

Кардиостимуляторы, спасающие жизни, заключены в полностью водонепроницаемые пластиковые корпуса, в то время как огромные топливные баки гоночных автомобилей представляют собой цельную пластиковую конструкцию. Они не отливаются целиком под давлением и не собираются с помощью клея.
Его долговечность, герметичность и прочность достигаются благодаря скрытой технологии, называемой «сваркой пластика». Он достаточно прочный, чтобы выдерживать многолетнюю коррозию, вызываемую топливом, но при этом достаточно тонкий, чтобы не сгибать и не перерезать тонкие провода.
Вы можете спросить: прочнее ли он, чем шурупы или клей? Это руководство подробно объяснит прочность сварки пластика с точки зрения основ сварки, технологических процессов, прочности и стоимости. Опираясь на опыт JS, вы получите чёткое представление о том, как правильно использовать сварку пластика для решения различных задач, связанных с соединениями пластиковых изделий.
Краткое изложение ключевых ответов
| Основная тема | Основные выводы | Ключевая основа |
| Эффективность сварки пластмасс | Эффективный, соответствующий стандартам прочности и герметичности. | Прочность достигает 80–95 % от прочности исходного материала и может пройти испытания на степень защиты IP68. |
| Требования к материалам | Необходим тот же материал, выберите соответствующий сварочный материал. | Разница температур плавления ≤ 10 ℃, см. таблицу совместимости. |
| Преимущество в стоимости | Снижение общей стоимости при средних и крупных объемах производства. | Стоимость единицы продукции составляет 0,1–0,5 долл. США при годовом объеме производства 50 000 единиц. |
| Эффективность основного процесса | Ультразвуковая сварка обеспечивает высокую эффективность. | Скорость ультразвуковой сварки составляет 0,5–2 секунды на единицу, что подходит для массового производства. |
| Применимые процессы для толстостенных деталей | Сварка с глубоким проплавлением подходит для толстостенных деталей. | Реализуйте глубокую сплавку материалов и повысьте структурную устойчивость. |
Почему стоит доверять руководству JS? Анализ прочности пластического шва
Компания JS обладает более чем 10-летним опытом сварки пластмасс для различных основных рынков, включая автомобилестроение, медицину и бытовую электронику.
Например, ранее мы выполняли 500 000 ремонтов сваркой пластиковых бамперов в год для ведущего клиента из автомобильной промышленности , обеспечивая стабильно высокий процент успешного выполнения работ (99,8%) . Мы также выполняли сварку корпусов микродатчиков для клиентов из сферы медицинского оборудования с соблюдением требований по герметичности IP68.
Они охватывали диапазон от микродеталей миллиметрового размера до крупногабаритных структурных деталей метрового размера, с тысячами технологических параметров и решений проблем. Мы составили это руководство на основе реального опыта проектов. Все рекомендации проверены на практике, поэтому вы можете быть уверены в его профессионализме и применимости.
Воспользуйтесь услугами сварки пластика от JS Precision Manufacturing . Просто предоставьте нам спецификации вашего продукта и требования к материалам, и мы быстро рассмотрим и разработаем индивидуальное решение, которое легко решит ваши проблемы с соединением пластиковых деталей, не беспокоясь о качестве.
Что такое сварка пластика? Почему это «лучшее решение» для соединения пластмасс?
Сварка пластика использует нагрев, вибрацию или лазер для соединения соприкасающихся поверхностей двух пластиковых деталей, создавая невидимое и прочное соединение после охлаждения. Почему её называют «оптимальным решением» для соединения пластиковых деталей?
Сравнение с традиционными средствами показывает его превосходство:
| Метод подключения | Сила | Уплотнение | Появление | Долговечность |
| Сварка пластика | Высокая (близкая к прочности исходного материала) | Отлично (герметично и бесшовно) | Хорошо (без видимых следов) | Прочная (стойкость к старению и вибрации) |
| Склеивание | Средний (зависит от вязкости клея) | Плохо (зависит от погодных условий и протечек) | Удовлетворительное (могут быть остатки клея) | Слабый (клей быстро разрушается и выходит из строя) |
| Винтовое соединение | Средний (с опорой на винтовую фиксацию) | Плохо (существует пробел) | Плохое (со следами от винтовых отверстий ) | Удовлетворительное (подвержено ослаблению из-за длительного использования) |
Как видно из таблицы, сварка пластмасс превосходит традиционные методы по важнейшим параметрам прочности и герметичности, поэтому она особенно хорошо подходит для применения там, где требуется высокая надёжность. Она также широко применяется в производстве деталей из листового металла для обеспечения большей общей стабильности изделия.
Компания JS предоставляет индивидуальные услуги по сварке пластмасс на основе спецификаций вашего продукта, а также принимает индивидуальные заказы на изготовление изделий из листового металла для удовлетворения ваших потребностей в комплексной обработке и повышения эффективности производства.
Как происходит сварка пластика? Шесть основных процессов
Для различных пластиковых деталей и областей применения требуются различные процессы сварки пластика. Ниже представлен подробный анализ шести основных процессов:
| Тип процесса | Принцип | Применимые материалы | Преимущества | Недостатки |
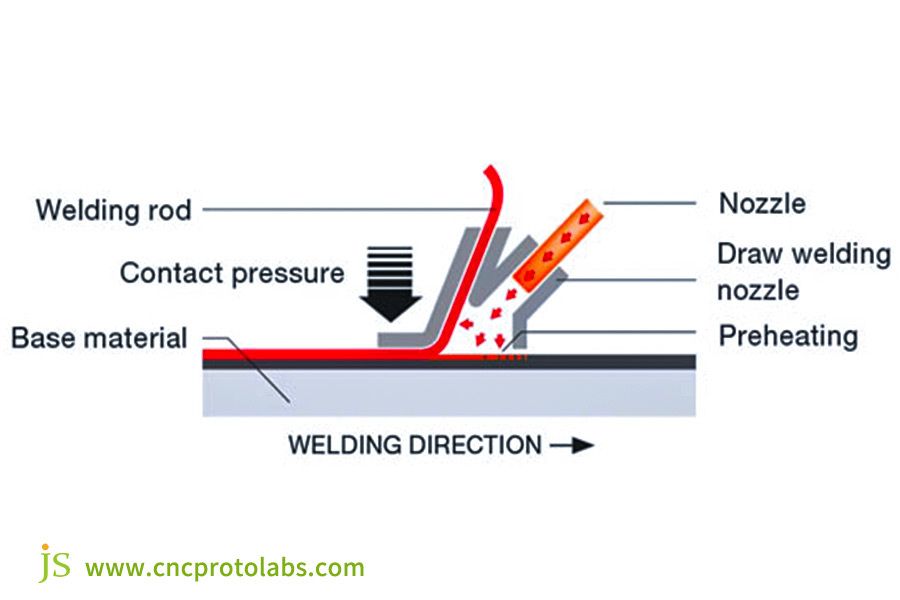
| Сварка горячим воздухом | Горячий воздух используется для расплавления пластиковой поверхности, а затем ее сваривают и герметизируют. | ПП, ПЭ и ПВХ. | Низкая стоимость оборудования (1000–3000 долл. США), простота эксплуатации. | Низкая скорость, низкая точность и совместимость с простыми деталями. |
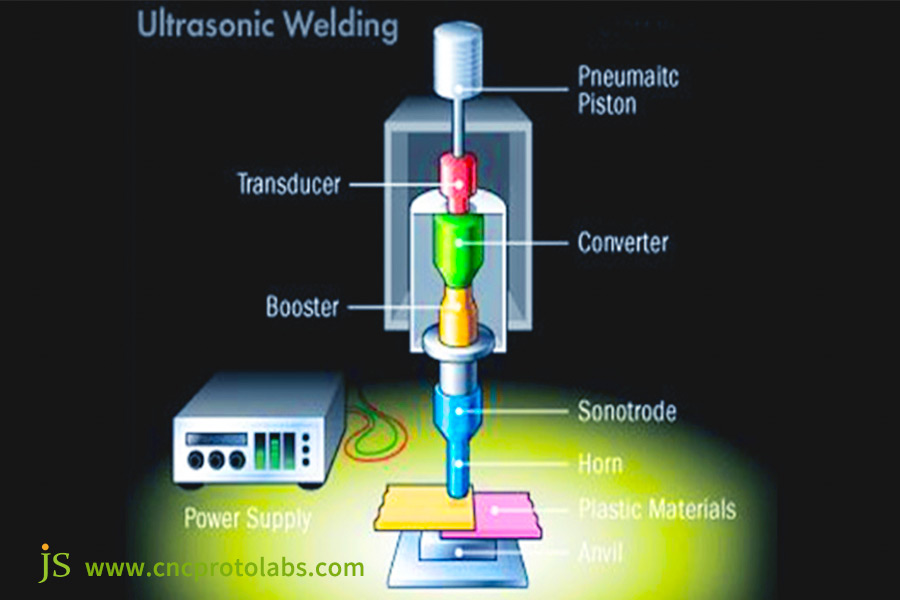
| Ультразвуковая сварка | Нагрев и плавление соприкасающихся поверхностей происходит за счет высокочастотной вибрации. | АБС, ПС и ПК. | Высокая скорость (0,5–2 секунды на деталь), высокая точность и отсутствие остатков. | Высокая стоимость оборудования (5000–20 000 долларов США) в зависимости от размера детали. |
| Вибрационная сварка трением | Компоненты вибрируют относительно друг друга, выделяют тепло и спекают компоненты. | ПП, ПЭ и ПК. | Высокая прочность, подходит для больших пластиковых деталей. | Крупногабаритное оборудование со сложной настройкой, не подходит для микрокомпонентов. |
| Лазерная сварка | Сфокусированный лазерный нагрев создает высоколокализованное плавление сопрягаемых поверхностей. | ПЭТ, ПММА и ПК. | Чрезвычайно высокая точность (погрешность ≤0,01 мм), отсутствие механических напряжений. | Высокая стоимость оборудования, требуется прозрачность материала. |
| Ротационная сварка трением | Вращение детали нагревает ее и деформирует, придавая ей неподвижное состояние. | АБС, ПП и ПЭ. | Хорошо герметизируют и используются для симметричных зданий. | Их применение ограничено только в случае круглых/симметричных деталей. |
| Сварка имплантатов | Металл расплавляется и вставляется в пластик, образуя соединение. | АБС, ПА и ПК. | Образует надежные соединения и подходит для композитных материалов. | Требуется заранее спланированное место вставки, требующее значительной предварительной подготовки. |
Ознакомившись со свойствами этих процессов, вы сможете выбрать наиболее подходящий метод сварки пластмасс под требования вашего изделия.
Для сварки толстостенных пластиковых деталей с более глубоким проникновением материала и большей общей прочностью соединения могут применяться другие методы, такие как сварка с глубоким проплавлением , что отвечает требованиям по повышенной структурной устойчивости.
Действительно ли работает сварка пластика? Научное подтверждение прочности и герметичности
Успешность сварки пластика может быть подтверждена непосредственно научными испытаниями. Что касается прочности, то она может достигать 80–95% от прочности исходного материала. Точные данные приведены в таблице ниже:
| Процесс сварки | Тестовый материал | Прочность сварного шва на разрыв (МПа) | Прочность относительно основного материала (%) |
| Ультразвуковая сварка | АБС | 25 | 89 |
| Сварка горячим воздухом | ПП | 18 | 85 |
| Лазерная сварка | ПК | 60 | 92 |
Пластиковые сварные детали также демонстрируют хорошие показатели герметичности.
Испытания на водонепроницаемость и герметичность под давлением воздуха подтвердили, что медицинские изделия, сваренные ультразвуковой сваркой, соответствуют стандарту IP68, сохраняя герметичность после погружения в воду на глубину 1,5 метра в течение 24 часов. Сваренные таким образом автомобильные компоненты сохраняют герметичность и не имеют пустот после 30-минутного воздействия давления 0,5 МПа.
Эти пункты подтверждают, что сварка пластмасс полностью соответствует строгим требованиям прочности и герметичности различных отраслей промышленности.
Компания JS Precision Manufacturing проводит испытания на прочность и герметичность каждой партии сварных деталей, чтобы гарантировать качество продукции. Мы также предлагаем прозрачную цену на изготовление изделий из листового металла, что позволяет вам легко отслеживать структуру затрат и избегать ненужных трат.
Дорого ли обходится сварка? Анализ уравнения инвестиций и окупаемости
Сварка пластика обходится многим людям слишком дорого, но с точки зрения долгосрочной окупаемости инвестиций она действительно имеет множество преимуществ. Стоимость составляет:
Первоначальные инвестиции
Стоимость автоматизированного сварочного оборудования варьируется в зависимости от процесса: оборудование для сварки горячим воздухом стоит около 1000–3000 долларов США, оборудование для ультразвуковой сварки — 5000–20 000 долларов США, а оборудование для лазерной сварки — 20 000–50 000 долларов США. Срок службы оборудования составляет 5–8 лет, что подходит для крупносерийного производства.
Стоимость единицы продукции
По мере увеличения объемов производства себестоимость единицы продукции при сварке пластика существенно снижается.
Например, при годовой потребности в 50 000 единиц ультразвуковая сварка позволяет снизить себестоимость одной единицы до всего 0,1–0,5 доллара США, что значительно ниже, чем при склеивании (0,3–1,0 доллара США/ед.) и свинчивании (0,5–1,5 доллара США/ед.). Это обусловлено высокой степенью автоматизации, снижением затрат на рабочую силу и расходные материалы.
Общая рентабельность
При средних и больших объемах производства (годовая потребность ≥ 50 000 единиц) сварка пластмасс обеспечивает значительную общую рентабельность.
В качестве примера можно привести сценарий с бампером автомобиля, где инвестиции в ультразвуковое оборудование составляют 15 000 долларов США, себестоимость единицы продукции при объеме производства 100 000 единиц в год составляет 0,30 доллара США, при этом экономия составляет 70 000 долларов США в год, окупаемость составляет 6–12 месяцев, а также обеспечивается постоянная экономия средств.
Вывод: При средне- и крупносерийном производстве общая стоимость сварки пластмасс, как правило, значительно ниже, чем при других формах соединения, и она имеет ключевое значение для автоматизации производства и снижения удельных затрат.

Как проверить свариваемость пластика? Испытание на совместимость материалов
Испытание на совместимость материалов — первый шаг к успешной сварке пластмасс. Конкретные требования приведены ниже:
1. Первое правило: материалы должны быть идентичными.
Различные виды пластика невозможно эффективно сваривать, поскольку их молекулярная структура и свойства плавления существенно различаются. Для эффективной сварки крайне важен выбор подходящего сварочного материала .
Например, ПП приходится сваривать с ПП, а АБС — с АБС. Смешивание этих материалов приведёт к трещинам в соединениях и крайне низкой прочности сварного шва.
2. Ключевой параметр: температура плавления
Каждый пластик имеет свою температуру плавления. При сварке старайтесь, чтобы температура обеих деталей была примерно одинаковой.
Например, ПП плавится при температуре 160–170 °C, АБС — при температуре 220–250 °C, а ПК — при температуре 220–230 °C. Для полного плавления разница температур должна составлять не более 10 °C. Более высокая разница температур приведёт к остановке плавления или даже к возгоранию пластика.
3. Химическая совместимость
Два пластика не могут вступать в химические реакции при сварке. Например, сварка ПВХ с некоторыми пластиками может привести к выделению хлористого водорода, который вреден и может размягчить сварной шов. Сварка фторполимеров с большинством распространённых пластиков может привести к образованию токсичных продуктов и снижению прочности сварного шва.
4. Полезный инструмент: используйте таблицу совместимости сварки пластика
Таблица совместимости при сварке пластиковых материалов показывает совместимость пластиков (например, «свариваемые», «ограниченно свариваемые» и «несвариваемые») и позволяет легко проверить совместимость, сокращая затраты на пробы и ошибки и максимизируя показатели успешной сварки.
Компания JS предоставляет услуги по испытаниям на совместимость пластика со сваркой, определяя свариваемость вашего материала и предлагая вспомогательные технологии. Мы также принимаем заказы на изготовление изделий из листового металла по индивидуальному заказу, чтобы удовлетворить ваши разнообразные потребности в обработке.
За пределами прочности: широкий спектр применения сварных деталей из пластика
Сварка пластмасс благодаря своим преимуществам в области герметизации и прочности широко применяется во многих отраслях промышленности. Области применения:
Медицинская промышленность: используется для герметизации такого оборудования, как слуховые аппараты, шприцы и датчики. Например, JS сваривает очень маленькие компоненты микрофонов, используемых в слуховых аппаратах высокого класса, обеспечивая класс защиты IP68 от влаги и пыли для защиты внутренних компонентов.
Автомобильная промышленность: Дополнение к пластиковым деталям, таким как бамперы, приборные панели и радиаторы. Вибросварка трением бамперов автомобилей увеличивает их прочность на 30%, позволяя поглощать незначительные удары без образования трещин.
Электронная промышленность: герметизация корпусов и разъёмов датчиков. Лазерная сварка электронных датчиков обеспечивает их устойчивость к повышенным температурам и влажности, а частота отказов составляет менее 0,5%.
Упаковочная промышленность: соединение пищевых контейнеров и крышек для пластиковых бутылок. Ротационная сварка трением пластиковых крышек для бутылок обеспечивает лучшую герметизацию, продлевая срок годности продуктов питания на 3–6 месяцев.
Бытовая техника: соединение внутренних барабанов стиральных машин и внешних частей кондиционеров. Сварка пластиковых деталей горячим воздухом повышает их прочность и продлевает срок службы на 5–8 лет.
Сварка пластика в таких случаях обычно применяется в сочетании с деталями из листового металла . Например, пластиковые компоненты автомобильных приборных панелей привариваются к металлическим кронштейнам, что обеспечивает герметичность и укрепляет конструкцию в целом.

Помимо оборудования: четыре ключевых фактора, которые следует учитывать при сварке пластмасс
Помимо выбора правильного оборудования и материалов, на качество сварки пластмасс напрямую влияют четыре важнейших фактора сварочного процесса :
1. Очистка поверхности
Перед сваркой очистите пластиковую поверхность от масла, пыли и загрязнений. Загрязнения могут привести к появлению зазоров в сварном шве, снижению прочности на 30–50% и нарушению герметичности. Перед сваркой рекомендуется очистить поверхность спиртом и дать ей высохнуть.
2. Контроль давления
При сварке необходимо использовать правильное давление. Недостаточное давление приведёт к нарушению сцепления расплавленных материалов и образованию трещин в шве , а избыточное — к деформации детали, что негативно скажется на её внешнем виде и точности. Например, для ультразвуковой сварки АБС-пластика давление должно составлять 0,1–0,5 МПа, в зависимости от толщины.
3. Контроль температуры
Различные пластики плавятся при разных температурах, поэтому требуется корректировка температуры. При слишком низкой температуре пластик не расплавится полностью, что приведёт к снижению прочности шва, а слишком высокая температура приведёт к возгоранию пластика, образованию дыма и снижению прочности конструкции. Например, при сварке полипропилена (PP) следует использовать температуру 160–170 °C, а при сварке АБС — 220–250 °C.
4. Время охлаждения
После сварки необходимо обеспечить достаточное время охлаждения для полного затвердевания расплавленного пластика. Недостаточное охлаждение приводит к нечёткому сварному шву, склонному к растрескиванию под напряжением, а чрезмерное охлаждение снижает эффективность. Время охлаждения обычно в 2-3 раза превышает время сварки. Например, ультразвуковая сварка длится 0,8 секунды, а охлаждение — 1,6-2,4 секунды.
Компания JS тщательно контролирует эти четыре важнейших фактора в процессе сварки пластика, обеспечивая высокое качество каждого сварного шва благодаря стандартизированным методам работы. Мы также предлагаем услуги по изготовлению изделий из листового металла онлайн . Просто оформите заказ онлайн, и мы свяжемся с вами в кратчайшие сроки, сэкономив ваше время и деньги.
На пути к успеху: пять практических советов по сварке пластика
Освоение этих пяти полезных советов значительно повысит вероятность успеха при сварке пластика:
1. Выбор правильного сварочного инструмента
Выбирайте инструменты в зависимости от размера и материала детали:
- Для микродеталей (например, медицинских датчиков) выбирайте ультразвуковой сварочный аппарат, обеспечивающий исключительную точность и отсутствие следов сварки.
- Для крупных деталей (например, автомобильных радиаторов) выбирайте вибрационный сварочный аппарат для сварки трением, обеспечивающий сварку больших площадей.
- Для простого ремонта (например, трещин в пластиковых раковинах) выбирайте оборудование с горячим воздухом из-за его низкой стоимости и универсальности.
2. Впереди — тестовые образцы
Перед массовой сваркой необходимо изготовить образцы для испытаний. Испытание прочности сварного шва (прочность на разрыв, изгиб) и герметичности (сопротивление давлению воздуха, водостойкость). Массовое производство возможно только при соблюдении правильных параметров . Это позволяет предотвратить брак и потери партии из-за несоответствия параметров.
3. Контролируйте скорость сварки
Скорость сварки должна быть эквивалентна тепловой эффективности. Слишком высокая скорость приведёт к недостаточному прогреву пластика и получению некачественного шва, слишком низкая — к перегреву, прожогам и деформации.
Например, при сварке полипропилена горячим воздухом скорость сварки следует контролировать на уровне 5-10 мм/с, чтобы предотвратить пригорание.
4. Обеспечить равномерную среду сварки
Сварочная среда должна быть стабильной по температуре и влажности, а также без пыли. Влажность может привести к отложению влаги на поверхности пластика, что ухудшит качество склеивания, избыток пыли может привести к появлению загрязнений, снижающих прочность, а колебания температуры могут повлиять на состояние плавления.
Сварку в идеале следует проводить в чистом помещении при температуре 20–25 °C и влажности 40–60 %.
5. Регулярно поддерживайте порядок в оборудовании.
Сварочное оборудование должно регулярно проверяться и обслуживаться.
- Нагревательные элементы аппарата для сварки горячим воздухом необходимо чистить ежемесячно, чтобы пыль не снижала эффективность работы.
- Ультразвуковые сварочные вибраторы необходимо калибровать ежеквартально, чтобы обеспечить правильную частоту.
- Датчики давления необходимо проверять каждые полгода, чтобы обеспечить точность измерения давления, продлить срок службы оборудования и сократить количество отказов.
Пример: как ультразвуковая сварка обеспечивает чистое качество звука в умных слуховых аппаратах
Болевые точки клиентов
Один производитель высокопроизводительных слуховых аппаратов требовал герметичной герметизации миниатюрного микрофона (3 x 5 мм) в небольшом углублении. У них было четыре требования:
Полная герметизация для предотвращения влияния пыли и влаги на качество звука, чрезвычайно высокая точность (отклонение ≤0,01 мм) для устранения потери чувствительности, отсутствие гравировки на внешней поверхности и отсутствие клея.
Решение JS
1.Выбор процесса
Прецизионная ультразвуковая сварка была выбрана, поскольку она чрезвычайно точна, обеспечивает короткую продолжительность сварки (0,5–2 секунды на единицу), не оставляет следов и отвечает всем требованиям заказчика к точности и внешнему виду .
2.Материалы и дизайн
Мы использовали Для нижней крышки и внешнего корпуса был использован медицинский АБС-пластик, изготовленный по согласованию с заказчиком, чтобы улучшить совместимость материалов и предотвратить растрескивание при сварке. Мы также создали сварочное ребро толщиной 0,2 мм для повышения прочности шва и герметичности.
3. Управление параметрами
После проведения серии пробных сварок были определены оптимальные параметры:
Частота ультразвука 35 кГц, давление сварки 0,3 МПа, время сварки 0,8 секунды и время охлаждения 2 секунды. Такие параметры обеспечивают достаточное расплавление пластика, предотвращают деформацию деталей и соответствуют требованиям герметизации.
Окончательные результаты
Проект достиг 100%-ной производительности , а сварные швы прошли испытание на герметичность IP68 (отсутствие протечек после 24-часового погружения на глубину 1,5 метра), полностью закрыв компоненты микрофона.
Отзывы клиентов подтвердили повышение эффективности массового производства на 40%, долговременную надежность на 99,5% в сложных условиях и уровень искажений звука ≤0,1%. Детали из листового металла, использованные в проекте, были предоставлены компанией JS, что способствовало развитию собственного производства и снижению затрат.
Часто задаваемые вопросы
В1: Прочен ли пластиковый сварной шов?
Да, сварные швы пластика, при правильном выполнении, могут быть на 80–95% прочнее основного материала. Это достигается за счёт подбора материалов, правильных параметров процесса и достаточного времени охлаждения. Например, прочность сварного шва ABS, сваренного ультразвуком, составляет 25 МПа, что почти равно прочности основного материала (28 МПа), что позволяет выдерживать длительный срок службы.
В2: Сложна ли сварка пластика?
Сложность сварки пластмасс средняя, но требуется профессиональная подготовка, включая работу с оборудованием, изучение пластических свойств и контроль параметров процесса. Контроль температуры и скорости напрямую влияет на качество сварки. Основам сварочных процессов можно обучиться за 1-2 недели формального обучения и практики. Для более сложных процессов требуется дополнительный опыт работы на проектах.
В3: Опасна ли сварка пластика с точки зрения выделения вредных паров?
Любой процесс обработки термопластика сопровождается выделением дыма. Вид дыма зависит от типа пластика. Например, при нагревании ПВХ может выделяться хлористый водород. Поэтому все процессы следует проводить при хорошей вентиляции с системой фильтрации вытяжных газов, чтобы минимизировать вдыхание паров. При сварке специальных материалов операторы также должны использовать защитные маски для защиты.
В4: Что вам необходимо предоставить для расчета стоимости сварочных услуг?
Пожалуйста, предоставьте три ключевых элемента информации: 3D-чертеж изделия в формате CAD с обведённой областью сварки, точный материал пластика (например, полипропилен, АБС) и годовой спрос на продукцию (например, 10 000 единиц, 100 000 единиц). Эта информация позволит нам точно оценить возможность проведения сварочных работ, дать оптимальные рекомендации и рассчитать стоимость, а в конечном итоге предоставить точную смету.
Краткое содержание
Сварка пластика — это не «аналогичный» процесс, а научно обоснованная, высококонтролируемая и точная технология. Её превосходная прочность, герметичность и надёжность открыли путь для её внедрения в высокотехнологичное производство.
JS — надёжная производственная и обрабатывающая компания, предлагающая качественные детали из листового металла по прозрачным ценам . Выбирая нас, вы получаете не только качественные сварочные материалы, но и квалифицированное и быстрое обслуживание, поэтому проблемы с соединениями пластиковых деталей решаются легко и просто.
Наши онлайн-сервисы по изготовлению изделий из листового металла обеспечивают быстрое оформление заказов и полную поддержку проекта от начала до конца, помогая вам эффективно завершить производство и повысить конкурентоспособность продукции.

Отказ от ответственности
Содержимое этой страницы предназначено исключительно для информационных целей. Услуги JS. Нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит данные о рабочих характеристиках, геометрических допусках, конкретных конструктивных характеристиках, качестве и типе материалов или качестве изготовления через сеть Jusheng. Ответственность за это несет покупатель. Запросить коммерческое предложение на детали. Указать конкретные требования к этим разделам. Свяжитесь с нами для получения дополнительной информации .
Команда JS
JS — ведущая компания в отрасли, специализирующаяся на индивидуальных производственных решениях. Мы обладаем более чем 20-летним опытом работы с более чем 5000 клиентов и специализируемся на высокоточной обработке на станках с ЧПУ , производстве листового металла , 3D-печати , литье под давлением , штамповке металла и других комплексных производственных услугах.
Наш завод оснащён более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предлагаем быстрые, эффективные и высококачественные производственные решения для клиентов более чем в 150 странах мира. Будь то мелкосерийное производство или крупносерийная продукция по индивидуальному заказу, мы готовы удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте JS Technology . Это означает эффективность, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Ресурс

