, riducendo sostanzialmente il rischio.
Passi successivi: convertire le informazioni in un vantaggio competitivo
Il risultato di tutte le discussioni tecniche dovrebbe essere la riuscita attuazione dei progetti. Se sei seriamente intenzionato ad andare avanti, il modo migliore per farlo è discutere dettagliatamente con noi.
Da qui, invia le informazioni del tuo progetto e ricevi un preventivo dettagliato dei servizi di saldatura laser che contiene non solo prezzi trasparenti ma anche raccomandazioni mirate sui processi e tempi di consegna affidabili.
Domande frequenti
D1: Perché l'elevata potenza a volte produce una penetrazione della saldatura meno profonda o instabile?
Ciò è dovuto all'"effetto di schermatura del plasma". Troppa potenza vaporizza il metallo, creando una "barriera energetica" al plasma sulla parte superiore che riflette il laser e impedisce la penetrazione. Pertanto, la corrispondenza precisa dei parametri è molto più importante rispetto al semplice aumento della potenza.
Q2: Come rilevare e misurare la profondità di penetrazione delle saldature?
Il metodo più accurato è l'esame metallografico distruttivo, che comprende il taglio del pezzo in lavorazione in modo da ispezionare la penetrazione della saldatura e l'utilizzo per una verifica precisa. Nell'industria vengono comunemente utilizzati test a ultrasuoni e altri metodi non distruttivi, che non richiedono danni al pezzo e sono più adatti per il campionamento e la valutazione approfondita dei prodotti in batch.
D3: Qual è lo spessore massimo possibile nella saldatura laser?
Dipende dal materiale, dalla sorgente laser e dal processo. Con la saldatura a passaggio singolo, i laser a fibra possono saldare acciaio al carbonio con spessore di 20-30 mm e leghe di alluminio di 15-20 mm. Con la saldatura multi-passaggio o gli array di laser ad alta potenza e i processi ideali, lo spessore teorico della saldatura non ha un limite massimo.
D4: Perché è così difficile saldare al laser rame e alluminio?
Le ragioni intrinseche sono duplici: In primo luogo, il rame e l'alluminio hanno una riflettività molto elevata per i laser (la riflettività del laser infrarosso del rame è superiore al 95%), che si traduce in riflessione e perdita di energia, in secondo luogo, hanno un'elevata conduttività termica, che si traduce in una rapida dispersione del calore. Sono necessari una maggiore densità di potenza e processi personalizzati per formare e mantenere un "effetto stenopeico" stabile.
D5: Qual è la differenza tra la strategia dei prezzi per i prototipi in piccoli lotti e la produzione di massa?
Il prezzo per i lotti di piccole dimensioni include il costo dello sviluppo e del debug del processo. Nella produzione di massa, i parametri ottimizzati si consolidano, riducendo i costi unitari attraverso economie di scala. Abbiamo prezzi scaglionati trasparenti.
Q6: Come garantite la sicurezza dei vostri disegni di progettazione e della vostra proprietà intellettuale?
Consideriamo la proprietà intellettuale dei nostri clienti come la nostra ancora di salvezza. Garantiamo la sicurezza dei tuoi progetti attraverso rigorosi accordi di riservatezza, file system crittografati e gestione della produzione isolata. Abbiamo servito con successo numerose aziende tecnologiche leader.
D7: Qual è la vostra politica post-vendita se la qualità della saldatura è inferiore agli standard?
Garantiamo la qualità al 100%. In caso di scarsa qualità causata dai nostri problemi di processo, possiamo rielaborare o rifare la saldatura gratuitamente e sostenere i relativi costi, il che garantisce che il tuo progetto possa essere portato avanti senza rischi.
Q8: Oltre ai disegni, di quali altre informazioni hai bisogno per fornire una soluzione e un preventivo accurati?
Oltre ai disegni, fornisci quanto segue per una soluzione accurata: specifiche del materiale, requisiti di trattamento superficiale, utilizzo annuale stimato e costo previsto. Questo ci aiuterà a identificare le sfide del processo e a pianificare la capacità di produzione per offrirti la soluzione di saldatura laser personalizzata più conveniente.
Riepilogo
La profondità di penetrazione non è un numero assoluto, ma una "variabile manipolabile" che può essere modificata all'interno di un parametro flessibile in base alle esigenze delle parti di lamiera fabbricazione parti. Per ogni professionista della produzione, controllare la logica scientifica e le tecniche di ottimizzazione alla base della saldatura laser significa trasformare questa "lama di luce più affilata" dalla tecnologia a un'arte.
Che tu stia lavorando su una produzione di piccoli lotti o su una produzione personalizzata di grandi volumi, se si verificano problemi di profondità di penetrazione nella saldatura laser, JS Precision può fornire soluzioni personalizzate. Siamo consapevoli che solo la profondità di penetrazione "corretta" fornirà la migliore qualità al costo più basso per il tuo prodotto.
Esonero di responsabilità
I contenuti di questa pagina sono solo a scopo informativo.JS Precision Services, non ci sono dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, completezza o validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione tramite JS Precision Network. È responsabilità dell'acquirente Richiedere un preventivo per le parti Identificare i requisiti specifici per queste sezioni.Contattaci per ulteriori informazioni.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. Scegli JS Precision significa efficienza di selezione, qualità e professionalità. Per saperne di più, visita il nostro sito web:www.cncprotolabs.com