

Часто проблема заключается не в слабых навыках сварщика, а в неправильном выборе процесса на начальном этапе. «Более быстрая сварка» не означает «более качественная сварка».
Краткое изложение основных ответов:
Сварка MIG и TIG являются взаимодополняющими процессами, не имеющими абсолютных преимуществ и недостатков.
| Если ваша главная цель... | Предпочтительный процесс | Критическая причина | Типичные сценарии применения |
| Чрезвычайно высокая скорость сварки/производительность | сварка МИГ | Непрерывная подача проволоки, высокая скорость наплавки | Длинные сварные швы, толстолистовые конструкционные детали, серийное производство |
| Очень красивый/точный сварной шов | сварка TIG | Концентрация дуги, отсутствие брызг, точный термоконтроль | Тонкостенные детали, детали внешнего вида, трубы/сосуды под давлением |
| Широкополосная конструкция/адаптируемость | сварка МИГ | Хорошая ветроустойчивость, простая автоматизация | Каркас здания и обслуживание тяжелого оборудования |
| Разнородные металлы/трудносвариваемые | сварка TIG | Точный контроль расплавленной ванны, с наполнителем или без него | Алюминиевые, магниевые, титановые сплавы, медные сплавы |
Это руководство предоставит вам четкую трехэтапную структуру принятия решений , в которой будут рассмотрены основные принципы и различия между сваркой MIG и TIG, будут раскрыты их передовые практики для различных материалов и вариантов применения, а также будет показано, как профессиональные службы сварки металлов выбирают лучшее решение для клиентов на примере корпуса медицинского прибора.
Почему стоит доверять этому руководству?
В JS мы не просто сварщики, мы — партнеры клиента по проектированию соединений.
Мы знаем, что сварка MIG — это не только скорость, но и оценка влияния подводимого тепла на деформацию листа. Сварку TIG выбирают не только из-за эстетических качеств, но и из-за специальных навыков и мощности переменного тока, необходимых для работы с материалами с высокой отражающей способностью, такими как алюминий.
Мы понимаем, как металлургические свойства различных сплавов влияют на целостность сварного шва, и это напрямую связано с конечными свойствами свариваемых металлических деталей и ценой сварки металла .
Мы успешно поставили тысячи индивидуальных заказов на изготовление сварных металлических изделий : от шасси машиностроительной техники, подверженных сильной вибрации, до трубопроводов биореакторов, требующих нулевой утечки, и сложных компонентов для аэрокосмической отрасли.
Мы знаем, как точно подобрать наиболее подходящий процесс сварки в соответствии с толщиной материала, конструкцией соединения, требованиями к производительности и бюджетом затрат. Эти знания в области металлургии, термодинамики и практический опыт являются нашей основной ценностью.
Сталкиваетесь ли вы с нестабильным качеством сварных швов и задержками поставок в сфере прецизионной сварки? Выберите JS для мгновенного взаимодействия и персонализации решений по сварке.

Мудрый выбор: три концепции принятия решений для сварки MIG и TIG
Какой из них лучше? Прежде чем это сделать, ответьте на эти три ключевых вопроса.
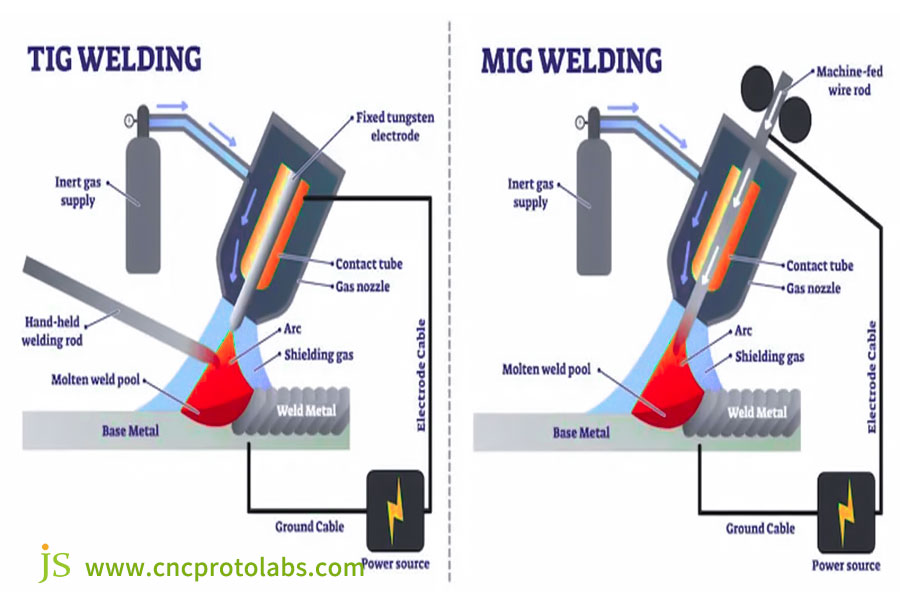
Понимание фундаментальных различий и принципов работы MIG и TIG
MIG и TIG — два распространенных процесса сварки в области сварки . Их сходство заключается в использовании дуги и защитного газа, тогда как их существенное различие заключается в электродах, используемых для создания дуги.
Чтобы понять разницу между этими двумя процессами, необходимо сначала понять принципы их работы.
Процесс сварки MIG
При сварке MIG в качестве электрода используется сплошная или порошковая сварочная проволока, а тонкая сварочная проволока непрерывно подается в сварочный пистолет (иногда называемый сварочной горелкой) через проволоку. Из-за плавления сварочной проволоки во время использования этот тип электрода называется расходуемым электродом .
Как правило, сварка MIG выполняется с использованием полуавтоматической или автоматической дуговой сварки.
Поскольку сварочная проволока также используется в качестве присадочного материала, диаметр и состав сварочной проволоки могут различаться. Конкретный тип используемой сварочной проволоки зависит от таких факторов, как тип металла , толщина и форма соединения.
Кроме того, в качестве защитного газа обычно используется смесь 75% аргона и 25% углекислого газа. Эта газовая смесь может способствовать проплавлению сварного шва и уменьшению пористости сварного шва.
Процесс сварки TIG
В процессе сварки TIG также используется электрическая дуга. В отличие от MIG, в процессе сварки TIG в качестве электрода используется вольфрам с высокой температурой плавления. Когда сварочный электрод нагревается, но не плавится, он становится неплавящимся электродом .
Сварочная ванна защищена чистыми инертными газами (гелий, аргон), обычно 100% аргона. Примесь углекислого газа будет способствовать образованию оксида вольфрама и приводить к преждевременному износу вольфрамовых электродов.
Сравнение ключевых характеристик процесса: скорость, качество, стоимость и эксплуатация
Из краткого объяснения этих двух процессов видно, что между ними имеются существенные различия.
Помимо этих фундаментальных различий следует всесторонне сравнивать такие важные характеристики сварки, как скорость, качество, стоимость и эксплуатация.
Прочность сварного шва
А если TIG используется правильно, то сварной шов будет чистым и аккуратным, без образования множества отверстий и других дефектов, которые могут ослабить эффект сварки. Чем меньше дефектов, тем прочнее соединение.
Если перед сваркой на соединении отшлифовать или прорезать V-образную канавку , сварка MIG может обеспечить хорошее проплавление. Если сварочный пистолет правильно расположен и движется с подходящей скоростью, он также может способствовать формированию прочного сварного шва MIG.
Скорость сварки
Кроме того, сварочные аппараты MIG автоматически подают электродные/присадочные материалы, что приводит к получению более круглой и широкой дуги, а также лучшему рассеиванию тепла.
Эстетика сварки
Аккуратные и «наложенные друг на друга» сварные точки, получаемые при сварке TIG, являются почти эталоном красивых сварных швов.
Кроме того, когда проект не требует идеального внешнего вида, можно использовать сварочные аппараты MIG. MIG также часто применяется для стали, требующей покраски, или для сварных швов стали с покрытиями.
Трудность обучения
При использовании сварки TIG необходимо тщательно очистить и подготовить металл к сварке, обеспечить правильность выполнения операции и избегать резки углов для получения качественных сварных швов .
Расходы
В отличие от этого, сварка MIG требует меньше подготовительных работ и имеет меньшие затраты на оборудование и расходные материалы. Кроме того, преимущество в скорости сварки MIG также снижает стоимость за фут сварного шва.
Ниже приводится сравнительный анализ двух резюме :
| Характеристики | Сварка МИГ | Сварка TIG | Победная сцена |
| Скорость сварки | ★★★(чрезвычайно быстро) | ★(медленно) | Длинный сварной шов, массовое производство (MIG) |
| Внешний вид/гладкость сварного шва | ★★(хорошо, могут быть брызги) | ★★★(отлично, без брызг) | Детали внешнего вида, прецизионные детали (TIG) |
| Контроль подачи тепла | ★★(средний) | ★★★(чрезвычайно точный) | Тонкая пластина, термочувствительный материал (TIG) |
Трудность обучения | ★★★(относительно легко начать) | ★(сложно,требует высоких навыков) | Быстрое развертывание, общее обслуживание (MIG) |
| Материальная адаптивность | ★★★(предпочтительно сталь, нержавеющая сталь) | ★★★(предпочтительно алюминий, титан, разнородные металлы) | зависит от материала |
| Стоимость оборудования и расходных материалов | ★★(умеренный) | ★★(от умеренного до высокого, особенно для газов) | В зависимости от конкретных потребностей |
| Экологическая адаптация | ★★★(хорошая ветроустойчивость) | ★★★(хорошая ветроустойчивость) | Наружная/вентилируемая среда (MIG) |
Адаптируемость к материалам — сталь, алюминий, нержавеющая сталь...
Принятие решений, ориентированное на материалы:
- Углеродистая сталь/низколегированная сталь: предпочтительным вариантом является сварка MIG. Сварка TIG применяется только для очень тонких деталей или корневых швов с очень высокими требованиями.
- Нержавеющая сталь: сварка TIG является идеальным выбором для высококачественной сварки тонких пластин, наружных деталей и не требует защиты задней стенки. Кроме того, если вам нужна высокая производительность, вы выполняете эктопическую сварку или обрабатываете сложные соединения, использование импульсного тока для сварки MIG нержавеющей стали может быть лучшим выбором.
- Алюминий и алюминиевые сплавы: сварка TIG (переменный ток) является абсолютным выбором номер один для тонких пластин (<6 мм), прецизионных деталей и случаев, когда требуются высокие требования к качеству (высокая чистота, хороший контроль). Сварка MIG имеет преимущество в эффективности производства для пластин средней толщины (>3 мм) и широко используется в автомобильной и судостроительной промышленности.
- Сплав титана, магния и меди: сварка TIG является основным или даже единственным выбором из-за ее чрезвычайной чувствительности к чистоте атмосферы и подводу тепла.
На самом деле нет никаких преимуществ или недостатков между сваркой TIG и MIG. Не знаете, какой процесс выбрать для вашего проекта? Обратитесь в JS, и мы разработаем индивидуальный план сварки на основе требований вашего проекта и отраслевых стандартов, оптимизируя прочность соединения и обеспечивая долговечность.
Когда выбирать TIG? Когда выбирать MIG?
применение МИГ
- Более толстые заготовки: сварка MIG с непрерывной подачей проволоки отличается высокой эффективностью и позволяет быстро заполнять большие объемы материала. Поэтому она подходит для сварки более толстых материалов или более крупных заготовок.
- Длинный сварной шов: Благодаря быстроте и эффективности технологии сварки MIG, она больше подходит для ситуаций, когда сварной шов длинный и требует длительной эксплуатации. В отличие от этого, процесс сварки TIG требует многократных остановок и перезапусков для замены новых сварочных электродов или регулировки их положения, что увеличивает риск возникновения дефектов сварки.
- Сложное положение: для сварки MIG требуется только одна рука, что облегчает сохранение равновесия в сложных положениях.
- Производство: Скорость сварки MIG выше, и можно заполнить больше припоя. Когда требуется высокая производительность, предпочтительным методом является сварка MIG.
- Неопытные сварщики: Для неопытных сварщиков MIG более доступный процесс MIG может помочь им сделать подходящие сварочные проходы для проекта.
применение TIG
- Тонкие материалы: По сравнению со сваркой MIG, сварка TIG больше подходит для тонких металлов, склонных к короблению и прогоранию, поскольку позволяет добиться точной и чистой сварки.
- Опытные сварщики: Опытные сварщики часто используют сварку TIG для обработки алюминия, меди, нержавеющей стали и других редких металлов.
- Монтажник или работа в цехе: Если оператор не находится на рабочем месте, то эффективность сварки TIG будет низкой. Однако монтажники или работа в цехе обычно не выходят за пределы рабочего положения, поэтому этот тип работы очень подходит для сварки TIG.
- Короткие расстояния: сварка TIG лучше всего подходит для сварки на короткие расстояния, например, стыков трубопроводов.
- Тонкие или точные заготовки: когда конечный продукт должен иметь красивый внешний вид, сварка TIG обычно является предпочтительным выбором. Кроме того, сварка TIG также позволяет контролировать нагрев и предотвращать коробление и пригорание при сварке более тонких и мелких металлических деталей.
При выборе технологии для вашего проекта вы можете учитывать различия между двумя методами сварки и преимущества каждого из них. Будь то TIG или MIG, JS может в полной мере использовать свои технологические преимущества, чтобы обеспечить надежную и долговечную сварку ваших металлических деталей.

Практический пример: изготовление корпуса из нержавеющей стали для биомедицинских датчиков
Реальные проблемы лучше всего проверяют ценность систем принятия решений. Этот случай демонстрирует , как можно находить компромиссы.
Предыстория проекта:
Производителю медицинского оборудования требуется очень компактный корпус из нержавеющей стали марки 316L со 100% герметичными сварными швами, чистыми внутренними полостями, без окисления/брызг и гладким внешним видом без изменения цвета.
Проблемы и наши вмешательства:
Первоначально заказчик рассматривает сварку MIG для быстрой поставки.
Анализ JS: применение 4D-фреймворка.
Материал/толщина: нержавеющая сталь 316L, толщина стенки всего 1,2 мм -> область преимуществ TIG (точный подвод тепла).
Требования к качеству: герметичность, чистота, внешний вид -> преимущества сварки TIG (отсутствие брызг, хорошая инертная защита).
Эффективность: небольшой размер, среднее количество -> приемлемая сварка TIG (медленнее, чем MIG, но качество на первом месте).
Решения и ценности JS:
Высококвалифицированный процесс ручной сварки TIG с защитой подложки из высокочистого аргона.
Результат: Сварной шов идеально соответствует требованиям герметичности, внутренняя полость свободна от окисления и изменения цвета, внешняя поверхность в целом гладкая и не требует сложной последующей обработки.
Основной вывод: хотя метод MIG привлекателен с точки зрения эффективности, строгие требования к качеству в медицине делают метод TIG лучшим выбором.
Благодаря профессиональным решениям по изготовлению индивидуальных сварных металлических деталей мы избегаем потенциальных рисков утечек и дорогостоящей доработки, поставляя действительно надежные металлические сварные детали .
Как сказал мастер управления качеством Эдвардс Деминг, выбор технологического процесса подобен прокладке дороги в лесу. Не только учитывайте сложность рубки, но и рассчитывайте на гладкость дороги в будущем, то есть баланс между краткосрочными затратами и долгосрочным развитием.

Часто задаваемые вопросы
Можно ли сваривать алюминий методом MIG? Как это работает?
Ответ авторитетного источника: Да, но:
- Специальный импульсный источник питания MIG.
- Система подачи проволоки толкающе-тянущего типа или высокоточная система подачи проволоки (мягкая алюминиевая проволока).
- Защита аргоном.
Действительно ли сварка TIG намного дороже сварки MIG?
Сварка TIG обычно обходится дороже в расчете на единицу человеко-часа. Однако TIG обычно экономит много средств и времени на очистку брызг, полировку и повторную обработку, особенно для прецизионных деталей.
Общая стоимость сварки TIG может быть более конкурентоспособной при небольших объемах и высоких требованиях к качеству.
Какой метод сварки лучше подойдет новичку?
Механизм непрерывной подачи проволоки упрощает эксплуатацию и отличается высокой устойчивостью к углу наклона горелки и длине дуги. Сварка TIG требует координации обеих рук, точного контроля длины дуги и подвода тепла, а также крутой кривой обучения.
Рекомендуется, чтобы новички обрели уверенность в себе с помощью MIG.
Краткое содержание
Сомневаетесь в выборе технологии сварки ответственных металлических деталей? Доверьте профессиональный анализ и избежите рисков!
В компании JS мы предоставляем услуги по сварке металлов, основанные на инженерных решениях. Будь то консультации по выбору метода сварки MIG или TIG или изготовление индивидуальных заказов по сварке металлов, мы стремимся предоставить вам лучшие решения.

Отказ от ответственности
Содержимое этой страницы предназначено исключительно для информационных целей. Серия JS. Нет никаких явных или подразумеваемых заявлений или гарантий относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит данные о рабочих характеристиках, геометрических допусках, конкретных конструктивных характеристиках, качестве и типе материалов или качестве изготовления через сеть Longsheng. Ответственность за это несет покупатель . Запросить коммерческое предложение на детали. Указать конкретные требования к этим разделам. Свяжитесь с нами для получения дополнительной информации .
Команда JS
JS — ведущая компания в отрасли, специализирующаяся на индивидуальных производственных решениях. Мы обладаем более чем 20-летним опытом работы с более чем 5000 клиентов и специализируемся на высокоточной обработке на станках с ЧПУ , производстве листового металла , 3D-печати , литье под давлением , штамповке металла и других комплексных производственных услугах.
Наш завод оснащён более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предлагаем быстрые, эффективные и высококачественные производственные решения для клиентов более чем в 150 странах мира. Будь то мелкосерийное производство или крупносерийная продукция по индивидуальному заказу, мы готовы удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте JS Technology . Это означает эффективность, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Ресурс

